







专利摘要
一种基于水力空化射流的内表面精加工强化系统,包括依次连接的储液箱、水泵、上流压力调节器、工艺腔室和下游压力调节器。储液箱内置加热器,与气泵连接;文丘里管的喉部通过压力泵连接磨料池;工艺腔室上设置有密封端盖,用于工件的放入;工艺腔室内固定设置有卡盘。流体经由文丘里管进入工艺腔室中,与文丘里管喉部进入的磨料流相结合,产生空化气泡,通过空化气泡破灭引起的冲击波对目标表面进行冲击,产生侵蚀研磨,达到对工件内表面的精加工的目地,适应性好,精度高,稳定性好,应用于较难加工的航天工业材料,通过工艺流程得到材料的轮廓表面粗糙度最大降低率为47.5%。可见该工艺处理可得到较高的材料去除率与较高的表面精度。
权利要求
1.一种基于水力空化射流的内表面精加工强化系统,其特征是,包括依次连接的储液箱、水泵、上游压力调节器、工艺腔室和下游压力调节器,储液箱内置加热器;储液箱与气泵连接,工艺腔室内的文丘里管的喉部通过压力泵连接磨料池;工艺腔室上设置有密封端盖,工艺腔室内固定设置有卡盘;所述文丘里管的进口管截面半径为1~20mm,喉部截面半径为0.1~2mm,收缩角为30~50%,扩张角为5~20°;所述储液箱中注入空气,使储液箱中液体的含气量达到0.01~0.05%;所述工艺腔室中的磨料流体的温度为30~80℃;所述上游压力调节器调节的上游压力为60~150kPa,下游压力调节器调节的下游压力为0~40kPa;所述磨料池中的磨料流浓度为0.75~1.5%wt。
2.根据权利要求1所述基于水力空化射流的内表面精加工强化系统,其特征是,所述储液箱中的流体工质以流量为5~20×10
说明书
技术领域
本发明涉及一种基于水力空化射流的用于内表面精加工的强化系统,属于研磨表面精加工技术领域。
背景技术
对工件进行内表面的精密加工是零件传统制造方法中的重要后处理步骤。现使用较为广泛的主流后处理工艺为特种加工以及新型的磨料流加工等。
1.特种加工工艺:泛指用利用电能、热能、光能、电化学能、化学能、声能及特殊机械能等能量达到去除或增加材料的加工方法,但通过特种加工方法进行内表面加工的工件具有表面粗糙度不良和热重铸层沉积的问题。
2.磨料流加工:磨料流加工使用负载磨料的粘弹性聚合物作为工作流体,用于除去放电加工工艺产生的重铸层并对机械组件的内表面进行抛光。但使用磨料流加工技术,会导致材料去除率较低,从而导致处理时间增加;调节工况,使材料去除率上升,则会导致无法完成复杂内表面的表面处理;另外由于工作流体通过的流量有限,会导致工件内表面的表面粗糙度不一致。
