

IPC分类号 : B65B27/00,B65B35/50,B65B13/18,B21D28/24,B21J15/10,B23P19/00,B23P19/06





专利摘要
本发明公开了一种T形截面的空心电梯导轨组装设备,包括与相邻设备间传送工件并在本设备的各个加工工位定位工件的工件移料及定位装置,工件移料及定位装置上沿送料方向依次设有冲孔工位、充泡沫工位、以及安装工位,工件移料及定位装置上冲孔工位两侧设有用于工件端部冲孔加工的自动冲孔机,工件移料及定位装置上充泡沫工位两侧分别设有对电梯导轨内填充泡沫粒并用泡沫块封堵工件端部的泡沫填充机构,工件移料及定位装置上安装工位两侧分别设有电梯导轨与垫块的自动拉铆机构和电梯导轨上连接件的自动安装机构。本发明还公开了一种基于上述设备的电梯导轨自动组装生产线及其组装打包方法。
权利要求
1.一种T形截面的空心电梯导轨组装设备,其特征在于:包括与相邻设备间传送工件并在本设备的各个加工工位定位工件的工件移料及定位装置,工件移料及定位装置上沿送料方向依次设有冲孔工位、充泡沫工位、以及安装工位,工件移料及定位装置上冲孔工位两侧设有用于工件端部冲孔加工的自动冲孔机,工件移料及定位装置上充泡沫工位两侧分别设有对电梯导轨内填充泡沫粒并用泡沫块封堵工件端部的泡沫填充机构,工件移料及定位装置上安装工位两侧分别设有电梯导轨与垫块的自动拉铆机构和电梯导轨上连接件的自动安装机构;
电梯导轨与垫块的自动拉铆机构包括垫块自动供给装置、垫块自动传送装置和拉铆装置;所述拉铆装置包括铆钉机和设置在第一机架上的推料装置,推料装置包括设置在第一机架上铆钉机位置上方的拉铆X轴直线模组,拉铆X轴直线模组上设有Y轴直线模组,Y轴直线模组上设有Z轴直线模组和摄像头支撑板,Z轴直线模组上设有拉铆气缸支撑板,拉铆气缸支撑板上设有拉铆机的拉铆枪,摄像头支撑板上设有CCD摄像头;第一机架中部设有上料横梁,上料横梁上设有下垫板,下垫板上设有横向直线导轨,横向直线导轨上设有上垫板,上垫板通过连接板与X轴直线模组相连接,上垫板上设有纵向导轨和第一推料气缸支撑板,纵向导轨上设有第一推料气缸,第一推料气缸的活塞杆端部上设有与垫块形状相配合的仿形块;
电梯导轨上连接件的自动安装机构包括底座、设置在底座上的两个分别承装导轨连接块和导轨连接板的上下料装置、设置在底座上的工件连接装置、以及设在上下料装置上方的工件传送装置;
工件连接装置包括设置在底座上的位置三轴可调的工件定位机构、工件位置检测机构、设置在底座上的螺栓振料盘、以及将螺栓从螺栓振料盘处取出并安装到工件上的螺栓安装机构;
工件定位机构包括设置在底座上的位置三轴可调的滑动座,滑动座上设有第二推料气缸,第二推料气缸的活塞杆端部设有工件定位块,工件定位块包括与第二推料气缸连接的基板,基板上设有本体,本体上设有两个与导轨连接板上通孔相配合的定位柱,本体远离基板的端面并列设有托承导轨连接块的端块,端块上在对应于导轨连接块上螺纹孔处设有避让螺栓的避让槽;本体两侧面处分别设有托承导轨连接板侧边以定位导轨连接板与导轨连接块间距的托料块;
工件位置检测机构包括设置在底座上的竖直向上布置的顶起气缸,顶起气缸的活塞杆端部设有检测电梯导轨位置并反馈给工件定位机构以及螺栓安装机构的工业摄像机;
螺栓振料盘的出料口处设有使螺栓位于竖直位置的螺栓导向槽,螺栓导向槽的下方设有竖直向上布置的螺栓顶起气缸,螺栓顶起气缸的活塞杆穿过螺栓导向槽底板,螺栓导向槽旁设有夹取螺栓并调整其位置的气动抓手;螺栓安装机构包括设置在底座上的位置三轴可调的活动座,活动座上设有用于取螺栓并将其拧紧在工件上的磁性螺栓锁紧头以及驱动磁性螺栓锁紧头转动的伺服电机;
泡沫填充机构包括对电梯导轨内部填充泡沫粒的泡沫粒填充装置以及对电梯导轨端部封装泡沫条的泡沫条填充装置;泡沫粒填充装置包括基板,基板上设有隔离安装板,隔离安装板上设有竖直向上设置的摄像头推动气缸,摄像头推动气缸的活塞杆端部设有摄像头安装板,摄像头安装板上安装有用于检测电梯导轨位置的工业摄像头,基板上设有喷枪竖直推动气缸,喷枪竖直推动气缸的活塞杆端部设有喷枪安装板,喷枪安装板上安装有喷枪横向无杆气缸,横向无杆气缸上安装有泡沫粒喷枪固定座,泡沫粒喷枪固定在泡沫粒喷枪固定座上;
泡沫条填充装置包括第二机架,第二机架上在泡沫粒填充装置远离泡沫粒喷枪的一侧设有泡沫条切割装置及泡沫条推送装置,第二机架上设有供给泡沫条的上料装置,第二机架上设有在上料装置与泡沫条推送装置之间传送物料的泡沫条抓取装置;
泡沫条推送装置包括设置在第二机架上的推送装置安装板,推送装置安装板上设有沿平行于电梯导轨方向运动的纵向滑座以及驱动纵向滑座的纵向动力组件,纵向滑座上设有沿垂直于电梯导轨方向运动的横向滑座以及驱动横向滑座的横向动力组件,横向滑座上设有托承泡沫条的泡沫条导轨,横向滑座上设有推动泡沫条进入泡沫条切割装置的推板以及驱动推板的推送动力组件,横向滑座上在推板旁设有支撑架,支撑架上设有沿电梯导轨长度方向布置的推进气缸,推进气缸的活塞杆端部设有将泡沫切割装置中的泡沫条推入电梯导轨中的泡沫推板。
2.如权利要求1所述的一种T形截面的空心电梯导轨组装设备,其特征在于:所述泡沫填充机构的上料装置包括设置在第二机架上的料盒安装板,料盒安装板上设有料盒导轨,料盒导轨上活动放置有若干料盒,料盒安装板上设有推动料盒滑动的料盒推动气缸,料盒安装板上在上料位置设有吸附定位料盒的电磁铁,底板上对应于料盒上料位置设有竖直布置的丝杠滑台以及驱动丝杠滑台的顶料电机,丝杠滑台上设有伸入料盒中将泡沫条推举出来的泡沫条推板,料盒安装板上设有与泡沫条推板相配合的避让孔。
3.如权利要求1所述的一种T形截面的空心电梯导轨组装设备,其特征在于:所述泡沫填充机构的泡沫条切割装置包括设置在泡沫条推送装置的横向滑座靠近电梯导轨的一侧的垂直于电梯导轨布置的切割丝杠滑台机构,切割丝杠滑台机构上设有龙门架,龙门架上设有竖直向下布置的切割气缸,切割气缸的活塞杆端部设有刀片安装架,刀片安装架上设有刀片,切割丝杠滑台上设有供泡沫条进入的与电梯导轨相配合的仿形轨道,仿形轨道上设有与刀片相配合的切割避让槽。
4.如权利要求1-3中任一项所述的一种T形截面的空心电梯导轨组装设备,其特征在于:所述工件移料及定位装置上充泡沫工位和安装工位间还设有喷码工位,工件移料及定位装置上喷码工位两侧分别设有喷码及补漆装置。
5.如权利要求1所述的一种T形截面的空心电梯导轨组装设备,其特征在于:所述工件移料及定位装置包括底部滑轨以及分别设置在底部滑轨两侧的第三机架,底部滑轨上设有活动座以及驱动活动座步进滑动的步进动力机构,第三机架上设置的所述冲孔工位、充泡沫工位、喷码工位以及安装工位之间的间距相同,活动座上以该间距值设有五组工件夹持组件,前道工序设备的上下料位置与第三机架上冲孔工位间的间距等于上述间距值,下道工序设备的上料位置与第三机架上安装工位间的间距也等于上述间距值,工件夹持组件包括一对分别设置在活动座两侧的竖直向上设置的顶升气缸,顶升气缸的活动杆端部设有托承工件的托块,托块中设有与电梯导轨外形相配合的定位槽,第三机架上在冲孔工位、充泡沫工位、喷码工位以及安装工位处分别设有导轨夹紧装置。
6.如权利要求5所述的一种T形截面的空心电梯导轨组装设备,其特征在于:所述导轨夹紧装置包括设置在第四机架上的第一安装板,第一安装板上设有一对连线与工件平行的工件支撑座,工件支撑座上设有容置工件料槽,第一安装板上设有从侧面推紧工件的顶紧气缸,第一安装板上还设有压紧工件的转角气缸。
7.一种电梯导轨的自动组装生产线,其特征在于:包括依次设置的工件端部打磨及矫直设备、如权利要求4—6中任一项所述的导轨组装设备、用于工件码堆的自动堆码设备、对码好堆的工件垛进行捆扎打包的自动打包设备;
自动打包设备包括两组间隔设置的分别用于上料和下料的伺服驱动的物料传送带组、设置在两组物料传送带组之间的对电梯导轨料捆进行防水布包裹的自动包裹装置、以及在上料物料传送带组、自动包裹装置、下料的物料传送带组间传送物料捆的物料运送装置,上料的物料传送带组两侧对应于电梯导轨端部位置沿送料方向分别依次设有捆扎电梯导轨垛的自动捆扎装置和对料捆端部套木盒的自动套木盒装置,下料的物料传送带组两侧对应于电梯导轨端部位置分别设有用于捆扎包裹在料捆上的防水布的自动捆扎装置;
