








专利摘要
本实用新型涉及一种三箱式熔模自动生产装置,包括:传送装置I、旋转模具装置、压砂装置、注砂装置、抓取装置I、传送装置II、升降台I、升降台II、抓取装置II、传送装置Ⅲ、传送装置Ⅳ、抓取装置Ⅲ;所述传送装置I固定安装在地面上,所述旋转模具装置安装在所述传送装置I的右侧,所述压砂装置安装在所述旋转模具装置的右侧,所述注砂装置安装在所述压砂装置的右侧,所述抓取装置I安装在所述传送装置I和所述旋转模具装置的后侧,实现对砂箱进行移动和旋转;本实用新型一种三箱式熔模自动生产装置,结构简单,操作方便,解放劳动力,对人力工作环境进一步提升,提高生产效率,实现绿色环保高效生产。
权利要求
1.一种三箱式熔模自动生产装置,其特征在于,包括:传送装置I(1)、旋转模具装置(2)、压砂装置(3)、注砂装置(4)、抓取装置I(5)、传送装置II(6)、升降台I(7)、升降台II(8)、抓取装置II(9)、传送装置Ⅲ(10)、传送装置Ⅳ(11)、抓取装置Ⅲ(12);所述传送装置I(1)固定安装在地面上,所述旋转模具装置(2)安装在所述传送装置I(1)的右侧,按照规定角度进行旋转,所述压砂装置(3)安装在所述旋转模具装置(2)的右侧,用来压实砂箱中的砂土,所述注砂装置(4)安装在所述压砂装置(3)的右侧,当砂箱放在所述旋转模具装置(2)时,所述注砂装置(4)往砂箱里注入砂土,所述抓取装置I(5)安装在所述传送装置I(1)和所述旋转模具装置(2)的后侧,实现对砂箱进行移动和旋转,所述传送装置II(6)安装在所述抓取装置I(5)的后侧,用来运输盛砂土的砂箱,所述升降台I(7)安装在所述传送装置II(6)的左侧,无缝隙安装且水平中心线重合,底部固定在地面上,使砂箱降到一定高度,所述升降台II(8)安装在所述升降台I(7)的左侧,无缝隙安装且水平中心线重合,底部固定在地面上,实现将砂箱和小成型模依次放置在所述升降台II(8)上,所述抓取装置II(9)安装在所述升降台I(7)和所述升降台II(8)的前方,当所述升降台I(7)上的砂箱降到指定高度后,所述抓取装置II(9)将砂箱水平移动放置在所述升降台II(8)上;当三个小成型模和三个砂箱依次放在所述升降台II(8)上后,所述抓取装置II(9)将其放在所述传送装置Ⅲ(10)上,所述传送装置Ⅲ(10)安装在所述升降台II(8)的左侧且与升降台II(8)水平中心线重合,实现把依次放好的小成型模和砂箱运走进行铸造,所述传送装置Ⅳ(11)安装在所述传送装置Ⅲ(10)的后侧且其中心线与所述传送装置Ⅲ(10)水平中心线垂直,所述抓取装置Ⅲ(12)安装在所述升降台II(8)后侧,所述传送装置Ⅳ(11)的右侧。
2.如权利要求1所述的一种三箱式熔模自动生产装置,其特征在于,所述传送装置I(1)包括固定支架A(13)、钢板支架(14)、电机A(15)、滚筒(16);所述固定支架A(13)为框架式结构,固定安装在地面上,所述钢板支架(14)有两个,焊接在所述固定支架A(13)的顶部,其中一个所述钢板支架(14)的外侧前端焊接一个水平放置的方板,所述电机A(15)底座用螺栓连接在所述钢板支架(14)的方板上,所述钢板支架(14)内侧等间距的开有阶梯孔,穿过所述滚筒(16)的中心轴,所述滚筒(16)有多套,通过轴承等间距安装在所述钢板支架(14)内侧大小相等的阶梯孔中,所述电机A(15)通过联轴器与第一个所述滚筒(16)的中心轴连接,所述滚筒(16)的一侧中心轴垂直中心线方向上开有两个大小相等的V型凹槽,凹槽内放置V带,所述滚筒(16)两两之间都通过V带连接,当电机A(15)带动第一根所述滚筒(16)转动时,通过V带与第一根所述滚筒(16)连接的第二根所述滚筒(16)也能发生转动,进而带动所有所述滚筒(16)转动;连接的所述传送装置II(6)、所述传送装置Ⅲ(10)、所述传送装置Ⅳ(11)与所述传送装置I(1)的结构相同。
3.如权利要求1所述的一种三箱式熔模自动生产装置,其特征在于,所述旋转模具装置(2)包括:固定底座I(21)、电机B(22)、联轴器A(23)、齿轮轴A(24)、齿轮A(25)、回转轴承(26)、成型模支撑板(27)、成型模I(28)、成型模II(29)、成型模Ⅲ(210);所述固定底座I(21)的顶面为圆形平面结构,由四根立柱支撑,固定安装在地面上,所述电机B(22)竖直安装,底座用螺栓固定连接在所述固定底座I(21)的一根立柱侧面的挡板上,所述齿轮轴A(24)通过所述联轴器A(23)与所述电机B(22)连接,所述齿轮A(25)与所述齿轮轴A(24)连接,所述回转轴承(26)外圈固定在所述固定底座I(21)上,所述回转轴承(26)内圈通过过盈配合与内齿圈连接,所述齿轮A(25)与所述回转轴承(26)内圈的内齿圈啮合,模数和压力角分别相等,且所述回转轴承(26)内齿圈的齿数是所述齿轮A(25)齿数的三倍,所述齿轮A(25)为主动轮,是不完全齿轮,一半有齿,另一半是光滑的圆弧面,所述回转轴承(26)内齿圈为从动轮,其圆周上具有三个相同的运动段和三个相同的停歇段,在运动段上齿数和所述齿轮A(25)有齿的齿数相同,在停歇段上与所述齿轮A(25)光滑圆弧面相同弧度的凹圆弧面,当主动轮转一转,从动轮转三分之一,所述成型模支撑板(27)与所述回转轴承(26)通过螺纹孔连接,所述成型模支撑板(27)沿半径方向,距离桌面圆心300mm,间隔120°,有深150mm的圆槽,所述成型模I(28)、所述成型模II(29)、所述成型模Ⅲ(210)分别是外轮廓为铸件的底部、中部、上部,与所述成型模支撑板(27)接触面的中心均有深150mm的凸台,所述成型模I(28)、所述成型模II(29)、所述成型模Ⅲ(210)分别安装在所述成型模支撑板(27)的圆槽中;所述电机B(22)通电后,通过所述联轴器A(23)使所述齿轮轴A(24)带动所述齿轮A(25)转动,所述齿轮A(25)与所述回转轴承(26)内啮合,当所述齿轮A(25)转动一转后,所述回转轴承(26)内齿圈转动三分之一,从而带动所述成型模支撑板(27)实现间歇运动,顺时针转动120°后停一段时间,这段时间用来注砂和压砂。
