

IPC分类号 : B29D23/00,C08J5/02,C08J7/12,C08L7/02,C08L15/00,C08L89/00,C08L71/02,C08L21/02,C08K13/02,C08K3/22,C08K3/26,C08K3/06








专利摘要
本发明公开了一种横截面双色的彩色天然乳胶管的制备方法,属于天然乳胶管技术领域,本发明通过制备混合分散体、硫化胶乳、内层热敏胶乳、外层热敏胶乳,浸渍内层热敏胶乳及外层热敏胶乳、脱模、表面处理和终干燥等步骤,制备得到了内径≥6mm、外径≥12mm的大规格和管壁厚度≥5.5mm的厚壁横截面双色的彩色天然乳胶管。得到的产品质量合格率高、质量水平稳定,解决了现有热敏压出法制备大规格单色彩色天然乳胶管压出效率和质量合格率偏低和难以制备管壁厚度≥5.5mm的厚壁彩色天然乳胶管的问题;同时通过控制乳胶管外层彩色胶膜厚度在0.48‑0.50mm,减少了价格昂贵的颜料分散液的消耗量,节省制备成本。
权利要求
1.一种横截面双色的彩色天然乳胶管的制备方法,其特征在于,包括以下步骤:
(1)制备混合分散体
将硫磺、氧化锌、酪素、氨水、分散剂、促进剂和水混合,配制成混合分散体,过滤待用;
(2)制备硫化胶乳
天然胶乳与补强剂、混合分散体、稳定剂在胶乳硫化罐内搅拌升温硫化,得到硫化乳胶;
(3)制备内层热敏胶乳
将硫化胶乳与热敏剂和防老剂分散液混合搅拌均匀,过滤待用;
(4)制备外层热敏胶乳
将硫化胶乳与热敏剂、防老剂分散液和颜料分散液混合搅拌均匀,过滤待用;
(5)浸渍内层热敏胶乳
选择直径合适的硅胶模芯,经清洗和连接后牵引至乳胶管循环浸渍机,循环浸渍内层热敏胶乳和干燥,至乳胶管外径达到所需控制值;
(6)浸渍外层热敏胶乳
将已浸渍内层热敏胶乳的乳胶管牵引至乳胶管循环浸渍机,循环浸渍外层热敏胶乳和干燥,至乳胶管外径达到所需值;
(7)脱模、沥滤和预干燥
将硅胶模芯抽出,得到脱模乳胶管半成品,在流动的水中沥滤后进行预干燥;
(8)表面处理和终干燥
将预干燥乳胶管半成品进行表面氯化处理,清洗后进行终干燥,得到横截面双色的彩色天然乳胶管。
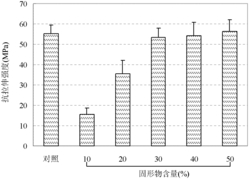
2.根据权利要求1所述的横截面双色的彩色天然乳胶管的制备方法,其特征在于,所述混合分散体的固含量为50wt%,以重量份计,包括以下组分:
所述促进剂为TMTD,所述分散剂为10wt%NF,酪素为10wt%水溶液,氨水为11.5wt%水溶液。
3.根据权利要求1所述的横截面双色的彩色天然乳胶管的制备方法,其特征在于,所述硫化胶乳的固含量为55wt%,以重量份计,包括以下组分:
所述稳定剂为20wt%平平加O;
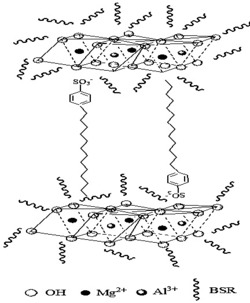
所述补强剂为45wt%MG49天甲胶乳、28wt%环氧化天然胶乳与50wt%水性碳酸钙的混合物;
所述环氧化天然胶乳的环氧化程度为25%,所述50wt%水性碳酸钙粒径为0.5-2.0μm。
4.根据权利要求1所述的横截面双色的彩色天然乳胶管的制备方法,其特征在于,所述内层热敏胶乳的固含量为50wt%,以重量份计,包括以下组分:
所述热敏剂为25wt%聚丙二醇,聚丙二醇分子量为800,所述防老剂为50wt%CPL分散液。
5.根据权利要求1所述的横截面双色的彩色天然乳胶管的制备方法,其特征在于,所述外层热敏胶乳的固含量为50wt%,以重量份计,包括以下组分:
所述热敏剂为25wt%聚丙二醇,聚丙二醇分子量为800,防老剂为50wt%CPL分散液。