自动包裹装置包括方框形的安装架,安装架在对应于电梯导轨端部处设有安放防水布卷的放卷机,安装架两侧上分别设有沿电梯导轨长度方向设置的皮带输送装置,皮带输送装置的皮带上设有夹取防水布边沿的夹手,安装架中部设有用于铺设防水布并在防水布上盛放电梯导轨的盛料台,安装架上在靠近放卷机处设有切割防水布的切割装置,安装架上在靠近电梯导轨捆料两侧及端部处均布有若干侧部包裹机构,安装架上在电梯导轨捆料两侧靠近端部处分别设有角部包裹机构;
角部包裹机构包括第一安装底架,第一安装底架上设有竖直向上布置的第一竖立气缸,第一竖立气缸的活塞杆端部设有第一支撑架,第一支撑架上设有正对电梯导轨料捆设置的水平的第一推布气缸,第一推布气缸的活塞杆端部设有竖立的第一侧板,第一侧板上并列设有水平布置的第一上压辊及第一下压辊,第一支撑架上靠近电梯导轨端部的侧面设有第一侧固定座,第一侧固定座上低于第一下压辊的位置上设有正对导轨方向布置的第一下气缸,第一下气缸的活塞杆端部设有将侧边多余的防水布折叠到电梯导轨料捆端部的第一推折板;
第一侧板上铰接有第一压辊座,所述第一下压辊设置在第一压辊座上,第一压辊座通过第一拉伸弹簧与第一侧板上第一压辊座铰接点上方位置相连,第一侧板上在第一压辊座下方设有对第一压辊座限位的第一限位块;
侧部包裹机构包括第二安装底架,第二安装底架上设有竖直向上布置的第二竖立气缸,第二竖立气缸的活塞杆端部设有第二支撑架,第二支撑架上设有正对电梯导轨料捆设置的水平的第二推布气缸,第二推布气缸的活塞杆端部设有竖立的第二侧板,第二侧板上并列设有水平布置的第二上压辊及第二下压辊;
所述第二侧板上铰接有第二压辊座,所述第二下压辊设置在第二压辊座上,第二压辊座通过第二拉伸弹簧与第二侧板上第二压辊座铰接点上方位置相连,第二侧板上在第二压辊座下方设有对第二压辊座限位的第二限位块。
8.如权利要求7所述的一种电梯导轨的自动组装生产线,其特征在于:所述自动堆码设备包括依次设置的与上道工序的导轨组装设备对接的用于输入电梯导轨的移料装置、将电梯导轨水平平转180°的平转装置、将电梯导轨绕沿电梯导轨长度方向的水平轴线上下翻转的翻转装置、载垛及输出装置、以及在移料装置到载垛及输出装置间传送物料并在载垛及输出装置上完成码垛的物料传送装置;
所述移料装置包括载料台,载料台上两侧分别设有一个移动导轨,两个移动导轨上分别设有活动座,活动座上设有竖直向上布置的顶升气缸,顶升气缸的活塞杆端部设有第一冶具块,第一冶具块上设有与电梯导轨相配合的倒T形容料槽,两个活动座之间设有连接板,载料台上设有驱动连接板及活动座运动的拉回气缸;
载料台的出料侧设有安装缺口,平转装置设置在安装缺口处,平转装置包括平转基座,平转基座上转动设有水平的平转面板以及驱动平转面板的平转驱动机构,平转面板两端分别设有连接座,连接座上设有第二冶具块,第二冶具块上设有与电梯导轨相配合的倒T形容料槽;
平转驱动机构上设有定位平转面板的锁定气缸,平转基座上设有避让锁定气缸活塞杆的避让孔,平转面板上设有两个与锁定气缸的活塞杆相配合的锁定孔。
9.如权利要求8所述的一种电梯导轨的自动组装生产线,其特征在于:所述翻转装置包括并列设置的一对翻转架,翻转架上设有沿电梯导轨长度方向布置的纵向导轨,纵向导轨上设有推送座以及驱动推送座滑动的纵向气缸,推送座上设有立座,立座上设有出力轴正对另一翻转架的水平布置的翻转气缸,翻转气缸的活塞杆端部设有翻转板,翻转板上设有夹持工件的气动夹手。
10.如权利要求7-9中任一项所述的一种电梯导轨的自动组装生产线,其特征在于:所述工件端部打磨及矫直设备包括并列设置的自动供料机构及机台,机台上设有端部去毛刺及轮廓检测机构、导轨直线度检测机构以及传送工件的搬运机构,机台上在导轨直线度检测机构处设有导轨矫直机构;机台上在出料工位处设有将电梯导轨上下翻转180°的翻转机构,
端部去毛刺及轮廓检测机构包括设置在机台上的承料板,承料板上设有用于装夹定位工件的定位组件,机台上在对应于承料板上工件两端的位置处分别设有纵横双向直线模组,纵横双向直线模组上并列设有用于定位电梯导轨端部的定位推块、除刺电机、用于对除刺后的电梯导轨端部进行检测的工业相机、用于检测电梯导轨端部外轮廓的塞规,除刺电机的出力轴上设有对电梯导轨端部进行打磨去毛刺的除刺刷网;
导轨直线度检测机构包括设置在机台上的用于夹紧电梯导轨的装夹组件,机台上设有沿电梯导轨长度方向运动的同步带直线模组,同步带直线模组上在对应于工件上方的位置设有悬臂,悬臂端部设有检测电梯导轨端面及两侧面直线度的激光位移传感器,激光位移传感器与数据处理装置电联接;
导轨矫直机构包括设置在机台上沿电梯导轨长度方向滑动的横向滑座以及驱动横向滑座的横向动力装置,横向滑座上设有竖直向上设置的与数据处理装置电联接的竖直电动推杆,竖直电动推杆端部设有第二安装板,第二安装板上设有垂直于电梯导轨的水平导轨,第二安装板上设有工件抱紧装置,机台上设有推动工件抱紧装置在水平导轨上滑动的与数据处理装置电联接的水平电动推杆,水平电动推杆与工件抱紧装置之间活动连接,机台上设有沿电梯导轨长度方向设置的侧导轨,水平电动推杆上下活动连接在设置在侧导轨上的侧滑座上。
11.如权利要求10所述的一种电梯导轨的自动组装生产线,其特征在于:所述工件端部打磨及矫直设备中工件抱紧装置包括设置在水平导轨上的底板,底板上设有沿电梯导轨横截面方向滑动的左仿形块和驱动左仿形块滑动的左气缸,底板上设有沿电梯导轨横截面方向滑动的右仿形块和驱动右仿形块滑动的右气缸,左仿形块上设有与电梯导轨下侧面相配合的下侧滚轮以及与导轨斜面相配合的斜滚轮,右仿形块下部设有与电梯导轨下侧面相配合的下侧滚轮以及与导轨斜面相配合的斜滚轮,右仿形块上还设有与电梯导轨上侧面相配合的上侧滚轮,右仿形块中活动设有与电梯导轨上表面相配合的上滚轮以及驱动上滚轮上下运动的上气缸。
12.基于权利要求10或11所述生产线的T形截面的空心电梯导轨组装及打包方法,其步骤为:
步骤一、在单位时间内,工件端部打磨及矫直设备的搬运机构运动第一间距距离将位于自动供料装置上料工位的电梯导轨送入第一工位即端部去毛刺及轮廓检测机构完成电梯导轨端部去毛刺及轮廓检测;同时控制中心对该电梯导轨进行编号;搬运机构复位;
步骤二、在单位时间内,工件端部打磨及矫直设备的搬运机构运动第一间距距离将端部去毛刺及轮廓检测机构中加工完的电梯导轨送入第二工位,由导轨直线度检测机构及导轨矫直机构配合完成电梯导轨的矫直;搬运机构复位;
步骤三、在单位时间内,工件端部打磨及矫直设备的搬运机构运动第一间距距离将第二工位上完成加工的电梯导轨送入第三工位即翻转机构中,由翻转机构完成电梯导轨绕沿长度方向的水平线上下翻转;搬运机构复位;
步骤四、在单位时间内,工件移料及定位装置运动第二间距距离从第三工位的翻转机构上将电梯导轨送至第四工位处即对应于自动冲孔机处进行电梯导轨两端冲孔加工;工件移料及定位装置复位;
步骤五、在单位时间内,工件移料及定位装置运动第二间距距离从第四工位处将加工好的电梯导轨送至第五工位即对应于喷码及补漆装置处进行喷码及补漆操作;工件移料及定位装置复位;
步骤六、在单位时间内,工件移料及定位装置运动第二间距距离从第五工位处将加工好的电梯导轨送至第六工位即对应于电梯导轨上连接件的自动安装机构和电梯导轨与垫块的自动拉铆机构处,分别同时进行电梯导轨端部的连接件安装及垫块拉铆操作;工件移料及定位装置复位;
步骤七、在单位时间内,工件移料及定位装置运动第二间距距离从第六工位处将加工好的电梯导轨送至第七工位即自动堆码设备的移料装置上,同时控制中心计算该电梯导轨位于需堆码的料垛中的位置,工件移料及定位装置复位;如果处于从下往上数的奇数层中,则由物料传送装置直接将其运送至载垛及输出装置上的相应位;如果位于从下往上数的偶数层中,则由物料传送装置将其置于平转装置上绕竖直轴线进行平转,再由翻转装置绕沿长度方向的水平线上下翻转,最后由物料传送装置将其运送至自动打包设备的上料对物料传送带组上的相应位置;
步骤八、重复步骤一至七,直至一个料垛堆码完成;
