








专利摘要
本发明涉及非金属管道及管件技术,旨在提供一种具有自传感智能监测功能的电熔管件及其加工与监测方法。该电熔管件包括由填充了短纤维的热塑性塑料制成的电熔管件本体;在电熔管件两侧的内部熔接区中,分别设有一根电阻丝且两者间相互独立、互不导通;各电阻丝均沿管件环向缠绕,其两端与设于电熔管件表面的接线柱连接;所述电阻丝同时可以作为加热元件用于电熔焊接,以及作为监测电极用于监测电熔管件本体材料电阻值的变化。本发明以电阻丝作为监测电极,不需要再进行额外粘贴电极片,拓展了功能、简化了制造流程;因监测电极在管件内部,具有良好的密封性、稳定性和抗干扰性,提升了监测效率与可靠性;无需改造注塑设备或模具,降低制造成本。
权利要求
1.一种具有自传感智能检测功能的电熔管件,包括由填充了短纤维的热塑性塑料制成的电熔管件本体(1);以及设置在所述电熔管件本体(1)的内部熔接区中的电阻丝(7,8),所述电阻丝(7,8)作为加热元件用于导通焊接电流进行电熔焊接;其特征在于,所述电阻丝(7,8)包括:第一根电阻丝(7)和第二根电阻丝(8);所述第一根电阻丝(7)和所述第二根电阻丝(8)均沿电熔管件本体(1)环向缠绕,且两者相互独立、互不导通;所述第一根电阻丝(7)和所述第二根电阻丝(8)的端部分别与设于电熔管件本体(1)表面的接线柱(4)连接,接线柱(4)周围设有管状护套(5)。
2.根据权利要求1所述的电熔管件,其特征在于,所述电阻丝有两根,分别设于电熔管件两侧的内部熔接区中,且以电熔管件中间横截面呈对称布置。
3.根据权利要求1所述的电熔管件,其特征在于,所述短纤维是具有导电性的纤维状材料或线状材料中的至少一种;其中,纤维状材料是直径在7~10 μm范围、长度在1~5 mm范围的短碳纤维、短金属纤维或短镀金属纤维,线状材料是直径在2~20 nm范围、长度在5~30 μm范围的碳纳米管或碳纳米纤维;短纤维在热塑性塑料中的掺混质量比范围是5~20 %。
4.根据权利要求1所述的电熔管件,其特征在于,在电熔管件两侧的内部熔接区中,两根电阻丝对称布置且两者的最小轴向间距是任一电阻丝自身缠绕间距的2倍以上,且该最小轴向间距不小于6 mm。
5.根据权利要求1所述的电熔管件,其特征在于,在电熔管件表面的接线柱共有4个,位于环向外壁面或者轴向侧壁面,并以电熔管件中间横截面呈两两对称分布,接线柱外侧设有管状护套;同侧相邻两接线柱之间至少保持环向30°间隔,且最小间距不小于5 cm。
6.根据权利要求1所述的电熔管件,其特征在于,所述电熔管件是直通管件,或者是45°、60°、90°弯头管件中的任意一种。
7.一种具有自传感智能检测功能的电熔管件的加工方法,其特征在于,包括:
步骤1:将热塑性塑料粉末和短纤维通过掺混和挤出工艺,制得复合粒子;
步骤2:按常规制备工艺将复合粒子注塑成型,得到电熔管件半成品;
步骤3:在电熔管件两侧熔接区的内壁上需要铺设电阻丝的部位,加工出相互独立且互不导通的嵌线凹槽;在嵌线凹槽端部对应的管件外壁注塑有管状护套;
步骤4:将各电阻丝沿嵌线凹槽布线,然后将每条电阻丝的首末端分别从管状护套中抽出,并与铜质接线柱紧固连接。
8.根据权利要求7所述的方法,其特征在于,以车削方式加工嵌线凹槽:嵌线凹槽由车刀通过进刀和退刀两步刻成,进刀和退刀形成间隔分布、间距相等且相互平行的凹槽,退刀起点与进刀终点光滑连接,从而形成一条完整而连续的凹槽。