6.根据权利要求1所述的横截面双色的彩色天然乳胶管的制备方法,其特征在于,所述步骤(2)中搅拌混合后将温度保持在55~57℃保温70~90min,硫化胶乳氯仿值达到二末-三初后冷却至室温,停放熟化1.5-2天。
7.根据权利要求1所述的横截面双色的彩色天然乳胶管的制备方法,其特征在于,所述步骤(5)和步骤(6)中,控制热敏胶乳的温度在16~18℃,干燥箱温度155-165℃,单次干燥时间72-74s,单次浸渍时间13-15s。
8.根据权利要求1所述的横截面双色的彩色天然乳胶管的制备方法,其特征在于,所述步骤(7)中沥滤时间为12-50h,预干燥温度80℃,时间3-5h。
9.根据权利要求1所述的横截面双色的彩色天然乳胶管的制备方法,其特征在于,所述步骤(8)中所述的表面氯化处理具体方法为:采用有效氯含量为0.25-0.45g/L的溶液浸泡处理5-7min,终干燥温度80℃,时间1-1.5h。
10.根据权利要求1所述的横截面双色的彩色天然乳胶管的制备方法,其特征在于,所述乳胶管外层彩色胶膜厚度为0.48-0.50mm。
说明书
技术领域
本发明涉及天然乳胶管技术领域,特别是涉及一种横截面双色的彩色 天然乳胶管的制备方法。
背景技术
天然乳胶管常用于医疗辅助、实验仪器连接和健身器材装配等,其规 格用内径(mm)×外径(mm)表示,内径范围为1.5~9mm,外径范围为3~ 20mm。传统的热敏压出法制备天然乳胶管从1930年应用至今,但在制备内 径≥6mm、外径≥12mm的单色大规格彩色天然乳胶管时,因颜料分散液对 热敏压出工艺影响较大,相同规格的单色彩色天然乳胶管比本色天然乳胶 管的质量合格率降低10%以上,且随着内、外径的增加,热敏压出法生产 效率呈降低趋势,外观质量缺陷呈增加趋势,而管壁厚度≥5.5mm的厚壁 彩色天然乳胶管如7mm×18mm等,用热敏压出法难以制备。
大规格或厚壁彩色天然乳胶管在保持优良弹性和拉伸倍数的同时,具 有优异的300%定伸性能,更适用于力量型训练健身器材的装配需求,现有 技术利用热敏压出法制备内径≥6mm、外径≥12mm的大规格彩色天然乳胶 管时,存在压出效率和质量合格率偏低的问题,且难以制备管壁厚度≥ 5.5mm的厚壁彩色天然乳胶管。另外,高质量的颜料分散液通常价格昂贵, 造成经济成本较高。因此,迫切需要研发生产效率高、质量水平稳定和节省颜料分散液的大规格或厚壁彩色天然乳胶管制备方法。
发明内容
本发明的目的是提供一种横截面双色的彩色天然乳胶管的制备方法, 能够制备内径≥6mm、外径≥12mm的大规格以及管壁厚度≥5.5mm的厚壁横 截面双色的彩色天然乳胶管,相对于热敏浸渍法制备的单色乳胶管,在不降 低扯断伸长率的前提下,可以将拉伸强度提高30%以上,撕裂强度提高50% 以上,300%定伸力值提高60%以上,进一步提高大规格或厚壁横截面双色 的彩色天然乳胶管用于力量训练型健身器材装配的性能所需。
为实现上述目的,本发明提供了如下方案:
本发明提供一种横截面双色的天然乳胶管的制备方法,包括以下步骤:
(1)制备混合分散体
将硫磺、氧化锌、酪素、氨水、分散剂、促进剂和水混合,配制成混合 分散体,过滤待用;
(2)制备硫化胶乳
天然胶乳与补强剂、混合分散体、稳定剂在胶乳硫化罐内搅拌升温硫 化,得到硫化乳胶;
(3)制备内层热敏胶乳
将硫化胶乳与热敏剂和防老剂分散液混合搅拌均匀,过滤待用;
(4)制备外层热敏胶乳
将硫化胶乳与热敏剂、防老剂分散液和颜料分散液混合搅拌均匀,过 滤待用;
(5)浸渍内层热敏胶乳
选择直径合适的硅胶模芯,经清洗和连接后牵引至乳胶管循环浸渍机, 循环浸渍内层热敏胶乳和干燥,至乳胶管外径达到所需控制值;
