

IPC分类号 : D02G3/32I,D01H1/02I,D01H5/00I,D01H5/22I,D06C7/00I,D03D15/04I,D03D15/08I,D03D15/00I,D04B1/18I,D04B1/16I,D04B1/22I







专利摘要
本发明提供了一种可改变织物结构的方法,属于纺织领域。本发明通过将聚合物长丝、弹性纤维长丝以及纤维粗纱混纺得到露白复合包芯纱;对该纱线进行织造得到织物;然后对得到的织物进行局部热处理。基于聚合物长丝热收缩的特点,热处理使得露白复合包芯纱中的聚合物长丝受热收缩,纱线产生收缩,进而带动织物收缩,使得织物密度增大,同时基于聚合物长丝热融黏合的特性,热处理使得纱线露白交叠处发生熔融粘结固定。如此,织物经热处理区域失去弹性且织物结构变得紧密,未经热处理区域仍保持弹性;热处理改变了该织物的结构,提高了该织物的力学、抗起毛起球等性能。
权利要求
1.一种可改变织物结构的方法,其特征在于,包括如下步骤:
S1,采用环锭纺制备露白复合包芯纱(8);
在环锭纺细纱机上,将预定量的纤维粗纱(6)从喇叭口喂入,经过牵伸装置(7)牵伸后得到纤维粗纱须条,所述纤维粗纱须条被所述牵伸装置(7)的前下罗拉和前上皮辊组成的前罗拉口按压;
弹性纤维长丝(1)和聚合物长丝(2)分别经过第一张力盘(4)、第二张力盘(3)后,共同通过导丝轮(5)后喂入所述前罗拉口;所述前罗拉口处的前区隔距块取消设置压力棒,所述聚合物长丝(2)、所述弹性纤维长丝(1)及所述纤维粗纱须条在所述前罗拉口汇聚,加捻包缠,所述聚合物长丝(2)在所述牵伸装置(7)的前牵伸区规律振动得到所述聚合物长丝(2)露白的露白复合包芯纱(8);
S2,采用步骤S1制备得到的所述露白复合包芯纱(8)进行织造,得到织物;
S3,在无张力的状态下,对步骤S2织造的所述织物进行局部热处理,使得纱线交叠处露白的所述聚合物长丝(2)熔融粘结,实现织物的点粘结;其中,热处理温度高于所述聚合物长丝(2)的熔点、低于所述弹性纤维长丝(1)和所述纤维粗纱(6)的纤维软化温度,热处理预设时间后,待织物恢复至室温,得到织物结构改变的织物。