步骤九、自动打包设备的上料物料传送带组将料垛送至第一对自动捆扎装置处,自动捆扎装置对料垛两端进行钢带捆扎;
步骤十、自动打包设备的上料物料传送带组将料垛送至自动套木盒装置处,自动套木盒装置对料垛两端套装木盒;
步骤十一、自动堆码设备中自动包裹装置的物料运送装置将料垛搬运至自动包裹装置上进行防水布包裹;
步骤十二、自动堆码设备中自动包裹装置的物料运送装置将料垛从自动包裹装置上搬运至下料物料传送带组上;
步骤十三、下料物料传送带组将包裹了防水布的料垛输送至第二对自动捆扎装置处对其上的防水布进行捆扎。
说明书
技术领域
本发明涉及一种电梯导轨组装设备,具体来说涉及一种T形截面的空心电梯导轨组装设备及基于其的自动组装生产线。
背景技术
电梯导轨在电梯运行中起承载和导向作用,是保证电梯安全和运行质量的重要部件。电梯导轨中的空心导轨具有用材更省、抗扭转变形更强、安装方便等优点,被广泛应用于电梯系统中,但空心导轨在使用中易产生较大噪音。
为了便于生产和运输,导轨分段生产,并在导轨两端安装连接配件,最终拼接安装。现有的生产企业大多采用人工装配的方式,装配效率低且劳动量大,增加了产品生产成本。
且为了保证连接精度,导轨在生产过程中需要去除毛刺、检测端部尺寸、检测直线度并矫直,以确保导轨端面尺寸和工作面直线度满足要求。传统的去除毛刺方式采用人工打磨,端部检测依靠人工持塞规检测,直线度检测则将导轨靠齐在一检测台上,人工观测或打表检测,这导致生产效率低且成品质量参差不齐。此外,导轨两端连接配件的安装以及导轨的堆码、打包均由人工完成,步骤繁杂,占用大量劳动力,且效率低。
目前,较新的去毛刺方式采用PLC控制三坐标滑台带动铣刀沿导轨轮廓行走一周去毛刺,与传统方式相比,具有效率高,效果好等优点,但采用铣刀去毛刺,铣刀与导轨面硬接触,易引起导轨颤振,会损坏导轨表面;
较新的类似电梯导轨的钢管打包技术,主要装置大多仅包含钢带捆扎装置,对于电梯导轨所需的后续防护包裹等相关技术,多用于轻型材料的打包,如薄膜包装,并不适用于电梯导轨的后续包裹。
最新的自动堆码机构如专利ZL201810156986.X一种横向堆码机所述,抓取机构将成块的板材抓取并码垛,通过竖向移动机构实现竖直平面的上下移动,通过横向移动机构实现在水平面上的移动。该装置可实现对板材的自动堆码,但所用板材必须是规则形状。当堆码的对象为不规则形状物体,如T型电梯导轨,堆码时会出现导轨发生倾斜、位置空间占用率大等问题。
自动打包机的捆扎装置如专利CN205393843U,钢管自动打包机中所述,通过可编程控制器控制链式运动机,自动焊接机与捆扎机配合,实现钢管的自动打包,钢管从进入该装置到输送到堆码处,全程不需要人工进行操作,大大降低工人劳动强度,提高包装效率,但是该装置不适合对较长的钢管进行捆扎包装,并且这种打包方式也没有考虑到钢管在运输过程中防尘、防水问题。
发明内容
本发明所要解决的技术问题是:提供一种自动化程度高、大大节省人力的T形截面的空心电梯导轨组装设备。
为解决上述技术问题,本发明所采用的技术方案为:一种T形截面的空心电梯导轨组装设备,包括与相邻设备间传送工件并在本设备的各个加工工位定位工件的工件移料及定位装置,工件移料及定位装置上沿送料方向依次设有冲孔工位、充泡沫工位、以及安装工位,工件移料及定位装置上冲孔工位两侧设有用于工件端部冲孔加工的自动冲孔机,工件移料及定位装置上充泡沫工位两侧分别设有对电梯导轨内填充泡沫粒并用泡沫块封堵工件端部的泡沫填充机构,工件移料及定位装置上安装工位两侧分别设有电梯导轨与垫块的自动拉铆机构和电梯导轨上连接件的自动安装机构;
电梯导轨与垫块的自动拉铆机构,包括垫块自动供给装置、垫块自动传送装置和拉铆装置;所述拉铆装置包括铆钉机和设置在第一机架上的推料装置,推料装置包括设置在第一机架上铆钉机位置上方的拉铆X轴直线模组,拉铆X轴直线模组上设有Y轴直线模组,Y轴直线模组上设有Z轴直线模组和摄像头支撑板,Z轴直线模组上设有拉铆气缸支撑板,拉铆气缸支撑板上设有拉铆机的拉铆枪,摄像头支撑板上设有CCD摄像头;第一机架中部设有上料横梁,上料横梁上设有下垫板,下垫板上设有横向直线导轨,横向直线导轨上设有上垫板,上垫板通过连接板与X轴直线模组相连接,上垫板上设有纵向导轨和第一推料气缸支撑板,纵向导轨上设有第一推料气缸,第一推料气缸的活塞杆端部上设有与垫块形状相配合的仿形块;
电梯导轨上连接件的自动安装机构,包括底座、设置在底座上的两个分别承装导轨连接块和导轨连接板的上下料装置、设置在底座上的工件连接装置、以及设在上下料装置上方的工件传送装置;
工件连接装置包括设置在底座上的位置三轴可调的工件定位机构、工件位置检测机构、设置在底座上的螺栓振料盘、以及将螺栓从螺栓振料盘处取出并安装到工件上的螺栓安装机构;
工件定位机构包括设置在底座上的位置三轴可调的滑动座,滑动座上设有第二推料气缸,第二推料气缸的活塞杆端部设有工件定位块,工件定位块包括与第二推料气缸连接的基板,基板上设有本体,本体上设有两个与导轨连接板上通孔相配合的定位柱,本体远离基板的端面并列设有托承导轨连接块的端块,端块上在对应于导轨连接块上螺纹孔处设有避让螺栓的避让槽;本体两侧面处分别设有托承导轨连接板侧边以定位导轨连接板与导轨连接块间距的托料块;
工件位置检测机构包括设置在底座上的竖直向上布置的顶起气缸,顶起气缸的活塞杆端部设有检测电梯导轨位置并反馈给工件定位机构以及螺栓安装机构的工业摄像机;
螺栓振料盘的出料口处设有使螺栓位于竖直位置的螺栓导向槽,螺栓导向槽的下方设有竖直向上布置的螺栓顶起气缸,螺栓顶起气缸的活塞杆穿过螺栓导向槽底板,螺栓导向槽旁设有夹取螺栓并调整其位置的气动抓手;螺栓安装机构包括设置在底座上的位置三轴可调的活动座,活动座上设有用于取螺栓并将其拧紧在工件上的磁性螺栓锁紧头以及驱动磁性螺栓锁紧头转动的伺服电机;
泡沫填充机构包括对电梯导轨内部填充泡沫粒的泡沫粒填充装置以及对电梯导轨端部封装泡沫条的泡沫条填充装置;泡沫粒填充装置包括基板,基板上设有隔离安装板,隔离安装板上设有竖直向上设置的摄像头推动气缸,摄像头推动气缸的活塞杆端部设有摄像头安装板,摄像头安装板上安装有用于检测电梯导轨位置的工业摄像头,基板上设有喷枪竖直推动气缸,喷枪竖直推动气缸的活塞杆端部设有喷枪安装板,喷枪安装板上安装有喷枪横向无杆气缸,横向无杆气缸上安装有泡沫粒喷枪固定座,泡沫粒喷枪固定在泡沫粒喷枪固定座上;
泡沫条填充装置包括第二机架,第二机架上在泡沫粒填充装置远离泡沫粒喷枪的一侧设有泡沫条切割装置及泡沫条推送装置,第二机架上设有供给泡沫条的上料装置,第二机架上设有在上料装置与泡沫条推送装置之间传送物料的泡沫条抓取装置;
泡沫条推送装置包括设置在第二机架上的推送装置安装板,推送装置安装板上设有沿平行于电梯导轨方向运动的纵向滑座以及驱动纵向滑座的纵向动力组件,纵向滑座上设有沿垂直于电梯导轨方向运动的横向滑座以及驱动横向滑座的横向动力组件,横向滑座上设有托承泡沫条的泡沫条导轨,横向滑座上设有推动泡沫条进入泡沫条切割装置的推板以及驱动推板的推送动力组件,横向滑座上在推板旁设有支撑架,支撑架上设有沿电梯导轨长度方向布置的推进气缸,推进气缸的活塞杆端部设有将泡沫切割装置中的泡沫条推入电梯导轨中的泡沫推板。
作为一种优选的方案,所述泡沫填充机构的上料装置包括设置在第二机架上的料盒安装板,料盒安装板上设有料盒导轨,料盒导轨上活动放置有若干料盒,料盒安装板上设有推动料盒滑动的料盒推动气缸,料盒安装板上在上料位置设有吸附定位料盒的电磁铁,底板上对应于料盒上料位置设有竖直布置的丝杠滑台以及驱动丝杠滑台的顶料电机,丝杠滑台上设有伸入料盒中将泡沫条推举出来的泡沫条推板,料盒安装板上设有与泡沫条推板相配合的避让孔。
作为一种优选的方案,所述泡沫填充机构的泡沫条切割装置包括设置在泡沫条推送装置的横向滑座靠近电梯导轨的一侧的垂直于电梯导轨布置的切割丝杠滑台机构,切割丝杠滑台机构上设有龙门架,龙门架上设有竖直向下布置的切割气缸,切割气缸的活塞杆端部设有刀片安装架,刀片安装架上设有刀片,切割丝杠滑台上设有供泡沫条进入的与电梯导轨相配合的仿形轨道,仿形轨道上设有与刀片相配合的切割避让槽。