(6)浸渍外层热敏胶乳
将已浸渍内层热敏胶乳的乳胶管牵引至乳胶管循环浸渍机,循环浸渍 外层热敏胶乳和干燥,至乳胶管外径达到所需值;
(7)脱模、沥滤和预干燥
将硅胶模芯抽出,得到脱模乳胶管半成品,在流动的水中沥滤后进行 预干燥;
(8)表面处理和终干燥
将预干燥乳胶管半成品进行表面氯化处理,清洗后进行终干燥,得到 横截面双色的彩色天然乳胶管。
进一步地,所述混合分散体的固含量为50wt%,以重量份计,包括以 下组分:
所述促进剂为TMTD,所述分散剂为10wt%NF,酪素为10wt%水溶液, 氨水为11.5wt%水溶液。
进一步地,所述硫化胶乳的固含量为55wt%,以重量份计,包括以下 组分:
所述稳定剂为20wt%平平加O;
所述补强剂为45wt%MG49天甲胶乳、28wt%环氧化天然胶乳与50wt%水 性碳酸钙的混合物;
所述环氧化天然胶乳的环氧化程度为25%,所述50wt%水性碳酸钙粒径 为0.5-2.0μm。
进一步地,所述内层热敏胶乳的固含量为50wt%,以重量份计,包括 以下组分:
所述热敏剂为25wt%聚丙二醇,聚丙二醇分子量为800,所述防老剂为 50wt%CPL分散液。
进一步地,所述外层热敏胶乳的固含量为50wt%,以重量份计,包括以 下组分:
所述热敏剂为25wt%聚丙二醇,聚丙二醇分子量为800,防老剂为 50wt%CPL分散液。
进一步地,所述步骤(2)中搅拌混合后将温度保持在55~57℃保温70~ 90min,硫化胶乳氯仿值达到二末-三初后冷却至室温,停放熟化1.5-2天。
进一步地,所述步骤(5)和步骤(6)中,控制热敏胶乳的温度在16~ 18℃,干燥箱温度155-165℃,单次干燥时间72-74s,单次浸渍时间13-15s。
进一步地,所述步骤(7)中沥滤时间为12-50h,预干燥温度80℃,时 间3-5h。
进一步地,所述步骤(8)中所述的表面氯化处理具体方法为:采用有效 氯含量为0.25-0.45g/L的溶液浸泡处理5-7min,终干燥温度80℃,时间 1-1.5h。
进一步地,所述乳胶管外层彩色胶膜厚度为0.48-0.50mm。
所述聚丙二醇是天然胶乳的有机热敏剂,它的优点是:热敏胶乳的热 敏性比无机热敏剂好,有利于提高循环浸渍法制备效率和产品质量。同时, 它与通用的有机热敏剂聚乙烯甲基醚相比,不需要用甲醛对浓缩胶乳进行 中和除氨,有利于环境保护、操作员工健康和制备工艺的简化。
但并不是所有分子量范围的聚丙二醇都能发挥热敏剂的作用,必须控 制在一定分子量范围内,根据具体工艺条件不同,分子量对于产品性能影 响也不同。本发明的聚丙二醇(分子量800)配制的热敏胶乳,在28℃的 环境下存放2天维持较好的稳定性,热敏胶乳在浸渍槽内遇到加热的模具 则在模具表面凝固。为了适应连续的热敏胶乳浸渍,通过浸渍槽夹层通入 循环冷却水控制热敏胶乳的温度在16~18℃。
所述颜料分散液是可以在天然胶乳中搅拌分散和控制乳胶管颜色的分 散液。不同颜色的颜料分散液的含固量不同,加入天然胶乳中的份量也不 同。某种颜色的彩色天然乳胶管可能由1~4种不同的颜料分散液调配而成, 具体由试验来确定颜料分散液的配比和各自份量。
本发明公开了以下技术效果:
1.本发明提供一种循环浸渍法制备大规格或厚壁横截面双色的彩色天 然乳胶管的方法,用于制备内径≥6mm、外径≥12mm大规格彩色天然乳胶 管,生产效率比传统的热敏压出法提高13倍以上,质量合格率提高10%以 上且质量水平稳定。
