









专利摘要
本发明公开了一种带预刺功能三明治结构复合材料预制体缝合头,属于缝合装置技术领域,包括预刺机构、缝合机构、摆动机构、压脚机构;预刺机构依靠伺服电机及减速器驱动预刺曲柄圆盘带动预刺针实现预刺动作;缝合机构依靠伺服电机驱动缝合曲柄圆盘带动缝合针实现缝合动作;预刺机构及缝合机构均安装在摆动板上;摆动机构依靠铝管气缸推动摆动板,实现预刺针与缝合针置换动作;压脚机构依靠伺服电机驱动滚珠丝杆,带动标准气缸水平移动,气缸带动压脚上下运动;本发明结构紧凑,实现了三明治结构复合材料的自动化缝合,提高了生产效率和产品一致性。
权利要求
1.一种带预刺功能三明治结构复合材料预制体缝合头,其特征在于:包括预刺机构(1)、缝合机构(2)、摆动机构(3)、压脚机构(4);所述预刺机构(1)通过驱动预刺曲柄圆盘(104)带动预刺针(105)预刺,预刺机构(1)固定在摆动板(301)上端左侧;所述缝合机构(2)通过驱动缝合曲柄圆盘(201)带动缝合针(205)缝合,缝合机构(2)固定在摆动板(301)上端右侧;所述摆动板(301)和底板(302)通过转动轴(304)连接,摆动板(301)位于底板(302)上侧;所述摆动机构(3)依靠铝管气缸(310)推动摆动板(301),实现预刺针(105)与缝合针(205)置换,铝管气缸(310)及气缸固定座(312)置于底板(302)上端;所述压脚机构(4)通过驱动滚珠丝杆(402)来带动标准气缸(406)水平移动,标准气缸(406)带动压脚(405)上下运动,压脚机构(4)固定在底板(302)下端;所述压脚机构(4)的电机座(413)固定在底板(302)下侧;滚珠丝杆固定座(411)和支撑座(401)固定在底板(302)下侧;伺服电机Ⅱ(412)及滚珠丝杆(402)通过联轴器(410)连接;气缸固定块(404)通过丝杠螺母套(409)及直线导轨Ⅰ(403)约束,与滚珠丝杆(402)连接完成压脚