因此,开发一种新型内表面精加工技术对于克服磨料包埋与表面精加工不一致等问题至关重要。对此,本发明提出了一种利用水力空化射流强化内表面精加工的系统。水力空化是指液体内部空化核的生长与溃灭的过程。当液体局部静压力降至局部饱和蒸气压以下时,由于空化核内部的压力大于外界的压力,空化核开始生长,当其生长到最大直径或遭遇压力恢复时便会溃灭,同时释放出巨大能量。空化气泡溃灭可形成微射流、冲击波、强剪切应力,这些强物理效应不仅可混合磨料,更可赋予磨料更大的动能,从而强化表面的磨削效果。
目前,涉及表面水力空化表面研磨技术的专利主要有《用于流体空化磨蚀表面精加工的方法和装置》(专利号201810984657.4)。
在201810984657.4的发明中提供一种精加工方法,其包括:在促进形成多个空化气泡的压力和流速下朝向工件排放流体流动,和引入磨蚀介质。方法包括利用空化气泡激发磨蚀介质,通过空化气泡与磨蚀介质和工件的表面之间的相互作用从工件移除材料,但与该发明是用于工件外表面的加工,不涉及内表面的加工。
发明内容
针对现有内表面精加工工艺方法所存在的不足,提出一种能够高效完成表面精加工工艺的基于水力空化射流的内表面精加工强化系统。
本发明的基于水力空化射流的内表面精加工强化系统,采用如下技术方案:
该系统,包括依次连接的储液箱、水泵、上流压力调节器、工艺腔室和下游压力调节器,储液箱内置加热器,用于强化空化现象以及磨料流混合效应;储液箱与气泵连接,增加含气量用以强化空化现象产生;工艺腔室内的文丘里管的喉部通过压力泵连接磨料池,输入磨料;工艺腔室上设置有密封端盖(可开启,用于工件的放入);工艺腔室内固定设置有卡盘。
所述卡盘的端盖与工艺腔室外部的传动装置连接,装夹在卡盘上的工件外端对准文丘里管出口,且二者(工件外端与文丘里管出口)间距为0mm。
所述工艺腔室内充满液体,保证压力需求。
所述卡盘可采用现有的三爪或四爪卡盘,为现有技术。
所述文丘里管的进口管截面半径为1~20mm,喉部截面半径为0.1~2mm,收缩角为30~50°,扩张角为5~20°。
所述储液箱中注入空气,使储液箱中液体的含气量达到0.01~0.05%,从而强化空化效应的生成。