4.如权利要求1所述的一种三箱式熔模自动生产装置,其特征在于,所述压砂装置(3)包括:固定支架B(31)、固定挡板(32)、电机C(33)、齿轮轴B(34)、不完全齿轮(35)、齿条A(36)、压板(37);所述固定支架B(31)有两块成90°焊接而成的方板组成,在竖直放置的方板后侧焊接一块水平放置的小方板,固定在地面上,所述固定挡板(32)结构为两侧成90°拐角的方板,在平行的两个方板上各开有竖直摆放的两个通孔,其后侧用螺栓固定安装在所述固定支架B(31)前侧,所述电机C(33)底座用螺栓连接在所述固定支架B(31)后侧的方板上,所述齿轮轴B(34)通过联轴器与所述电机C(33)连接,所述不完全齿轮(35)一半有齿,一半没有齿,所述不完全齿轮(35)与所述齿轮轴B(34)连接,所述齿条A(36)通过螺栓固定安装在所述固定挡板(32)前侧的方板上,并且与所述不完全齿轮(35)啮合,所述压板(37)为长方体方板,顶面固定安装在所述齿条A(36)下底面;当所述电机C(33)通电后,通过联轴器使所述齿轮轴B(34)带动所述不完全齿轮(35)转动,所述不完全齿轮(35)带动所述齿条A(36)从而带动所述压板(37)上下移动,当所述压板(37)底面与砂箱接触时,所述不完全齿轮(35)正好转动到缺齿的位置,这样所述不完全齿轮(35)能实现所述压板(37)在压砂中停留一段时间,把砂箱中的砂压实。
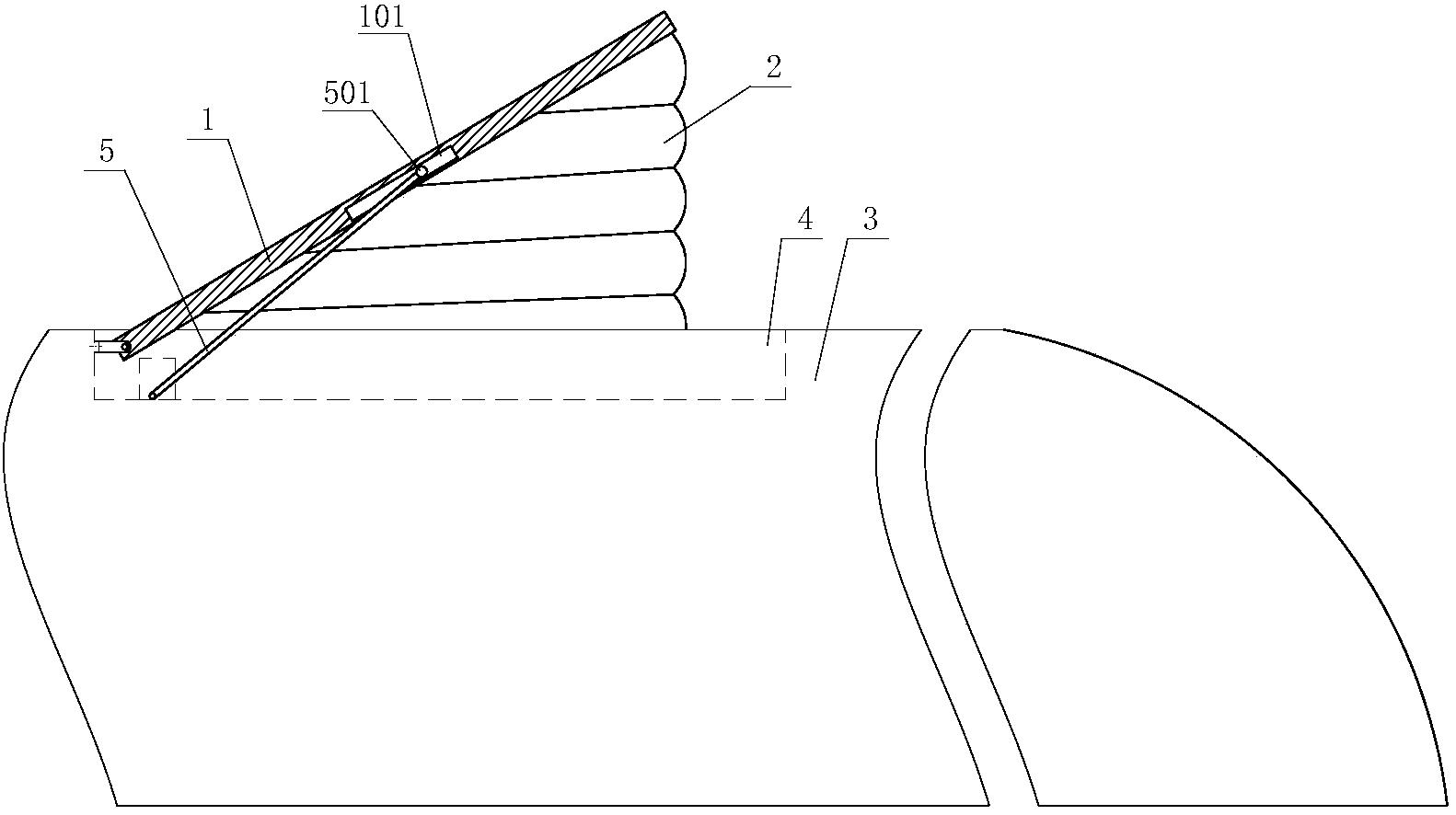
5.如权利要求1所述的一种三箱式熔模自动生产装置,其特征在于,所述注砂装置(4)包括:固定底座II(41)、电机D(42)、联轴器B(421)、中间轴(422)、螺旋叶片(423)、机槽(43)、进料口(44)、伺服电机、旋转刮板、传送带;所述固定底座II(41)底部安装麦克纳姆轮,实现所述固定底座II(41)的移动,所述固定底座II(41)左侧竖直焊接一个固定支板I,在固定支板I上顶面右倾30°处再焊接一块大小相等的固定支板II,用一块方板连接固定支板II和所述固定底座II(41)顶面,所述电机D(42)竖直放置后左倾60°安装在所述固定底座II(41)顶面和固定支板II连接的方板上,所述中间轴(422)通过所述联轴器B(421)与所述电机D(42)连接,所述螺旋叶片(423)中间有个套筒,与所述中间轴(422)通过键连接,所述机槽(43)为薄壁套筒,下端有长方形的出料口,右端固定安装在固定底座II(41)左侧焊接的固定支板II上,所述进料口(44)焊接在所述机槽(43)上端,所述传送带一端倾斜在所述进料口(44)的正上方,一端安装在地面上,所述伺服电机和所述旋转刮板安装在所述传送带的端部,所述旋转刮板为六叶片结构;通过所述旋转刮板把砂运到传送带上,不断的向所述进料口(44)中装砂,所述电机D(42)开始通电,通过所述联轴器B(421)使所述中间轴(422)连接的所述螺旋叶片(423)螺旋上升,所述进料口(44)中的砂漏在所述螺旋叶片(423)的间隔中,带动砂向上螺旋移动,当砂被运到所述螺旋叶片(423)最顶端的时候,从所述机槽(43)下端长方形的出料口出砂。
6.如权利要求1所述的一种三箱式熔模自动生产装置,其特征在于,所述抓取装置II(9)与所述抓取装置I(5)结构相同,所述抓取装置I(5)包括:底座装置I和机械抓手I,底座装置I包括大电机(51)、联轴器C(52)、蜗杆(53)、轴承座A(54)、轴承座B(55)、蜗轮(56)、底座(57)、机械滑台I(58)、机械滑台II(59);机械抓手I包括:固定板I(510)、小电机I(511)、小齿轮轴I(512)、小齿轮I(513)、齿条B(514)、固定板II(515)、小电机II(516)、斜齿轮I(517)、斜齿轮II(518)、小齿轮轴II(519)、夹板(520);所述大电机(51)水平固定安装在地面上,所述蜗杆(53)通过所述联轴器C(52)与所述大电机(51)连接,所述轴承座A(54)与所述轴承座B(55)中间通孔与所述蜗杆(53)连接,分别固定在所述蜗杆(53)的左端和右端,所述轴承座A(54)与所述轴承座B(55)两侧底座板通过螺栓固定,所述蜗轮(56)与所述蜗杆(53)啮合,所述蜗轮(56)与所述底座(57)通过轴连接,所述底座(57)为圆柱形,底面固定安装在地面上,顶面中心有个阶梯槽,轴的下半段通过止推轴承竖直安装在阶梯槽中,上半段与所述蜗轮(56)通过键连接,轴的顶面与所述蜗轮(56)顶面在一个水平面上,所述底座(57)的顶面与所述蜗轮(56)的底面间隙处通过轴肩连接,所