







专利摘要
本发明公开了一种低弹性模量新型医用锆合金及其设计方法。本发明原料的原子百分比为:锡0.1at.%‑3at.%,铜3at.%‑5at.%,铌0.1at.%‑15at.%,锆为余量。其设计方法是利用二次回归正交旋转组合设计进行成分设计,得到实验方案;然后将方案中的合金元素的各原子百分比换算成重量百分比,得到称重配比方案;按照组合设计所得的称重配比方案进行合金制备、压缩实验、进一步的物相分析和显微组织观察试验;然后利用SPSS对实验结果进行分析,最终得到合金性能与合金元素的数学模型。根据数学模型设计出来的锆合金具有低的弹性模量、适中的压缩强度和屈服强度,高的弹性能,符合临床医学对植入材料的要求。
权利要求
1.一种低弹性模量新型医用锆合金,其特征在于:所述低弹性模量新型医用锆合金主要由锡、铜、铌和锆组成,各组成元素按原子百分比计算,锡为0.1at.%-3at.%,铜为3at.%-5at.%,铌为0.1at.%-15at.%,余量为锆。
2.根据权利要求1所述的低弹性模量新型医用锆合金,其特征在于:所述低弹性模量新型医用锆合金各组成元素按原子百分比计算,锡为1.5at.%,铜为4at.%,铌为15at.%,余量为锆。
3.根据权利要求1或2所述的低弹性模量新型医用锆合金,其特征在于:所述低弹性模量新型医用锆合金弹性模量为19GPa-36Gpa,最大抗压强度为750MPa-1300Mpa,塑性应变为4%-30%。
4.如权利要求1~3任一所述的低弹性模量新型医用锆合金的设计方法,其特征在于:包括如下步骤:
(1)基于合金相图和合金强化机制,选择Sn、Cu、Nb作为掺杂元素设计医用锆合金;
(2)利用二次回归正交旋转组合设计对医用锆合金进行成分设计,以合金的弹性模量为试验指标,以锡、铜、铌三个掺杂元素的含量为试验因素,将三个因素水平进行编码,通过二次回归正交旋转组合设计计算得到实验方案;
(3)将方案中的合金元素的各原子百分比换算成重量百分比,得到称重配比方案;
(4)按照组合设计所得的称重配比方案进行合金制备、压缩实验、进一步的物相分析和显微组织观察试验;
(5)利用SPSS对实验结果进行分析,最终得到合金性能与合金元素的数学模型;
(6)根据数学模型挑选出具有最佳性能的医用锆合金。
5.如权利要求1~4任一所述的低弹性模量新型医用锆合金的制备方法,其特征在于:所述制备方法包括以下步骤:
(1)原料称取:在称量样品前,先分别把锆、锡、铜和铌4种金属块表面的氧化皮磨掉,根据各原料组分的重量百分比称取,备用;
(2)熔炼前的准备:锆合金熔炼前,先将真空炉中的杂物清洗干净,再将称量好的原材料Zr、Nb、Sn、Cu按熔点由低到高依次放入真空炉中,抽真空,通入氩气体进行洗气;
(3)熔炼样品:在氩气氛围中引弧熔炼若干次,熔炼电压为220V,熔炼电流控制在100-200A,熔炼温度为3000℃-3500℃,待坩埚铜冷却到室温,即得到所述低弹性模量新型医用锆合金。
6.根据权利要求5所述的低弹性模量新型医用锆合金的制备方法,其特征在于:所述步骤(2)中,真空度控制在4.0×10