2.根据权利要求1所述的可改变织物结构的方法,其特征在于,所述织物结构改变的织物包括经热处理区域(10)和未经热处理区域;其中,步骤S2得到的织物中的露白的聚合物长丝(2)相互接触;对织物进行局部热处理时,聚合物长丝(2)受热融化,相接触的聚合物长丝(2)热融黏合,待温度降低至室温时,交叠处的聚合物长丝(2)相互融合形成粘结点(9),并且固定连接相互交叠的线圈,经过热处理区域(10)的线圈变得紧密,露白复合包芯纱(8)收缩并带动织物中的线圈收缩,使得该区域的面密度增大,使得织物面密度增大,在二维平面上达到三维立体效果。
3.根据权利要求1所述的可改变织物结构的方法,其特征在于,所述导丝轮(5)用于控制所述聚合物长丝(2)与所述弹性纤维长丝(1)的喂入位置,所述聚合物长丝(2)与所述弹性纤维长丝(1)的喂入位置位于所述纤维粗纱须条的正中间,以使所述露白复合包芯纱(8)中的聚合物长丝(2)均匀露白。
4.根据权利要求1所述的可改变织物结构的方法,其特征在于,所述热处理温度为90~120℃,所述热处理预设时间为10~60s。
5.根据权利要求1所述的可改变织物结构的方法,其特征在于,所述露白复合包芯纱(8)的芯纱为所述聚合物长丝(2)和所述弹性纤维长丝(1),鞘层为所述纤维粗纱(6),所述露白复合包芯纱(8)中所述聚合物长丝(2)的质量占比为18.5%~40%。
6.根据权利要求1所述的可改变织物结构的方法,其特征在于,所述聚合物长丝(2)为低熔点涤纶长丝或低熔点尼龙长丝。
7.根据权利要求6所述的可改变织物结构的方法,其特征在于,所述聚合物长丝(2)的细度的取值范围为75~150D。
8.根据权利要求1所述的可改变织物结构的方法,其特征在于,所述弹性纤维长丝(1)为氨纶长丝,其细度为15~70D。
9.根据权利要求1所述的可改变织物结构的方法,其特征在于,所述纤维粗纱(6)由干定量为6~12g/10M、切段长度为35~60mm的纤维制成,所述纤维为棉、涤纶、锦纶或腈纶中的一种。
10.根据权利要求1所述的可改变织物结构的方法,其特征在于,在步骤S2中,所述织物为平面的罗纹、纬平针织物、圆筒状的纬平针织物或机织物中的一种。
说明书
技术领域
本发明涉及纺织领域,尤其涉及一种可改变织物结构的方法。
背景技术
