










专利摘要
本发明公开了一种非晶合金零件的快速成形方法,包括首先对电磁成形系统中的电容器充电,然后采用电脉冲放电对非晶合金进行快速升温使其温度升至过冷液态温度,在温度达到设定温度停止电脉冲放电,同时使所述电磁成形系统的电容器放电,产生电磁力并驱动过冷液态的非晶合金变形至模具中,即可实现非晶合金零件的快速成形。本发明还公开了利用上述方法所制备的非晶合金零件。本发明通过对热塑性成形过程中的加热方式、成形驱动方式以及相应的工装的改进,从而能够实现对非晶合金零件的快速成形,该方法升温速度快、成形时间短,可以避免非晶合金氧化与晶化,且制备的零件具有很高的表面质量和精度。
权利要求
1.一种非晶合金零件的快速成形方法,包括首先对用于电磁成形的电磁成形系统中的电容器充电,然后采用电脉冲放电对非晶合金进行快速升温使其温度升至过冷液态温度,在温度达到设定温度停止电脉冲放电,同时使所述电磁成形系统的电容器放电,产生电磁力并驱动过冷液态的非晶合金变形至模具中,即可实现非晶合金零件的快速成形。
2.根据权利要求1所述的一种非晶合金零件的快速成形方法,其中,成形所用成形装置包括电磁成形系统、电脉冲装置、用于固定非晶合金和成形模具的镶块,其中镶块部分包括紧固面板(10),弹簧(11),压边圈(12)和凹模(13),其中紧固面板(10)与压边圈(12)通过螺栓固定,所述待电磁成形的非晶合金板/片(4)设置在压边圈与凹模之间,所述弹簧抵设在紧固面板(10)与压边圈(12)之间以保持非晶合金在塑性变形过程中始终被压实。
3.根据权利要求2所述的一种非晶合金零件的快速成形方法,其中,所述镶块设置在金属板(2)上,所述金属板(2)与其中设置有电磁成形系统和电脉冲放电装置线圈的绝缘板压紧,紧固面板(10)所在面靠近绝缘板一侧。
4.根据权利要求3所述的一种非晶合金零件的快速成形方法,其中,所述电磁成形装置中可以放置一个镶块,也可以放置多个镶块,用于同条件下的批量实验或生产。
5.根据权利要求1-4中任一项所述的一种非晶合金零件的快速成形方法,其中,所述非晶态合金体系为Pd、Pt、Au、Zr、Ti、Fe、Cu、Ni、Al、Mg和/或Ce基等所有具备热塑性成形能力的非晶态合金。
6.根据权利要求1-5中任一项所述的一种非晶合金零件的快速成形方法,其中,所述零件可以是微型MEMS零件,电子产品零件,表面微纳结构,可穿戴智能设备外壳、便携式通信终端外壳或PC机外壳。
7.根据权利要求1-6中任一项所述的一种非晶合金零件的快速成形方法,其中,所述的外壳形状可以是平面、弧形、波浪形、曲面或者其他所需的形状。
8.根据权利要求1-7中任一项所述的一种非晶合金零件的快速成形方法,其中,所述的零件尺寸从微米尺度到厘米尺度。