9.一种具有自传感智能检测功能的电熔管件的使用方法,其特征在于,是将该电熔管件用于与管材的焊接,具体包括:
步骤1:将需连接的管材稳固对接在电熔管件中;
步骤2:用导线分别连接电熔管件一侧的电阻丝接线柱和电熔焊机;对电熔管件两侧的电阻丝依次通电进行电熔焊接;或者,
先用串接线连通各根电阻丝,再将电熔焊机与剩余两个接线柱用导线进行连接,以实现两部分电阻丝的同时焊接;各电阻丝之间的串接线的阻值应小于电阻丝阻值的1%。
10.一种具有自传感智能检测功能的电熔管件的监测方法,其特征在于,是将电熔管件在与管材焊接之后用于自身的结构监测,具体包括以下步骤:
步骤1:从电熔管件两侧熔接区中电阻丝的两个接线柱中各任选一个,通过导线与电阻检测设备相连,利用接线柱和具有导电性能的本体材料构成完整的监测电路;
步骤2:当电熔管件承受载荷增大,在电阻检测设备上实时呈现电熔管件本体材料的电阻变化曲线;
步骤3:分析电阻变化曲线,对电熔管件当前的工作状态进行定性或定量判断,进而实现对电熔管件内压、应变及损伤的智能监测。
说明书
技术领域
本发明涉及非金属管道及管件技术,特别涉及一种具有自传感智能监测功能的电熔管件及其加工与监测方法。
背景技术
相比传统金属管道,聚乙烯、聚丙烯等非金属管道具有韧性好、耐腐蚀、易焊接、寿命长、经济环保等优点,在燃气、氢气、掺氢天然气、油气、核电重要厂用水输送等国家重大工程中得到广泛应用,近些年产量与使用量均迅速增长,逐渐替代金属管道,实现“以塑代钢”。随着我国能源结构的调整和城市化进程的加速,我国已成为塑料及其复合材料非金属管道产量和需求量最大的国家,非金属管道具有广阔的市场空间和应用前景。
非金属管道之间的连接最常采用的方式是电熔管件焊接,其基本原理是通电使管件内布置的电阻丝发热,利用产生的热量将管材的外壁与电熔管件内壁熔融,并利用加热产生的热膨胀力将两者连接在一起,形成具有一定强度的电熔接头。随着管道制造技术的发展,在塑料管道中增加钢丝及纤维带增强层的方法显著地提高了塑料管道的强度,但用于管道连接的电熔管件强度增强方式却十分有限,其强度已经成为限制高压复合管发展的瓶颈。据美国燃气协会(AGA)统计,约65%非金属燃气管道的失效来自管件及其焊接接头。由此可见在,非金属管道系统中电熔管件的接入改变了管材本身的一体性,使得电熔管件及其焊接接头成为管道系统最薄弱的环节。
为提高电熔管件的强度,同时实现管件的安全监测,发明人团队首次提出了具有应变自监测功能的短碳纤维增强塑料电熔管件(CN109827014A),该发明通过在塑料基体中填充碳纤维以增强该材料的力学强度,由于碳纤维具有高强度和高模量的特点,均匀分布在塑料基体中的碳纤维能够承担塑料基体传递的载荷,从而实现电熔管件的强度提升。同时,由于碳纤维具有良好的导电性,当碳纤维的含量达到渗流阈值附近时,基体中的碳纤维互相接触可形成导电网络,使管件材料具有压阻效应。采用该材料制备的电熔管件,管道内的压力会使管件发生形变,使得管件材料内部的碳纤维导电网络发生破坏,管件材料的导电性降低,电阻率增加,通过检测管件材料电阻的变化就可以实现电熔管件内压、应变及损伤的安全监测。由此,获得了具有自传感功能的智能电熔管件。
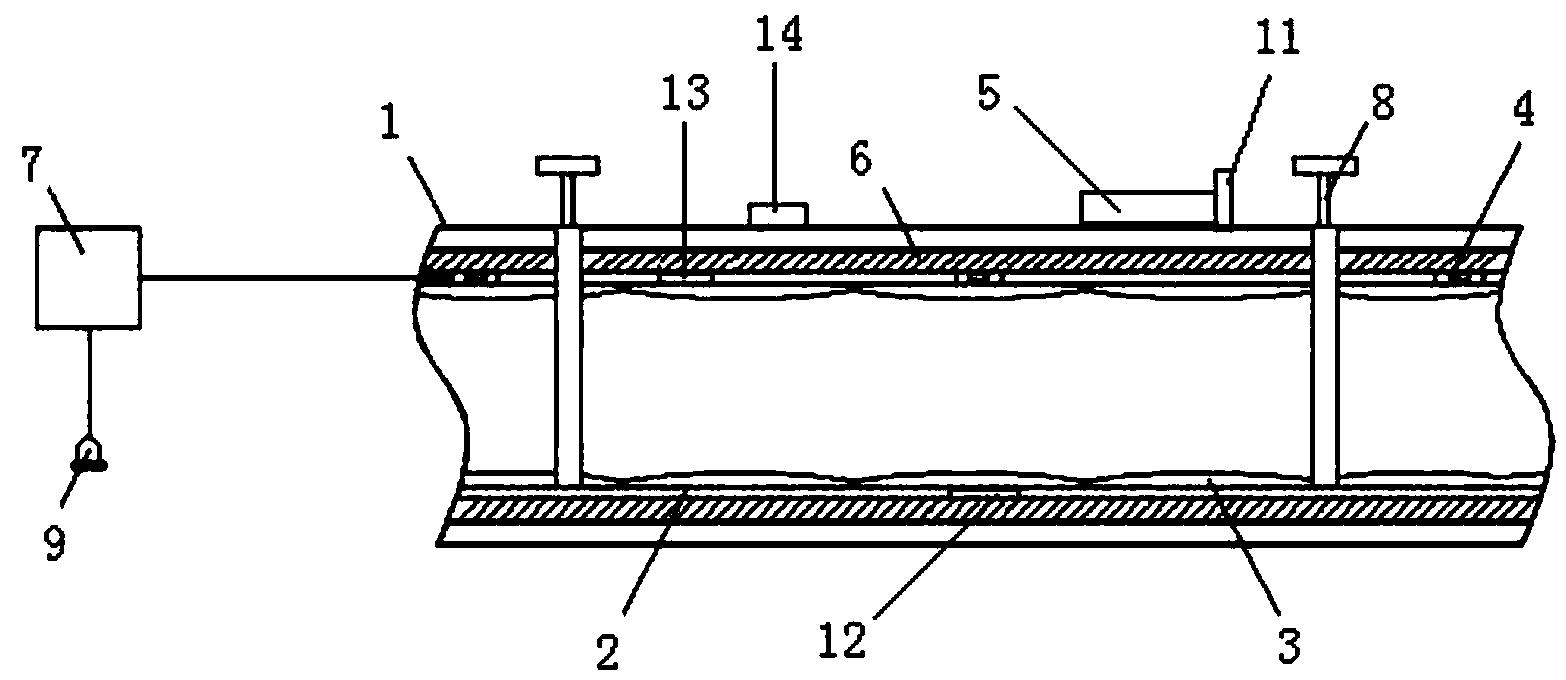