述机械滑台I(58)底面焊接一块圆形方板,在圆形方板上开孔,与所述蜗轮(56)通过螺栓连接,所述机械滑台II(59)与所述机械滑台I(58)垂直摆放,其背面焊接在所述机械滑台I(58)的滑动木板上,所述固定板I(510)为长方体方板,顶面左右两端中间有水平放置的滑槽,所述固定板I(510)固定安装在所述机械滑台II(59)的滑动木板上,在所述固定板I(510)左端,所述小电机I(511)水平安装,其底板用螺栓固定安装在所述固定板I(510)顶面上,所述小齿轮轴I(512)通过联轴器与所述小电机I(511)连接,所述小齿轮I(513)与所述小齿轮轴I(512)连接,所述齿条B(514)水平横向放置在所述固定板I(510)左端的滑槽中,使其左右移动,所述齿条B(514)右端与所述小齿轮I(513)啮合,所述小电机II(516)竖直安装,底板用螺栓固定安装在所述固定板II(515)上,所述斜齿轮I(517)通过齿轮轴与所述小电机II(516)连接,所述斜齿轮II(518)在所述斜齿轮I(517)的右侧与所述斜齿轮I(517)啮合,所述小齿轮轴II(519)与所述斜齿轮II(518)通过键连接,所述夹板(520)为小型长方体薄板,与所述小齿轮轴II(519)焊接,过所述斜齿轮I(517)和所述斜齿轮II(518)啮合带动所述夹板(520)360°旋转,所述固定板I(510)右端与左端结构、功能完全一致;当所述大电机(51)通电后,通过联轴器C(52)带动所述蜗杆(53)转动,从而带动所述蜗轮(56)转动,底座装置用来实现所述抓取装置I(5)360°旋转,所述机械滑台I(58)实现所述抓取装置I(5)上下移动,所述机械滑台II(59)实现所述抓取装置I(5)左右移动,机械抓手I中所述固定板I(510)右端与左端结构相同,对称布置;所述小电机I(511)通电后,通过联轴器使所述小齿轮轴I(512)带动所述小齿轮I(513)转动,使所述齿条B(514)带动所述固定板II(515)实现左右移动;所述小电机II(516)通电后,通过联轴器使与齿轮轴啮合的所述斜齿轮I(517)转动,带动与所述斜齿轮I(517)啮合的所述斜齿轮II(518)转动,从而使所述小齿轮轴II(519)带动所述夹板(520)实现360°旋转;所述抓取装置I(5)把所述传送装置I(1)运来的砂箱放在所述旋转模具装置(2)上,再把注完砂的砂箱放在传送装置II(6)上,将倒扣在成型模支撑板(27)上的成型模放到传送装置II(6)上之前要进行180°的旋转。
7.如权利要求1所述的一种三箱式熔模自动生产装置,其特征在于,所述升降台II(8)与所述升降台I(7)结构相同,所述升降台I(7)包括:固定底座Ⅲ(71)、电机E(72)、滚珠丝杠(73)、移动钢板(74),升降板(75);所述固定底座Ⅲ(71)为长方体框架结构,所述电机E(72)安装在所述固定底座Ⅲ(71)的上顶面,所述滚珠丝杠(73)通过联轴器与所述电机E(72)连接,所述移动钢板(74)为长方体钢板,下方中间钻有螺纹孔,与所述滚珠丝杠(73)配合,上方中间焊接一根升降轴,所述升降板(75)与所述移动钢板(74)上的升降轴连接。
8.如权利要求1所述的一种三箱式熔模自动生产装置,其特征在于,所述抓取装置Ⅲ(12)包括:底座装置II和机械抓手II;所述机械抓手II包括:固定支架C(121)、电机F(122)、丝杠(123)、木板套筒(124)、夹具I(125)、夹具II(126)、摇杆I(127)、摇杆II(128);所述固定支架C(121)由两块L型木板胶结而成,第一块木板是正L型,其水平放置的木板底面固定安装在所述抓取装置I(5)的机械滑台II(59)的滑动木板上,第二块木板是倒L型,与第一块木板焊接,所述电机F(122)水平安装,底板用螺栓固定安装在所述固定支架C(121)的第一块水平放置的木板顶面上,所述丝杠(123)通过联轴器与所述电机F(122)连接,所述木板套筒(124)前端是水平圆柱形,后端是长方体,圆柱形中心开有通孔,在通孔的周围有四个螺纹孔,丝母穿过所述木板套筒(124)中心的通孔用螺栓固定,丝母和所述丝杠(123)配合,实现所述木板套筒(124)的前后移动,长方体的下端左右两侧分别有形状相同的凸出圆柱,所述夹具I(125)为镰刀型,前端内侧有缺失的半圆,其后端与所述固定支架C(121)倒L型木板的前侧凸台铰接,所述夹具II(126)后端与所述固定支架C(121)倒L型木板的前侧另一个凸台铰接,所述夹具I(125)与所述夹具II(126)形状相同,且在同一水平面上,所述摇杆I(127)一端与所述夹具I(125)焊接,一端与所述木板套筒(124)下端左侧凸出圆柱铰接,所述摇杆II(128)一端与所述夹具II(126)焊接,一端与所述木板套筒(124)下端右侧凸出圆柱铰接;当所述电机F(122)通电后,通过联轴器使所述丝杠(123)转动,实现所述木板套筒(124)的前后移动,所述摇杆I(127)与所述摇杆II(128)分别铰接在所述木板套筒(124)下端左侧和右侧凸出的圆柱上,当所述木板套筒(124)前后移动时,所述摇杆I(127)与所述摇杆II(128)实现在水平面上的摆动,从而带动所述夹具I(125)与所述夹具II(126)摆动,所述传送装置Ⅳ(11)上整齐排列的小成型模中心都有凸出的圆台,所述抓取装置Ⅲ(12)用来实现所述传送装置Ⅳ(11)上的小成型模的抓取工作;所述抓取装置Ⅲ(12)的底座装置II与所述抓取装置I(5)的底座装置I结构相同。