水平移动;所述直线导轨Ⅰ(403)固定于底板(302)下侧;标准气缸(406)与气缸固定块(404)连接;所述压脚(405)通过直线导轨Ⅱ(407)约束,直线导轨Ⅱ(407)置于导轨固定板(408)上,压脚(405)中端与气缸活塞杆上螺纹进行连接,完成压脚(405)上下运动,保证缝合过程中缝线的相对固定;所述导轨固定板(408)通过螺栓固定于气缸固定块(404)。
2.根据权利要求1所述的带预刺功能三明治结构复合材料预制体缝合头,其特征在于:预刺机构电机座(103)固定在摆动板(301)上,减速器(102)及预刺曲柄圆盘(104)连接传动;缝合机构电机座(203)固定在摆动板(301)上,伺服电机Ⅰ(202)及缝合曲柄圆盘(201)连接传动。
3.根据权利要求2所述的带预刺功能三明治结构复合材料预制体缝合头,其特征在于:所述预刺曲柄圆盘(104)与预刺固针块(107),所述缝合曲柄圆盘(201)与缝合固针块分别通过连接轴(106)连接,通过预刺曲柄圆盘(104)和缝合曲柄圆盘(201)做圆周运动,分别形成偏置曲柄滑块机构;所述预刺固针块(107)和缝合固针块分别受两根光轴(204)约束,预刺固针块(107)上约束着预刺针(105),缝合固针块上约束着缝合针(205);所述光轴(204)固定在摆动板(301)下侧,同时受光轴固定块(207)约束;所述预刺针(105)及缝合针(205)分别通过预刺固针块(107)和缝合固针块驱动,实现上下运动,完成预刺及缝合动作。
4.根据权利要求1所述的带预刺功能三明治结构复合材料预制体缝合头,其特征在于:所述转动轴(304)一端固定于底板(302);轴承端盖(305)内有两个深沟球轴承,约束着转动轴(304)另一端;所述轴承端盖(305)固定于摆动板(301)上侧,依靠深沟球轴承内圈实现摆动板(301)与底板(302)的相对转动;所述摆动板(301)摆动角度受机械限位约束。