为了检测自传感智能电熔管件在使用期间因内压、应变及损伤产生的材料电阻变化,需要在管件上布置用于电学监测的电极。在实验室研究阶段,主要采用外贴电极片的手段在电熔管件上布置监测电极(最新报道的参考文献1:Riwu Yao, Jianfeng Shi andJinyang Zheng, Mechanical Enhancement and Strain Sensing of ElectrofusionJoint With Carbon-Fiber-Reinforced Polyethylene, in Proceedings of the ASME2019 Pressure Vessels and Piping Conference. 2019, ASME: San Antonio, Texas,USA)。如附图6所示,为一常规结构形式的自传感智能电熔管件外贴电极进行监测的示意图,其具体操作流程为:先将电熔管件表面需要粘贴电极片的区域打磨平整,再涂覆一层导电银胶14并用热风枪烘干凝固,以减小检测时的接触电阻,之后将监测电极13,即导电铜箔,粘贴于导电银胶之上,并在电极片表面再涂一层导电银胶14并烘干,最后将导线与电极片焊接在一起,从而完成电极片的布置工作。从操作流程可知,外贴电极片的方式工艺复杂,费时费力,大大增加了生产时间和成本,而且粘贴在表面的电极易受到外界破坏,导致监测结果不稳定,因此不具备实际应用的可能。一般来说,电熔管件各种参数的检测都需要相应的配套设备,如专利“一种天然气管件检测设备”(CN108844696B)等需要搭配结构复杂的专用检测设备进行检测,检测不便且成本较高,增加了检测的负担,实际应用也较为困难。有业内人员提出,将常规普通电熔管件内本身含有的一根完整的电阻丝作为监测电极(GB2296568A),测试其在管件承受内压作用时的电阻变化,实现对常规纯聚乙烯管件的监测。目前常规普通电熔管件的结构示意图如附图3、4所示,包含电熔管件本体9、普通电熔管件电阻丝布丝轨迹10、电阻丝11、接线柱4、管状护套5等。其中,电熔管件本体9的材料为纯热塑性塑料,如聚乙烯等;电阻丝11为一根连续的导电铜丝,其两端分别与两个接线柱4相连,接线柱4由注塑的管状护套5包围进行保护,并对称分布于管件轴向两侧。普通电熔管件的剖视图如附图4所示,由图可清楚地看出电阻丝11在普通电熔管件内的布置形式:电阻丝11分为左右相连的两部分,每部分布丝长度相等,布丝间距一定,两部分中间为过渡区,连接两部分电阻丝,整体呈对称分布。由于电阻丝是一根完整的铜丝,因此这种方法只能通过电阻丝自身变形引起的电阻变化检测应变,检测效果不明显,而且由于管件本身不具有导电性,本体材料电阻率远大于电阻丝,因而电阻丝无法检测管件本体材料的损伤,无法用于自传感智能电熔管件的变形监测。
长期实践表明,电熔管件在实际应用中还会面临诸多问题,如附图5所示,为电熔管件的一种失效形式图。从图中可以看出,此电熔管件从轴向中间处发生破裂,产生裂纹12,这种失效形式是电熔管件最常见的失效形式之一,产生的原因是破裂部位是电熔管件的内冷焊区,焊接强度相比布丝区域较差,当管件承受内压时,在轴向力的作用下,这一部位易出现裂纹,一旦未及时发现进行维护,裂纹会持续扩展,最终使管件破裂失效。这一部位是管件最易失效的区域之一,因此也是管件结构监测需要重点关注的部位。