说明书
技术领域
本设计涉及一种三箱式熔模自动生产装置,尤其涉及一种熔模形状不规则的三箱式熔模自动生产装置。
背景技术
目前熔模铸造大多都是人工生产,其工作效率低下,且不能满足形状不规则的熔模自动生产加工,三箱熔模能够实现外形复杂的铸件铸造,但工艺流程复杂,对中及自动化生产要求高,表面粗糙度细;工作人员长期处于粉尘多、污染大的工作环境中,砂土粉尘对人的身体产生一定的危害;为了克服以上问题,本发明提出一种三箱式熔模自动生产装置,其实现解放劳动力,也对人力工作环境进一步提升,提高生产效率,实现绿色环保生产。
发明内容
本发明的目的是提供一种工作平稳、效率高、三箱式熔模自动生产装置。
为了解决生产效率低的问题,本发明采用的技术方案是:
一种三箱式熔模自动生产装置,包括:传送装置I、旋转模具装置、压砂装置、注砂装置、抓取装置I、传送装置II、升降台I、升降台II、抓取装置II、传送装置Ⅲ、传送装置Ⅳ、抓取装置Ⅲ;所述传送装置I固定安装在地面上,所述旋转模具装置安装在所述传送装置I的右侧,按照规定角度进行旋转,所述压砂装置安装在所述旋转模具装置的右侧,用来压实砂箱中的砂土,所述注砂装置安装在所述压砂装置的右侧,当砂箱放在所述旋转模具装置时,所述注砂装置往砂箱里注入砂土,所述抓取装置I安装在所述传送装置I和所述旋转模具装置的后侧,实现对砂箱进行移动和旋转,所述传送装置II安装在所述抓取装置I的后侧,用来运输盛砂土的砂箱,所述升降台I安装在所述传送装置II的左侧,无缝隙安装且水平中心线重合,底部固定在地面上,使砂箱降到一定高度,所述升降台II安装在所述升降台I的左侧,无缝隙安装且水平中心线重合,底部固定在地面上,实现将砂箱和小成型模依次放置在所述升降台II上,所述抓取装置II安装在所述升降台I和所述升降台II的前方,当所述升降台I上的砂箱降到指定高度后,所述抓取装置II将砂箱水平移动放置在所述升降台II上;当三个小成型模和三个砂箱依次放在所述升降台II上后,所述抓取装置II将其放在所述传送装置Ⅲ上,所述传送装置Ⅲ安装在所述升降台II的左侧且与升降台II水平中心线重合,实现把依次放好的小成型模和砂箱运走进行铸造,所述传送装置Ⅳ安装在所述传送装置Ⅲ的后侧且其中心线与所述传送装置Ⅲ水平中心线垂直,所述抓取装置Ⅲ安装在所述升降台II后侧,所述传送装置Ⅳ的右侧。
进一步地,所述传送装置I包括固定支架A、钢板支架、电机A、滚筒;所述固定支架A 为框架式结构,固定安装在地面上,所述钢板支架有两个,焊接在所述固定支架A的顶部,其中一个所述钢板支架的外侧前端焊接一个水平放置的方板,所述电机A底座用螺栓连接在所述钢板支架的方板上,所述钢板支架内侧等间距的开有阶梯孔,穿过所述滚筒的中心轴,所述滚筒有多套,通过轴承等间距安装在所述钢板支架内侧大小相等的阶梯孔中,所述电机 A通过联轴器与第一个所述滚筒的中心轴连接,所述滚筒的一侧中心轴垂直中心线方向上开有两个大小相等的V型凹槽,凹槽内放置V带,所述滚筒两两之间都通过V带连接,当电机A带动第一根所述滚筒转动时,通过V带与第一根所述滚筒连接的第二根所述滚筒也能发生转动,进而带动所有所述滚筒转动;连接的所述传送装置II、所述传送装置Ⅲ、所述传送装置Ⅳ与所述传送装置I的结构相同。
进一步地,所述旋转模具装置包括:固定底座I、电机B、联轴器A、齿轮轴A、齿轮A、回转轴承、成型模支撑板、成型模I、成型模II、成型模Ⅲ;所述固定底座I的顶面为圆形平面结构,由四根立柱支撑,固定安装在地面上,所述电机B竖直安装,底座用螺栓固定连接在所述固定底座I的一根立柱侧面的挡板上,所述齿轮轴A通过所述联轴器A与所述电机B 连接,所述齿轮A与所述齿轮轴A连接,所述回转轴承外圈固定在所述固定底座I上,所述回转轴承内圈通过过盈配合与内齿圈连接,所述齿轮A与所述回转轴承内圈的内齿圈啮合,模数和压力角分别相等,且所述回转轴承内齿圈的齿数是所述齿轮A齿数的三倍,所述齿轮 A为主动轮,是不完全齿轮,一半有齿,另一半是光滑的圆弧面,所述回转轴承内齿圈为从动轮,其圆周上具有三个相同的运动段和三个相同的停歇段,在运动段上齿数和所述齿轮A 有齿的齿数相同,在停歇段上与所述齿轮A光滑圆弧面相同弧度的凹圆弧面,当主动轮转一转,从动轮转三分之一,所述成型模支撑板与所述回转轴承通过螺纹孔连接,所述成型模支撑板沿半径方向,距离桌面圆心300mm,间隔120°,有深150mm的圆槽,所述成型模I、所述成型模II、所述成型模Ⅲ分别是外轮廓为铸件的底部、中部、上部,与所述成型模支撑板接触面的中心均有深150mm的凸台,所述成型模I、所述成型模II、所述成型模Ⅲ分别安装在所述成型模支撑板的圆槽中;所述电机B通电后,通过所述联轴器A使所述齿轮轴A带动所述齿轮A转动,所述齿轮A与所述回转轴承内啮合,当所述齿轮A转动一转后,所述回转轴承内齿圈转动三分之一,从而带动所述成型模支撑板实现间歇运动,顺时针转动120°后停一段时间,这段时间用来注砂和压砂。