7.根据权利要求5所述的低弹性模量新型医用锆合金的制备方法,其特征在于:所述步骤(3)中熔炼反复熔炼4-6次。
8.根据权利要求5所述的低弹性模量新型医用锆合金的制备方法,其特征在于:所述的合金铸锭进行弹性模量测试,其步骤包括:
(1)制备得到的样品经过线切割成标准样,标准样的尺寸为:5mm×5mm×10mm;
(2)将标准样表面的油污处理干净,然后在材料试验系统上进行压缩试验;
(3)进一步的物相分析及显微组织观察试验,得到实验数据;
(4)将得到的实验数据取平均值,得到实验结果;
(5)将实验结果的平均值输入到二次回归正交旋转组合设计的结构矩阵中,得到合金弹性模量与掺杂元素的数学模型。
说明书
技术领域
本发明属于医用生物材料领域,具体涉及低弹性模量医用锆合金的成分设计及其制备方法。
背景技术
近年来,随着人们生活水平的提高和科学技术的发展,生物材料发展迅速,对人体硬组织替代材料的研究也越来越深入。这些医用植入材料要得到应用,必须得满足一些基本的性能条件,比如良好的生物相容性、在体液中的耐腐蚀性、高的机械强度、良好的耐磨性和低的弹性模量等。其中,低的弹性模量至关重要,它不仅关系着医用植入材料的寿命和服役情况,还影响人的身体健康。目前大多数的生物金属材料,如钛及钛合金(55-120GPa)具有比人骨(10-30GPa)更高的弹性模量。而错配模量会导致骨的应力遮挡,机械应力不能均匀传递给周围的骨骼,导致种植体植入后的骨吸收和松动,降低愈合速率,并给使用者带来疼痛。因此,开发具有低弹性模量的生物材料是非常重要的。
近年来,作为钛的同族元素,锆的耐腐蚀性、生物相容性以及优异的力学性能都被科研人员所看好,锆在生物医用材料领域的研究逐渐变多。但是与钛相比,锆在生物医用领域的报道还是相对偏少,并主要集中在生物医学应用的金属玻璃(BMG)的开发上。目前已开发出的Zr基BMG的弹性模量(80-119GPa)依旧比骨的弹性模量(10-30GPa)大的多,且其具有不令人满意的机械性能,不适合临床应用,因此医用植入材料优先选择生物金属材料。
对于大多数合金,目前使用较普遍的成分设计方法主要有以下几种:传统的试错法(Trial and error)、Mo当量法、d-电子理论合金设计法、热力学平衡成分设计法等。但是它们大都存在着操作复杂、工作量和实验误差大、没有考虑元素间的交互作用等缺点。二次回归正交旋转设计是一种具有正交性、回归性、均匀性以及较好的饱和程度的一种试验设计方法。它能使试验设计变得合理化、简单化,极大地减少试验的次数却完整的保留了信息的大量化等优点,并得出有效的数学回归模型。它可进行影响因素的重要性分析及新条件试验的结果估算,预报和最优化,目前在农林、机械等科研领域已经得到了广泛的应用。此外,与其他合金成分设计方法相比,二次回归正交旋转设计可以得到合金性能关于合金元素的回归方程,能更加直观地体现合金元素对体系合金性能的影响。
发明内容
本发明的目的是提供一种低弹性模量新型医用锆合金及其设计方法,其能提供一种新的生物材料的成分设计的思路,可以直接得到合金性能随掺杂元素含量多少的变化,所设计出来的医用锆合金在保证生物相容性的同时还具有与人骨相适配的弹性模量,通过所建立的数学模型可以进一步得到符合使用要求的医用锆合金的最佳成分配比。