织物是由众多纱线通过交叉、绕结、连接而构成稳定的关系后形成的,广泛应用于服装制造、装饰品、医用品等行业。随着生活水平的提高,人们对织物的美观性、功能性提出了更高的要求。本领域技术人员通过对纤维材料及织物后处理方法进行了一系列的研究开发,以期获得新型织物的制备方法,实现应用于时装、关节防护、家居用品等方面的织物的制备。
申请号为CN201610941186.X的专利申请公开了一种低熔点纤维毛巾及其加工方法,将低熔点纤维包芯纱作经纱或纬纱,经高温熔解低熔点成纤高聚物,将普通经纬纱固定,避免机洗及使用中毛经掉毛、勾丝拉毛,但是本法仅适用于机织物纤维毛巾,所得织物不具有可拉伸的弹性特点,不具备广泛推广的应用条件。且该发明中所用低熔点纤维为短纤,不具备长丝的受热收缩的特点,无法在织物上实现织物结构的快速改变。
申请号为CN201810767597.0的专利申请公开了一种双面效应的纬编保暖织物及其生产方法,通过75D/72F细旦轻网络结构涤纶长丝、100D/144F超细旦阳离子涤纶长丝和30D氨纶丝编织而成。具体操作包括针织织造工序和后整理工序,提供了一种柔软舒适、轻薄保暖且单面纬编织物两面具有不同外观效应的双面效应的纬编保暖织物。但是,该发明中所用织物织造的方法包括十余项的后整理工序,工艺复杂,生产效率低、能耗大;并且,该方法仅适用于纬编针织物的织造,同时要求短时间内实现急速升降温。
为了解决上述技术问题,亟需一种工艺简单、效率高、应用领域广、能“一步成型”的可改变织物结构的方法。
发明内容
针对上述现有技术的不足,本发明基于聚合物长丝热融黏合和热收缩的特点,将聚合物长丝、弹性纤维长丝以及纤维粗纱复合混纺,制备聚合物长丝露白的露白复合包芯纱;然后将此纱线织成织物,经热处理后,露白复合包芯纱中的聚合物长丝受热收缩,使得纱线产生收缩,带动织物的线圈或经纬纱收缩运动,使织物密度增大;再结合聚合物长丝的热熔黏合作用,露白复合包芯纱交叠处露白的聚合物长丝进行粘结、固定,使得织物中经热处理区域失去弹性变得紧密,未经热处理区域仍保持弹性,快速实现织物结构、风格的改变,即,在同一织物上实现不同的织物结构,呈现不同的织物风格,且提高了织物的力学、抗起毛起球等性能。
为实现上述发明目的,本发明提供了一种可改变织物结构的方法,包括如下步骤:
S1,采用环锭纺制备露白复合包芯纱;