作为一种优选的方案,所述工件移料及定位装置上充泡沫工位和安装工位间还设有喷码工位,工件移料及定位装置上喷码工位两侧分别设有喷码及补漆装置。
作为一种优选的方案,所述工件移料及定位装置包括底部滑轨以及分别设置在底部滑轨两侧的第三机架,底部滑轨上设有活动座以及驱动活动座步进滑动的步进动力机构,第三机架上设置的所述冲孔工位、充泡沫工位、喷码工位以及安装工位之间的间距相同,活动座上以该间距值设有五组工件夹持组件,前道工序设备的上下料位置与第三机架上冲孔工位间的间距等于上述间距值,所述下道工序设备的上料位置与第三机架上安装工位间的间距也等于上述间距值,工件夹持组件包括一对分别设置在活动座两侧的竖直向上设置的顶升气缸,顶升气缸的活动杆端部设有托承工件的托块,托块中设有与电梯导轨外形相配合的定位槽,第三机架上在冲孔工位、充泡沫工位、喷码工位以及安装工位处分别设有导轨夹紧装置;
作为一种优选的方案,所述导轨夹紧装置包括设置在第四机架上的第一安装板,第一安装板上设有一对连线与工件平行的工件支撑座,工件支撑座上设有容置工件料槽,第一安装板上设有从侧面推紧工件的顶紧气缸,第一安装板上还设有压紧工件的转角气缸。
本设备的有益效果是:本设备可自动实现电梯导轨冲孔、对电梯导轨内填充泡沫粒并用泡沫块封堵工件端部、电梯导轨与垫块的自动拉铆机构以及电梯导轨上连接件的自动安装,自动化程度高,大大节省了人力成本、提高了生产效率。
由于泡沫填充机构、电梯导轨与垫块的自动拉铆机构和电梯导轨上连接件的自动安装机构采用工业相机检测电梯导轨端面的位置误差,并反馈给控制系统,控制系统根据测得的误差,控制向三坐标桁架来补偿误差,保证给料位置精度,减少生产线故障。
本发明另一个所要解决的技术问题是:提供一种集端部打磨及矫直、导轨组装、码垛、自动包装为一体的电梯导轨的自动组装生产线。
为解决上述技术问题,本发明所采用的技术方案为:一种电梯导轨的自动组装生产线,包括依次设置的工件端部打磨及矫直设备、如上所述的导轨组装设备、用于工件码堆的自动堆码设备、对码好堆的工件垛进行捆扎打包的自动打包设备;
自动打包设备包括两组间隔设置的分别用于上料和下料的伺服驱动的物料传送带组、设置在两组物料传送带组之间的对电梯导轨料捆进行防水布包裹的自动包裹装置、以及在上料物料传送带组、自动包裹装置、下料的物料传送带组间传送物料捆的物料运送装置,上料的物料传送带组两侧对应于电梯导轨端部位置沿送料方向分别依次设有捆扎电梯导轨垛的自动捆扎装置和对料捆端部套木盒的自动套木盒装置,下料的物料传送带组两侧对应于电梯导轨端部位置分别设有用于捆扎包裹在料捆上的防水布的自动捆扎装置;
自动包裹装置包括方框形的安装架,安装架在对应于电梯导轨端部处设有安放防水布卷的放卷机,安装架两侧上分别设有沿电梯导轨长度方向设置的皮带输送装置,皮带输送装置的皮带上设有夹取防水布边沿的夹手,安装架中部设有用于铺设防水布并在防水布上盛放电梯导轨的盛料台,安装架上在靠近放卷机处设有切割防水布的切割装置,安装架上在靠近电梯导轨捆料两侧及端部处均布有若干侧部包裹机构,安装架上在电梯导轨捆料两侧靠近端部处分别设有角部包裹机构;
角部包裹机构包括第一安装底架,第一安装底架上设有竖直向上布置的第一竖立气缸,第一竖立气缸的活塞杆端部设有第一支撑架,第一支撑架上设有正对电梯导轨料捆设置的水平的第一推布气缸,第一推布气缸的活塞杆端部设有竖立的第一侧板,第一侧板上并列设有水平布置的第一上压辊及第一下压辊,第一支撑架上靠近电梯导轨端部的侧面设有第一侧固定座,第一侧固定座上低于第一下压辊的位置上设有正对导轨方向布置的第一下气缸,第一下气缸的活塞杆端部设有将侧边多余的防水布折叠到电梯导轨料捆端部的第一推折板;
第一侧板上铰接有第一压辊座,所述第一下压辊设置在第一压辊座上,第一压辊座通过第一拉伸弹簧与第一侧板上第一压辊座铰接点上方位置相连,第一侧板上在第一压辊座下方设有对第一压辊座限位的第一限位块;
侧部包裹机构包括第二安装底架,第二安装底架上设有竖直向上布置的第二竖立气缸,第二竖立气缸的活塞杆端部设有第二支撑架,第二支撑架上设有正对电梯导轨料捆设置的水平的第二推布气缸,第二推布气缸的活塞杆端部设有竖立的第二侧板,第二侧板上并列设有水平布置的第二上压辊及第二下压辊;
所述第二侧板上铰接有第二压辊座,所述第二下压辊设置在第二压辊座上,第二压辊座通过第二拉伸弹簧与第二侧板上第二压辊座铰接点上方位置相连,第二侧板上在第二压辊座下方设有对第二压辊座限位的第二限位块。
作为一种优选的方案,所述自动堆码设备包括依次设置的与上道工序的导轨组装设备对接的用于输入电梯导轨的移料装置、将电梯导轨水平平转180°的平转装置、将电梯导轨绕沿电梯导轨长度方向的水平轴线上下翻转的翻转装置、载垛及输出装置、以及在移料装置到载垛及输出装置间传送物料并在载垛及输出装置上完成码垛的物料传送装置;自动供料机构的上料位置、端部去毛刺及轮廓检测机构的物料设置位置、导轨直线度检测机构的物料设置位置、翻转机构的物料设置位置呈等间距布置;
所述移料装置包括载料台,载料台上两侧分别设有一个移动导轨,两个移动导轨上分别设有活动座,活动座上设有竖直向上布置的顶升气缸,顶升气缸的活塞杆端部设有第一冶具块,第一冶具块上设有与电梯导轨相配合的倒T形容料槽,两个活动座之间设有连接板,载料台上设有驱动连接板及活动座运动的拉回气缸;
载料台的出料侧设有安装缺口,平转装置设置在安装缺口处,平转装置包括平转基座,平转基座上转动设有水平的平转面板以及驱动平转面板的平转驱动机构,平转面板两端分别设有连接座,连接座上设有第二冶具块,第二冶具块上设有与电梯导轨相配合的倒T形容料槽;
平转驱动机构上设有定位平转面板的锁定气缸,平转基座上设有避让锁定气缸活塞杆的避让孔,平转面板上设有两个与锁定气缸的活塞杆相配合的锁定孔。
作为一种优选的方案,所述翻转装置包括并列设置的一对翻转架,翻转架上设有沿电梯导轨长度方向布置的纵向导轨,纵向导轨上设有推送座以及驱动推送座滑动的纵向气缸,推送座上设有立座,立座上设有出力轴正对另一翻转架的水平布置的翻转气缸,翻转气缸的活塞杆端部设有翻转板,翻转板上设有夹持工件的气动夹手。
作为一种优选的方案,所述工件端部打磨及矫直设备包括并列设置的自动供料机构及机台,所述机台上设有端部去毛刺及轮廓检测机构、导轨直线度检测机构以及传送工件的搬运机构,机台上在导轨直线度检测机构处设有导轨矫直机构;机台上在出料工位处设有将电梯导轨上下翻转180°的翻转机构,
端部去毛刺及轮廓检测机构包括设置在机台上的承料板,承料板上设有用于装夹定位工件的定位组件,机台上在对应于承料板上工件两端的位置处分别设有纵横双向直线模组,纵横双向直线模组上并列设有用于定位电梯导轨端部的定位推块、除刺电机、用于对除刺后的电梯导轨端部进行检测的工业相机、用于检测电梯导轨端部外轮廓的塞规,除刺电机的出力轴上设有对电梯导轨端部进行打磨去毛刺的除刺刷网;
导轨直线度检测机构包括设置在机台上的用于夹紧电梯导轨的装夹组件,机台上设有沿电梯导轨长度方向运动的同步带直线模组,同步带直线模组上在对应于工件上方的位置设有悬臂,悬臂端部设有检测电梯导轨端面及两侧面直线度的激光位移传感器,激光位移传感器与数据处理装置电联接;
导轨矫直机构包括设置在机台上沿电梯导轨长度方向滑动的横向滑座以及驱动横向滑座的横向动力装置,横向滑座上设有竖直向上设置的与数据处理装置电联接的竖直电动推杆,竖直电动推杆端部设有第二安装板,第二安装板上设有垂直于电梯导轨的水平导轨,第二安装板上设有工件抱紧装置,机台上设有推动工件抱紧装置在水平导轨上滑动的与数据处理装置电联接的水平电动推杆,水平电动推杆与工件抱紧装置之间活动连接,机台上设有沿电梯导轨长度方向设置的侧导轨,水平电动推杆上下活动连接在设置在侧导轨上的侧滑座上。