9.利用权利要求1-8中任一项所述的晶合金零件的快速成形方法所制备的非晶合金零件。
说明书
技术领域
本发明属于非晶合金材料成形制造领域,具体涉及一种非晶合金零件的快速成形方法。
背景技术
非晶合金(又称金属玻璃)是一种新型金属材料,因其具有长程无序的特殊原子结构而拥有一系列明显优于晶态材料的力学、物理和化学性能,如非晶态合金在过冷液态区(温度升至玻璃转变温度与晶化温度之间区域)具有超塑性,成形温度低、成形力小。且有研究表明,非晶合金在热塑性成形时,其体积收缩量比常规晶态材料铸造成形低25倍,这更有利于保证成形后产品的高精度,实现各种零件的近净成形。其次,非晶合金具有原子尺度的结构均匀性,使得成形后的产品具有良好的表面光洁度。第三,由于非晶合金具有较晶态金属材料更加优异的机械性能。由于非晶合金具有上述特殊性能,因而在机械、电子、能源、化工和军事等领域呈现广阔的应用前景。
目前,非晶合金的成形方法主要有铜模铸造成形和热塑性成形,但铜模铸造对非晶合金的玻璃形成能力要求高,易损伤模具,且容易导致产品中产生气孔等缺陷。热塑性成形可以克服上述铜模铸造成形中存在的上述问题,例如专利文献ZL201010280359中公开了一种采用热塑性成形法在刻有微流槽形状的硅模上进行热压印成形的方法,其可以制备出结构完好,表面质量高的非晶态合金微流槽模具,并采用该模具对高聚物生物芯片进行成形。但现有的热塑性成形法也存在明显的缺陷或不足,如微纳压印、挤压、吹塑等方法对真空度要求高,无气体保护时易氧化,成形过程时间长、效率低,成形温度高,易引起非晶合金发生晶化。
目前的热塑性成形非晶合金零件的方法,因为其存在的上述缺陷,会影响产品的生产效率、精度和表面质量,特别是对部分要求高精度和高表面质量的产品,现有的非晶合金成形方法无法满足要求。
发明內容
针对现有技术的以上缺陷或改进需求,本发明提供一种非晶合金零件的快速成形方法,其通过对热塑性成形过程中的加热方式、成形驱动方式以及相应的工装的改进,从而能够实现对非晶合金零件的快速成形,该方法升温速度快、成形时间短,可以避免非晶合金氧化与晶化,且制备的零件具有很高的表面质量和精度。
为实现上述目的,按照本发明的一个方面,提供一种非晶合金零件的快速成形方法,包括首先对电磁成形系统中的电容器充电,然后采用电脉冲放电对非晶合金进行快速升温使其温度升至过冷液态温度,在温度达到设定温度停止电脉冲放电,同时使所述电磁成形系统的电容器放电,产生电磁力并驱动过冷液态的非晶合金变形至模具中,即可实现非晶合金零件的快速成形。