本发明的技术方案如下:
一种低弹性模量新型医用锆合金,主要由锡、铜、铌和锆组成,各组成元素按原子百分比计算,锡为0.1at.%-3at.%,铜为3at.%-5at.%,铌为0.1at.%-15at.%,锆为余量。
作为技术方案的进一步改进,所述医用锆合金各组成元素按原子百分比计算,其最优配比锡为1.5at.%,铜为4at.%,铌为15at.%,锆为79.5at.%。在该配比下的锆合金具有低的弹性模量,适中的压缩强度和屈服强度,高的弹性能,医用锆合金的综合力学性能达到最佳,符合临床医学对植入材料的要求。
作为技术方案的进一步改进,所述各组成元素的纯度均≥99.9%。
作为技术方案的进一步改进,所述低弹性模量新型医用锆合金弹性模量为19GPa-36Gpa,最大抗压强度为750MPa-1300Mpa,塑性应变为4%-30%。
作为技术方案的进一步改进,所述低弹性模量新型医用锆合金的弹性模量为19.55GPa,压缩强度为1252MPa,屈服强度为986MPa,弹性能19MJ/m
一种基于二次回归正交旋转设计进行医用锆合金成分设计的方法,具体包括以下步骤:
(1)基于合金相图和合金强化机制,选择Sn、Cu、Nb作为掺杂元素设计医用锆合金;
(2)以合金的弹性模量为试验指标,以锡、铜、铌三个掺杂元素的含量为试验因素,将三个因素水平进行编码,通过二次回归正交旋转组合设计计算得到实验方案,将方案中的合金元素的各原子百分比换算成重量百分比,得到称重配比方案;
(3)按照组合设计所得的称重配比方案进行合金制备、压缩实验、物相分析和显微组织观察试验;
(4)将实验结果的平均值输入到二次回归正交旋转组合设计的结构矩阵中,利用SPSS对实验结果进行分析,最终得到合金性能与合金元素的数学模型;
(5)根据数学模型挑选出具有最佳性能的医用锆合金。
本发明的低弹性模量新型医用锆合金的制备方法,具体包括以下步骤:
(1)原料称取:在称量样品前,先分别把锆、锡、铜和铌4种金属块表面的氧化皮磨掉,根据各原料组分的重量百分比称取,备用;
(2)熔炼前的准备:锆合金熔炼前,先将真空炉中的杂物清洗干净,再将称量好的原材料Zr、Nb、Sn、Cu按熔点由低到高(熔点由低到高顺序:Sn<Cu<Zr<Nb)依次放入真空炉中,抽真空,通入氩气体进行洗气;
(3)熔炼样品:在氩气氛围中引弧熔炼若干次,得到所述低弹性模量新型医用锆合金。
因为真空熔炼炉是铜坩埚水冷却的结构,放在上面的原料先接触电弧,而底部的原料接触水冷铜坩埚,为了降低熔损率和让合金更加混合均匀,所述原料在真空熔炼炉中按合金元素的熔点由低到高依次放入非自耗真空电弧炉中。
为了防止熔炼过程中炉子漏气使得空气进入炉内氧化合金块,必须保证炉内充氩气至压力表显示大于零的正压。
作为技术方案的进一步改进,步骤(2)中,真空度控制在4.0×10
作为技术方案的进一步改进,为保证混熔均匀,熔炼电压为220V,熔炼电流控制在100-200A,熔炼温度为3000℃-3500℃,反复熔炼4-6次。
对本发明制备出来的合金铸锭进行弹性模量测试,其步骤如下:
(1)制备得到的样品经过线切割成标准样,标准样的尺寸为:5mm×5mm×10mm;