作为一种优选的方案,所述工件端部打磨及矫直设备中工件抱紧装置包括设置在水平导轨上的底板,底板上设有沿电梯导轨横截面方向滑动的左仿形块和驱动左仿形块滑动的左气缸,底板上设有沿电梯导轨横截面方向滑动的右仿形块和驱动右仿形块滑动的右气缸,左仿形块上设有与电梯导轨下侧面相配合的下侧滚轮以及与导轨斜面相配合的斜滚轮,右仿形块下部设有与电梯导轨下侧面相配合的下侧滚轮以及与导轨斜面相配合的斜滚轮,右仿形块上还设有与电梯导轨上侧面相配合的上侧滚轮,右仿形块中活动设有与电梯导轨上表面相配合的上滚轮以及驱动上滚轮上下运动的上气缸。
本生产线的有益效果是:本生产线自动上料,并自动完成端部打磨、矫直、垫块及连接板安装、堆码、打包工序,提高了电梯导轨的生产效率,减少劳动力,降低生产成本;
本设备中端部去毛刺及轮廓检测机构采用纵横双向直线模组作为基座带动定位推块对电梯导轨进行定位,使得工件定位准确,保证了后续去毛刺和端面轮廓度检测操作的精度;
由于采用激光位移传感器检测导轨直线度,通过固定板将三个激光位移传感器分别安装在导轨工件的三个面的正对方向,通过其下方安装的直线模组带动传感器向前运动,测得导轨对应面的直线度数据。一次测量可得到三个面的直线度数据,可靠度高,操作方便。
由于矫直机构中的工件抱紧装置采用滚轮结构,不仅夹持牢固可靠且可减少在矫直过程中对导轨工件表面的损伤。矫直机构在从导轨一端运动至另一端过程中即完成矫直动作,实现边运动边矫直的目的,矫直效率高。
电梯导轨与其垫块的自动拉铆设备集成了自动上下料、自动取料、自动拉铆,使得拉铆效率提高,节省劳动力成本。并使用CCD摄像头检测工件,使用多个伺服电机导轨模组,使得拉铆定位精度高且电梯导轨自动上下料拉铆设备的投入成本低,占用空间小,且生产高效。
连接板自动安装装置采用了工业摄像机以及位置三轴可调的滑动座,摄像机得到的参数反馈给位置三轴可调的滑动座,且工件定位块的本体两侧面处分别设有托承导轨连接板侧边以定位导轨连接板与导轨连接块间距的托料块,从而实现了电梯导轨、导轨连接板与导轨连接块间的准确定位,提高了定位精度;且由于位置三轴可调的活动座上设有用于取螺栓并将其拧紧在工件上的磁性螺栓锁紧头以及驱动磁性螺栓锁紧头转动的伺服电机,摄像机得到的参数反馈给位置三轴可调的活动座,以实现螺栓的精准定位,从而实现了连接件的自动安装功能;
由于自动堆码装置采用了翻转装置和平转装置,控制系统能够根据预设要求调整电梯导轨姿态,便于堆码,使得电梯导轨堆码过程自动化,减少劳动力,降低生产成本,提高生产效率;本装置采用的正反交错式堆码方法,减少堆码后每层导轨所用体积,提高空间利用率,同时还能避免电梯导轨的倾斜,提高堆码的稳定性。
自动打包设备完成了对电梯导轨料堆的打包、端部套木盒、并对其包裹防水布并捆扎;整体自动化操作,不仅提高了捆扎质量,同时也提高了生产效率;由于在电梯导轨两端自动套木盒、以及导轨码垛进行防水布包裹,方便了导轨打包后的运输等其他操作,同时也起到了防尘防湿的保护作用。
本发明另一个所要解决的技术问题是:提供一种基于上述自动组装生产线的高效的节约化的T形截面的空心电梯导轨组装及打包方法。
为解决上述技术问题,本发明所采用的技术方案为:T形截面的空心电梯导轨组装及打包方法,其步骤为:
步骤一、在单位时间内,工件端部打磨及矫直设备的搬运机构运动第一间距距离将位于自动供料装置上料工位的电梯导轨送入第一工位即端部去毛刺及轮廓检测机构完成电梯导轨端部去毛刺及轮廓检测;同时控制中心对该电梯导轨进行编号;搬运机构复位;
步骤二、在单位时间内,工件端部打磨及矫直设备的搬运机构运动第一间距距离将.端部去毛刺及轮廓检测机构中加工完的电梯导轨送入第二工位,由导轨直线度检测机构及导轨矫直机构配合完成电梯导轨的矫直;搬运机构复位;
步骤三、在单位时间内,工件端部打磨及矫直设备的搬运机构运动第一间距距离将第二工位上完成加工的电梯导轨送入第三工位即翻转机构中,由翻转机构完成电梯导轨绕沿长度方向的水平线上下翻转;搬运机构复位;
步骤四、在单位时间内,工件移料及定位装置运动第二间距距离从第三工位的翻转机构上将电梯导轨送至第四工位处即对应于自动冲孔机处进行电梯导轨两端冲孔加工;工件移料及定位装置复位;
步骤五、在单位时间内,工件移料及定位装置运动第二间距距离从第四工位处将加工好的电梯导轨送至第五工位即对应于喷码及补漆装置处进行喷码及补漆操作;工件移料及定位装置复位;
步骤六、在单位时间内,工件移料及定位装置运动第二间距距离从第五工位处将加工好的电梯导轨送至第六工位即对应于电梯导轨上连接件的自动安装机构和电梯导轨与垫块的自动拉铆机构处,分别同时进行电梯导轨端部的连接件安装及垫块拉铆操作;工件移料及定位装置复位;
步骤七、在单位时间内,工件移料及定位装置运动第二间距距离从第六工位处将加工好的电梯导轨送至第七工位即自动堆码设备的移料装置上,同时控制中心计算该电梯导轨位于需堆码的料垛中的位置,工件移料及定位装置复位;如果处于从下往上数的奇数层中,则由物料传送装置直接将其运送至载垛及输出装置上的相应位;如果位于从下往上数的偶数层中,则由物料传送装置将其置于平转装置上绕竖直轴线进行平转,再由翻转装置绕沿长度方向的水平线上下翻转,最后由物料传送装置将其运送至自动打包设备的上料对物料传送带组上的相应位置;
步骤八、重复步骤一至七,直至一个料垛堆码完成;
步骤九、自动打包设备的上料物料传送带组将料垛送至第一对自动捆扎装置处,自动捆扎装置对料垛两端进行钢带捆扎;
步骤十、自动打包设备的上料物料传送带组将料垛送至自动套木盒装置处,自动套木盒装置对料垛两端套装木盒;
步骤十一、自动堆码设备中自动包裹装置的物料运送装置将料垛搬运至自动包裹装置上进行防水布包裹;
步骤十二、自动堆码设备中自动包裹装置的物料运送装置将料垛从自动包裹装置上搬运至下料物料传送带组上;
步骤十三、下料物料传送带组将包裹了防水布的料垛输送至第二对自动捆扎装置处对其上的防水布进行捆扎。
本方法的有益效果是:本方法提供了一种对T形截面电梯导轨集约化堆叠码垛的方法,且通过标记导轨序号并计算其在堆垛中的位置来进行码垛,同样数量的电梯导轨垛大大减小了外形尺寸,节省了储存和搬运所需空间,且堆垛稳定,利于后续包装。
由于本方法中步骤一至步骤七所费加工时间相同,避免了中间工序工件的堆积,从而无需额外设置承载工件的装置,使得生产线整体结构紧凑、降低制造成本。
由于搬运机构运动以运动固定距离完成在自动供料机构的上料位置、端部去毛刺及轮廓检测机构、导轨直线度检测机构及翻转机构间的工件传送,使得自动供料机构的上料位置、端部去毛刺及轮廓检测机构的物料设置位置、导轨直线度检测机构的物料设置位置、翻转机构的物料设置位置需相配合地呈等间距布置;从而使得搬运机构无需采用高智能化的机械手臂,从而节省了制造成本;
由于工件移料及定位装置以固定距离在翻转机构、冲孔工位、充泡沫工位、喷码工位、安装工位以及移料装置之间传送电梯导轨,使得翻转机构、冲孔工位、充泡沫工位、喷码工位、安装工位以及移料装置之间的间距相同,同样使得工件移料及定位装置无需采用高智能化的机械手臂,从而进一步节省了制造成本。
附图说明
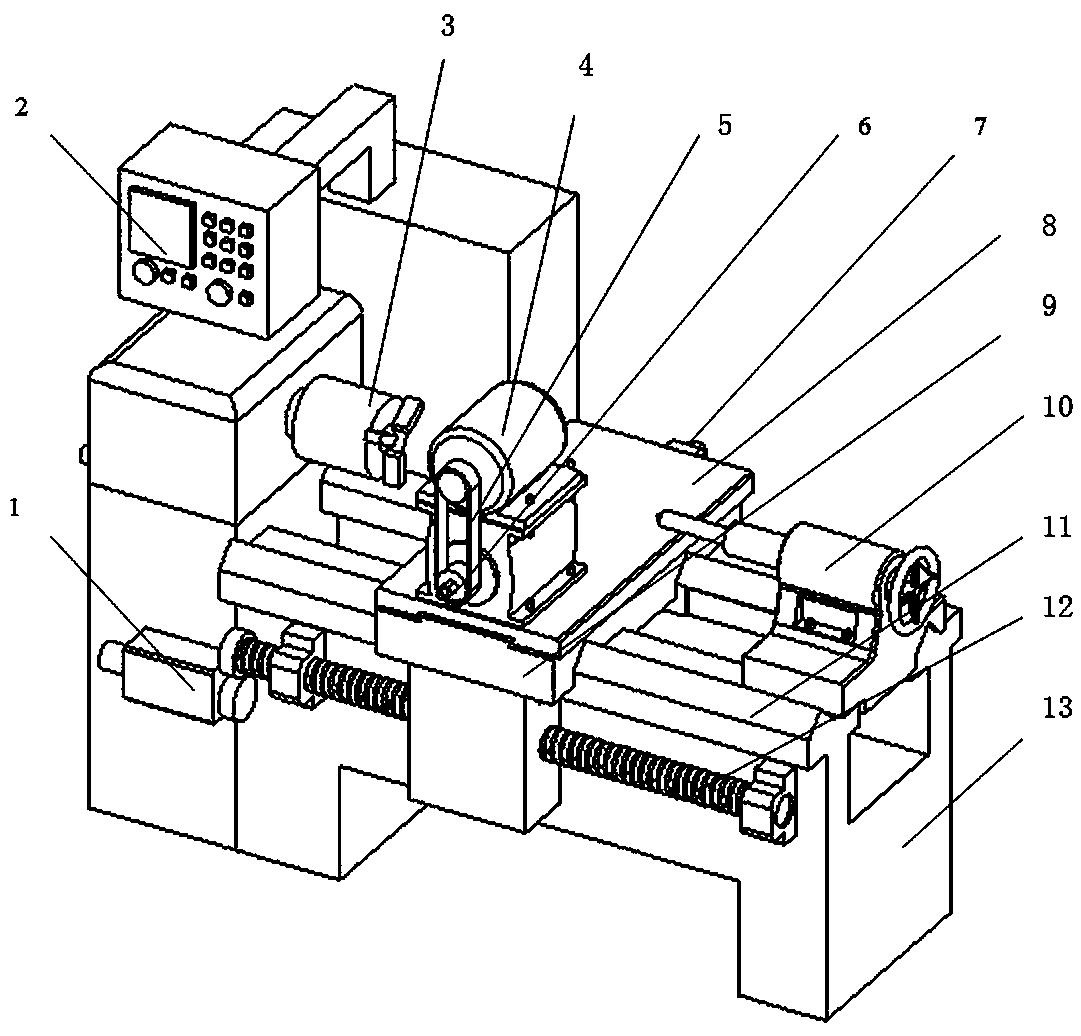
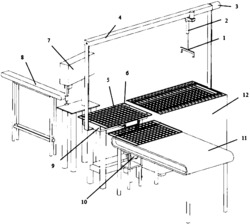
图1是T形截面的空心电梯导轨组装设备的俯视结构示意图。
图2是电梯导轨组装设备中工件移料及定位装置的立体结构示意图。
图3是电梯导轨组装设备中活动座等部分的俯视结构示意图。
图4是电梯导轨组装设备中导轨夹紧装置结构示意图。
图5是泡沫填充机构的结构示意图。
图6是泡沫粒填充装置结构示意图。
图7是泡沫条填充装置的泡沫条上料装置结构示意图。
图8是泡沫条切割装置结构示意图。
图9是泡沫条推送装置结构示意图。
图10是电梯导轨上连接件的自动安装机构的俯视图;
图11是电梯导轨上连接件的自动安装机构的立体图;
图12是电梯导轨上连接件的自动安装机构中半自动上下料装置的立体结构示意图;
图13是电梯导轨上连接件的自动安装机构中自动取料装置的立体结构示意图;
图14是电梯导轨上连接件的自动安装机构中工件定位块的结构示意图。
图15是电梯导轨与垫块的自动拉铆机构的立体结构示意图。
图16是电梯导轨与垫块的自动拉铆机构的俯视结构示意图。
图17是电梯导轨与垫块的自动拉铆机构中拉铆装置结构示意图。
图18是电梯导轨与垫块的自动拉铆机构的推送垫块的推料气缸等部分的结构示意图。