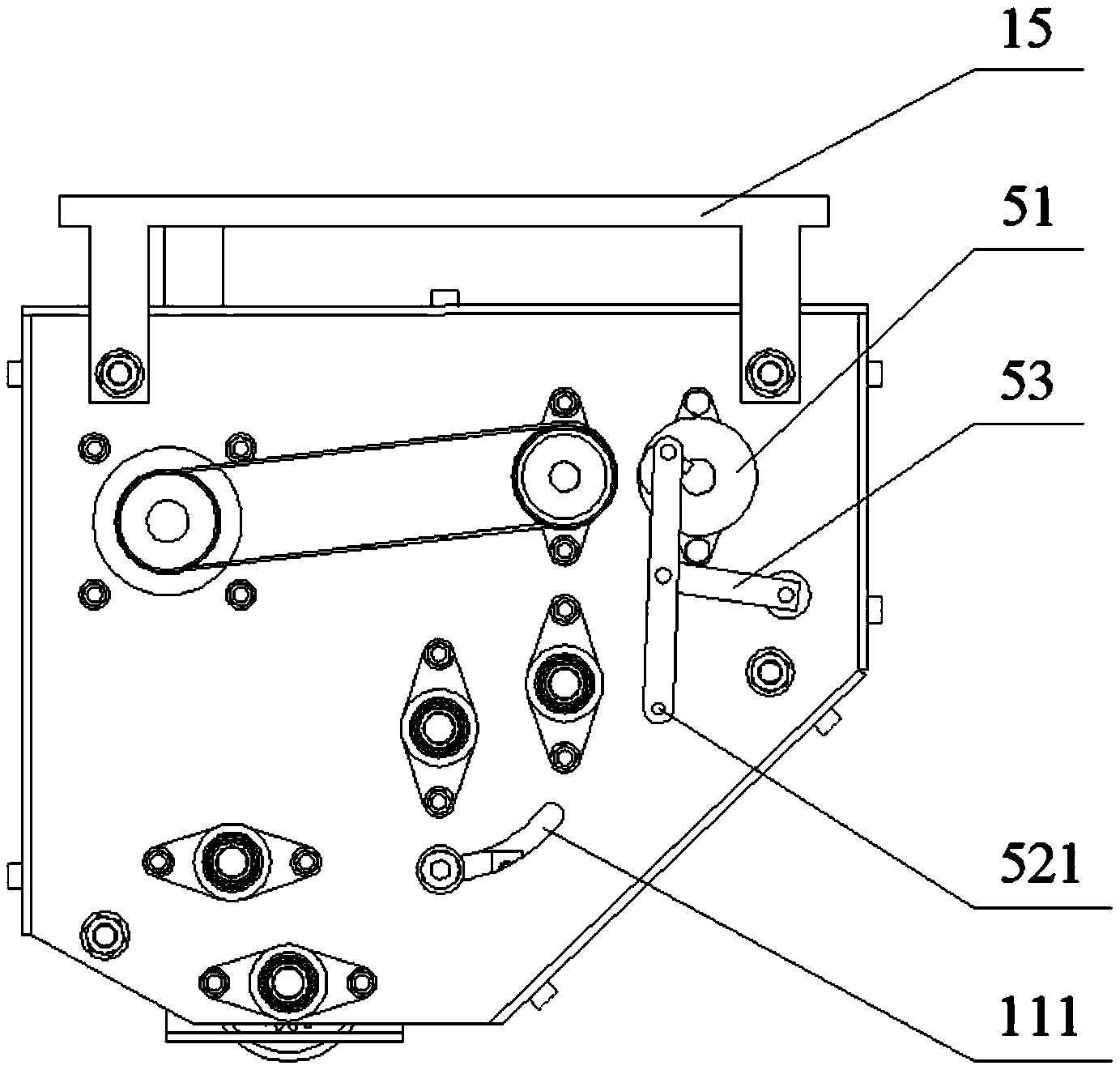
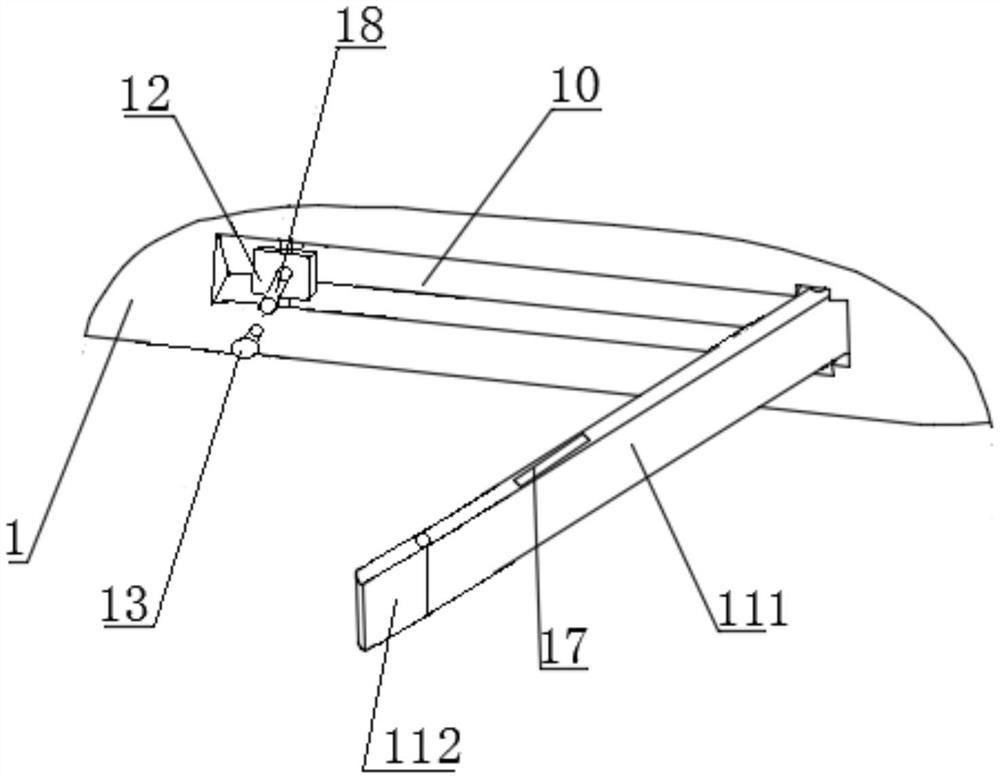
5.根据权利要求1所述的带预刺功能三明治结构复合材料预制体缝合头,其特征在于:所述摆动机构(3)的铝管气缸(310)与气缸固定座(312)通过气缸尾架(311)连接;所述气缸固定座(312)固定在底板(302)上侧;所述铝管气缸(310)通过气缸连接轴(306)及连接板(309)安装于摆动板(301)左侧,实现摆动板(301)的摆动;纱筒(307)上的纱线经过磁环支架导纱后,引纱至缝合机构(2)的磁环(206)中,最后纱线进入缝合针(205)引线槽;所述纱筒通过纱筒支撑轴(308)固定在转动轴(304)上端。
说明书
技术领域
本发明属于缝合装置技术领域,具体涉及一种带预刺功能三明治结构复合材料预制体缝合头,该设备主要用于缝合三明治结构复合材料预制件。
背景技术
三明治结构复合材料预制体由夹心层和两层表面层构成,具有强度高、减震消声、抗冲击、质轻等特性,目前广泛应用于医疗、汽车、航天、航空、建筑等各个领域中。从20世纪70年代开始,国外研究工作者对复合材料缝纫技术已经做了许多研究工作,发展了多种层间增强方法,增强复合材料层间性能。20世纪80年代,NASA实施先进复合材料技术研究计划(ATC)以及次音速缝合机翼计划(AST),促进缝合复合材料技术的发展,早期的自动化缝合多采用双边缝合缝合设备体积较大,因此没得到广泛使用。在保证复合材料预制件优异特性的情况下,减小设备体积,提高生产效率,保证产品一致性是急需解决的问题。
簇绒缝合属于单边无底线缝合,该缝合工艺可只从预制体的一边进行缝合,缝合过程受预制体形状影响小,可适用于较大面积复合材料预制体的缝合。预制体表面沿轨迹留有面线,底部留有缝合环。缝合时,先将预制体固定在支撑材料上,之后通过设定的缝合程序,使缝合机头在预制体上表面沿一定的轨迹进行缝合。缝合针将缝合线沿铺纤维层厚度方向插入预制体,缝合线通过与铺层纤维或支撑材料之间的摩擦力被固定在预制体内部,缝合线可以完全穿透或部分穿过铺层预制体,压脚可以固定上一针缝合线以及压实预制件。