(2)将标准样表面的油污处理干净,然后在材料试验系统上进行压缩试验;
(3)进一步的物相分析及显微组织观察试验,得到实验数据;
(4)将得到的实验数据取平均值,得到实验结果;
(5)将实验结果的平均值输入到二次回归正交旋转组合设计的结构矩阵中,得到合金弹性模量与掺杂元素的数学模型。
本发明的优点:
1.本发明使用了一种新的成分设计方法设计生物医用合金,为生物合金的成分设计提供了一种新的思路。与其他合金成分设计方法相比,本发明采用的二次回归正交旋转设计可以得到合金性能关于合金元素的回归方程,能更加直观地体现合金元素对体系合金性能的影响,进而对生物合金Zr-Cu-Nb-Sn体系的弹性模量性能进行优化,并结合SPSS分析,得到合金元素铜、铌、锡的含量对该合金体系弹性模量影响规律的数学模型,探讨生物合金Zr-Cu-Nb-Sn体系中的掺杂元素的含量对材料的弹性模量的影响。
2.二次回归正交旋转组合设计在生物合金的成分设计上应用的研究极少,本发明采用该方法进行生物合金的设计,具有非常重要的参考意义。而且,已知的被证明具备生物无毒性的合金元素很少(不超过15个),可以通过本发明中的成分设计方法将生物材料的所要求的性能与合金元素的影响建立一个完整的数据库,将会给生物材料的设计和应用不小的帮助。
3.本发明所设计的生物医用锆合金的掺杂元素为锡、铜和铌,原料不仅储量大,来源广,经济性更高,而且比钼和钽等更容易进行熔炼,这避免了以往医用生物合金的合金化元素过度依赖贵重金属,降低了合金研发和生产的成本,有很大的开发应用前景。
4.本发明中以锆为基体的新型医用合金具有具有低的弹性模量(19.55GPa)、适中的压缩强度(1252MPa)和屈服强度(986MPa),高的弹性能(19MJ/m
附图说明
图1是本发明中Sn原子百分比含量与弹性模量的关系图。
图2是本发明中Cu原子百分比含量与弹性模量的关系图。
图3是本发明中Nb原子百分比含量与弹性模量的关系图。
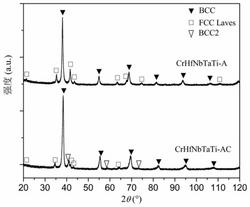
图4是本发明最佳配比的锆合金的XRD普线。
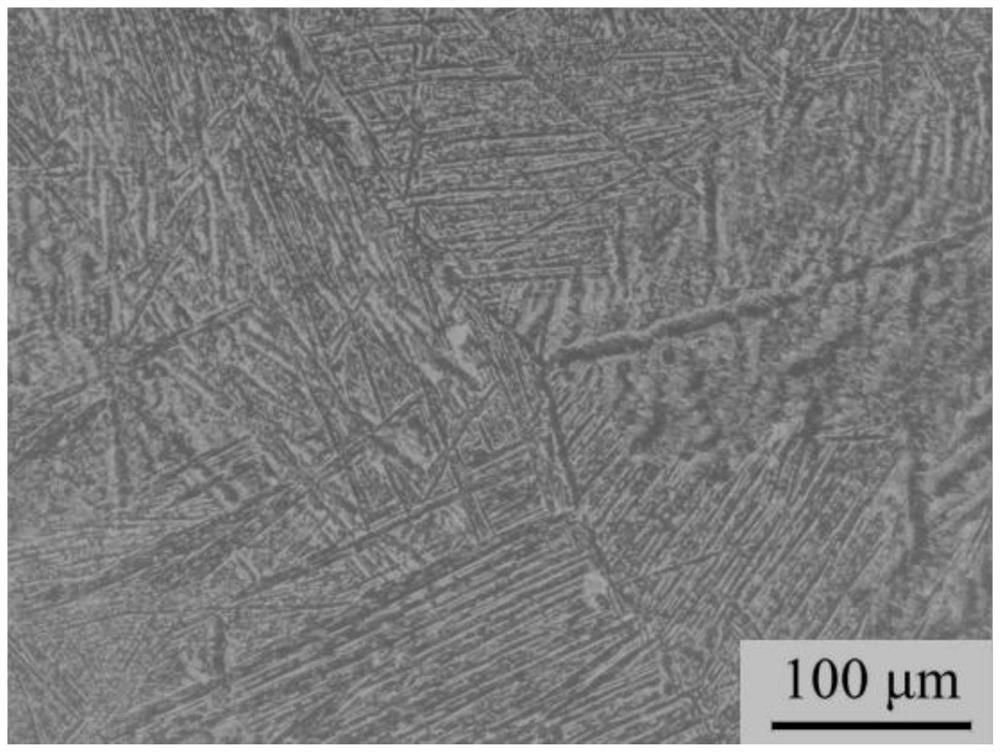
图5是本发明最佳配比的锆合金的显微组织图片。
图6是本发明最佳配比的锆合金的应力应变曲线。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合具体实施例,对本发明进行详细描述。应当理解,此处所描述的具体实施例仅仅用于解释说明,并不用于限定本发明。
相反,本发明涵盖任何由权利要求定义的在本发明的精髓和范围上做的替代、修改、等效方法以及方案,进一步,为了使公众对本发明有更好的了解,在下文对本发明的细节描述中,详尽描述了一些特定的细节部分。对本领域技术人员来说没有这些细节部分的描述也完全可以理解本发明。
实施例1
一种低弹性模量新型医用锆合金的设计方法,其具体实施步骤包括:
(1)基于合金相图和合金强化机制,选择Sn、Cu、Nb作为掺杂元素设计医用锆合金。