在环锭纺细纱机上,将预定量的纤维粗纱从喇叭口喂入,经过牵伸装置牵伸后得到纤维粗纱须条,所述纤维粗纱须条被所述牵伸装置的前下罗拉和前上皮辊组成的前罗拉口按压;
弹性纤维长丝和聚合物长丝分别经过第一张力盘、第二张力盘后,共同通过导丝轮后喂入所述前罗拉口;所述前罗拉口处的前区隔距块取消设置压力棒,所述聚合物长丝、所述弹性纤维长丝及所述纤维粗纱须条在所述前罗拉口汇聚,加捻包缠,所述聚合物长丝在所述牵伸装置的前牵伸区规律振动得到所述聚合物长丝露白的露白复合包芯纱;
S2,采用步骤S1制备得到的所述露白复合包芯纱进行织造,得到织物;
S3,在无张力的状态下,对步骤S2织造的所述织物进行局部热处理,热处理温度高于所述聚合物长丝的熔点、低于所述弹性纤维长丝和所述纤维粗纱的纤维软化温度,热处理预设时间后,待织物恢复至室温,得到织物结构改变的织物。
作为本发明的进一步改进,在步骤S3中,所述织物结构改变的织物包括经热处理区域和未经热处理区域,所述经热处理区域的纱线交叠处露白的所述聚合物长丝发生受热熔融,冷却后粘结,以实现织物中的点粘结。
作为本发明的进一步改进,所述导丝轮用于控制所述聚合物长丝与所述弹性纤维长丝的喂入位置,所述聚合物长丝与所述弹性纤维长丝的喂入位置位于所述纤维粗纱须条的正中间,以使所述露白复合包芯纱中的聚合物长丝均匀露白。
作为本发明的进一步改进,所述热处理温度为90~120℃,所述热处理预设时间为10~60s。
作为本发明的进一步改进,所述露白复合包芯纱的芯层为所述聚合物长丝和所述弹性纤维长丝,鞘层为所述纤维粗纱,所述露白复合包芯纱中所述聚合物长丝的质量占比为18.5%~40%。
作为本发明的进一步改进,所述聚合物长丝为低熔点涤纶长丝或低熔点尼龙长丝。
作为本发明的进一步改进,所述聚合物长丝的细度的取值范围为75~150D。
作为本发明的进一步改进,所述弹性纤维长丝为氨纶长丝,其细度为15~70D。
作为本发明的进一步改进,所述纤维粗纱由干定量为6~12g/10M、切段长度为35~60mm的纤维制成,所述纤维为棉、涤纶、锦纶或腈纶中的一种。
作为本发明的进一步改进,在步骤S2中,所述织物为平面的罗纹、纬平针织物、圆筒状的纬平针织物或机织物中的一种。
本发明的有益效果是:
1、本发明通过前罗拉口处的前区隔距块取消设置压力棒,增大了短纤维粗纱的浮游区长度,减小前区摩擦力以及对聚合物长丝的握持,使聚合物长丝在前牵伸区规律振动;同时控制弹性纤维长丝和聚合物长丝的喂入位置为纤维粗纱须条的正中间,使得露白复合包芯纱中的聚合物长丝位于鞘层纤维粗纱的正中间位置,得到聚合物长丝均匀露白的露白复合包芯纱,同时减少了纱线断头、保证了纱线的稳定性。
2、本发明基于聚合物长丝热收缩和热融黏合的特性,利用热处理使得露白复合包芯纱中的聚合物长丝受热收缩,露白复合包芯纱产生收缩,带动织物的线圈或者经纬线进行收缩运动,使得织物密度增大,同时热处理使得纱线中聚合物长丝露白处发生熔融粘结,改变了织物的结构,提高了织物的力学、抗起毛起球性能。另外,本发明通过精心设计,对织物的部分区域进行热处理,可在一块织物上,快速实现不同的织物风格,在二维平面上达到三维立体效果。该方法通过简单热处理便能“一步成型”改善织物风格,工艺简单、生产效率高、耗能低、环保无污染、降低了生产成本,具有广阔的应用前景。
3、本发明采用纤维粗纱与弹性纤维长丝、聚合物长丝进行混纺,所得纱线兼具以上材料的特点,具有吸湿透气、穿着舒适、外观新颖独特等优点,适合应用新型面料的开发,在时装、关节防护、家居用品等方面应用前景广阔。
附图说明
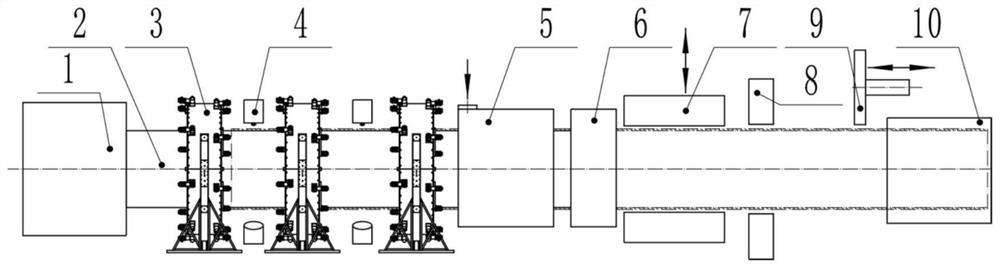
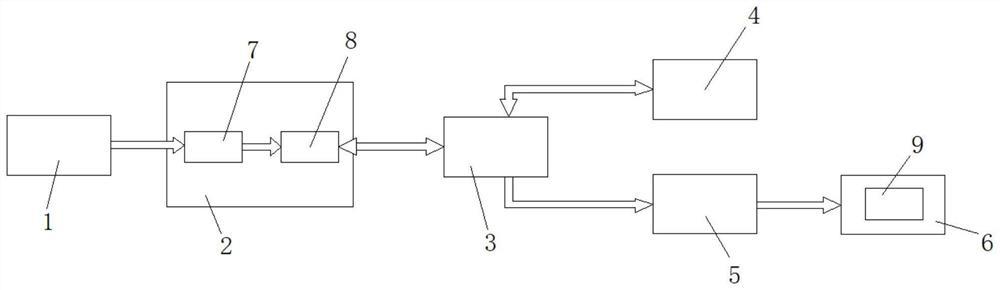
图1为本发明中步骤S1的露白复合包芯纱的制备方法的原理示意图。
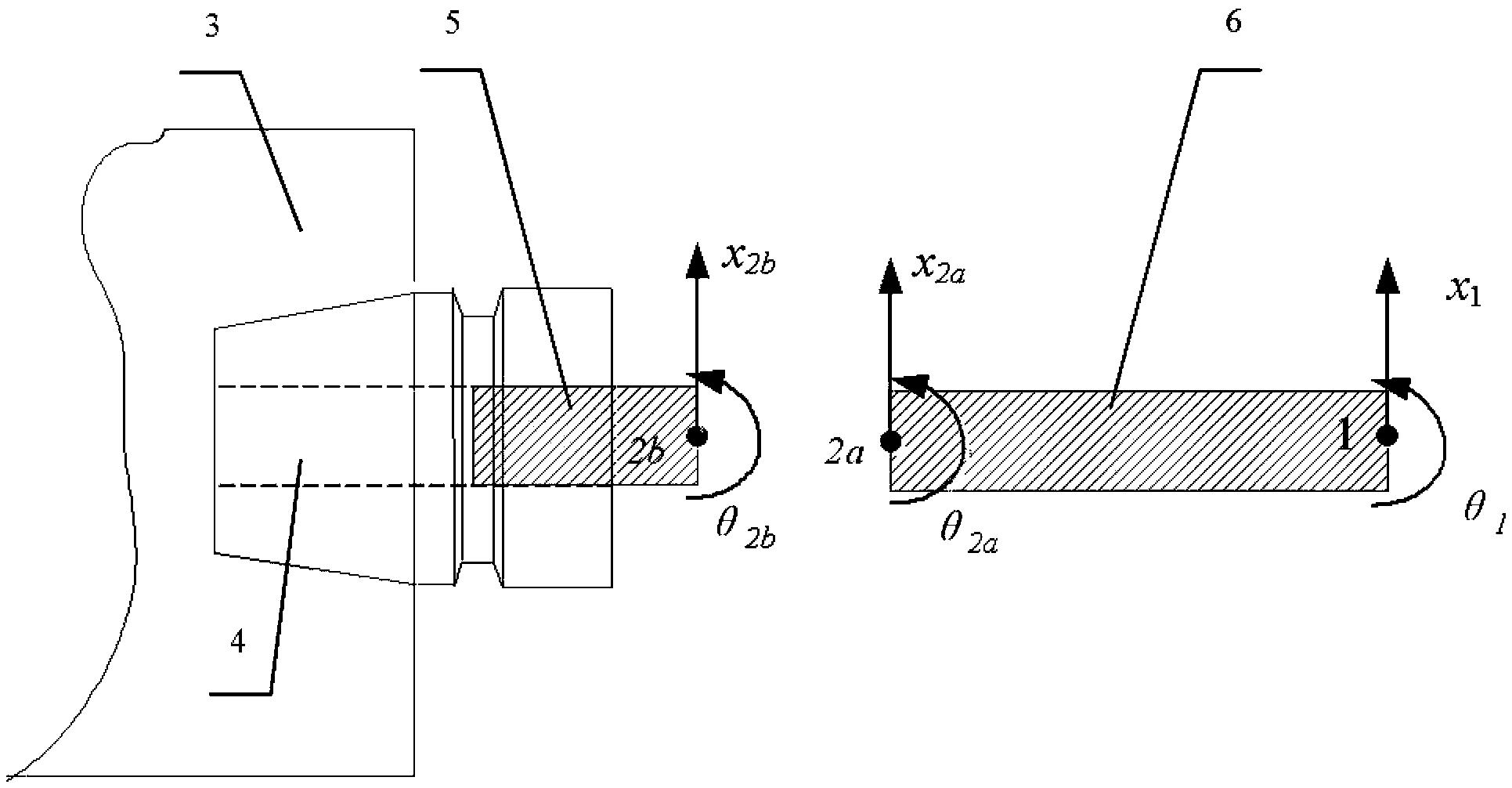
图2为本发明中步骤S1制备得到的露白复合包芯纱的结构示意图。
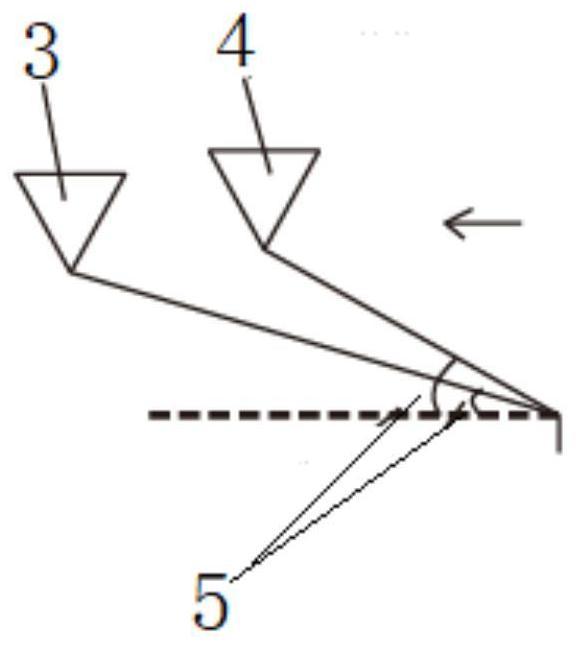
图3为本发明中步骤S1制备得到的露白复合包芯纱未经热处理的扫描电镜图。
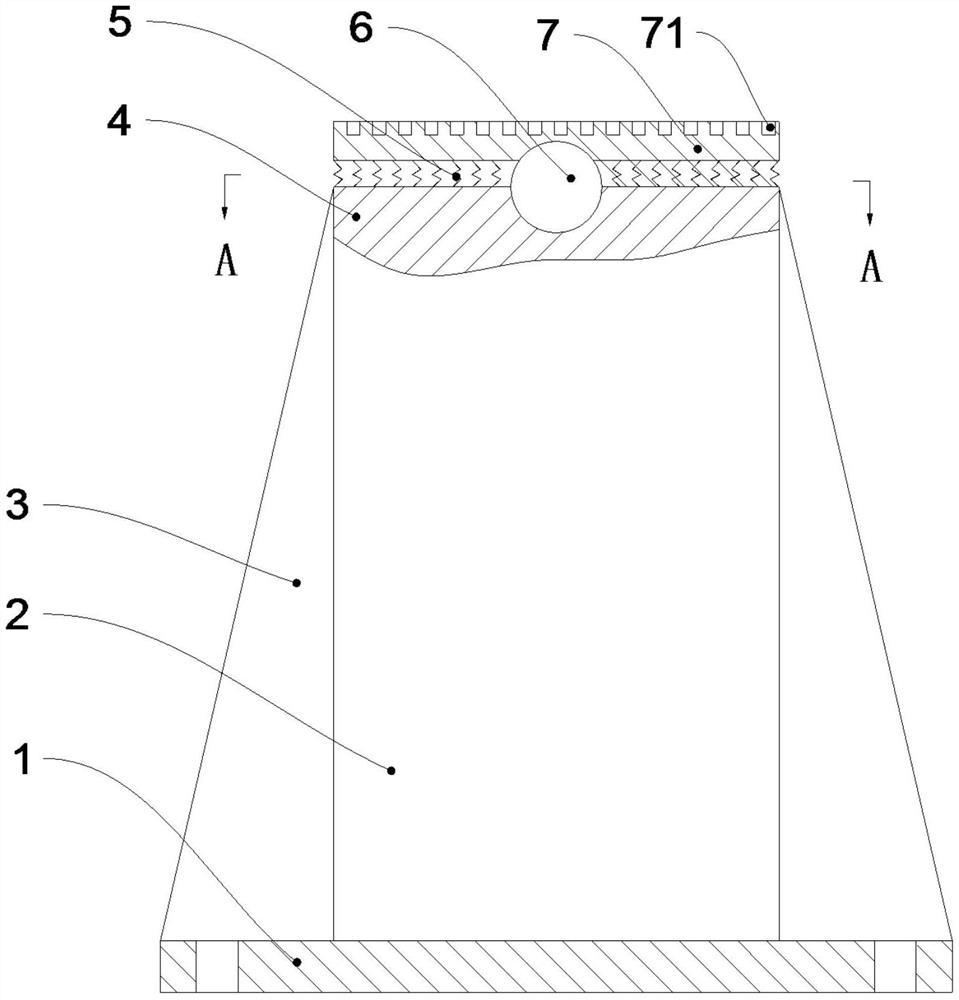
图4为本发明步骤S2制备得到的针织物的粘接点示意图。
图5为本发明制备得到的针织物的结构示意图。
图6为本发明制备得到的针织物的扫描电镜图。
图7为本发明中经热处理后的露白复合包芯纱的扫描电镜图。