进一步地,所述压砂装置包括:固定支架B、固定挡板、电机C、齿轮轴B、不完全齿轮、齿条A、压板;所述固定支架B有两块成90°焊接而成的方板组成,在竖直放置的方板后侧焊接一块水平放置的小方板,固定在地面上,所述固定挡板结构为两侧成90°拐角的方板,在平行的两个方板上各开有竖直摆放的两个通孔,其后侧用螺栓固定安装在所述固定支架B 前侧,所述电机C底座用螺栓连接在所述固定支架B后侧的方板上,所述齿轮轴B通过联轴器与所述电机C连接,所述不完全齿轮一半有齿,一半没有齿,所述不完全齿轮与所述齿轮轴B连接,所述齿条A通过螺栓固定安装在所述固定挡板前侧的方板上,并且与所述不完全齿轮啮合,所述压板为长方体方板,顶面固定安装在所述齿条A下底面;当所述电机C通电后,通过联轴器使所述齿轮轴B带动所述不完全齿轮转动,所述不完全齿轮带动所述齿条A 从而带动所述压板上下移动,当所述压板底面与砂箱接触时,所述不完全齿轮正好转动到缺齿的位置,这样所述不完全齿轮能实现所述压板在压砂中停留一段时间,把砂箱中的砂压实。
进一步地,所述注砂装置包括:固定底座II、电机D、联轴器B、中间轴、螺旋叶片、机槽、进料口、伺服电机、旋转刮板、传送带;所述固定底座II底部安装麦克纳姆轮,实现所述固定底座II的移动,所述固定底座II左侧竖直焊接一个固定支板I,在固定支板I上顶面右倾30°处再焊接一块大小相等的固定支板II,用一块方板连接固定支板II和所述固定底座II顶面,所述电机D竖直放置后左倾60°安装在所述固定底座II顶面和固定支板II连接的方板上,所述中间轴通过所述联轴器B与所述电机D连接,所述螺旋叶片中间有个套筒,与所述中间轴通过键连接,所述机槽为薄壁套筒,下端有长方形的出料口,右端固定安装在固定底座II左侧焊接的固定支板II上,所述进料口焊接在所述机槽上端,所述传送带一端倾斜在所述进料口的正上方,一端安装在地面上,所述伺服电机和所述旋转刮板安装在所述传送带的端部,所述旋转刮板为六叶片结构;通过所述旋转刮板把砂运到传送带上,不断的向所述进料口中装砂,所述电机D开始通电,通过所述联轴器B使所述中间轴连接的所述螺旋叶片螺旋上升,所述进料口中的砂漏在所述螺旋叶片的间隔中,带动砂向上螺旋移动,当砂被运到所述螺旋叶片最顶端的时候,从所述机槽下端长方形的出料口出砂。
进一步地,所述抓取装置II与所述抓取装置I结构相同,所述抓取装置I包括:底座装置I和机械抓手I,底座装置I包括大电机、联轴器C、蜗杆、轴承座A、轴承座B、蜗轮、底座、机械滑台I、机械滑台II;机械抓手I包括:固定板I、小电机I、小齿轮轴I、小齿轮 I、齿条B、固定板II、小电机II、斜齿轮I、斜齿轮II、小齿轮轴II、夹板;所述大电机水平固定安装在地面上,所述蜗杆通过所述联轴器C与所述大电机连接,所述轴承座A与所述轴承座B中间通孔与所述蜗杆连接,分别固定在所述蜗杆的左端和右端,所述轴承座A与所述轴承座B两侧底座板通过螺栓固定,所述蜗轮与所述蜗杆啮合,所述蜗轮与所述底座通过轴连接,所述底座为圆柱形,底面固定安装在地面上,顶面中心有个阶梯槽,轴的下半段通过止推轴承竖直安装在阶梯槽中,上半段与所述蜗轮通过键连接,轴的顶面与所述蜗轮顶面在一个水平面上,所述底座的顶面与所述蜗轮的底面间隙处通过轴肩连接,所述机械滑台I底面焊接一块圆形方板,在圆形方板上开孔,与所述蜗轮通过螺栓连接,所述机械滑台II与所述机械滑台I垂直摆放,其背面焊接在所述机械滑台I的滑动木板上,所述固定板I为长方体方板,顶面左右两端中间有水平放置的滑槽,所述固定板I固定安装在所述机械滑台II的滑动木板上,在所述固定板I左端,所述小电机I水平安装,其底板用螺栓固定安装在所述固定板I顶面上,所述小齿轮轴I通过联轴器与所述小电机I连接,所述小齿轮I与所述小齿轮轴I连接,所述齿条B水平横向放置在所述固定板I左端的滑槽中,使其左右移动,所述齿条B右端与所述小齿轮I啮合,所述小电机II竖直安装,底板用螺栓固定安装在所述固定板 II上,所述斜齿轮I通过齿轮轴与所述小电机II连接,所述斜齿轮II在所述斜齿轮I的右侧与所述斜齿轮I啮合,所述小齿轮轴II与所述斜齿轮II通过键连接,所述夹板为小型长方体薄板,与所述小齿轮轴II焊接,过所述斜齿轮I和所述斜齿轮II啮合带动所述夹板360°旋转,所述固定板I右端与左端结构、功能完全一致;当所述大电机通电后,通过联轴器C带动所述蜗杆转动,从而带动所述蜗轮转动,底座装置用来实现所述抓取装置I360°旋转,所述机械滑台I实现所述抓取装置I上下移动,所述机械滑台II实现所述抓取装置I左右移动,机械抓手I中所述固定板I右端与左端结构相同,对称布置;所述小电机I通电后,通过联轴器使所述小齿轮轴I带动所述小齿轮I转动,使所述齿条B带动所述固定板II实现左右移动;所述小电机II通电后,通过联轴器使与齿轮轴啮合的所述斜齿轮I转动,带动与所述斜齿轮I 啮合的所述斜齿轮II转动,从而使所述小齿轮轴II带动所述夹板实现360°旋转;所述抓取装置I把所述传送装置I运来的砂箱放在所述旋转模具装置上,再把注完砂的砂箱放在传送装置II上,将倒扣在成型模支撑板上的成型模放到传送装置II上之前要进行180°的旋转。
进一步地,所述升降台II与所述升降台I结构相同,所述升降台I包括:固定底座Ⅲ、电机E、滚珠丝杠、移动钢板,升降板;所述固定底座Ⅲ为长方体框架结构,所述电机E安装在所述固定底座Ⅲ的上顶面,所述滚珠丝杠通过联轴器与所述电机E连接,所述移动钢板为长方体钢板,下方中间钻有螺纹孔,与所述滚珠丝杠配合,上方中间焊接一根升降轴,所述升降板与所述移动钢板上的升降轴连接。