2.现有技术中,管壁厚度≥5.5mm的厚壁彩色天然乳胶管(如7mm× 18mm等),用热敏压出法难以制备,采用本发明的循环浸渍法通过增加浸 渍次数可以制备管壁厚度≥5.5mm的彩色天然乳胶管,且质量水平稳定。
3.本发明通过先循环浸渍本色的内层热敏胶乳,再循环浸渍一层厚度 0.48-0.5mm的彩色外层热敏胶乳,形成横截面双色的彩色天然乳胶管,外 表面与单色的彩色乳胶管是一样的,解决了现有热敏压出法制备大规格或 厚壁单色彩色乳胶管时颜料分散液消耗多的问题,节省了制备成本,增加 了企业经济效益。
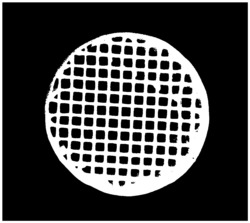
4.通过在硫化胶乳中加入由MG49天甲胶乳、环氧化天然胶乳与水性超 微细碳酸钙混合物组成的补强剂,所得大规格或厚壁横截面双色的彩色天 然乳胶管在不降低扯断伸长率的前提下,拉伸强度提高30%以上,撕裂强 度提高50%以上,300%定伸力值提高60%以上,提高其用于力量训练型健身 器材装配的性能所需。结合天然乳胶管循环浸渍机,可操作性强,能够实 现工业化生产。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对 实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附 图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出 创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明的制备工艺流程图。
具体实施方式
现详细说明本发明的多种示例性实施方式,该详细说明不应认为是对 本发明的限制,而应理解为是对本发明的某些方面、特性和实施方案的更 详细的描述。
应理解本发明中所述的术语仅仅是为描述特别的实施方式,并非用于 限制本发明。另外,对于本发明中的数值范围,应理解为还具体公开了该 范围的上限和下限之间的每个中间值。在任何陈述值或陈述范围内的中间 值以及任何其他陈述值或在所述范围内的中间值之间的每个较小的范围也 包括在本发明内。这些较小范围的上限和下限可独立地包括或排除在范围 内。
除非另有说明,否则本文使用的所有技术和科学术语具有本发明所述 领域的常规技术人员通常理解的相同含义。虽然本发明仅描述了优选的方 法和材料,但是在本发明的实施或测试中也可以使用与本文所述相似或等 同的任何方法和材料。本说明书中提到的所有文献通过引用并入,用以公 开和描述与所述文献相关的方法和/或材料。在与任何并入的文献冲突时, 以本说明书的内容为准。
在不背离本发明的范围或精神的情况下,可对本发明说明书的具体实 施方式做多种改进和变化,这对本领域技术人员而言是显而易见的。由本 发明的说明书得到的其他实施方式对技术人员而言是显而易见的。本申请 说明书和实施例仅是示例性的。
关于本文中所使用的“包含”、“包括”、“具有”、“含有”等等,均为 开放性的用语,即意指包含但不限于。
本发明中所述的“份”如无特别说明,均按质量份计。
本发明所用乳胶管循环浸渍机,是高度约4m的竖立式带干燥箱、热敏 胶乳浸渍槽和多组牵引滑轮的设备。根据乳胶管浸渍的需要,可以将2台 甚至多台乳胶管循环浸渍机经过牵引串联使用。所述的乳胶管循环浸渍机 背面是一个温度可调控的干燥箱,底部有热敏胶乳浸渍槽。硅胶模芯经过 多个牵引滑轮,由乳胶管循环浸渍机正面自下向上运行,再经最高处牵引 滑轮转向背面自上向下运行并进入干燥箱。硅胶模芯每次进入至离开干燥箱的运行时间为单次干燥时间。硅胶模芯运行离开干燥箱后,由浸渍槽内 的牵引滑轮牵引进入热敏胶乳浸渍槽,硅胶模芯从进入到离开热敏胶乳液 面的时间为单次浸渍时间。浸渍了热敏胶乳的硅胶模芯,再由乳胶管循环 浸渍机正面自下向上运行,再经最高处牵引滑轮转向背面自上向下运行, 第2次进入干燥箱,干燥后第2次浸渍热敏胶乳,周而复始。