本发明中采用电脉冲放电将非晶合金快速升温至过冷液态,以及利用电磁成形系统放电瞬间产生的强大电磁力,高速驱动过冷液态的板状或片状非晶合金变形至模具中,从而实现非晶合金零件的精密快速成形。电磁成形中的脉冲磁场力(电磁力、洛伦兹力)可以对金属坯料进行高能率、高速率的塑性加工,其具有高应变速率及非接触式成形,能显著提高室温下难变形金属材料的成形极限、有效控制回弹和抑制起皱等。此外,电磁成形过程使得材料在成形过程中表现出特殊的塑性流动行为和微观组织响应,并对成形零件的精度、表面质量和服役性能产生直接的影响。
作为本发明的进一步优选,成形所用成形装置包括电磁成形系统、电脉冲装置、用于固定非晶合金和成形模具的镶块,其中镶块部分包括紧固面板,弹簧,压边圈和凹模,其中紧固面板与压边圈通过螺栓固定,所述待电磁成形的非晶合金板/片设置在压边圈与凹模之间,所述弹簧抵设在紧固面板与压边圈之间以保持非晶合金在塑性变形过程中始终被压实。
作为本发明的进一步优选,所述镶块设置在金属板上,所述金属板与其中设置有电磁成形系统和电脉冲放电装置的绝缘板压紧,固面板所在面靠近电磁成形系统的电磁线圈一侧。
作为本发明的进一步优选,所述电磁成形装置中可以放置一个镶块,也可以放置多个镶块,用于同条件下的批量实验或生产。
作为本发明的进一步优选,所述非晶态合金体系为Pd、Pt、Au、Zr、Ti、Fe、Cu、Ni、Al、Mg和/或Ce基等所有具备热塑性成形能力的非晶态合金。
作为本发明的进一步优选,所述零件可以是微型MEMS零件,电子产品零件,表面微纳结构,可穿戴智能设备外壳、便携式通信终端外壳或PC机外壳。
作为本发明的进一步优选,所述的外壳形状可以是平面、弧形、波浪形、曲面或者其他所需的形状。
作为本发明的进一步优选,所述的零件尺寸从微米尺度到厘米尺度。
本发明方法中,首先对电磁成形系统的电容器充电。然后打开电脉冲设备的脉冲电源放电,实现对非晶合金的快速升温(至过冷液态区温度)。当温度达到预定实验温度时关闭电脉冲设备的脉冲电源停止升温。同时电磁成形系统的电容器放电,产生电磁力,高速驱动过冷液态非晶合金板/片变形至模具(如iwatch外壳模具)中,实现非晶合金零件的快速成形。
本发明方法中,非晶合金完全变形至成形模具中,可实现精密成形,而且成形过程瞬间完成,时间短,非晶合金不会发生氧化与晶化。
本发明公开了一种利用上述方法所制备的非晶合金零件。
总体而言,通过本发明所构思的以上技术方案与现有技术相比,具有以下有益效果:
(1)在本发明中,一方面利用脉冲电源实现非晶合金的快速升温,另一方面结合利用了电磁成形技术的高成形速率(103~105s-1),使得整个成形过程在数秒至数十秒内完成,不但避免了非晶合金在成形过程中可能发生的氧化与晶化,而且大幅提高了成形效率,降低了生产成本。