进一步地,所述抓取装置Ⅲ包括:底座装置II和机械抓手II;所述机械抓手II包括:固定支架C、电机F、丝杠、木板套筒、夹具I、夹具II、摇杆I、摇杆II;所述固定支架C由两块L型木板胶结而成,第一块木板是正L型,其水平放置的木板底面固定安装在所述抓取装置I的机械滑台II的滑动木板上,第二块木板是倒L型,与第一块木板焊接,所述电机F 水平安装,底板用螺栓固定安装在所述固定支架C的第一块水平放置的木板顶面上,所述丝杠通过联轴器与所述电机F连接,所述木板套筒前端是水平圆柱形,后端是长方体,圆柱形中心开有通孔,在通孔的周围有四个螺纹孔,丝母穿过所述木板套筒中心的通孔用螺栓固定,丝母和所述丝杠配合,实现所述木板套筒的前后移动,长方体的下端左右两侧分别有形状相同的凸出圆柱,所述夹具I为镰刀型,前端内侧有缺失的半圆,其后端与所述固定支架C倒 L型木板的前侧凸台铰接,所述夹具II后端与所述固定支架C倒L型木板的前侧另一个凸台铰接,所述夹具I与所述夹具II形状相同,且在同一水平面上,所述摇杆I一端与所述夹具I 焊接,一端与所述木板套筒下端左侧凸出圆柱铰接,所述摇杆II一端与所述夹具II焊接,一端与所述木板套筒下端右侧凸出圆柱铰接;当所述电机F通电后,通过联轴器使所述丝杠转动,实现所述木板套筒的前后移动,所述摇杆I与所述摇杆II分别铰接在所述木板套筒下端左侧和右侧凸出的圆柱上,当所述木板套筒前后移动时,所述摇杆I与所述摇杆II实现在水平面上的摆动,从而带动所述夹具I与所述夹具II摆动,所述传送装置Ⅳ上整齐排列的小成型模中心都有凸出的圆台,所述抓取装置Ⅲ用来实现所述传送装置Ⅳ上的小成型模的抓取工作;所述抓取装置Ⅲ的底座装置II与所述抓取装置I的底座装置I结构相同。
实施本发明一种三箱式熔模自动生产装置,其有益效果在于:
本发明一种三箱式熔模自动生产装置结构简单,自动化程度高,噪声小、效率高,传动平稳可靠;
本发明一种三箱式熔模自动生产装置可适应多种复杂形状的熔模铸造,装置内部配合精确,设备稳定性高;
本发明一种三箱式熔模自动生产装置从注砂、压模到浇注,流水线生产,提高了效率。
附图说明
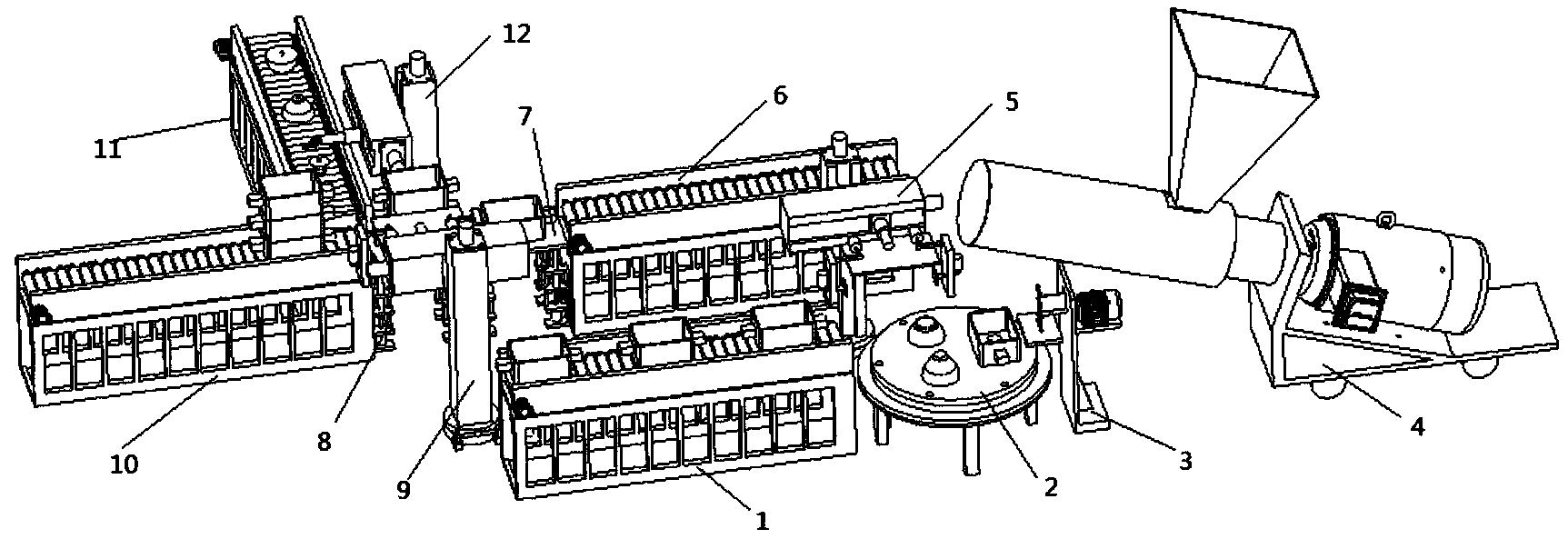
图1:本发明一种三箱式熔模自动生产装置整体外观图;
图2:本发明一种三箱式熔模自动生产装置的传送装置的外观图;
图3:本发明一种三箱式熔模自动生产装置的传送装置的局部放大图;
图4:本发明一种三箱式熔模自动生产装置的旋转模具装置的外观图;
图5:本发明一种三箱式熔模自动生产装置的旋转模具装置的内部细节图;
图6:本发明一种三箱式熔模自动生产装置的压砂装置的外观图;
图7:本发明一种三箱式熔模自动生产装置的压砂装置的压板的主视图;
图8:本发明一种三箱式熔模自动生产装置的注砂装置的外观图;
图9:本发明一种三箱式熔模自动生产装置的注砂装置的机槽的内部图;
图10:本发明一种三箱式熔模自动生产装置的抓取装置I的外观图;
图11:本发明一种三箱式熔模自动生产装置的抓取装置的机械抓手的外观图;
图12:本发明一种三箱式熔模自动生产装置的升降台的外观图;
图13:本发明一种三箱式熔模自动生产装置的抓取装置Ⅲ的外观图;
图14:本发明一种三箱式熔模自动生产装置的抓取装置Ⅲ的机械抓手II的外观图;
图15:本发明一种三箱式熔模自动生产装置的抓取装置Ⅲ的机械抓手II的后侧视图;
图中:1-传送装置、2-旋转模具装置、3-压砂装置、4-注砂装置、5-抓取装置I、6-传送装置II、7-升降台I、8-升降台II、9-抓取装置II、10-传送装置Ⅲ、11-传送装置Ⅳ、12-抓取装置Ⅲ、13-固定支架A、14-钢板支架、15-电机A、16-滚筒、21-固定底座I、22-电机B、23- 联轴器A、24-齿轮轴A、25-齿轮A、26-回转轴承、27-成型模支撑板、28-成型模I、29-成型模II、210-成型模Ⅲ、31-固定支架B、32-固定挡板、33-电机C、34-齿轮轴B、35-不完全齿轮、36-齿条A、37-压板、41-固定底座II、42-电机D、421-联轴器B、422-中间轴、423-螺旋叶片、43-机槽、44-进料口、51-大电机、52-联轴器C、53-蜗杆、54-轴承座A、55-轴承座B、 56-蜗轮、57-底座、58-机械滑台I、59-机械滑台II;510-固定板I、511-小电机I、512-小齿轮轴I、513-小齿轮I、514-齿条B、515-固定板II、516-小电机II、517-斜齿轮I、518-斜齿轮II、 519-小齿轮轴II、520-夹板、71-固定底座Ⅲ、72-电机E、73-滚珠丝杠、74-移动钢板,75-升降板、121-固定支架C、122-电机F、123-丝杠、124-木板套筒、125-夹具I、126-夹具II、127- 摇杆I、128-摇杆II。
具体实施方式
下面结合附图对本发明一种三箱式熔模自动生产装置做进一步描述。