经过循环浸渍内层热敏胶乳和干燥,至乳胶管外径达到所需控制值, 停止内层浸渍热敏胶乳;浸渍外层热敏胶乳,是将已浸渍内层热敏胶乳外 径达到所需控制值的乳胶管牵引至第2台乳胶管循环浸渍机,循环浸渍外 层热敏胶乳和干燥,至乳胶管外径达到所需值。
以下实施例中,步骤(2)中61.5wt%天然浓缩胶乳与混合分散体在胶 乳硫化罐内搅拌混合,所述的胶乳硫化罐,是一套夹层式带不锈钢搅拌浆 和内胆的反应罐,夹层可以通入热水升温或通入冷水降温。
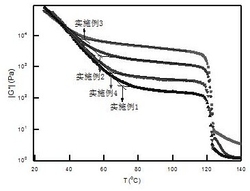
实施例1
一种循环浸渍法制备横截面双色、外表面红色的天然乳胶管 (6mm×13mm)的方法,包括以下步骤:
(1)制备固含量为50wt%的混合分散体:
将以上物料放入转速为80rpm的球磨机中研磨60h,用孔径为0.28mm 的不锈钢筛网过滤,得到固含量为50wt%的混合分散体。
(2)制备固含量为55wt%的硫化胶乳:
将浓缩胶乳置于胶乳硫化罐内,搅拌条件下加入稳定剂平平加O,在 胶乳硫化罐夹层中通入热水将胶乳升温至40℃后,加入步骤(1)中混合分 散体、45wt%MG49天甲胶乳、28wt%环氧化天然胶乳、粒径为0.5μm的50wt% 水性超微细碳酸钙和去离子水,升温到55℃后进行保温88min,硫化胶乳 氯仿值达到二末后冷却至室温,停放熟化1.5天,得到固含量为55wt%的 硫化胶乳。
(3)制备固含量为50wt%的内层热敏胶乳:
步骤(1)的硫化胶乳在搅拌状态下,分别加入防老剂CPL分散液、聚丙 二醇(热敏剂)和去离子水,搅拌30min后用孔径为0.28mm的不锈钢筛网过 滤,停放2h,得到固含量为50wt%的内层热敏胶乳。
(4)制备固含量为50wt%的外层热敏胶乳:
硫化胶乳在搅拌状态下,分别加入防老剂CPL分散液、红色颜料分散 液、聚丙二醇和去离子水,搅拌30min后用孔径为0.28mm的不锈钢筛网过 滤,停放2h,得到固含量为50wt%的热敏胶乳。
(5)浸渍内层热敏胶乳
选择直径为6.4mm(考虑终干燥后内径收缩率约7%)的硅胶模芯牵引 至第1台乳胶管循环浸渍机,循环浸渍内层热敏胶乳和干燥,通过浸渍槽 夹层通入循环冷却水控制热敏胶乳的温度在16℃。干燥箱温度155℃,单 次干燥时间72s,单次浸渍时间13s。浸渍15次后乳胶管外径达到13.4mm, 停止浸渍内层热敏胶乳。
(6)浸渍外层热敏胶乳
将外径达到13.4mm的乳胶管牵引至第2台乳胶管循环浸渍机,循环浸 渍外层热敏胶乳和干燥,通过浸渍槽夹层通入循环冷却水控制热敏胶乳的 温度在16℃。干燥箱温度155℃,单次干燥时间72s,单次浸渍时间13s。 浸渍3次后乳胶管外径达到13.9mm(考虑终干燥后外径收缩率约7%)停止 浸渍外层热敏胶乳,乳胶管外层红色胶膜厚度为0.50mm。
(7)脱模、沥滤和预干燥
用剪刀在硅胶模芯连接处剪断,送往脱模专用水槽,乳胶管的一端接 入高压自来水,另一端人工将硅胶模芯抽出,脱模乳胶管半成品浸泡在流 动的自来水中沥滤12h以上,放入热风循环烘房中进行预干燥:温度80℃, 时间3h。
(8)表面处理和终干燥
预干燥乳胶管半成品,浸泡在每升含有效氯0.30g的溶液中处理6min, 进行内壁和外表面的氯化处理,清洗后,放入热风循环烘房中进行终干燥: 温度80℃,时间1h,得到横截面双色、外表面红色的6mm×13mm天然乳胶 管。