对于多层铺层纤维复合材料预制体缝合,已经有通过缝合头结合专用机器人的缝合设备。但是对于三明治结构复合材料预制件,尤其是芯层硬度较高的预制件,现有的簇绒缝合设备难以进行缝合,因此设计一种带预刺功能三明治结构复合材料预制体缝合头,实现三明治结构复合材料预制体缝合自动化。
发明内容
本发明所要解决的技术问题是提供一种带预刺功能,适用于缝合三明治结构复合材料预制体的缝合头,其具有结构紧凑,设计新颖合理,降低生产成本,可稳定连续缝合等特点,特别适用于三明治结构复合材料预制体芯层硬度较高的复合材料预制件产品。
为解决上述问题,本发明所采用的技术方案是:一种带预刺功能三明治结构复合材料预制体缝合头,其特征在于:包括预刺机构、缝合机构、摆动机构、压脚机构;所述预刺机构依靠伺服电机及减速器驱动预刺曲柄圆盘带动预刺针预刺,预刺机构固定在摆动板上端左侧;所述缝合机构依靠伺服电机驱动缝合曲柄圆盘带动缝合针缝合,缝合机构固定在摆动板上端右侧;所述摆动板和底板通过转动轴连接,摆动板固定于底板上侧;所述摆动机构依靠铝管气缸推动摆动板,实现预刺针与缝合针置换,铝管气缸及气缸固定座置于底板上端;所述压脚机构依靠伺服电机驱动滚珠丝杆,带动标准气缸水平移动,标准气缸带动压脚上下运动,压脚机构固定在底板下端。
所述预刺机构电机座通过销钉及螺栓固定在摆动板上,减速器及预刺曲柄圆盘通过键连接传动;所述缝合机构电机座通过销钉及螺栓固定在摆动板上,伺服电机及缝合曲柄圆盘通过键连接传动。
所述预刺曲柄圆盘与预刺固针块,所述缝合曲柄圆盘与缝合固针块分别通过连接轴连接,通过预刺曲柄圆盘和缝合曲柄圆盘做圆周运动,分别形成偏置曲柄滑块机构;所述预刺固针块和缝合固针块分别受两根光轴约束,预刺固针块上约束着预刺针,缝合固针块上约束着缝合针;所述光轴固定在摆动板下侧,同时受光轴固定块约束;所述预刺针及缝合针分别通过预刺固针块和缝合固针块驱动,实现上下运动,完成预刺及缝合动作。