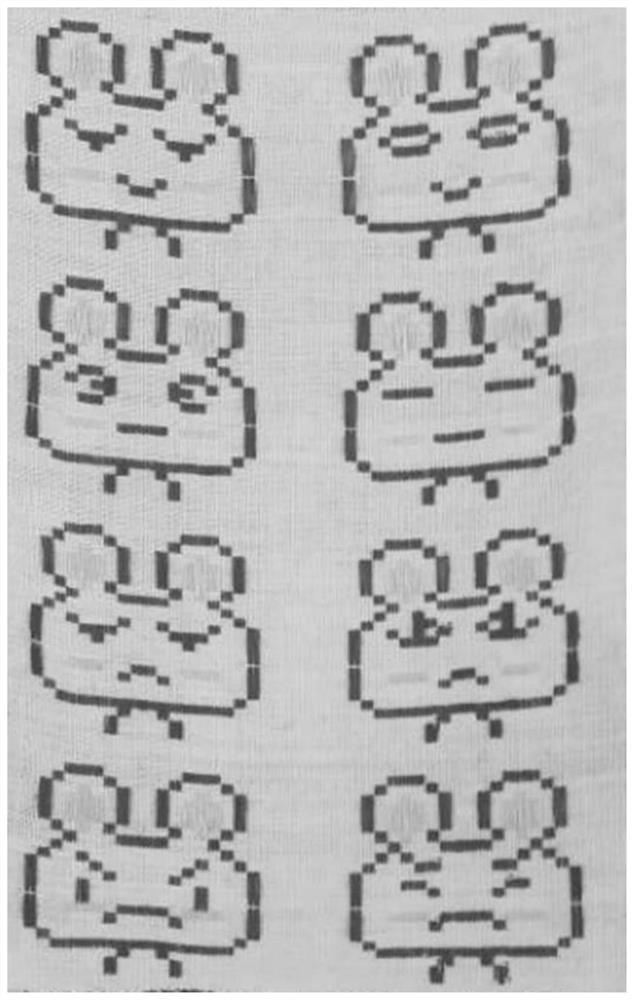
图8为本发明制备得到的针织物的实物图。
图9为对本发明制备得到的针织物进行拉伸测试的示意图。
图10为本发明步骤S2制备得到的机织物的粘接点示意图。
图11为本发明制备得到的针织物的应用场景图。
附图标记:
1-弹性纤维长丝;2-聚合物长丝;3-第二张力盘;4-第一张力盘;5-导丝轮;6-纤维粗纱;7-牵伸装置;8-露白复合包芯纱;9、9’-粘结点;10-经热处理区域;11-未经热处理区域;12-织物。
具体实施方式
以下将结合附图对本发明各实施例的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施例,都属于本发明所保护的范围。
本发明提供了一种可改变织物结构的方法,包括如下步骤:
S1,采用环锭纺制备露白复合包芯纱8;
在环锭纺细纱机上,将预定量的纤维粗纱6从喇叭口喂入,经过牵伸装置7牵伸后得到纤维粗纱须条,所述纤维粗纱须条被所述牵伸装置7的前下罗拉和前上皮辊组成的前罗拉口按压;
将弹性纤维长丝1和聚合物长丝2分别经过第一张力盘4、第二张力盘3后,共同通过导丝轮5后喂入所述前罗拉口;本发明通过在前罗拉口处的前区隔距块取消设置压力棒,增大了短纤维粗纱的浮游区长度,减小前区摩擦力和对聚合物长丝2的握持,使聚合物长丝2在前牵伸区规律振动;如此,当所述聚合物长丝2、所述弹性纤维长丝1及所述纤维粗纱须条在所述前罗拉口汇聚时,所述聚合物长丝2因规律振动间隔性被纤维粗纱6包覆,得到所述聚合物长丝2发生均匀露白的露白复合包芯纱8;
S2,将S1步骤制备得到的露白复合包芯纱8进行织造,得到织物;
S3,在无张力的状态下,对步骤S2制得的织物进行局部热处理,热处理温度高于所述聚合物长丝2的熔点、低于所述弹性纤维长丝1和所述纤维粗纱6的熔点,热处理预设时间后,待织物恢复至室温,得到织物结构改变的织物12。
在步骤S1中,所述露白复合包芯纱8的芯纱为所述聚合物长丝2和所述弹性纤维长丝1,鞘层为所述纤维粗纱6。所述露白复合包芯纱(8)中所述聚合物长丝(2)的质量占比为18.5%~40%。
在步骤S1中,所述纤维粗纱6为棉、涤纶、锦纶或腈纶中的一种,由干定量为6~12g/10M、切段长度为35~60mm的纤维制成。