所述上游压力调节器调节的上游压力为60~150kPa,下游压力调节器调节的下游压力为0~40kPa。
所述储液箱中的流体工质以流量为5~20×10
所述磨料池中的磨料流体浓度为0.75~1.5%wt。
所述工艺腔室中的磨料流体温度为30~80℃。
将需要内表面精加工的工件置于工艺腔室内的卡盘上,由气泵向储液箱内通入空气,提高水的含气量,有助于增强空化效应。流体内的空气饱和比越高,空化指数越大,空化初生时的雷诺数数值较低,容易产生空化效应。文丘里管主要用于诱发流体的空化效应。工件由卡盘夹紧并通过外接电机带动旋转,优化表面研磨效果。工艺腔室内为充满流体的结构,以保证压力需求。磨料通过压力泵压入文丘里管喉部,与高压流体相结合,利用在喉部后方产生的空化效应与湍流,实现充分搅拌混合,从而大大提高磨削效果。流体工质被驱动通过文丘里管时,流体压力降到蒸汽压以下并产生空化气泡,空化气泡穿过工件表面,对工件表面进行冲击,气泡会腐蚀内表面,空化流中夹带的磨料颗粒有助于提高材料去除率和降低工件内表面的表面粗糙度。
上述水力空化磨料研磨器结构简单,部件整体化,利于拆卸和安装,节省空间,精度高且可控,可通过改变上下游压力调节研磨工况,以此满足工件所需的精度要求。
本发明改良了现有的工件内表面精加工的工艺,利用水力空化现象与磨料研磨辅助作用对工件内表面进行了加工。空化现象作为一种极快的由液相向气相转变的物理现象,在气泡溃灭时产生极高的温度以及瞬时高压,释放巨大能量。将待处理工件放置于腔室中,利用文丘里管产生的空泡溃灭产生的巨大动能,推动磨料颗粒撞击待处理工件表面,对工件进行侵蚀研磨,达到对工件内表面强化精加工的目的。
利用上述装置对工件进行内表面精加工的过程,是:
将工件置于可开启的工艺腔室中的卡盘上,流体工质储存于储液箱中,由空气泵向储液箱中注入空气强化空化效应的生成;开启水泵并调节上下游压力调节器,将储液箱中的流体工质转变为高压流体输送到工艺腔室中;高压流体与文丘里管中与磨料流相结合,发生空化效应,产生空化气泡对工件内表面进行冲击,完成工序后的流体工质经由输水管进行排出,进行循环。
本发明适应性好,精度高,稳定性好,实用性高,具有以下特点:
1.本发明所述系统采用水力空化技术对工件表面进行精加工处理,流程简单可控,自动化程度高;
2.本发明所述储液箱中设有加热器,对流体进行加热,提高流体温度,以强化空化现象以及磨料流混合效应;