实施例2
一种循环浸渍法制备横截面双色、外表面绿色的天然乳胶管 (7mm×15mm)的方法,包括以下步骤:
(1)制备固含量为50wt%的混合分散体:
将以上物料放入转速为80rpm的球磨机中研磨60h,用孔径为0.28mm 的不锈钢筛网过滤,得到固含量为50wt%的混合分散体。
(2)制备固含量为55wt%的硫化胶乳:
将浓缩胶乳置于胶乳硫化罐内,搅拌条件下加入稳定剂平平加O,在 胶乳硫化罐夹层中通入热水将胶乳升温至40℃后,加入步骤(1)中混合分 散体、45wt%MG49天甲胶乳、28wt%环氧化天然胶乳、粒径为2.0μm的50wt% 水性超微细碳酸钙和去离子水,升温到56℃后进行保温83min,硫化胶乳 氯仿值达到二末后冷却至室温,停放熟化2天,得到固含量为55wt%的硫 化胶乳。
(3)制备固含量为50wt%的内层热敏胶乳:
步骤(1)的硫化胶乳在搅拌状态下,分别加入防老剂CPL分散液、聚丙 二醇(热敏剂)和去离子水,搅拌40min后用孔径为0.28mm的不锈钢筛网过 滤,停放3h,得到固含量为50wt%的内层热敏胶乳。
(4)制备固含量为50wt%的外层热敏胶乳:
硫化胶乳在搅拌状态下,分别加入防老剂CPL分散液、绿色颜料分散 液、聚丙二醇和水,搅拌40min后用孔径为0.28mm的不锈钢筛网过滤,停 放3h,得到固含量为50wt%的热敏胶乳。
(5)浸渍内层热敏胶乳
选择直径为7.5mm(考虑终干燥后内径收缩率约6.5%)的硅胶模芯牵 引至第1台乳胶管循环浸渍机,循环浸渍内层热敏胶乳和干燥,通过浸渍 槽夹层通入循环冷却水控制热敏胶乳的温度在17℃。干燥箱温度159℃, 单次干燥时间74s,单次浸渍时间14s。浸渍18次后胶管外径达到15.5mm, 停止浸渍内层热敏胶乳。
(6)浸渍外层热敏胶乳
将外径达到15.5mm的乳胶管牵引至第2台乳胶管循环浸渍机,循环浸 渍外层热敏胶乳和干燥,通过浸渍槽夹层通入循环冷却水控制热敏胶乳的 温度在17℃。干燥箱温度159℃,单次干燥时间74s,单次浸渍时间14s。 浸渍3次后乳胶管外径达到16.0mm(考虑终干燥后外径收缩率约6.5%)停 止浸渍外层热敏胶乳,乳胶管外层绿色胶膜厚度为0.49mm。
(7)脱模、沥滤和预干燥
用剪刀在硅胶模芯连接处剪断,送往脱模专用水槽,乳胶管的一端接 入高压自来水,另一端人工将硅胶模芯抽出,脱模乳胶管半成品浸泡在流 动的自来水中沥滤18h以上,放入热风循环烘房中进行预干燥:温度80℃, 时间3.5h。
(8)表面处理和终干燥
预干燥乳胶管半成品,浸泡在每立升含有效氯0.25g的溶液中处理 7min,进行内壁和外表面的氯化处理,清洗后,放入热风循环烘房中进行 终干燥:温度80℃,时间1.5h,得到横截面双色、外表面绿色的7mm×15mm 天然乳胶管。
实施例3
一种循环浸渍法制备横截面双色、外表面黑色的天然乳胶管 (7mm×16mm)的方法,包括以下步骤:
(1)制备固含量为50wt%的混合分散体:
将以上物料放入转速为80rpm的球磨机中研磨60h,用孔径为0.28mm 的不锈钢筛网过滤,得到固含量为50wt%的混合分散体。
(2)制备固含量为55wt%的硫化胶乳:
将浓缩胶乳置于胶乳硫化罐内,搅拌条件下加入稳定剂平平加O,在 胶乳硫化罐夹层中通入热水将胶乳升温至38℃后,加入步骤(1)中混合分 散体、45wt%MG49天甲胶乳、28wt%环氧化天然胶乳、粒径为1.0μm的50wt% 水性超微细碳酸钙和去离子水,升温到57℃后进行保温90min,硫化胶乳 氯仿值达到三初后冷却至室温,停放熟化1.5天,得到固含量为55wt%的 硫化胶乳。