所述转动轴一端固定于底板;轴承端盖内有两个深沟球轴承,约束着转动轴另一端;所述轴承端盖靠螺栓固定于摆动板上侧,依靠深沟球轴承内圈实现摆动板与底板的相对转动;所述摆动板摆动角度受机械限位约束。
所述摆动机构的铝管气缸与气缸固定座通过气缸尾架连接;所述气缸固定座通过销钉及螺栓固定在底板上侧;所述铝管气缸通过气缸连接轴及连接板安装于摆动板左侧,实现摆动板的摆动;纱筒上的纱线经过磁环支架导纱后,引纱至缝合机构的磁环中,最后纱线进入缝合针引线槽;所述纱筒通过纱筒支撑轴固定在转动轴上端。
所述压脚机构的电机座通过销钉及螺栓固定在底板下侧;所述滚珠丝杆固定座和支撑座通过销钉及螺栓固定在底板下侧;所述伺服电机及滚珠丝杆通过联轴器连接;气缸固定块通过丝杠螺母套及直线导轨约束,与滚珠丝杆连接完成压脚水平移动;所述直线导轨通过螺栓固定于底板下侧;标准气缸通过螺栓与气缸固定块连接;所述压脚通过直线导轨约束,直线导轨置于导轨固定板上,压脚中端与气缸活塞杆上螺纹进行连接,完成压脚上下运动,保证缝合过程中缝线的相对固定;所述导轨固定板通过螺栓固定于气缸固定块。
与现有技术相比,本发明带预刺功能三明治结构复合材料预制体缝合头,实现了芯层硬度高的三明治结构复合材料预制体的稳定缝合,设备中的预刺机构减小了缝合线与芯层的摩擦,使缝合工作能够稳定进行,同时压脚机构能够压住预刺针与缝合针置换时以及缝合过程中的纱线,保证了缝合质量,提高了产品一致性,增加生产效率。
附图说明
下面通过参考附图并结合实例具体地描述本发明,在附图中:
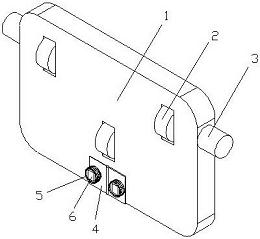
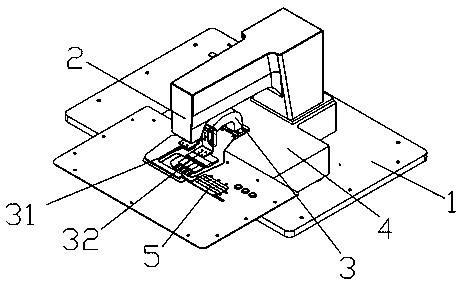