3.本发明所述储液箱中设有气泵,将空气泵入流体中,提高流体的含气量,强化空化效应的生成,提高磨削效果;
4.本发明所述工艺腔室中的文丘里管喉部设有输料口,直接将磨料注入文丘里管,利用在喉部后方产生的空化效应与湍流,实现充分搅拌混合,从而大大提高磨削效果;
5.本发明所述系统在空化工艺腔室内设置可调式电动旋转卡盘,可满足不同种类的工件在电机带动下进行转动,极大地提高了磨削效率及精度;
6.本发明所述设备采用电机作为工艺系统的动力来源,不受环境因素的影响,可根据需求随用随开,具有很高的灵活性;
7.本发明所述设备适应性强,可适用于不同尺寸、不同材料的工件,进行工艺处理。只需调节卡爪,上下游压力调节器以及磨料浓度,即可适用于处理不同的工件;
8.本发明所述装置运转过程中,内表面周期性被空化清洗,故具有自清洁功能;
9.本发明所述设备结构简单,适应性强,操作方便,安全可靠,且便于维修;
10.本发明所述系统的结构与工艺参数均由实际加工实验所得。
附图说明
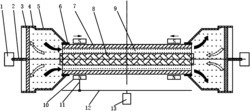
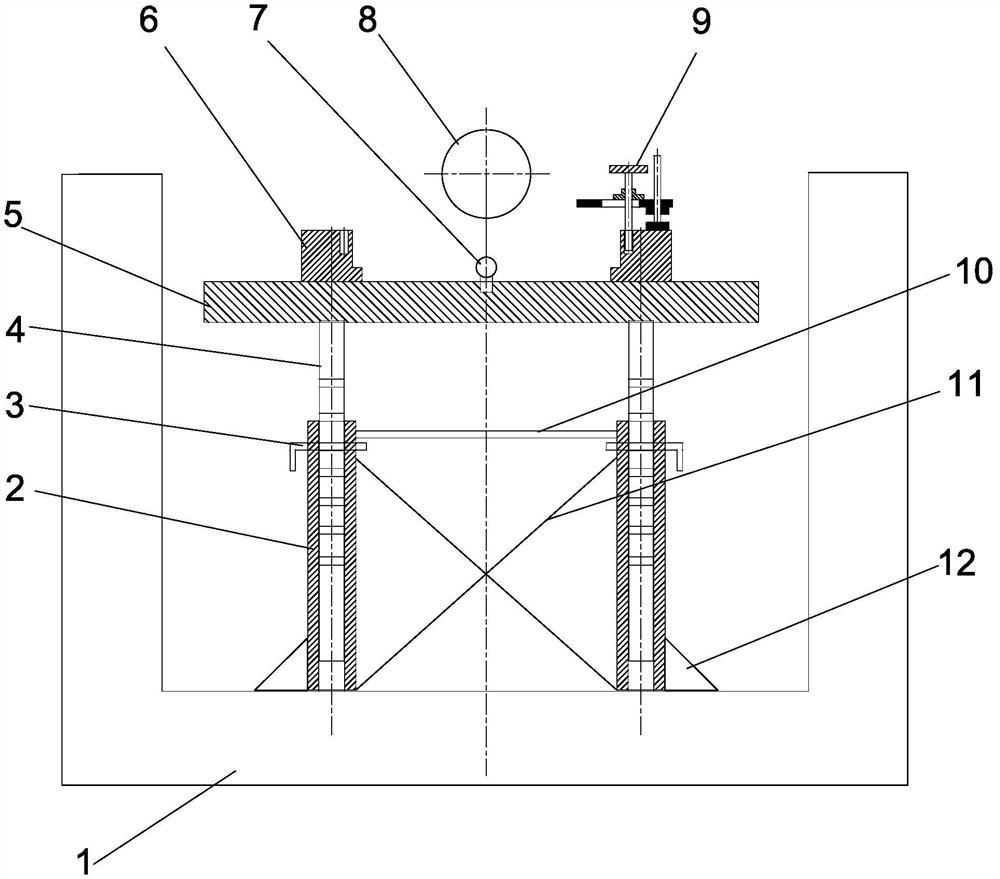
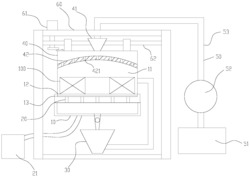
图1是本发明基于水力空化射流的内表面精加工强化系统结构原理示意图。
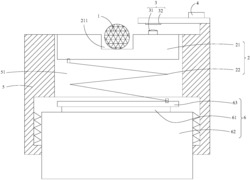
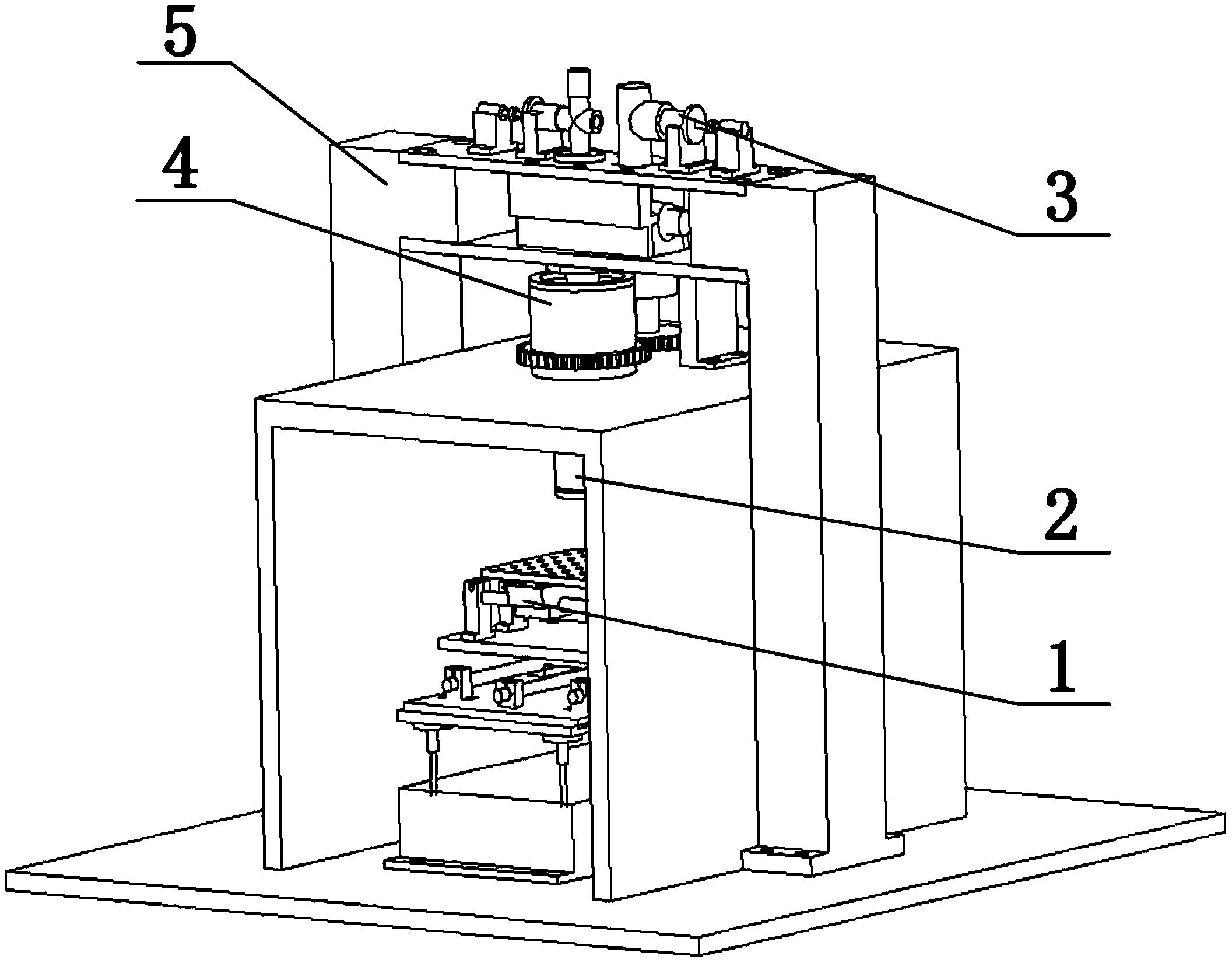
图2是本发明中工艺腔室的结构示意图。
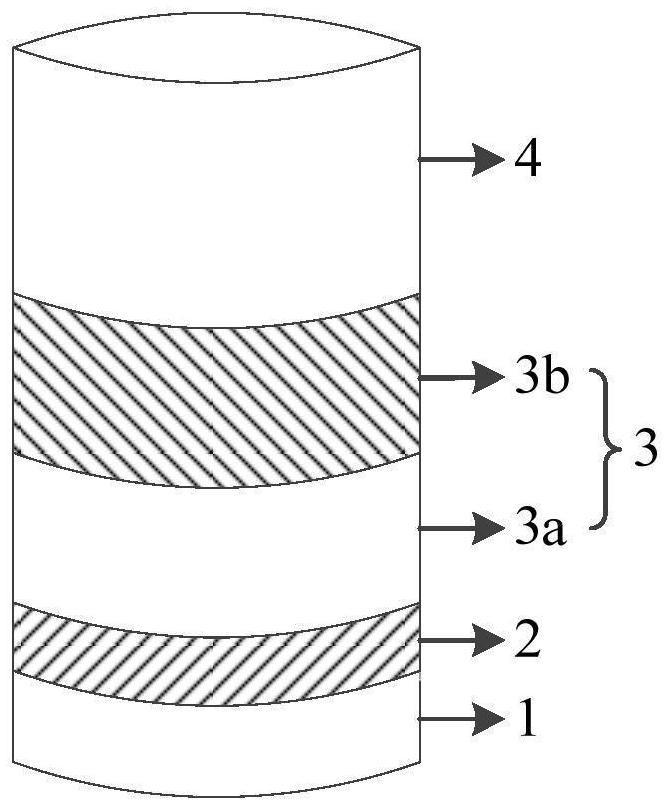
图3是本发明中卡盘的卡爪示意图。
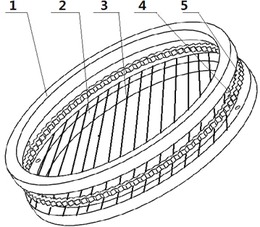
图4是本发明中卡盘的大锥齿轮示意图。
图中:1.储液箱,2.加热器,3.气泵,4.水泵,5.上游压力调节器,6.磨料池,7.工艺腔室,8.下游压力调节器,9.文丘里管,10.输料管,11.筒体,12.大锥齿轮,13.卡盘主体,14.小锥齿轮,15.卡爪,16.端盖,17.螺钉,18.螺钉,19.螺钉,20.密封端盖,21.排液管,22.轴承,23.密封垫圈,24.调节扳手,25.联轴器,26.电机。
具体实施方式