(3)制备固含量为50wt%的内层热敏胶乳:
步骤(1)的硫化胶乳在搅拌状态下,分别加入防老剂CPL分散液、聚丙二 醇(热敏剂)和去离子水,搅拌45min后用孔径为0.28mm的不锈钢筛网过滤, 停放5h,得到固含量为50wt%的内层热敏胶乳。
(4)制备固含量为50wt%的外层热敏胶乳:
硫化胶乳在搅拌状态下,分别加入防老剂CPL分散液、黑色颜料分散 液、聚丙二醇和去离子水,搅拌45min后用孔径为0.28mm的不锈钢筛网过 滤,停放5h,得到固含量为50wt%的热敏胶乳。
(5)浸渍内层热敏胶乳
选择直径为7.5mm(考虑终干燥后内径收缩率约7.5%)的硅胶模芯牵 引至第1台乳胶管循环浸渍机,循环浸渍内层热敏胶乳和干燥,通过浸渍 槽夹层通入循环冷却水控制热敏胶乳的温度在18℃。干燥箱温度163℃, 单次干燥时间73s,单次浸渍时间15s。浸渍21次后胶管外径达到16.1mm, 停止浸渍内层热敏胶乳。
(6)浸渍外层热敏胶乳
将外径达到16.1mm的乳胶管牵引至第2台乳胶管循环浸渍机,循环浸 渍外层热敏胶乳和干燥操作,通过浸渍槽夹层通入循环冷却水控制热敏胶 乳的温度在18℃。干燥箱温度163℃,单次干燥时间73s,单次浸渍时间 15s。浸渍3次后乳胶管外径达到17.2mm(考虑终干燥后外径收缩率约7.5%) 停止浸渍外层热敏胶乳,乳胶管外层黑色胶膜厚度为0.49mm。
(7)脱模、沥滤和预干燥
用剪刀在硅胶模芯连接处剪断,送往脱模专用水槽,乳胶管的一端接 入高压自来水,另一端人工将硅胶模芯抽出,脱模乳胶管半成品浸泡在流 动的自来水中沥滤22h以上,放入热风循环烘房中进行预干燥:温度80℃, 时间4h。
(8)表面处理和终干燥
预干燥乳胶管半成品,浸泡在每立升含有效氯0.45g的溶液中处理 5min,进行内壁和外表面的氯化处理,清洗后,放入热风循环烘房中进行 终干燥:温度80℃,时间1.5h,得到横截面双色、外表面黑色的7mm×16mm 天然乳胶管。
实施例4
一种循环浸渍法制备横截面双色、外表面黄色的天然乳胶管 (7mm×18mm)的方法,包括以下步骤:
(1)制备固含量为50wt%的混合分散体:
将以上物料放入转速为80rpm的球磨机中研磨60h,用孔径为0.28mm 的不锈钢筛网过滤,得到固含量为50wt%的混合分散体。
(2)制备固含量为55wt%的硫化胶乳:
将浓缩胶乳置于胶乳硫化罐内,搅拌条件下加入稳定剂平平加O,在 胶乳硫化罐夹层中通入热水将胶乳升温至36℃后,加入步骤(1)中混合分 散体、45wt%MG49天甲胶乳、28wt%环氧化天然胶乳、粒径为1.5μm的50wt% 水性超微细碳酸钙和去离子水,升温到56℃后进行保温70min,硫化胶乳 氯仿值达到三初后冷却至室温,停放熟化2天,得到固含量为55wt%的硫 化胶乳。
(3)制备固含量为50wt%的内层热敏胶乳:
步骤(1)的硫化胶乳在搅拌状态下,分别加入防老剂CPL分散液、聚丙 二醇(热敏剂)和去离子水,搅拌55min后用孔径为0.28mm的不锈钢筛网过 滤,停放7h,得到固含量为50wt%的内层热敏胶乳。
(4)制备固含量为50wt%的外层热敏胶乳:
硫化胶乳在搅拌状态下,分别加入防老剂CPL分散液、黄色颜料分散 液、聚丙二醇和去离子水,搅拌55min后用孔径为0.28mm的不锈钢筛网过 滤,停放7h,得到固含量为50wt%的热敏胶乳。
(5)浸渍内层热敏胶乳