(2)利用二次回归正交旋转组合设计对医用锆合金进行成分设计,以合金的弹性模量为试验指标,以锡、铜、铌三个掺杂元素的含量为试验因素,将三个因素水平进行编码,通过二次回归正交旋转组合设计计算得到实验方案,本试验中所制备的试样的成分配比即因素变化范围如表1所示,试验因素水平编码表如表2所示,根据以上的数据分析与计算,得出实施方案如表3所示。
(3)将方案中的合金元素的各原子百分比换算成重量百分比,得到称重配比方案。
表1Zr-Cu-Nb-Sn体系合金的成分配比
表2因素水平偏码表
表3二次回归正交旋转组合设计及实施方案
本发明的低弹性模量新型医用锆合金的制备方法,具体操作步骤如下:
(1)原料称取:在称量样品前,先分别把锆、锡、铜和铌4种金属块表面的氧化皮磨掉,再将金属块用液压钳夹成小块,以方便称量,最后根据根据表3实施方案中的原子百分比称取10g的原料,备用;所述医用锆合金各组分元素锡、铜、铌和锆的纯度均≥99.9%。
(2)熔炼前的准备:锆合金熔炼前,首先要用无水乙醇将真空炉中的杂物清洗干净,再将称量好的原材料Zr、Nb、Sn、Cu按熔点由低到高(熔点由低到高顺序:Sn<Cu<Zr<Nb)依次放入非自耗真空电弧炉中。抽真空,真空度控制在4.0×10
(3)熔炼样品:首先对吸氧钛进行熔炼30s,以消耗炉内的可能存在的氧气。然后逐步加电流至150A,使温度超过3000℃,逐个对样品进行熔炼80s。样品完全冷却后,使用翻转杆将样品翻转,继续按上述操作熔炼4次。熔炼完4次后,将两个质量为10g的样品翻转到一起,熔炼成一个20g的样品。再将混合后的样品反复熔炼样品4次,以至于原料在熔炼的过程中能混合均匀和反应充分,保证每个样品的成分均匀性。最后待坩埚铜冷却到室温,开炉,得到合金铸锭。
经过电弧炉熔炼好的样品经过线切割成3个标准样:5mm×5mm×10mm,将标准样表面的油污处理干净,然后在材料试验系统Instron8801上以1mm/min的速度进行压缩试验。然后将实验结果的平均值输入到二次回归正交旋转组合设计的结构矩阵中,并利用SPSS对实验结果进行方差分析,最终得到合金弹性模量与掺杂元素的数学模型。试验结果如表4所示,方差分析和回归分析分别如表5、表6所示。
表4二次回归正交旋转组合设计结构矩阵及实验结果
(注:置信度为95%)
表5方差分析
表6回归统计
由表5、表6分析结果可知回归数学模型在0.05的显著性水平上显著,铜、铌、锡三个实验因素中至少有一个因素对指标弹性模量有显著影响。将编码代换还原后可得到回归方程如下:
Y=48.298+11.876X1-1.623X2-6.367X3-2.197X1
+0.924X1X2+2.759X1X3+0.63X2X3
根据数学模型可以挑选出具有最佳性能的医用锆合金Zr‐1.5Sn‐4Cu‐15Nb。该配比范围下的医用锆合金进行压缩实验、物相分析和显微组织观察试验,实验结果:在该配比下的锆合金具有低的弹性模量(19.55GPa)、适中的压缩强度(1252MPa)和屈服强度(986MPa),高的弹性能(19MJ/m
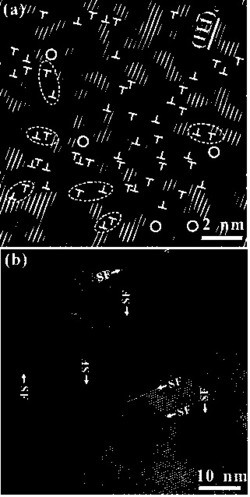