对于大口径(直径大于300 mm)的电熔管件而言,由于尺寸较大,需布丝区域会较长,整个管件如果采用一根连续的电阻丝进行电熔焊接,电阻丝阻值会较大,常规功率的电熔焊机难以与之匹配。有文献提出一种分开布丝的结构形式(ASTM F1055-13 StandardSpecification for Electrofusion Type Polyethylene Fittings for OutsideDiameter Controlled Polyethylene and Crosslinked Polyethylene (PEX) Pipe andTubing, FIG.2 Correct Wire Termination Coupling-Dual Coil),对于大口径的电熔管件,采用这种结构可将电阻丝沿管件轴向分为左右对称且相互独立的两部分,使每根电阻丝的阻值降为原先的一半,采用常规功率的电熔焊机即可完成管件的焊接工作。但是这种布丝方式相比单根连续布丝方式工序较多,耗时较长,且仅起到减小阻值便于焊接的作用,因此一般只适用于大口径电熔管件,在实际生产中并不常用。
基于以上背景技术,本发明旨在提出与现有制造工艺兼容,且在工作过程电极不易损坏的具有自传感智能监测功能的电熔管件及其加工与监测方法。
发明内容
本发明要解决的问题是,克服现有技术中的不足,提供一种具有自传感智能监测功能的电熔管件及其加工与监测方法。
为解决上述技术问题,本发明给出的解决方案是:
提供一种具有自传感智能监测功能的电熔管件,包括由填充了短纤维的热塑性塑料制成的电熔管件本体;以及设置在所述电熔管件本体的内部熔接区中的电阻丝,所述电阻丝作为加热元件用于导通焊接电流进行电熔焊接;所述电阻丝包括第一根电阻丝和第二根电阻丝;所述第一根电阻丝和所述第二根电阻丝均沿电熔管件本体环向缠绕,且两者相互独立、互不导通;所述第一根电阻丝和所述第二根电阻丝的端部与设于电熔管件本体表面的接线柱连接,接线柱周围设有管状护套。
本发明中,所述电阻丝有两根,分别设于电熔管件两侧的内部熔接区中,且以电熔管件中间横截面呈对称布置。
本发明中,所述短纤维是具有导电性的纤维状材料或线状材料中的至少一种;其中,纤维状材料是直径在7~10 μm范围、长度在1~5 mm范围的短碳纤维、短金属纤维或短镀金属纤维,线状材料是直径在2~20 nm范围、长度在5~30 μm范围的碳纳米管或碳纳米纤维;短纤维在热塑性塑料中的掺混质量比范围是5~20 %。
本发明中,在电熔管件两侧的内部熔接区中,两根电阻丝对称布置且两者的最小轴向间距是任一电阻丝自身缠绕间距的2倍以上,且该最小轴向间距不小于6 mm。
本发明中,在电熔管件表面的接线柱共有4个,位于环向外壁面或者轴向侧壁面,并以电熔管件中间横截面呈两两对称分布,接线柱外侧设有管状护套;同侧相邻两接线柱之间至少保持环向30°间隔,且最小间距不小于5 cm(便于加工及导线的连接)。
本发明中,所述电熔管件是直通管件,或者是45°、60°、90°弯头管件中的任意一种。
本发明进一步提供了所述具有自传感智能监测功能的电熔管件的加工方法,包括以下步骤:
(1)将热塑性塑料粉末和短纤维通过掺混和挤出工艺,制得复合粒子;
(2)按常规制备工艺将复合粒子注塑成型,得到电熔管件半成品;
(3)在电熔管件两侧熔接区的内壁上需要铺设电阻丝的部位,加工出相互独立且互不导通的嵌线凹槽;在嵌线凹槽端部对应的管件外壁注塑有管状护套;