图19是电梯导轨与垫块的自动拉铆机构中垫块自动供给装置结构示意图。
图20是电梯导轨的自动组装生产线的俯视结构示意图。
图21是生产线中工件端部打磨及矫直设备的俯视结构示意图。
图22是生产线中工件端部打磨及矫直设备的立体结构示意图(除去其中翻转机构部分)。
图23是生产线中工件端部打磨及矫直设备中自动供料机构结构示意图。
图24是生产线中工件端部打磨及矫直设备除去自动供料机构的部分的结构示意图。
图25是生产线中工件端部打磨及矫直设备中端部去毛刺及轮廓检测机构等部分结构示意图。
图26是生产线中工件端部打磨及矫直设备中导轨直线度检测机构等部分结构示意图。
图27是生产线中工件端部打磨及矫直设备中导轨矫直机构位于机台上的结构示意图。
图28是生产线中工件端部打磨及矫直设备中导轨矫直机构部分结构示意图。
图29是生产线中工件端部打磨及矫直设备中导轨矫直机构的工件抱紧装置结构示意图。
图30是生产线中工件端部打磨及矫直设备中翻转机构结构示意图。
图31是生产线中自动堆码设备结构示意图。
图32是生产线中自动堆码设备的移料装置结构示意图。
图33是生产线中自动堆码设备的平转装置结构示意图。
图34是生产线中自动堆码设备的翻转装置结构示意图。
图35是生产线中自动堆码设备的物料传送装置结构示意图。
图36是生产线中自动打包设备的立体结构示意图。
图37是生产线中自动打包设备的俯视结构俯视图。
图38是生产线中自动打包设备的自动套木盒装置的立体结构示意图。
图39是生产线中自动打包设备的自动套木盒装置的另一角度立体结构示意图。
图40是生产线中自动打包设备的自动包裹设备的结构示意图。
图41是生产线中自动打包设备的自动包裹设备的俯视图。
图42是生产线中自动打包设备的侧部包裹机构的立体结构示意图。
图43是生产线中自动打包设备的角部包裹机构的示意图。
图44是生产线中自动打包设备的角部包裹机构的侧面结构的示意图。
图45是生产线加工步骤示意图。
图1至图45中:1.工件移料及定位装置,2.自动冲孔机,3.泡沫填充机构,4.电梯导轨上连接件的自动安装机构;5.电梯导轨与垫块的自动拉铆机构,6.喷码及补漆装置;
11.底部滑轨,12.第三机架,13.活动座,14.步进动力机构,15.件夹持组件,151.顶升气缸,152.托块,16.导轨夹紧装置;161.第一安装板,162.工件支撑座,163.顶紧气缸,164.转角气缸;
3-1.泡沫粒填充装置,3-11.基板,3-12.隔离安装板,3-13.摄像头推动气缸,3-14.摄像头安装板,3-15.工业摄像头,3-16.喷枪竖直推动气缸,3-17.喷枪安装板,3-18.喷枪横向无杆气缸,3-19.泡沫粒喷枪固定座,3-110.泡沫粒喷枪;
3-2.第二机架,3-3.泡沫条切割装置,3-4.泡沫条推送装置,3-5.上料装置,3-6.泡沫条抓取装置,3-7.电梯导轨;
3-31.切割丝杠滑台机构,3-32.龙门架,3-33.切割气缸,3-34刀片安装架,3-35.刀片,3-36.仿形轨道;3-401.推送装置安装板,3-402.纵向滑座,3-403.纵向动力组件,3-404.横向滑座,3-405.横向动力组件,3-406.泡沫条导轨,3-407.推板,3-408.推送动力组件,3-481.纵向丝杠滑台,3-482.推料电机,3-409.支撑架,3-410.推进气缸,3-411.泡沫推板;
3-51.料盒安装板,3-52.料盒导轨,3-53.料盒,3-54.料盒推动气缸,3-55.电磁铁,3-56.丝杠滑台,3-57.顶料电机,3-58.泡沫条推板。
4-1底座、4-2上下料装置、4-3工件连接装置、4-4工件传送装置,4-5.导轨连接板。
4-21安装架,4-22活动上料平台,4-23升降动力装置,4-231第一料盘提升模组,4-232第二料盘提升模组,4-24导向滑轮,4-25自由滑座,4-26钢缆,4-27输送滑轨,4-28空料盘搬运模组,4-29输送滑块,4-210第一气缸,4-211销钉头,4-212上料座,4-213流利条;
4-31工件定位机构,4-311位置三轴可调的滑动座,4-312第二推料气缸,4-313工件定位块,4-3131基板,4-3132本体,4-3133定位柱,4-3134端块,4-3135避让槽;4-3136托料块;
4-32工件位置检测机构,4-321顶起气缸,4-322工业摄像机;4-33螺栓振料盘,4-331螺栓顶起气缸,4-332气动抓手;4-34螺栓安装机构,4-341位置三轴可调的活动座,4-342磁性螺栓锁紧头,4-343伺服电机。
5-1.垫块自动传送装置,5-2.垫块自动供给装置,5-21安装架,5-22活动上料平台,5-23升降动力装置,5-231第一料盘提升模组,5-232第二料盘提升模组,5-24导向滑轮,5-25自由滑座,5-26钢缆,5-27输送滑轨,5-28空料盘搬运模组,5-29垫块,5-210第二气缸,5-211销钉头,5-212上料座,5-213流利条;
5-3.拉铆装置;5-31.第一机架,5-32.铆钉机,5-33.拉铆X轴直线模组,5-34.Y轴直线模组,5-35.Z轴直线模组,5-36.摄像头支撑板,5-37.拉铆气缸支撑板,5-38.拉铆枪,5-39.CCD摄像头;5-310.上料横梁,5-311.下垫板,5-312.横向直线导轨,5-313.上垫板,5-314.连接板,5-315.纵向导轨,5-316.第一推料气缸支撑板,5-317.第一推料气缸,5-318.仿形块;
A.工件端部打磨及矫直设备、B导轨组装设备、C自动堆码设备、D自动打包设备;
A1.自动供料机构,A11.第四机架,A12.输送带组件,A13.工件挡块,A14.导杆气缸;
A2.机台,A3.端部去毛刺及轮廓检测机构、A4.导轨直线度检测机构,A5.搬运机构,A6.导轨矫直机构;A7.翻转机构;
A31.承料板,A32.转动气缸,A33.置料块,A34.压料气缸,A35.纵横双向直线模组,A36.定位推块、A37.除刺电机、A38.工业相机、A39.塞规,A310.除刺刷网;
A41.装夹组件,A42.同步带直线模组,A43.悬臂,A44.激光位移传感器,
A51.移动直线模组,A52.支架,A53.竖向气缸,A54.阔型气缸,A55.夹手;
A61.横向滑座,A62.横向动力装置,A63.竖直电动推杆,A64.第二安装板,A65.水平导轨,A66.工件抱紧装置,A661.底板,A662.滚轮,A663.左仿形块,A664.左气缸,A665.右仿形块,A666.右气缸,A667.下侧滚轮,A668.斜滚轮,A669.上侧滚轮,A6610.L形支架,A6611.上滚轮,A6612.上气缸;A67.水平电动推杆,A68.侧导轨,A69.侧滑座;A7.翻转机构,A71.翻转架,A72.纵向导轨,A73.推送座,A74.纵向气缸,A75.立座,A76.旋转气缸,A77.旋转板,A78.气动夹手;
C1.移料装置、C2.平转装置、C3.翻转装置、C4.载垛及输出装置、C5.物料传送装置,
C11.载料台,C12.移动导轨,C13.活动座,C14.顶升气缸,C15.第一冶具块,C16.连接板,C17.拉回气缸;C21.平转基座,C22.平转面板,C23.平转驱动机构,C24.连接座,C25.第二冶具块,C26.锁定气缸;C31.翻转架,C32.纵向导轨,C33.推送座,C34.纵向气缸,C35.立座,C36.翻转气缸,C37.翻转板,C38.气动夹手;
C51.安装框架,C52.横向滑轨,C53.横向滑座,C54.横向伺服动力机构,C55.纵向滑轨,C56.纵向滑座,C57.纵向伺服动力机构,C58.竖直滑轨,C59.立架,C510.竖直伺服动力机构,C511.横梁,C512.气动夹手。