如图1、2、3、4、5、6、7、8、9、10、11、12、13、14、15所示,一种三箱式熔模自动生产装置,包括:传送装置I1、旋转模具装置2、压砂装置3、注砂装置4、抓取装置I5、传送装置II6、升降台I7、升降台II8、抓取装置II9、传送装置Ⅲ10、传送装置Ⅳ11、抓取装置Ⅲ12;所述传送装置I1固定安装在地面上,所述传送装置I1包括固定支架A13、钢板支架 14、电机A15、滚筒16,所述固定支架A13固定安装在地面上,所述钢板支架14焊接在所述固定支架A13的顶部,所述电机A15底座用螺栓连接在所述钢板支架14的方板上,所述滚筒16等间距安装在所述钢板支架14,所述传送装置II6、所述传送装置Ⅲ10、所述传送装置Ⅳ11与所述传送装置I1的结构相同。所述旋转模具装置2安装在所述传送装置I1的右侧,所述旋转模具装置2包括:固定底座I21、电机B22、联轴器A23、齿轮轴A24、齿轮A25、回转轴承26、成型模支撑板27、成型模I28、成型模II29、成型模Ⅲ210;固定底座I21、电机B22、联轴器A23、齿轮轴A24、齿轮A25、回转轴承26、成型模支撑板27、成型模I28、成型模II29、成型模Ⅲ210;所述固定底座I21固定安装在地面上,所述电机B22竖直安装所述固定底座I21的一根立柱侧面的挡板上,所述齿轮轴A24通过所述联轴器A23与所述电机 B22连接,所述齿轮A25与所述齿轮轴A24连接,所述回转轴承26外圈固定在所述固定底座I21上,所述回转轴承26内圈通过过盈配合与内齿圈连接,所述齿轮A25与所述回转轴承26内圈的内齿圈啮合,所述成型模支撑板27与所述回转轴承26通过螺纹孔连接,所述成型模I28、所述成型模II29、所述成型模Ⅲ210分别安装在所述成型模支撑板27的圆槽中;所述压砂装置3安装在所述旋转模具装置2的右侧,所述压砂装置3包括:固定支架B31、固定挡板32、电机C33、齿轮轴B34、不完全齿轮35、齿条A36、压板37;所述固定支架B31 固定在地面上,所述固定挡板32的后侧用螺栓固定安装在所述固定支架B31前侧,所述电机C33底座用螺栓连接在所述固定支架B31后侧的方板上,所述齿轮轴B34通过联轴器与所述电机C33连接,所述不完全齿轮35与所述齿轮轴B34连接,所述齿条36通过螺栓固定安装在所述固定挡板32前侧的方板上,并且与所述不完全齿轮35啮合,所述压板37顶面固定安装在所述齿条A36下底面;所述注砂装置4安装在所述压砂装置3的右侧,所述注砂装置 4包括:固定底座II41、电机D42、联轴器B421、中间轴422、螺旋叶片423、机槽43、进料口44;所述固定底座II41底部安装麦克纳姆轮,所述电机D42与所述固定底座II41连接,所述中间轴422通过所述联轴器B421与所述电机D42连接,所述螺旋叶片423中间有个套筒,与所述中间轴422通过键连接,所述机槽43右端固定安装在运输平台41上,所述进料口44焊接在所述机槽43上端;所述抓取装置I5安装在所述传送装置I1和所述旋转模具装置2的后侧,所述抓取装置II9与所述抓取装置I5结构相同,所述抓取装置I5包括:底座装置I和机械抓手I,底座装置I包括大电机51、联轴器C52、蜗杆53、轴承座A54、轴承座 B55、蜗轮56、底座57、机械滑台I58、机械滑台II59;机械抓手I包括:固定板I510、小电机I511、小齿轮轴I512、小齿轮I513、齿条B514、固定板II515、小电机II516、斜齿轮I517、斜齿轮II518、小齿轮轴II519、夹板520;所述大电机51水平固定安装在地面上,所述蜗杆 53通过所述联轴器C52与所述大电机51连接,所述轴承座A54与所述轴承座B55中间通孔与所述蜗杆53连接,所述轴承座A54与所述轴承座B55两侧底座板通过螺栓固定,所述蜗轮56与所述蜗杆53啮合,所述蜗轮56与所述底座57通过轴连接,所述底座57为圆柱形,底面固定安装在地面上,顶面中心有个阶梯槽,轴的下半段通过止推轴承竖直安装在阶梯槽中,上半段与所述蜗轮56通过键连接,所述底座57的顶面与所述蜗轮56的底面间隙处通过轴肩连接,所述机械滑台I58与所述蜗轮56通过螺栓连接,所述机械滑台II59与所述机械滑台I58垂直摆放,其背面焊接在所述机械滑台I58的滑动木板上,所述固定板I510固定安装在所述机械滑台II59的滑动木板上,在所述固定板I510左端,所述小电机I511水平安装在所述固定板I510顶面上,所述小齿轮轴I512通过联轴器与所述小电机I511连接,所述小齿轮II513与所述小齿轮轴I512连接,所述齿条B514水平横向放置在所述固定板I510左端的滑槽中,使其左右移动,所述齿条B514右端与所述小齿轮II513啮合,所述小电机II516竖直安装在所述固定板II515上,所述斜齿轮I517通过齿轮轴与所述小电机II516连接,所述斜齿轮II518在所述斜齿轮I517的右侧与所述斜齿轮I517啮合,所述小齿轮轴II519与所述斜齿轮II518通过键连接,所述夹板520为小型长方体薄板,与所述小齿轮轴II519焊接,过所述斜齿轮I517和所述斜齿轮II518啮合带动所述夹板520360°旋转,所述固定板I510右端与左端结构、功能完全一致;所述升降台I7安装在所述传送装置II6的左侧,所述升降台II8 安装在所述升降台I7的左侧,所述升降台II8与所述升降台I7结构相同,所述升降台I7包括:固定底座Ⅲ71、电机E72、滚珠丝杠73、移动钢板74,升降板75;所述电机E72安装在所述固定底座Ⅲ71的上顶面,所述滚珠丝杠73通过联轴器与所述电机E72连接,所述移动钢板74与所述滚珠丝杠73配合,所述升降板75与所述移动钢板74上的升降轴连接。