(4)将各电阻丝沿嵌线凹槽布线,然后将每条电阻丝的首末端分别从管状护套中抽出,并与铜质接线柱紧固连接。
本发明中,以车削方式加工嵌线凹槽:嵌线凹槽由车刀通过进刀和退刀两步刻成,进刀和退刀形成间隔分布、间距相等且相互平行的凹槽,退刀起点与进刀终点光滑连接,从而形成一条完整而连续的凹槽。
本发明还进一步提供了前述电熔管件的使用方法,是将该电熔管件用于与管材的焊接,具体包括以下步骤:
(1)将需连接的管材稳固对接在电熔管件中;
(2)用导线分别连接电熔管件一侧的电阻丝接线柱和电熔焊机;对电熔管件两侧的电阻丝依次通电进行电熔焊接;或者,
先用串接线连通各根电阻丝,再将电熔焊机与剩余两个接线柱用导线进行连接,以实现两部分电阻丝的同时焊接;各电阻丝之间的串接线的阻值应小于电阻丝阻值的1%。
本发明还进一步提供了前述电熔管件的监测方法,是将电熔管件在与管材焊接之后用于自身的结构监测,具体包括以下步骤:
(1)从电熔管件两侧熔接区中电阻丝的两个接线柱中各任选一个,通过导线与电阻检测设备相连,利用接线柱和具有导电性能的本体材料构成完整的监测电路;
(2)当电熔管件承受载荷增大,在电阻检测设备上实时呈现电熔管件本体材料的电阻变化曲线;
(3)分析电阻变化曲线,对电熔管件当前的工作状态进行定性或定量判断,进而实现对电熔管件内压、应变及损伤的智能监测。
与现有技术相比,本发明的有益效果是:
(1)相比参考文献1报道的自传感智能电熔管件结构健康监测方法,本发明可直接采用电熔管件内部本身含有的电阻丝作为监测电极,不需要再进行额外粘贴电极片等工艺程序,拓展了电阻丝的功能,简化了智能管件的制造流程;且因监测电极在管件内部,具有良好的密封性、稳定性和抗干扰性,提升了监测效率与可靠性。
(2)本发明的电熔管件产品可以直接利用现有的电熔管件生产工艺实现,无需对注塑设备或模具进行改造,有利于降低智能电熔管件监测系统的制造成本。
附图说明
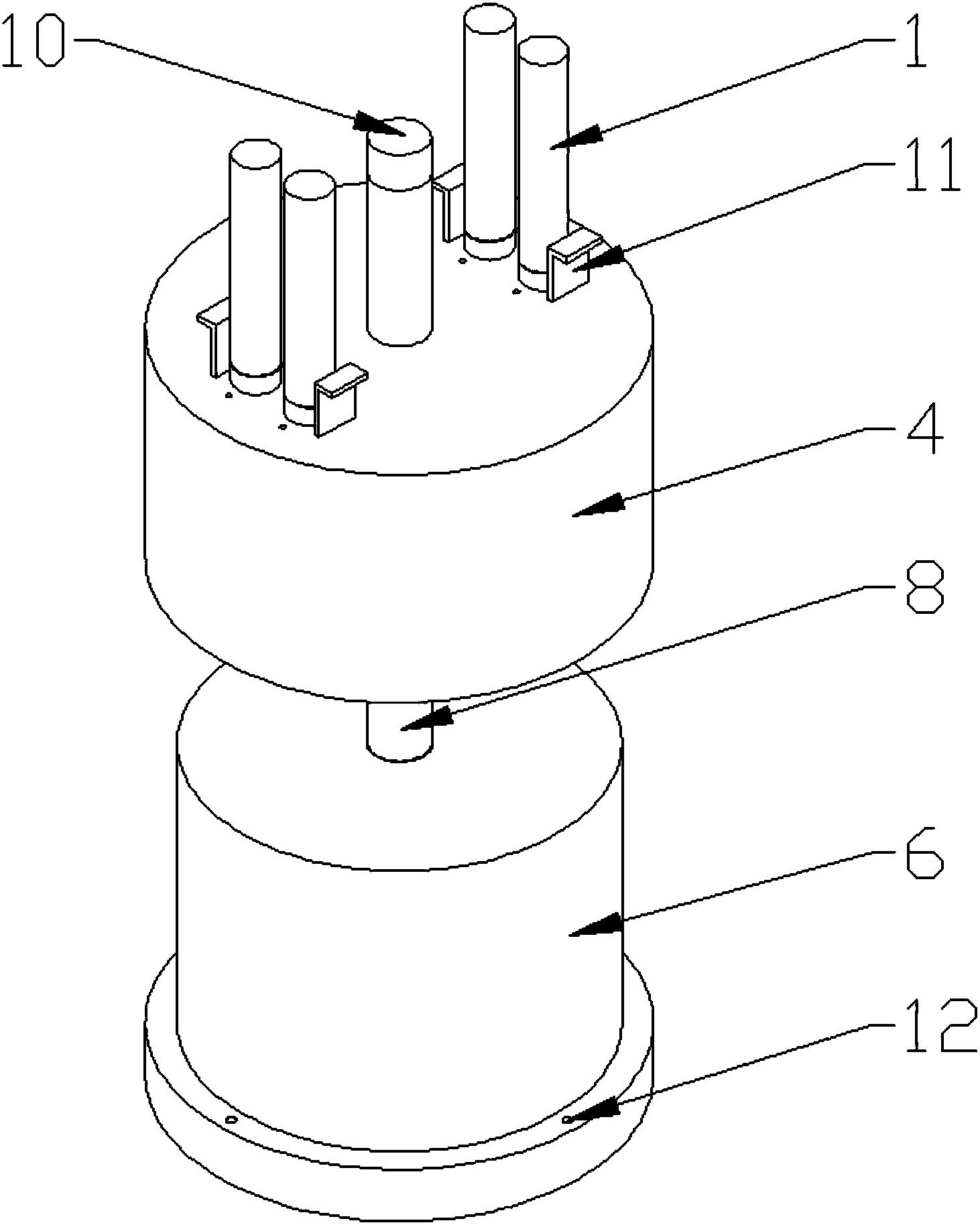
图1为本发明中自传感智能电熔管件结构示意图(4个接线柱)。
图2为本发明中自传感智能电熔管件的剖视图。
图3为普通电熔管件结构示意图(2个接线柱)。
图4为普通电熔管件的剖视图。
图5为电熔管件的一种失效形式图。
图6为常规结构形式的自传感智能电熔管件外贴电极监测示意图。
图7为自传感智能电熔管件两部分电阻丝依次焊接方法示意图。
图8为自传感智能电熔管件两部分电阻丝同时焊接方法示意图。
图9为管道系统中自传感智能电熔管件结构监测示意图。
图10为电熔管件在加载、卸载过程中监测电极监测到的3组电熔管件电阻变化曲线图。
图中附图标记:1自传感智能电熔管件本体,2第一根电阻丝布丝轨迹,3第二根电阻丝布丝轨迹,4接线柱,5管状护套,6电阻丝光滑连接处,7第一根电阻丝,8第二根电阻丝,9普通电熔管件本体,10普通电熔管件电阻丝布丝轨迹,11普通电熔管件电阻丝,12管件裂纹,13监测电极,14导电银胶,15自传感智能电熔管件,16管材,17焊机,18焊接导线,19串接线,20管道系统,21监测导线,22电阻检测设备,23电阻变化曲线显示器。
具体实施方式
下面结合附图对本发明做进一步详细描述。
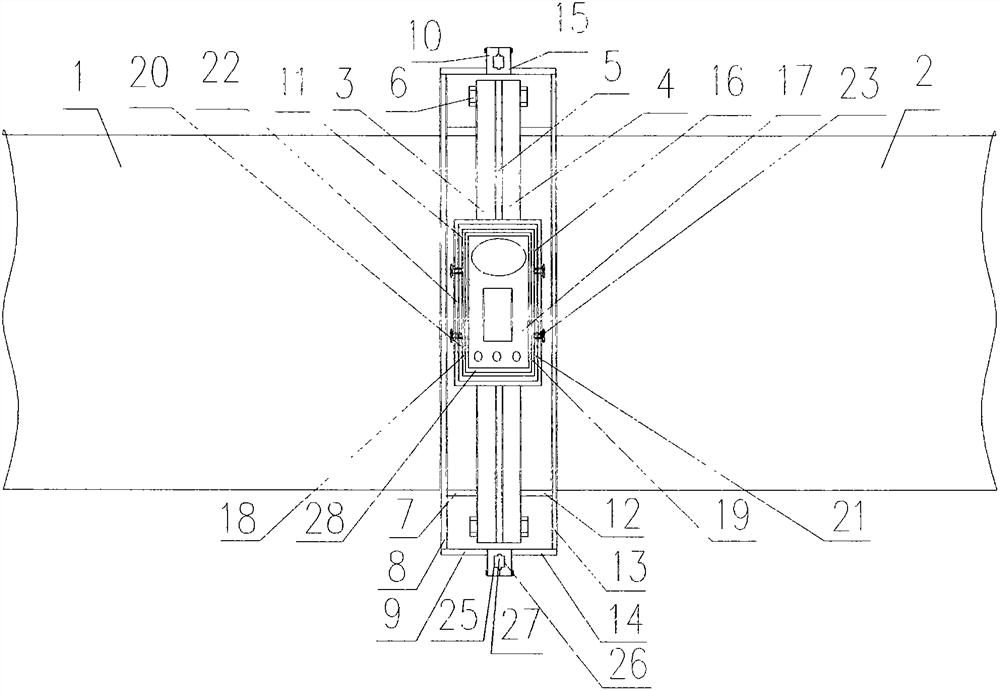