D1.物料传送带组,D2.自动包裹装置,D21.安装架,D22.放卷机,D23.皮带输送装置,D24.夹手,D25.盛料台,D26.切割装置,D27.侧部包裹机构,D28.角部包裹机构;D29. 第一安装底架,D210. 第一竖立气缸,D211. 第一支撑架,D212. 第一推布气缸,D213. 第一侧板,D214. 第一上压辊,D215. 第一下压辊,D216. 第一侧固定座,D217. 第一下气缸,D218. 第一推折板;D219. 第一压辊座,D220. 第一拉伸弹簧;D29´.第二安装底架,D210´.第二竖立气缸,D211´. 第二支撑架,D212´. 第二推布气缸,D213´. 第二侧板,D214´. 第二上压辊,D215´. 第二下压辊;
D3.物料运送装置,D4.自动捆扎装置,D41.导轨,D42.扎带机构,D5.自动套木盒装置,D51.木盒料架,D52.横推拨片,D53.伺服丝杠机构,D54.托箱板,D55.推盒气缸,D56.推板,D57.托料片,D58.伺服丝杠机构。
具体实施方式
下面结合附图,详细描述本发明中T形截面的空心电梯导轨组装设备的具体实施方案。
如图1-4所示,一种T形截面的空心电梯导轨组装设备,包括与相邻设备间传送工件并在本设备的各个加工工位定位工件的工件移料及定位装置1,工件移料及定位装置1上沿送料方向依次设有冲孔工位、充泡沫工位、喷码工位、以及安装工位,工件移料及定位装置1上冲孔工位两侧设有用于对电梯导轨冲孔加工的自动冲孔机2,工件移料及定位装置1上充泡沫工位两侧分别设有对电梯导轨内填充泡沫粒并用泡沫块封堵工件端部的泡沫填充机构3,工件移料及定位装置1上喷码工位两侧分别设有喷码及补漆装置6;工件移料及定位装置1上安装工位两侧分别设有电梯导轨与垫块的自动拉铆机构5和电梯导轨上连接件的自动安装机构4;
工件移料及定位装置1包括底部滑轨11以及分别设置在底部滑轨11两侧的第三机架12,底部滑轨11上设有活动座13以及驱动活动座步进滑动的步进动力机构14,第三机架12上设置的所述冲孔工位、充泡沫工位、喷码工位以及安装工位之间的间距相同,活动座13上以该间距值设有五组工件夹持组件15,前道工序工件端部打磨及矫直设备A的上下料位置与第三机架12上冲孔工位间的间距等于上述间距值,所述下道工序自动堆码设备C的上料位置与第三机架12上安装工位间的间距也等于上述间距值,工件夹持组件15包括一对分别设置在活动座13两侧的竖直向上设置的顶升气缸151,顶升气缸151的活动杆端部设有托承工件的托块152,托块152中设有与电梯导轨外形相配合的定位槽,第三机架12上在冲孔工位、充泡沫工位、喷码工位以及安装工位处分别设有导轨夹紧装置16;所述导轨夹紧装置16包括设置在第四机架上的第一安装板161,第一安装板161上设有一对连线与工件平行的工件支撑座162,工件支撑座162上设有容置工件料槽,第一安装板161上设有从侧面推紧工件的顶紧气缸163,第一安装板161上还设有压紧工件的转角气缸164;
如图5-9所示,空心电梯导轨泡沫填充机构3包括对电梯导轨内部填充泡沫粒的泡沫粒填充装置3-1以及对电梯导轨端部封装泡沫条的泡沫条填充装置;
泡沫粒填充装置3-1包括基板3-11,基板3-11上设有隔离安装板3-12,隔离安装板3-12上设有竖直向上设置的摄像头推动气缸3-13,摄像头推动气缸3-13的活塞杆端部设有摄像头安装板3-14,摄像头安装板3-14上安装有用于检测电梯导轨位置的工业摄像头3-15,基板3-11上设有喷枪竖直推动气缸3-16,喷枪竖直推动气缸3-16的活塞杆端部设有喷枪安装板3-17,喷枪安装板3-17上安装有喷枪横向无杆气缸3-18,横向无杆气缸上安装有喷枪固定座3-19,泡沫粒喷枪3-110固定在喷枪固定座3-19上。
泡沫条填充装置包括第二机架3-2,第二机架3-2上在泡沫粒填充装置3-1远离泡沫粒喷枪3-110的一侧设有泡沫条切割装置3-3及泡沫条推送装置3-4,第二机架3-2上设有供给泡沫条的上料装置3-5,第二机架3-2上设有在上料装置3-5与泡沫条推送装置3-4之间传送物料的泡沫条抓取装置3-6;泡沫条抓取装置3-6为设置在第二机架3-2上的三轴机械手;
泡沫条切割装置3-3包括设置在泡沫条推送装置3-4的横向滑座3-404靠近电梯导轨的一侧的垂直于电梯导轨布置的切割丝杠滑台机构3-31,切割丝杠滑台机构3-31上设有龙门架3-32,龙门架3-32上设有竖直向下布置的切割气缸3-33,切割气缸3-33的活塞杆端部设有刀片安装架3-34,刀片安装架3-34上设有刀片3-35,切割丝杠滑台3-56上设有供泡沫条进入的与电梯导轨相配合的仿形轨道3-36,仿形轨道3-36上设有与刀片3-35相配合的切割避让槽;
泡沫条推送装置3-4包括设置在第二机架3-2上的推送装置安装板3-401,推送装置安装板3-401上设有沿平行于电梯导轨方向运动的纵向滑座3-402以及驱动纵向滑座3-402的纵向动力组件3-403,纵向滑座3-402上设有沿垂直于电梯导轨方向运动的横向滑座3-404以及驱动横向滑座3-404的横向动力组件3-405,横向滑座3-404上设有托承泡沫条的泡沫条导轨3-406,横向滑座3-404上设有推动泡沫条进入泡沫条切割装置3-3的推板3-407以及驱动推板3-407的推送动力组件3-408,推送动力组件3-408包括设置在横向滑座3-404上的纵向丝杠滑台3-481以及驱动其的推料电机3-482。横向滑座3-404上在推板3-407旁设有支撑架3-409,支撑架3-409上设有沿电梯导轨长度方向布置的推进气缸3-410,推进气缸3-410的活塞杆端部设有将泡沫切割装置中的泡沫条推入电梯导轨中的泡沫推板3-411;
上料装置3-5包括设置在第二机架3-2上的料盒安装板3-51,料盒安装板3-51上设有料盒导轨3-52,料盒导轨3-52上活动放置有若干料盒3-53,料盒安装板3-51上设有推动料盒3-53滑动的料盒推动气缸3-54,料盒安装板3-51上在上料位置设有吸附定位料盒3-53的电磁铁3-55,底板上对应于料盒3-53上料位置设有竖直布置的丝杠滑台3-56以及驱动丝杠滑台3-56的顶料电机3-57,丝杠滑台3-56上设有伸入料盒3-53中将泡沫条推举出来的泡沫条推板3-58,料盒安装板3-51上设有与泡沫条推板3-58相配合的避让孔;
电梯导轨泡沫自动填充装置的工作过程:
步骤一:检测导轨位置。电梯导轨就位后工业摄像头3-15检测其位置并把位置信息反馈给喷枪横向无杆气缸3-18、喷枪竖直推动气缸3-16,随后工业摄像头3-15在摄像头推动气缸3-13作用下向下移动。
步骤二:填充泡沫粒。当电梯导轨就位后,工业摄像头3-15开始工作并把导轨的位置信息反馈给喷枪横向无杆气缸3-18、喷枪竖直推动气缸3-16和切割丝杠滑台机构3-31,喷枪竖直推动气缸3-16进行位置的误差补偿,误差补偿完成后工业摄像头3-15依靠摄像头推动气缸3-13向下移动,喷枪横向无杆气缸3-18带动泡沫粒喷枪3-110伸进电梯导轨内部并喷射泡沫粒,待泡沫粒填充完泡沫粒喷枪3-110缩回并依靠喷枪竖直推动气缸3-16向下移动,避开泡沫条推送装置3-4工作路线。
步骤三:上泡沫条。人工将泡沫条填装满料盒3-53后,料盒推动气缸3-54推动料盒3-53沿着料盒导轨3-52移动到指定位置,此时,电磁铁3-55通电,将料盒3-53固定在该位置,丝杠滑台3-56带动泡沫条推板3-58向上运动,将泡沫条顶出料盒3-53。当料盒3-53清空后,电磁铁3-55断电,料盒推动气缸3-54推动料盒3-53向前移动,进行下一个循环。
步骤四:抓取泡沫条。泡沫条抓取装置3-6在三坐标桁架的作用下运动到泡沫条上方并抓取泡沫条,随后泡沫条抓取装置3-6在三坐标桁架的作用下运动到泡沫条导轨3-406上方并将泡沫条放入泡沫条导轨3-406内。
步骤五:切断泡沫条。根据工业摄像头3-15对电梯导轨的位置检测,切割装置丝杠滑台3-56带动泡沫条切断装置到达检测信息反馈的位置,在纵向滑座3-402驱动推板3-407将泡沫条推入切割仿形轨道3-36后,切割气缸3-33驱动刀片安装架3-34上的刀片3-35向下移动完成切割动作,完成后切割气缸3-33回到初始位置。