本发明的基于水力空化射流的内表面精加工强化系统,如图1所示,主要包括依次连接的储液箱1、水泵4、上游压力调节器5、工艺腔室7和下游压力调节器8。工艺腔室7的入口端嵌有文丘里管9,储液箱1中的流体通过水泵4流入文丘里管9中,并由上游压力调节器5调节压力,文丘里管9的喉部通过压力泵连接磨料池6。工艺腔室7的排液管21连接下游压力调节器8。
流体工质储存于储液箱1中,储液箱1内置加热器2,用于提高流体温度,有利于空化反应的进行。同时储液箱1外接气泵3,由气泵3向储液箱1内通入空气,使储液箱中液体的含气量达到0.01~0.05%,提高流体工质的含气量,有助于增强空化效应;内置加热器2,用于提高流体温度,有利于空化反应的进行,加热温度为30~80℃。储液箱1内的流体通过水泵4,经由上游压力调节器5转变为高压流体,进入到文丘里管9中,同时磨料池6中的磨料流通过压力泵压入至文丘里管9喉部,高压流体通过湍流效应与磨料混合后,在喉后部产生空化气泡,经过工件表面,由磨料流中的磨料进行辅助研磨,对工件的内表面进行冲击,到达内表面精加工的目的。
工艺腔室7进液和排液两端的压力调节器是靠弹簧力与液体压力的平衡来控制阀体上通道的开闭,系统的最高压力是由溢流阀调定的。经过大量实际加工实验,在流体含气量为0.01~0.05%,上游压力为60~120kPa,下游压力为0~40kPa,流量为5~20×10
所述工艺腔室7,如图2所示,包括文丘里管9、筒体11、卡盘、联轴器25、电机26。文丘里管9固定连接在筒体11的一端,筒体11的另一端通过螺钉18与螺钉19固定安装卡盘主体13。所述文丘里管的进口管截面半径为1~20mm,喉部截面半径为0.1~2mm,收缩角为30~50°,扩张角为5~20°。此结构和尺寸经计算流体力学和多目标优化设计所得,可实现最佳空化效果。文丘里管9的喉部通过输料管10连接磨料池6,磨料流由输料管10进入到文丘里管9喉部,利用在喉部后方产生的空化效应与湍流,实现充分搅拌混合,从而大大提高磨削效果。筒体11上部有开口,用于工件的放置,开口处设置密封端盖20,通过螺钉固定,工件由开口出放进筒体11内,并由卡盘装夹,然后由密封端盖20封住开口,防止流体外泄。排液管21用于冲击水流的流出,使工质流体进行循环。筒体11内为充满流体的结构,以保证压力需求。