(2)本发明中电磁成形的非接触、低回弹、惯性作用等特点,不但增加了材料的成形极限与变形均匀性,而且保证了微观组织结构及性能的均匀性,提高了产品的成形精度与良品率。
(3)本发明中电磁成形完全突破了非晶合金的成形能力随应变率增加而降低的规律,实现了过冷液态非晶合金的高速成形。
(4)本发明中,成形模具中凹模部分采用镶块设计,避免成形不同形状及要求的产品时更换整个金属板(长、宽尺寸与线圈绝缘板相同),节约了生产成本。
(5)本发明中,本发明成形装置的镶块中设计弹簧装置,利用弹簧张力使得非晶合金快速升温软化时仍然被压边圈压实,保持紧固。
附图说明
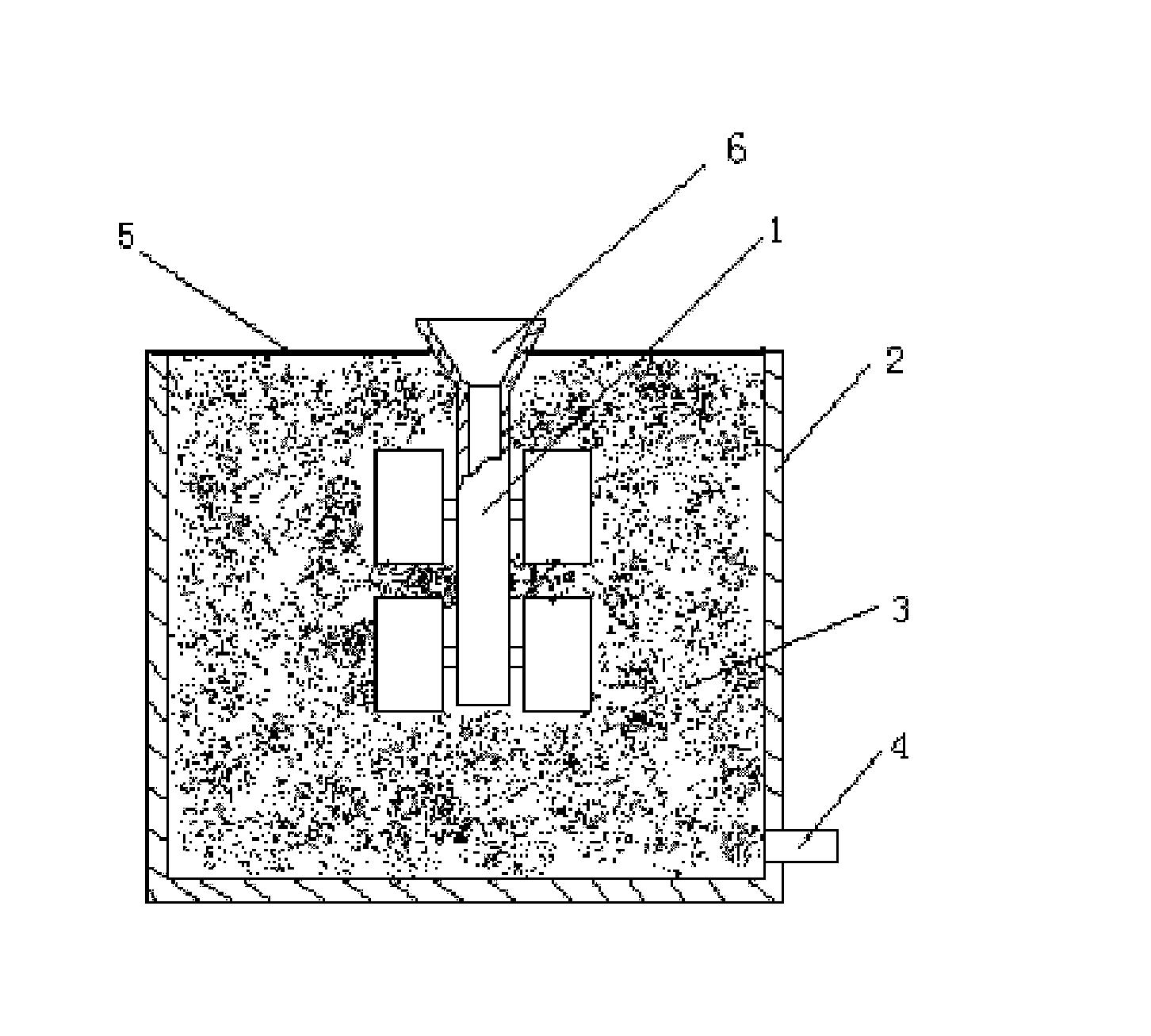
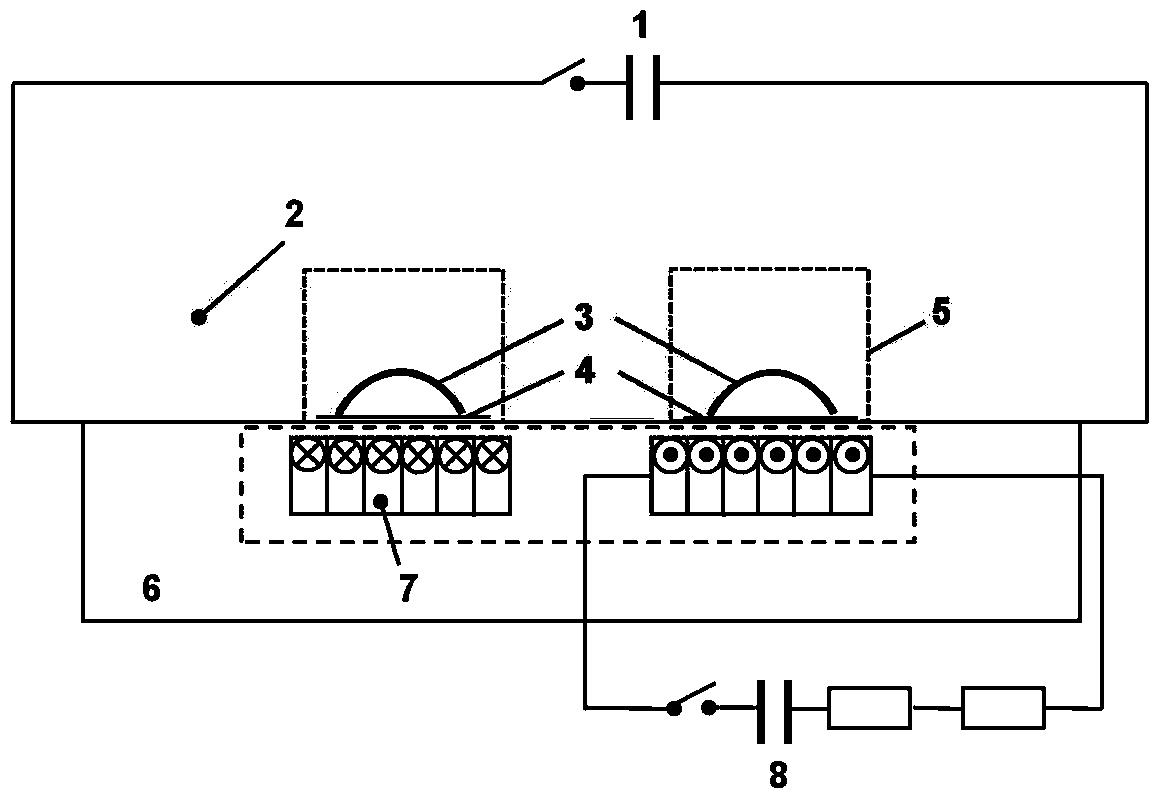
图1为本发明一个实施例的方法进行快速成型的装置示意图;
图2为图1中的镶块结构示意图;
图3为装配了图2中的镶块的成形装置的结构示意图;
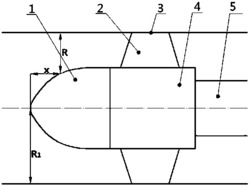
图4为本发明实施例的方法中用于成形零件的凹模示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,下面结合附图和具体实例对本发明作进一步说明。应当理解,此处所描述的具体实例仅仅用以解释本发明,并不用于限定本发明。
按照本发明一个实施例的快速成形方法,其采用电脉冲快速升温—电磁成形法,用于成形智能手表外壳。该方法通过将非晶合金快速升温至过冷液态区,并利用电磁力高速驱动过冷液态非晶合金至凹模中,制备出智能手表(例如iwatch)外壳。
本实施例中优选制备成形智能手表外壳,但本发明的方法所适用成形的零件并不限于此,例如还可以是微型MEMS零件,电子产品零件外壳,表面微纳结构,可穿戴智能设备外壳、便携式通信终端外壳或PC机外壳等等。
在本实施例中,该方法的具体步骤如下:
(1)非晶合金选择及制备
本实施例中,优选选择合金体系为Zr35Ti30Be26.75Cu8.25,其具体参数为Tg~305℃,Tx~464℃,ΔT=159℃。最大铸造直径15mm,泊松比0.37,KIC=85MPam1/2,屈服应力1.43GPa。
根据所选非晶合金体系,将金属原料按原子比进行配比,熔炼均匀后,通过铜模喷铸/浇注法制备出直径60mm,厚度1mm的片状非晶合金。
(2)镶块设计
为了避免成形不同形状及要求的产品时更换整个金属板(长、宽尺寸与线圈面板相同),本实施例中优选对凹模部分采用镶块设计,通过镶块更换实现对不同模具的替换以用于成形不同的零件产品。
如图2所示,本实施例中,用于成形零件的成形装置包括螺栓9,紧固面板10、弹簧11,压边圈12,凹模13和金属板2。