实验结果图如图4~6所示,从图4和图5可知该配比下的锆合金由α-Zr、β-Zr和Zr3Cu三个物相组成,并且Zr3Cu主要集中在晶界和共析组织中,能阻碍合金变形时位错的滑移行为,起到第二相强化的作用。Sn和Nb不直接参与第二相的生成,主要固溶在基体中,起到固溶强化的作用。从图6可知该配比下的锆合金具有较低的弹性模量、较高的压缩强度和良好的塑性性能,具有很大的潜在应用价值。
实施例2
根据实施例1的成分设计方法,确定实施例2的原料的原子百分比为:锡0.6at.%,铜4.6at.%,铌12at.%,锆82.8at.%。
一种低弹性模量新型医用锆合金的制备方法,具体操作步骤如下:
(1)原料称取:所述医用锆合金各组分元素锡、铜、铌和锆的纯度均≥99.9%。将各合金元素的原子百分比换算成重量百分比,得到称重配比方案。在称量样品前,先分别把锆、锡、铜和铌4种金属块表面的氧化皮磨掉,再将金属块用液压钳夹成小块,以方便称量,最后根据各原料组分的重量百分比称取10g的原料,备用。
(2)熔炼前的准备:锆合金熔炼前,首先要用无水乙醇将真空炉中的杂物清洗干净,再将称量好的原材料Zr、Nb、Sn、Cu按熔点由低到高(熔点由低到高顺序:Sn<Cu<Zr<Nb)依次放入非自耗真空电弧炉中。抽真空,真空度控制在5.0×10
(3)熔炼样品:首先对吸氧钛进行熔炼35s,以消耗炉内的可能存在的氧气。然后逐步加电流至170A,使温度超过3000℃,逐个对样品进行熔炼85s。样品完全冷却后,使用翻转杆将样品翻转,继续按上述操作熔炼5次。熔炼完5次后,将两个质量为10g的样品翻转到一起,熔炼成一个20g的样品。再将混合后的样品反复熔炼样品5次,以至于原料在熔炼的过程中能混合均匀和反应充分,保证每个样品的成分均匀性。最后待坩埚铜冷却到室温,开炉,得到合金铸锭。
经过电弧炉熔炼好的样品经过线切割成3个标准样:5mm×5mm×10mm,将标准样表面的油污处理干净,然后在材料试验系统Instron8801上以1mm/min的速度进行压缩试验。然后将实验结果的平均值输入到二次回归正交旋转组合设计的结构矩阵中,并利用SPSS对实验结果进行方差分析,最终得到合金弹性模量与掺杂元素的数学模型。
在该配比下的锆合金具有低的弹性模量(26.78GPa)、适中的压缩强度(1211MPa)和屈服强度(982MPa),高的弹性能(18MJ/m
实施例3
根据实施例1的成分设计方法,确定实施例3的原料的原子百分比为:锡0.6at.%,铜3.4at.%,铌12at.%,锆84at.%。
一种低弹性模量新型医用锆合金的制备方法,具体操作步骤如下:
(1)原料称取:所述医用锆合金各组分元素锡、铜、铌和锆的纯度均≥99.9%。将各合金元素的原子百分比换算成重量百分比,得到称重配比方案。在称量样品前,先分别把锆、锡、铜和铌4种金属块表面的氧化皮磨掉,再将金属块用液压钳夹成小块,以方便称量,最后根据各原料组分的重量百分比称取10g的原料,备用。
(2)熔炼前的准备:锆合金熔炼前,首先要用无水乙醇将真空炉中的杂物清洗干净,再将称量好的原材料Zr、Nb、Sn、Cu按熔点由低到高(熔点由低到高顺序:Sn<Cu<Zr<Nb)依次放入非自耗真空电弧炉中。抽真空,真空度控制在6×10