卡盘采用现有技术,可以是三爪卡盘或四爪卡盘,参见图1、图3和图4,包括大锥齿轮12、卡盘主体13、小锥齿轮14、卡爪15和端盖16。卡爪15固定在大锥齿轮12的端面螺纹上,通过大锥齿轮12的转动实现卡爪15的向心移动。小锥齿轮14中开有与外部连通的方形口(筒体11上在该部位开有口),与调节扳手24相结合,通过调节扳手的转动,实现小锥齿轮14的转动。小锥齿轮14通过与卡盘主体13上的孔进行配合,从而被固定住,同时小锥齿轮14与大锥齿轮12进行配合,将大锥齿轮12进行固定,大锥齿轮12与小锥齿轮14进行同步转动,从而实现卡爪15的调节功能,达到不同尺寸工件进行装夹的目的。端盖16通过螺钉17与大锥齿轮12相连接固定,外与电机26通过联轴器25相连,实现工件的转动功能,极大地提高了磨削效率及精度。端盖16与筒体11连接处设有轴承22。密封垫圈23起密封作用,防止流体流出。
将工件装夹在工艺腔室7中的卡盘上,文丘里管9出口与待加工工件保持贴合状态,间距为0mm。流体工质储存于储液箱1中,由加热器2进行加热,以强化空化现象以及磨料流混合效应;气泵3向储液箱1中注入空气,从而强化空化效应的生成。水泵4、调节上游压力调节器5和下游压力调节器8,将储液箱1中的流体工质转变为高压流体输送到工艺腔室7中。高压流体与文丘里管9中与来自磨料池6的磨料流相结合,发生空化效应,产生空化气泡对工件内表面进行冲击,完成工序后的流体工质经由排液管21进行排出,进行循环。
通过使用本发明所述装置对6061号铝合金与316号不锈钢材料工件的内表面进行精加工实验,在如下最优工况下获得如下结论:
以平均直径为10μm和D50尺寸分布的硬质切割碳化硅磨料,在流体含气量为0.01%,磨料浓度为0.75%wt,温度为50℃,上游压力为100kPa,下游压力为26.8kPa的条件下,采用进口管截面半径为5mm,喉部截面半径为1mm,收缩角为45°,扩张角为12°的文丘里管对上述工件进行精加工,获得了绝对表面粗糙度<1μm的材料,其轮廓表面粗糙度最大降低率为47.5%,且工艺中轮廓表面粗糙度降低百分比随着材料去除率的增加而线性增加;在达到最大值后,表面粗糙度随着材料去除率的增加而保持饱和。可见该工艺流程可实现较高的材料去除率与较高的表面精度。
基于水力空化射流的内表面精加工强化系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0