所述抓取装置II9安装在所述升降台I7和所述升降台II8的前方,所述传送装置Ⅲ10安装在所述升降台II8的左侧,所述传送装置Ⅳ11安装在所述传送装置Ⅲ10的后侧且其中心线与所述传送装置Ⅲ10水平中心线垂直,所述抓取装置Ⅲ12安装在所述升降台II8后侧,所述传送装置Ⅳ11的右侧,所述抓取装置Ⅲ12包括:底座装置II和机械抓手II;所述机械抓手II包括:固定支架C121、电机F122、丝杠123、木板套筒124、夹具I125、夹具II126、摇杆I127、摇杆II128;所述固定支架C121在所述机械滑台II59的滑动木板上,所述电机F122水平安装在所述固定支架C121上,所述丝杠123通过联轴器与所述电机F122连接,丝母穿过所述木板套筒124中心的通孔用螺栓固定,丝母和所述丝杠123配合,所述夹具I125后端与所述固定支架C121铰接,所述夹具II126后端与所述固定支架C121另一个凸台铰接,所述夹具 I125与所述夹具II126形状相同,所述摇杆I127一端与所述夹具I125焊接,一端与所述木板套筒124下端左侧凸出圆柱铰接,所述摇杆II128一端与所述夹具II126焊接,一端与所述木板套筒124下端右侧凸出圆柱铰接。
如图1、2、3、4、5、6、7、8、9、10、11、12、13、14、15所示,一种三箱式熔模自动生产装置的工作方法具体步骤如下:所述传送装置I1中所述电机A15工作时,带动第一根所述滚筒16转动,通过V带与第一根所述滚筒16连接的第二根所述滚筒16也能发生转动,进而带动所有所述滚筒16转动,从而把砂箱运过来,所述抓取装置I5依次把三个砂箱放在所述旋转模具装置2上,所述抓取装置I5中所述大电机51通电后,通过联轴器C52带动所述蜗杆53转动,从而带动所述蜗轮56转动,底座装置用来实现所述抓取装置I5360°旋转,所述机械滑台I58实现所述抓取装置I5上下移动,所述机械滑台II59实现所述抓取装置I5 左右移动,机械抓手I中所述固定板I510右端与左端结构相同,对称布置;所述小电机I511 通电后,通过联轴器使所述小齿轮轴I512带动所述小齿轮I513转动,使所述齿条B514带动所述固定板II515实现左右移动;所述小电机II516通电后,通过联轴器使与齿轮轴啮合的所述斜齿轮I517转动,带动与所述斜齿轮I517啮合的所述斜齿轮II518转动,从而使所述小齿轮轴II519带动所述夹板520实现360°旋转;所述抓取装置I5把所述传送装置I1运来的砂箱放在所述旋转模具装置2上,再把注完砂的砂箱放在传送装置II6上,将倒扣在成型模支撑板27上的成型模放到传送装置II6上之前要进行180°的旋转,所述旋转模具装置2开始旋转,所述电机B22通电后,通过所述联轴器A23使所述齿轮轴A24带动所述齿轮A25转动,所述齿轮A25与所述回转轴承26内啮合,当所述齿轮A25转动一转后,所述回转轴承26内齿圈转动三分之一,从而带动所述成型模支撑板27实现间歇运动,顺时针转动120°后停一段时间,这时所述注砂装置4往砂箱里注砂,通过所述旋转刮板把砂运到传送带上,不断的向所述进料口44中装砂,所述电机D42开始通电,通过所述联轴器B421使所述中间轴422连接的所述螺旋叶片423螺旋上升,所述进料口44中的砂漏在所述螺旋叶片423的间隔中,带动砂向上螺旋移动,当砂被运到所述螺旋叶片423最顶端的时候,从所述机槽43下端长方形的出料口出砂,随后所述压砂装置3把砂箱的砂压紧,当所述电机C33通电后,通过联轴器使所述齿轮轴B34带动所述不完全齿轮35转动,所述不完全齿轮35带动所述齿条A36从而带动所述压板37上下移动,当所述压板37底面与砂箱接触时,所述不完全齿轮35正好转动到缺齿的位置,这样所述不完全齿轮35能实现所述压板37在压砂中停留一段时间,把砂箱中的砂压实,所述抓取装置I5再把压完砂的砂箱放在传送装置II6上,将倒扣在成型模支撑板27上的成型模放到传送装置II6上之前要进行180°的旋转,所述抓取装置I5依次把装满砂的砂箱放到所述传送装置II6,所述传送装置II6把砂箱往所述升降台I7方向传送,所述升降台I7 和所述升降台II8同时升降,所述升降台I7把砂箱降到一定的高度,所述抓取装置II9把第一个砂箱水平移动到所述升降台II8上,所述抓取装置Ⅲ12抓取小成型模放到第一个砂箱中,当所述电机F122通电后,通过联轴器使所述丝杠123转动,实现所述木板套筒124的前后移动,所述摇杆I127与所述摇杆II128分别铰接在所述木板套筒124下端左侧和右侧凸出的圆柱上,当所述木板套筒124前后移动时,所述摇杆I127与所述摇杆II128实现在水平面上的摆动,从而带动所述夹具I125与所述夹具II126摆动,所述传送装置Ⅳ11上整齐排列的小成型模中心都有凸出的圆台,所述抓取装置Ⅲ12用来实现所述传送装置Ⅳ11上的小成型模的抓取工作,所述升降台I7和所述升降台II8在上升一个砂箱的高度,所述抓取装置II9把第二个砂箱水平移动到所述升降台II8上,所述抓取装置Ⅲ12抓取第二个小成型模放到第二个砂箱中,依次摞好三个砂箱,所述抓取装置II9把三个砂箱放到所述传送装置Ⅲ10上,运去浇注。
本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内;因此,本发明的保护范围应该以权利要求所界定的保护范围为准。
一种三箱式熔模自动生产装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。




动态评分
0.0