(3)熔炼样品:首先对吸氧钛进行熔炼35s,以消耗炉内的可能存在的氧气。然后逐步加电流至180A,使温度超过3200℃,逐个对样品进行熔炼90s。样品完全冷却后,使用翻转杆将样品翻转,继续按上述操作熔炼6次。熔炼完6次后,将两个质量为10g的样品翻转到一起,熔炼成一个20g的样品。再将混合后的样品反复熔炼样品6次,以至于原料在熔炼的过程中能混合均匀和反应充分,保证每个样品的成分均匀性。最后待坩埚铜冷却到室温,开炉,得到合金铸锭。
经过电弧炉熔炼好的样品经过线切割成3个标准样:5mm×5mm×10mm,将标准样表面的油污处理干净,然后在材料试验系统Instron8801上以1mm/min的速度进行压缩试验。然后将实验结果的平均值输入到二次回归正交旋转组合设计的结构矩阵中,并利用SPSS对实验结果进行方差分析,最终得到合金弹性模量与掺杂元素的数学模型。
在该配比下的锆合金具有低的弹性模量(26.50GPa)、适中的压缩强度(1167MPa)和屈服强度(878MPa),高的弹性能(14.5MJ/m
实施例4
根据实施例1的成分设计方法,确定实施例4的原料的原子百分比为:锡2.4at.%,铜3.4at.%,铌12at.%,锆82.2at.%。
一种低弹性模量新型医用锆合金的制备方法,具体操作步骤如下:
(1)原料称取:所述医用锆合金各组分元素锡、铜、铌和锆的纯度均≥99.9%。将各合金元素的原子百分比换算成重量百分比,得到称重配比方案。在称量样品前,先分别把锆、锡、铜和铌4种金属块表面的氧化皮磨掉,再将金属块用液压钳夹成小块,以方便称量,最后根据各原料组分的重量百分比称取10g的原料,备用。
(2)熔炼前的准备:锆合金熔炼前,首先要用无水乙醇将真空炉中的杂物清洗干净,再将称量好的原材料Zr、Nb、Sn、Cu按熔点由低到高(熔点由低到高顺序:Sn<Cu<Zr<Nb)依次放入非自耗真空电弧炉中。抽真空,真空度控制在5×10
(3)熔炼样品:首先对吸氧钛进行熔炼35s,以消耗炉内的可能存在的氧气。然后逐步加电流至200A,使温度超过3500℃,逐个对样品进行熔炼90s。样品完全冷却后,使用翻转杆将样品翻转,继续按上述操作熔炼6次。熔炼完6次后,将两个质量为10g的样品翻转到一起,熔炼成一个20g的样品。再将混合后的样品反复熔炼样品6次,以至于原料在熔炼的过程中能混合均匀和反应充分,保证每个样品的成分均匀性。最后待坩埚铜冷却到室温,开炉,得到合金铸锭。
经过电弧炉熔炼好的样品经过线切割成3个标准样:5mm×5mm×10mm,将标准样表面的油污处理干净,然后在材料试验系统Instron8801上以1mm/min的速度进行压缩试验。然后将实验结果的平均值输入到二次回归正交旋转组合设计的结构矩阵中,并利用SPSS对实验结果进行方差分析,最终得到合金弹性模量与掺杂元素的数学模型。
在该配比下的锆合金具有低的弹性模量(28.26GPa)、适中的压缩强度(1232MPa)和屈服强度(891MPa),高的弹性能(14MJ/m
一种低弹性模量新型医用锆合金及其设计方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0