如图1、2所示的一个产品实例,本发明中具有自传感智能检测功能的电熔管件,包括由填充了短纤维的热塑性塑料制成的电熔管件本体1;在电熔管件两侧的内部熔接区中,沿第一根电阻丝布丝轨迹2和第二根电阻丝布丝轨迹3,分别设有第一根电阻丝7和第二根电阻丝8,两者间相互独立、互不导通,且以电熔管件中间横截面呈对称布置,两者的最小轴向间距是任一电阻丝自身缠绕间距的2倍以上,且该最小轴向间距不小于6 mm。两根电阻丝7、8均沿管件环向缠绕,其两端与设于电熔管件表面的接线柱4连接。接线柱4共有4个,位于环向外壁面或者轴向侧壁面,并以电熔管件中间横截面呈两两对称分布,接线柱4外侧设有管状护套5;同侧相邻两接线柱4之间至少保持环向30°间隔,且最小间距不小于5 cm。所述电阻丝7、8在进行管件安装时,作为加热元件用于导通焊接电流进行电熔焊接;所述电阻丝7、8在管件运行过程中,从电熔管件每边的两个接线柱中各任选一个,通过导线与电阻检测设备相连,作为监测电极用于监测电熔管件本体材料的电阻值的变化,以实现对电熔管件内压、应变及损伤的智能监测。
作为常规适用的产品,电熔管件造型可选是直通管件,或者是45°、60°、90°弯头管件中的任意一种。
具有自传感智能检测功能的电熔管件的加工方法,包括以下步骤:
(1)将热塑性塑料粉末和短纤维通过掺混和挤出工艺,制得复合粒子;
(2)按常规制备工艺将复合粒子注塑成型,得到电熔管件半成品。
上述制备工艺使普通绝缘塑料基体中填充了导电的短纤维(如碳纤维等),不仅可以利用填充纤维轴向强度高的优点提升管件的力学强度,同时,由于填充的短纤维具有良好的导电性,当其含量达到渗流阈值附近时,导电纤维互相接触可形成导电网络,使管件材料具有压阻效应。采用该材料制备的电熔管件,当管道在内压作用下发生形变时,管件本体材料内部的纤维导电网络会因此发生破坏,使材料的导电性降低,电阻率增加,通过检测管件材料电阻的变化就可以实现电熔管件内压、应变及损伤的安全监测,由此获得了具有自传感功能的智能电熔管件。本发明采用的自传感智能电熔管件中导电纤维的具体填充量根据纤维的机械增强效果和材料监测灵敏度综合确定。短纤维可选具有导电性的纤维状材料或线状材料中的至少一种;其中,纤维状材料是直径在7~10 μm范围、长度在1~5 mm范围的短碳纤维、短金属纤维或短镀金属纤维,线状材料是直径在2~20 nm范围、长度在5~30 μm范围的碳纳米管或碳纳米纤维;短纤维在热塑性塑料中的掺混质量比范围是5~20%,更优选的掺混比例为12~15 wt%。
制得电熔管件半成品后,接下来是管件电阻丝的布置。
如图2所示,为一电阻丝布置好的自传感智能电熔管件的剖视图。电阻丝采用后布丝的工艺进行布置,具体流程如下:首先取一注塑好的自传感智能电熔管件半成品,在管件本体1内壁需要铺设电阻丝的部位车削出两部分相互独立且互不导通、沿管件中间横截面对称分布的嵌线凹槽。以车削方式加工嵌线凹槽:嵌线凹槽由车刀通过进刀和退刀两步刻成,进刀和退刀形成间隔分布、间距相等且相互平行的凹槽,退刀起点与进刀终点光滑连接,从而形成一条完整而连续的凹槽。之后将两根完整的电阻丝沿刻槽线路进行铺设,分别铺满管件内壁的两部分嵌线凹槽,形成布丝轨迹2、3。其中,电阻丝可采用黄铜、紫铜和白铜等,硬度一般在60~65 HRF(洛氏硬度)之间,直径在0.4~1.2 mm之间。