选择直径为7.5mm(考虑终干燥后内径收缩率约7.6%)的硅胶模芯牵 引至第1台乳胶管循环浸渍机,循环浸渍内层热敏胶乳和干燥操作,通过 浸渍槽夹层通入循环冷却水控制热敏胶乳的温度在17℃。干燥箱温度 165℃,单次干燥时间72s,单次浸渍时间13s。浸渍26次后乳胶管外径达 到18.3mm,停止浸渍内层热敏胶乳。
(6)浸渍外层热敏胶乳
将外径达到18.3mm的乳胶管牵引至第2台乳胶管循环浸渍机,循环浸 渍外层热敏胶乳和干燥操作,通过浸渍槽夹层通入循环冷却水控制热敏胶 乳的温度在17℃。干燥箱温度165℃,单次干燥时间72s,单次浸渍时间 13s。浸渍3次后乳胶管外径达到19.4mm(考虑终干燥后外径收缩率约7.6%) 停止浸渍外层热敏胶乳,乳胶管外层黄色胶膜厚度为0.48mm。
(7)脱模、沥滤和预干燥
用剪刀在硅胶模芯连接处剪断,送往脱模专用水槽,乳胶管的一端接 入高压自来水,另一端人工将硅胶模芯抽出,脱模乳胶管半成品浸泡在流 动的自来水中沥滤50h,放入热风循环烘房中进行预干燥:温度80℃,时 间5h。
(8)表面处理和终干燥
预干燥乳胶管半成品,浸泡在每立升含有效氯0.44g的溶液中处理 6min,进行内壁和外表面的氯化处理,清洗后,放入热风循环烘房中进行 终干燥:温度80℃,时间1h,得到横截面双色、外表面黄色的7mm×18mm 天然乳胶管。
用相同的混合分散体、硫化乳胶(由于采用热敏压出法制备天然乳胶管 时,如果添加补强剂,会降低乳胶管的性能,因此硫化乳胶中不添加补强 剂)和热敏乳胶,利用热敏压出法批量制备实施例1-4的单色彩色天然乳胶 管,在制备效率和质量水平、老化前拉伸性能、撕裂性能和300%定伸力值 三个方面与实施例1-4批量生产的乳胶管作比较。
制备效率以压出速度或浸渍速度来表示,质量水平主要比较外观质量 合格率,乳胶管外观质量的评价方法:在光线良好的环境下,目测乳胶管 外表面,若存在杂质、流痕、鸡爪、弯曲、竹节、花皮、气泡、竖道、砂 眼、裂痕、胶粒和胶皮等,判为外观不合格品。结果见表1。
表1
由表1可知,与热敏压出法制备相同规格的单色彩色乳胶管相比,循 环浸渍法制备的横截双色的彩色天然乳胶管,制备效率提高了13倍以上, 质量合格率提高10%以上。热敏压出法难以制备的管壁厚度5.5mm的彩色 天然乳胶管,循环浸渍法通过增加浸渍次数可以制备。而通过循环浸渍本 色的内层热敏胶乳,再浸渍一层厚度0.48-0.5mm的彩色外层热敏胶乳,形 成横截面两种不同颜色的彩色天然乳胶管,其外表面与热敏压出法制备的单色彩色乳胶管是一样的,减少了价格昂贵的颜料分散液的消耗量,减少 制备成本而增加了企业的经济效益。
老化前拉伸性能和撕裂性能对比如表2所示,300%定伸力值如表3所示。
表2
表3
由表2、表3结果可看出,与热敏压出法制备相同规格的单色彩色乳 胶管相比,循环浸渍法制备的大规格或厚壁横截双色的彩色天然乳胶管, 在不降低拉断伸长率的前提下,拉伸强度提高30%以上,撕裂强度提高50% 以上,300%定伸力值提高60%以上。拉伸强度、撕裂强度和300%定伸性能 的提高,提高了大规格或厚壁横截双色的彩色天然乳胶管用于力量训练型 健身器材装配的性能所需。
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明 的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人 员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求 书确定的保护范围内。
一种横截面双色的彩色天然乳胶管的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0