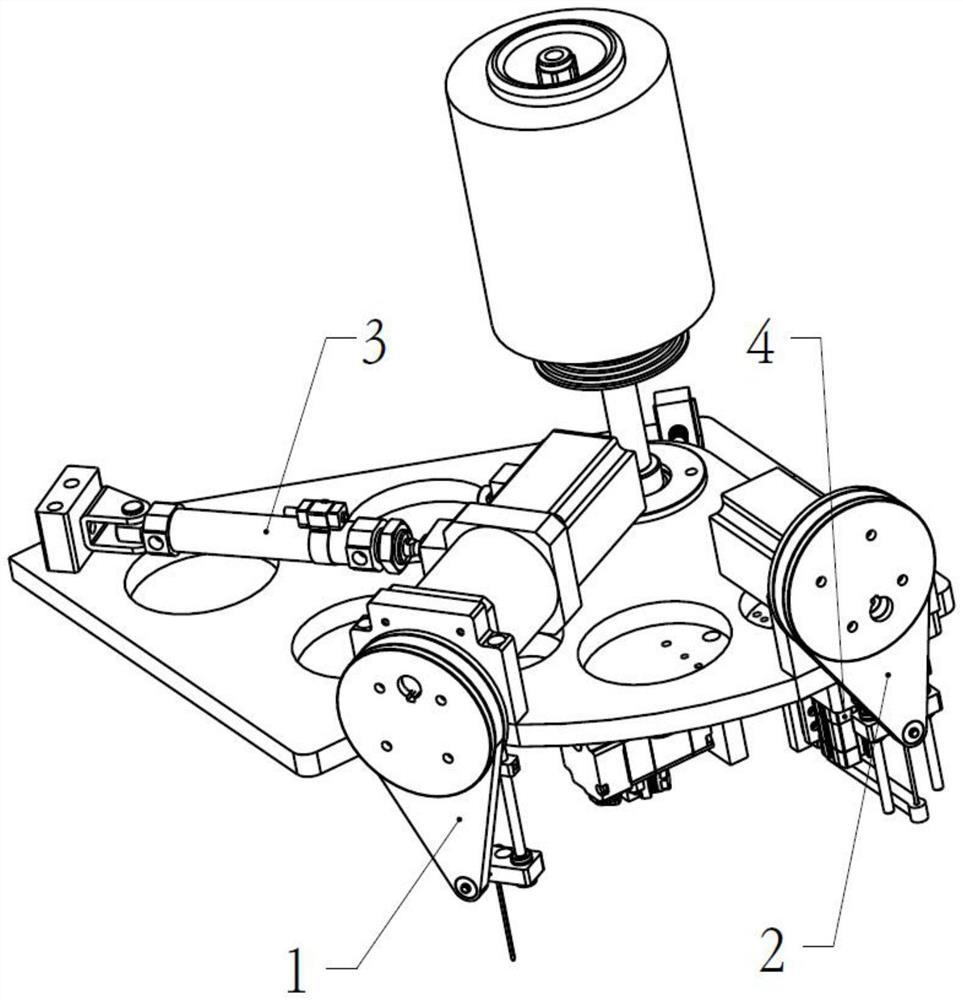
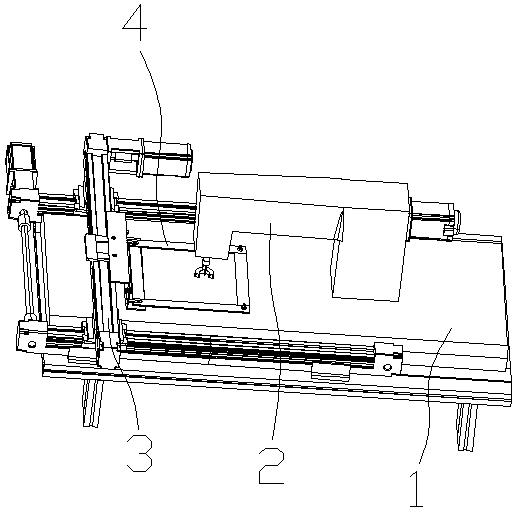
图1是本发明的立体结构示意图
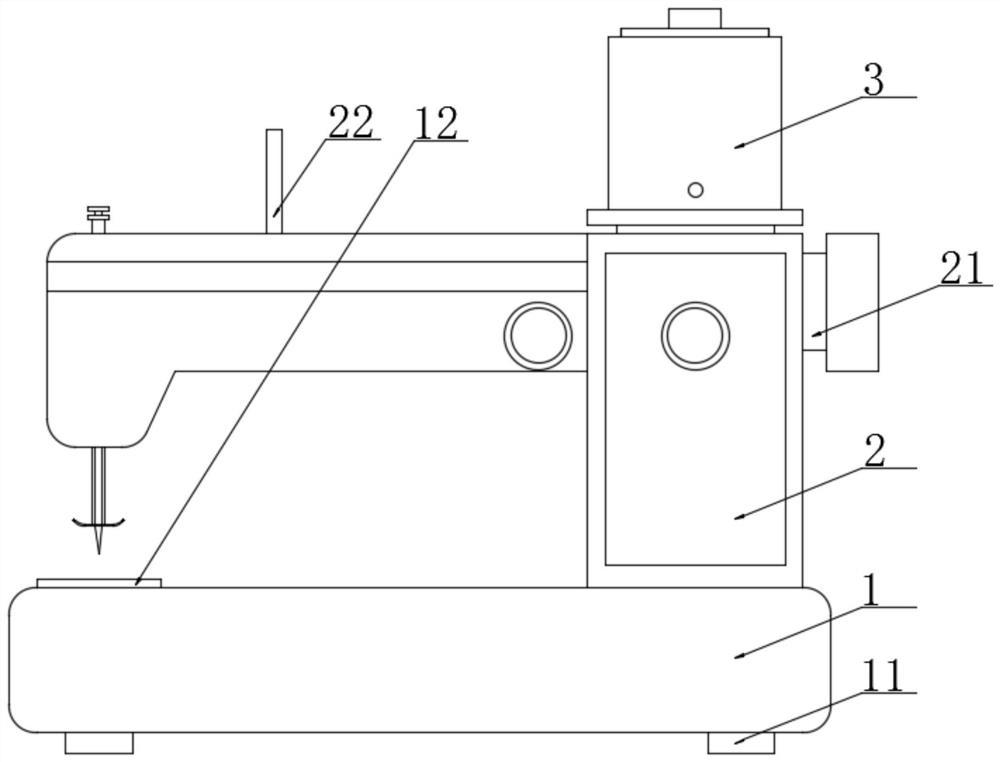
图2是本发明图1的主视结构示意图
图3是本发明图1的右视结构示意图
图4是本发明预刺机构结构示意图
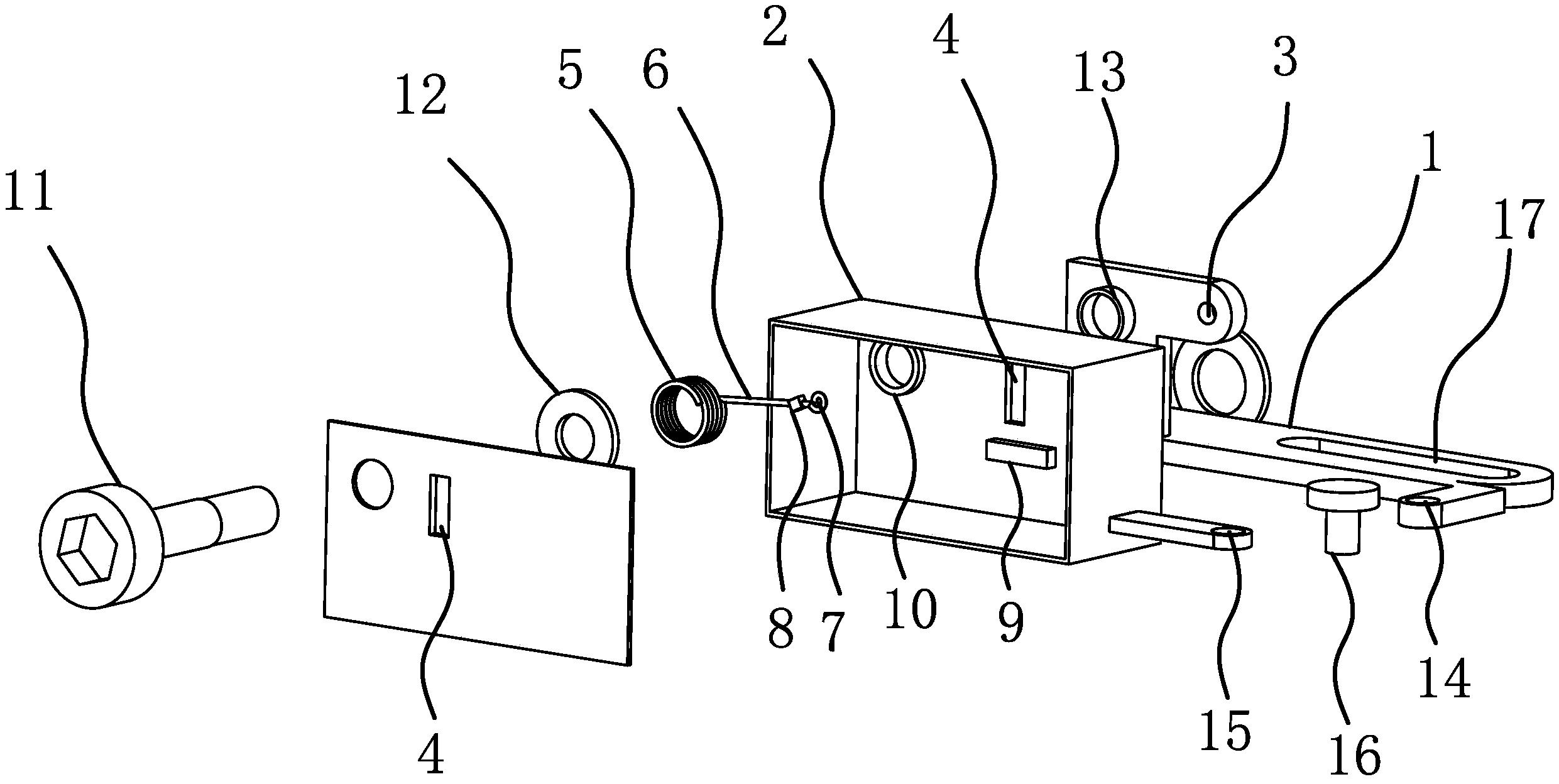
图5是本发明缝合机构结构示意图
图6是本发明摆动机构立体结构示意图
图7是本发明压脚机构立体结构示意图
图8是本发明缝合头线迹形成过程
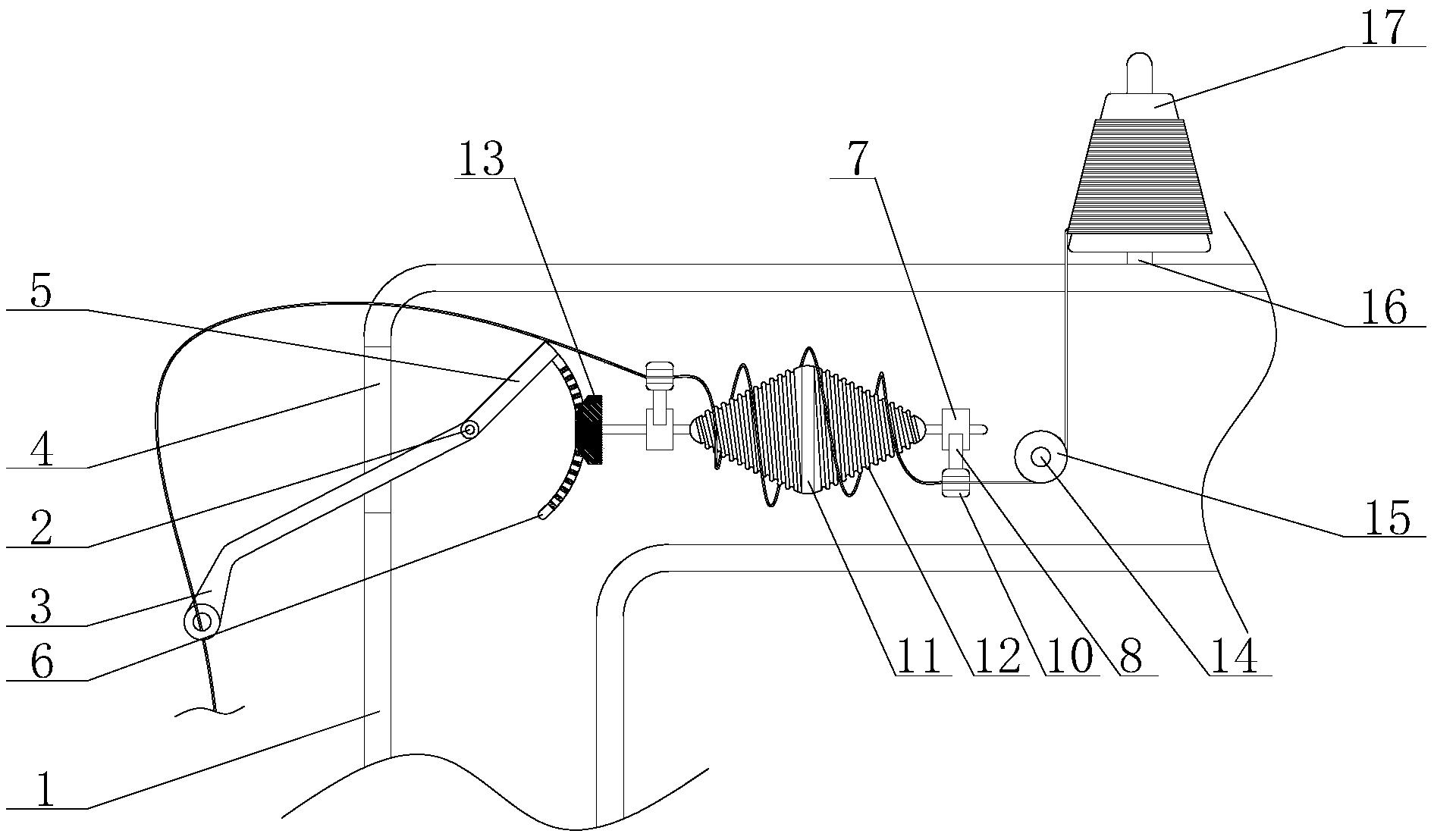
图9是本发明缝合头纱线供线线路图
图中:
1、预刺机构2、缝合机构
3、摆动机构4、压脚机构
101、伺服电机102、减速器
103、预刺机构电机座104、预刺曲柄圆盘
105、预刺针106、连接轴
107、预刺固针块108、直线轴承
201、缝合曲柄圆盘202、伺服电机Ⅰ
203、缝合机构电机座204、光轴
205、缝合针206、磁环
207、光轴固定块301、摆动板
302、底板303、机械限位
304、转动轴305、轴承端盖
306、气缸连接轴307、纱筒
308、纱筒支撑轴309、连接板
310、铝管气缸311、气缸尾架
312、气缸固定座401、支撑座
402、滚珠丝杆403、直线导轨Ⅰ
404、气缸固定块405、压脚
406、标准气缸407、直线导轨Ⅱ
408、导轨固定板409、丝杠螺母套
410、联轴器411、滚珠丝杆固定座
412、伺服电机Ⅱ413、电机座
具体实施方式
下面结合实施例及其附图进一步描述本发明。