步骤六:填充泡沫块。由三坐标滑台带动的泡沫条抓取装置3-6抓取泡沫条后放入泡沫条导轨3-406中,推送平台纵向动力组件3-403驱动纵向滑座3-402向电梯导轨方向移动;据工业摄像头3-15对导轨的位置信息反馈,横向动力组件3-405驱动横向滑座3-404到达工作地点;纵向滑座3-402驱动推板3-407将泡沫条推入切割仿形轨道3-36;由切断机构切断后,横向滑座3-404反向移动,使推进气缸3-410上的泡沫推板3-411到达与切割仿形轨道3-36同轴的地方,推进气缸3-410驱动泡沫推板3-411将切割仿形轨道3-36上的泡沫条塞入电梯导轨内部;推动到规定距离后,推进气缸3-410驱动泡沫推板3-411回到初始位置,泡沫条推送装置3-4回到原始位置进入下一个工作循环。
如图10-14所示,一种电梯导轨连接件的自动安装装置4包括底座4-1、设置在底座4-1上的两个分别承装导轨连接块和导轨连接板4-5的上下料装置4-2、设置在底座4-1上的工件连接装置4-3、以及设在上下料装置4-2上方的工件传送装置4-4;
工件连接装置4-3包括设置在底座4-1上的位置三轴可调的工件定位机构4-31、工件位置检测机构4-32、设置在底座4-1上的螺栓振料盘4-33、以及将螺栓从螺栓振料盘4-33处取出并安装到工件上的螺栓安装机构4-34;
工件定位机构4-31包括设置在底座4-1上的位置三轴可调的滑动座4-311,滑动座311上设有第二推料气缸4-312,第二推料气缸4-312的活塞杆端部设有定位导轨连接块和导轨连接板4-5的工件定位块4-313,工件定位块4-313包括与第二推料气缸4-312连接的基板4-3131,基板4-3131上设有本体4-3132,本体4-3132上设有两个与导轨连接板4-5上通孔相配合的定位柱4-3133,本体4-3132远离基板4-3131的端面并列设有托承导轨连接块的端块4-3134,端块4-3134上在对应于导轨连接块上螺纹孔处设有避让螺栓的避让槽4-3135;本体4-3132两侧面处分别设有托承导轨连接板4-5侧边以定位导轨连接板4-5与导轨连接块间距的托料块4-3136;
工件位置检测机构4-32包括设置在底座4-1上的竖直向上布置的顶起气缸4-321,顶起气缸4-321的活塞杆端部设有检测电梯导轨位置并反馈给工件定位机构4-31以及螺栓安装机构4-34的工业摄像机4-322;
螺栓振料盘4-33的出料口处设有使螺栓位于竖直位置的螺栓导向槽,螺栓导向槽的下方设有竖直向上布置的螺栓顶起气缸4-331,螺栓顶起气缸4-331的活塞杆穿过螺栓导向槽底板,螺栓导向槽旁设有夹取螺栓并调整其位置的气动抓手4-332;螺栓安装机构4-34包括设置在底座4-1上的位置三轴可调的活动座4-341,活动座341上设有用于取螺栓并将其拧紧在工件上的磁性螺栓锁紧头4-342以及驱动磁性螺栓锁紧头4-342转动的伺服电机4-343;
工件传送装置4-4为设置在底座4-1上的三轴机械手。
上下料装置4-2包括设置在底座4-1上的安装架4-21,安装架4-21上设有活动上料平台4-22以及驱动活动上料平台4-22上下运动的升降动力装置4-23,安装架4-21上设有导向滑轮4-24,安装架4-21上设有沿竖直方向滑动的承载空料盘的自由滑座4-25,自由滑座4-25通过穿过导向滑轮4-24的钢缆4-26与活动上料平台4-22相连接,安装架4-21上设有将空料盘从活动上料平台4-22上送至自由滑座4-25上的输送装置。
输送装置包括设置在活动上料平台4-22一侧的输送滑轨4-27以及设置在活动上料平台4-22另一侧的空料盘搬运模组4-28,输送滑轨4-27上设有输送滑块4-29,输送滑块4-29上设有第一气缸4-210,第一气缸4-210的活塞杆端部设有与料盘侧面设置的销孔相配合的销钉头4-211,空料盘搬运模组4-28上也设有第一气缸4-210,第一气缸4-210的活塞杆端部设有与料盘侧面设置的销孔相配合的销钉头4-211。
所述升降动力装置4-23包括设置在安装座上的第一料盘提升模组4-231和第二料盘提升模组4-232,所述活动上料平台4-22与第一料盘提升模组4-231及第二料盘提升模组4-232相连接。
底座4-1上在安装架4-21旁设有与活动上料平台4-22位于最低处位置相配合的上料座4-212,上料座4-212上并列设有两根托承料盘的流利条4-213。
设备的工作过程为:
步骤一、上料。工人将摆放整齐的装满导轨连接块的连接块料盘和摆放整齐的装满导轨连接板4-5的连接板料盘分别搬运到上料座4-212上的流利条4-213上,然后分别把料盘推入到活动上料平台4-22上,
步骤二、提升料盘。上下料装置4-2中的第一料盘提升模组4-231和第二料盘提升模组4-232把连接块料盘和连接板料盘提升到可取料位置,
步骤三、取料。自动取料装置先从连接块料盘内取出导轨连接块,放置在工件定位块4-313上,再从连接板料盘内取出导轨连接板4-5,放置在工件定位块4-313上;
步骤四、导轨位置检测。电梯导轨送达自动拧螺栓工位后,在工业摄像机4-322的顶起气缸4-321推动下,工业摄像机4-322到达指定高度后开始检测导轨的位置,并把位置信息反馈给位置三轴可调的滑动座4-311,检测完成之后,工业摄像机4-322顶起气缸4-321复位,工业摄像机4-322回到起始位置;
步骤五、送料。三轴可调的滑动座311根据工业摄像机4-322所反馈的导轨的位置信息进行调整使得送料气缸与电梯导轨位置相配合,送料气缸的位置调整到位之后,送料气缸把装有导轨连接块和导轨连接板4-5的连接件支架运送到与电梯导轨对接的指定位置;
步骤六、取螺栓。螺栓振料盘4-33把螺栓整齐输送到出料口,首先,螺栓顶起气缸4-331把螺栓顶起;其次,螺栓导向槽在第二气动爪手的驱动下,把螺栓调整为所需的姿态;最后,磁性螺栓锁紧头4-342在位置三轴可调的活动座4-341的驱动下取出螺栓;
步骤七、拧螺栓。位置三轴可调的活动座4-341的根据工业摄像机4-322所反馈的导轨的位置信息运动到螺栓孔的位置之后,在伺服电机4-343的转动带动下,磁性螺栓锁紧头4-342把螺栓拧入螺栓孔内并拧紧,取螺栓、拧螺栓的过程重复三次完成一次工作过程。
上下料装置4-2的工作过程为:
以连接块料盘为例,连接块料盘装满导轨连接块,整齐摆放好之后,放置于上料座4-212上的流利条4-213上后,由工人推入到活动上料平台4-22上;下一步,第一料盘提升模组4-231和第二料盘提升模组4-232载着盛有连接块料盘的活动上料平台4-22向上运动一定距离,到达可取料的位置,当活动上料平台4-22提升一定高度的同时,通过钢缆4-26与活动上料平台4-22相连接的倒L形自由滑座4-25就会下降相同的高度;当连接块料盘内的导轨连接块被自动取料装置抓取完之后;第一气缸4-210推出,使销钉头4-211插入连接块料盘;下一步,空料盘搬运模组4-28载着第一气缸4-210运动到自由滑座4-25的正上方;下一步,第一气缸4-210缩回,连接块料盘被放置在自由滑座4-25上,完成上下料过程。
如图15-19所示,电梯导轨与其垫块的自动拉铆装置5包括垫块自动供给装置5-2、垫块自动传送装置5-1和拉铆装置5-3;垫块自动传送装置5-1为设置在第一机架5-31上的三轴机械手。
拉铆装置5-3包括铆钉机5-32和设置在第一机架5-31上的推料装置,推料装置包括设置在第一机架5-31上铆钉机5-32位置上方的拉铆X轴直线模组5-33,拉铆X轴直线模组5-33上设有Y轴直线模组5-34,Y轴直线模组5-34上设有Z轴直线模组5-35和摄像头支撑板5-36,Z轴直线模组5-35上设有拉铆气缸支撑板5-37,拉铆气缸支撑板5-37上设有拉铆机的拉铆枪5-38,摄像头支撑板5-36上设有CCD摄像头5-39;第一机架5-31中部设有上料横梁5-310,上料横梁5-310上设有下垫板5-311,下垫板5-311上设有横向直线导轨5-312,横向直线导轨5-312上设有上垫板5-313,上垫板
T形截面的空心电梯导轨组装设备及基于其的自动组装生产线和组装打包方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0