弹簧11放置在压边圈12和紧固面板10之间,当非晶合金受热软化时,在压力作用下非晶合金会发生塑性变形而被压边圈压缩,螺栓9可能会发生松动。在本实施例中,设置几组弹簧装置(优选为四组或八组),利用弹簧11的张力,确保非晶合金始终被压实。将紧固面板10,弹簧11,压边圈12,待电磁成形的非晶合金板/片4,以及凹模13按图2示顺序装配好后作为镶块,用螺栓9锁在长、宽尺寸与线圈绝缘板相同的金属板2上。
装配好的镶块截面如图3所示,其中14为铜导线垫片,导线经通道15与电脉冲设备相连接。
(3)电脉冲快速升温—电磁驱动高速成形
如图1所示,采用螺栓将固定好镶块的金属板2与线圈绝缘板6锁在一起,其中图2所示的紧固面板10所在面靠近线圈7一侧。然后将固定好的金属板2和绝缘板6放置在压力机上利用压头压实。
对电磁成形系统的电容器8充电10s左右,然后打开电脉冲设备的脉冲电源1对非晶合金快速升温1-2s,使非晶合金温度处于过冷液态区,本实施例中温度在400-440℃左右。关闭脉冲电源1停止升温,同时电磁成形系统的电容器8放电,产生电磁力,高速驱动过冷液态非晶合金板/片变形至iwatch外壳模具(如图4)中,实现iwatch外壳的快速成形。
实际上,电脉冲放电快速升温是指利用脉冲电流与电阻作用,产生焦耳热从而实现金属坯件的快速升温。
本实施例中的镶块采用耐高温、保温、绝缘涂料涂覆,可保存热量90%以上,因此电脉冲设备的脉冲电源1(图1)停止升温后,非晶合金的温度继续保持在过冷液态区,确保电磁成形时,过冷液态非晶合金在瞬间电磁力作用下,快速成形至手表外壳模具中。
此外,电磁成形完全不同于常规机械成形,其原理如图1所示:首先向电容器组8充电,充电完毕后,通过高压开关放电。瞬时(一般是μs级)变化的电流通过放电线圈7时,会在其周围产生变化的磁场,使周围的导体(如非晶片4)产生电磁感应效应,产生涡流,导体涡流产生次级磁场,与原磁场相互排斥,使导体获得瞬间的排斥加工力,即洛伦兹力(也称电磁力)。当产生的电磁力超过金属坯料4自身的屈服强度时,金属坯料便在此电磁力的作用下向远离工作线圈的方向发生塑性变形。在远离线圈方向安装成形凹模,则金属坯料在电磁力和惯性力作用下,高速成形到凹模,实现电磁成形。这种电磁力和惯性力的作用,完全突破了非晶合金的成形能力随应变率增加而降低的规律,实现了过冷液态非晶合金的高速成形。
本领域的技术人员容易理解,以上所述仅为本发明的较佳实例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
一种非晶合金零件的快速成形方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0