本发明的一种带预刺功能三明治结构复合材料预制体缝合头,包括预刺机构1、缝合机构2、摆动机构3、压脚机构4;预刺机构1依靠伺服电机101及减速器102驱动预刺曲柄圆盘104带动预刺针105预刺,预刺机构1固定在摆动板301上端左侧;缝合机构2依靠伺服电机Ⅰ202驱动缝合曲柄圆盘201带动缝合针205缝合,缝合机构2固定在摆动板301上端右侧;摆动板301和底板302通过转动轴304连接,摆动板301固定于底板302上侧;摆动机构3依靠铝管气缸310推动摆动板301,实现预刺针105与缝合针205置换,铝管气缸310及气缸固定座312置于底板302上端;压脚机构4依靠伺服电机Ⅱ412驱动滚珠丝杆402,带动标准气缸406水平移动,标准气缸406带动压脚405上下运动,压脚机构4固定在底板302下端。
预刺机构电机座103通过销钉及螺栓固定在摆动板301上,减速器102及预刺曲柄圆盘104通过键连接传动;缝合机构电机座203通过销钉及螺栓固定在摆动板301上,伺服电机Ⅰ202及缝合曲柄圆盘201通过键连接传动。
预刺曲柄圆盘104与预刺固针块107,缝合曲柄圆盘201与缝合固针块分别通过连接轴106连接,通过预刺曲柄圆盘104和缝合曲柄圆盘201做圆周运动,分别形成偏置曲柄滑块机构;预刺固针块107和缝合固针块分别受两根光轴204约束,预刺固针块107上约束着预刺针105,缝合固针块上约束着缝合针205;光轴204固定在摆动板301下侧,同时受光轴固定块207约束;预刺针105及缝合针205分别通过预刺固针块107和缝合固针块驱动,实现上下运动,完成预刺及缝合动作。
转动轴304一端固定于底板302;轴承端盖305内有两个深沟球轴承,约束着转动轴304另一端;轴承端盖305靠螺栓固定于摆动板301上侧,依靠深沟球轴承内圈实现摆动板301与底板302的相对转动;摆动板301摆动角度受机械限位303约束。