对称布置的两根电阻丝之间的最小轴向间距是任一电阻丝自身缠绕间距的2倍以上,且该最小轴向间距不小于6mm。电阻丝布置完成之后,将每条电阻丝的首末端分别从管状护套中抽出,并与铜质接线柱紧固连接。接线柱呈对称分布,位于环向外壁面或者轴向侧壁面,每个接线柱均与电阻丝的端部相连,接线柱外有注塑好的管状护套进行保护。其中,同侧相邻接线柱之间至少保持环向30°间隔,且最小间距不小于5 cm,以便于加工及导线的连接。对于自传感智能电熔管件,其电阻丝7、8的作用是:在管件安装时,用于导通电流产生焊接热量,实现管件的焊接;在焊接完成后,直接作为监测电极,用于测量两电极间短纤维填充热塑性塑料的电阻。
将常规电熔管件与本发明所述自传感智能电熔管件进行对比可发现,常规电熔管件的本体材料为普通纯热塑性塑料,由于热塑性材料本身绝缘,使得难以对其工作状态进行监测,而本发明由于在管件本体材料中加入足够含量的导电纤维使其具备了导电性,则可通过电学的手段实现管件的监测,为电熔管件的结构健康监测奠定了基础。此外,常规电熔管件的电阻丝仅起到通电加热使管件与管材熔融连接的作用,而在本发明中,通过改变布丝结构,将电阻丝分为相互独立的两部分,使其直接作为监测电极进行管件结构监测,电阻丝的作用得到了极大拓展。
完成电阻丝的布置后,即可进行电熔管件的安装。
此时,是将电熔管件用于与管材的焊接,具体包括以下步骤:将需连接的管材稳固对接在电熔管件中;焊接时,焊机的导线依次与管件两侧的接线柱相连,经两次通电熔融焊接完成管件的安装;或者从每根电阻丝的两个接线柱中各任选一个,用阻值小于每根电阻丝阻值1%的串接线进行连接,然后将剩余的两个接线柱与电熔焊机进行连接,实现两部分电阻丝的同时焊接。
完成电熔焊接后,即可将电熔管件用于自身的结构监测。
将导线通过其两端的接线端子与管件接线柱和电阻检测设备相连,管件接线柱与导线接线端子之间通过紧密螺纹实现连接与密封,此时,管件内部的两部分电阻丝与周围本体材料相接触作为内部监测电极,实时监测电极间管件本体材料的电阻变化;而焊接用的接线柱则用于连接内部监测电极与外部导线,形成完整的监测电路。通过“电熔管件本体材料—监测电极—接线柱—导线—外部电阻检测设备”这条完整的监测电路即可实现电熔管件的实时结构健康监测。在管道输送工作介质期间,自传感智能电熔管件本体材料的电阻值会随工况的变化而发生变化,监测电极可以对此进行实时监测,将电阻变化数据通过导线输送给电阻检测设备,并在设备的显示界面上实时呈现。通过分析所测电阻变化曲线,可以对当前管件的工作状态进行定性或定量判断,判断管件的实时运行状态,实现电熔管件的内压、应变及损伤监测。本发明将电熔管件的电阻丝沿轴向对称分为左右相互独立的两部分,直接采用两部分电阻丝作为监测电极,当管件承受的载荷发生变化时,两电极即可实时监测管件内冷焊区材料的电阻值变化,对这一区域进行重点监测,一旦出现数据异常变化,及时进行勘察,从而提升管件结构监测的效果,避免出现管件的严重破坏,造成实际的经济损失。
以上是对本发明中具有自传感智能监测功能的电熔管件加工、安装及结构监测整个过程的介绍。采用本发明所设计的自传感智能电熔管件结构,结合本发明中的监测方法,可以直接采用电熔管件内部本身含有的电阻丝作为监测电极,一方面不需要再进行额外粘贴电极片等工艺程序,简化了智能管件的制造流程,且监测电极在管件内部,具有良好的密封性、稳定性和抗干扰性,提升了监测效率与可靠性;另一方面,这种工艺也可以利用现有电熔管件的各类生产工艺实现,无需对注塑设备或模具进行改造,有利于降低智能电熔管件监测系统的制造成本。