摆动机构3的铝管气缸310与气缸固定座312通过气缸尾架311连接;气缸固定座312通过销钉及螺栓固定在底板302上侧;铝管气缸310通过气缸连接轴306及连接板309安装于摆动板301左侧,实现摆动板301的摆动;纱筒307上的纱线经过磁环支架导纱后,引纱至缝合机构的磁环206中,最后纱线进入缝合针引线槽;所述纱筒307通过纱筒支撑轴308固定在转动轴304上端。
压脚机构4的电机座413通过销钉及螺栓固定在底板302下侧;滚珠丝杆固定座411和支撑座401通过销钉及螺栓固定在底板302下侧;伺服电机Ⅱ412及滚珠丝杆402通过联轴器410连接;气缸固定块404通过丝杠螺母套409及直线导轨Ⅰ403约束,与滚珠丝杆402连接完成压脚405水平移动;直线导轨Ⅰ403通过螺栓固定于底板302下侧;标准气缸406通过螺栓与气缸固定块404连接;压脚405通过直线导轨Ⅱ407约束,直线导轨Ⅱ407置于导轨固定板408上,压脚405中端与气缸活塞杆上螺纹进行连接,完成压脚405上下运动,保证缝合过程中缝线的相对固定;导轨固定板408通过螺栓固定于气缸固定块404。
该缝合头缝合过程,具体实施形式如下:
步骤1:预刺,预刺过程中其他机构静止,预刺开始时预刺针105刺穿缝料后退出,留有预刺孔在缝料内;
步骤2:置换,摆动机构铝管气缸310缩回置换缝合机构,压脚405压住缝线及缝料;
步骤3:缝合,缝合过程中其他机构静止,缝合开始时缝合针205刺带着缝线缝合,底部留有缝合环;
步骤4:置换,压脚405缩回后,移动压住缝线另一端,摆动机构铝管气缸310伸出置换预刺机构1,这样当预刺机构1进行下一循环动作时,可以控制缝合线线量,从而实现缝合头的连续稳定缝合。
以上对本发明的实例进行了详细说明,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,凡依本发明范围所作的变化与改进等,均仍属于本发明的保护之内。
一种带预刺功能三明治结构复合材料预制体缝合头专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0