实施例1:
以
电阻丝布置完成之后,将每条电阻丝的首端与末端分别从管件同一侧的管状护套中抽出,并与铜质接线柱紧固连接,在每条电阻丝的两端各形成两个接线柱。电熔管件的两侧各有两个接线柱,位于环向外壁面,并以电熔管件中间横截面呈两两对称分布,每个接线柱均与电阻丝的端部相连,接线柱外有管状护套进行保护。相邻两接线柱保持环向30°的间距,便于加工及导线的连接,进而完整电阻丝的布置工作。
实施例2:
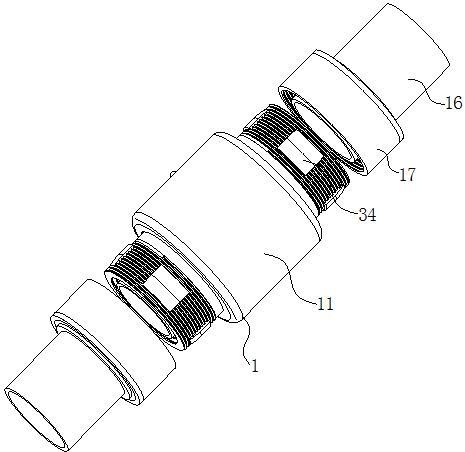
以实施例1中布置好电阻丝的管件为例,进行管件与管材的焊接,完成电熔管件的安装工作。自传感智能电熔管件的焊接方法如图7所示,焊机17的焊接导线18依次与管件15两侧的接线柱4相连,经两次通电熔融焊接完成管件15与管材16的焊接;或者,如图8所示,从每根电阻丝的两个接线柱中各任选一个,用阻值小于每根电阻丝阻值1%的串接线19进行连接,然后将剩余的两个接线柱4与焊机17进行连接,实现两部分电阻丝的同时焊接。完成电熔焊接后,使用导线通过其两端的接线端子与管件接线柱和电阻检测设备相连,管件接线柱与导线接线端子之间通过紧密螺纹实现连接与密封,形成完整的监测电路。
实施例3:
如图9所示,为一管道系统中自传感智能电熔管件结构监测的示意图。当管道系统20内部通入工作介质时,在内压作用下,自传感智能电熔管件15的材料会产生变形,使得材料内部的形成的碳纤维导电网络中碳纤维之间的间距增加,导致材料的导电性降低,材料电阻率增加,从而两电极之间的电阻值增加。随着工况以及管件自身结构的变化,电熔管件的电阻值会不断随之发生改变。以管件内部的电阻丝作为监测电极,可以实时地对电极之间的电熔管件15本体材料的电阻值变化进行检测,并通过监测导线21将这一变化实时地输送至电阻检测设备22,两电极间电熔管件本体材料的电阻变化曲线会实时显示在电阻变化曲线显示器23上,通过这一变化曲线,工作人员可以对当前的管件结构健康状态进行定性或定量判断,确定管件此刻承受的压力变化情况,以及是否出现如裂纹、泄漏等问题,及时发现电熔管件潜在的失效风险,从而可以及时地采取预防措施对管件进行维修、更换等处理。
实施例4:
如图10所示,为一
从图10中的3组变化曲线可以看出,电熔管件在内压作用下,随着加载、卸载的进行,管件本体材料的电阻变化趋势基本一致,证明这一检测方式能够检测到管件电阻变化情况,且在操作上具备可重复性,对于电熔管件的结构健康监测来讲是可行的。根据所测得的电熔管件电阻变化曲线,可以实时地对管件所承受的压力变化进行判断分析,得出管件的工作状况。采用这一结构健康监测方法,可以在分析曲线变化的基础上确定后续的工作方向,确保电熔管件的正常有序运行,维护整条管线的安全平稳生产。
以上所述的实施例对本发明的技术方案和有益效果进行了说明,应理解的是以上所述仅为本发明的具体实施例,并不用于限制本发明,凡在本发明的原则范围内所做的任何修改、补充和等同替换,均应包含在本发明的保护范围之内。
具有自传感智能监测功能的电熔管件及其加工与监测方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0