所述聚合物长丝2为低熔点涤纶长丝或低熔点尼龙长丝,其细度为75~150D。
所述弹性纤维长丝1为氨纶长丝,其细度为15~70D。优选地,弹性纤维长丝1的细度为40D。
在步骤S1中,所述牵伸装置7还包括中罗拉牵伸对和后罗拉牵伸对。后罗拉牵伸对与中罗拉牵伸对组成后牵伸区,中罗拉牵伸对与前罗拉牵伸对(前下罗拉和前上皮辊)组成前牵伸区。通过试验可知,所述牵伸装置7的总牵伸倍数为13~30,后牵伸区的牵伸倍数为1~2。
所述导丝轮5用于控制所述聚合物长丝2与所述弹性纤维长丝1的喂入位置,所述聚合物长丝2与所述弹性纤维长丝1的喂入位置位于所述纤维粗纱须条的正中间位置,以实现露白复合包芯纱8中聚合物长丝2均匀露白。第一张力盘4用于控制弹性纤维长丝1的喂入预加张力,第二张力盘3用于控制聚合物长丝2的喂入预加张力。通过实验可知,所述弹性纤维长丝1与所述聚合物长丝2的预加张力的取值范围为0~25cN,捻系数为320~440,优选为380。如此设置制备得到的复合包芯纱性能优良、纱线的使用寿命更长。
在步骤S2中,所述织物12为平面的罗纹、纬平、圆筒状纬平等组织的针织物或机织物中的一种。
当所述织物12为针织物时,织造针织物的机号为8-20针/英寸,优选地,织造针织物的机号为12针/英寸。
在步骤S3中,所述热处理预设时间为10~60s,热处理温度为90~120℃。
下面通过具体的实施例1至实施例23、对比例1至对比例3并结合附图对本发明做进一步的详细描述。
实施例1
请参阅图1至图4所示,本发明提供了一种可改变织物结构的方法,包括如下步骤:
S1,采用环锭纺制备露白复合包芯纱8;
纤维粗纱6为棉粗纱,由干定量为7.8g/10M、切段长度为35~60mm的纤维组成;聚合物长丝2为单组份低熔点涤纶长丝,细度为150D;弹性纤维长丝1为氨纶长丝,其细度为40D。
在环锭纺细纱机上,将棉粗纱从喇叭口喂入,经过牵伸装置7牵伸后得到棉粗纱须条,其中牵伸装置的总牵伸倍数为24.6,后牵伸区的牵伸倍数为1.5;氨纶长丝1和低熔点涤纶长丝2分别经过第一张力盘4、第二张力盘3后,共同经过导丝轮5,而后共同喂入前罗拉口。其中,氨纶长丝1的喂入预加张力为10~25cN;低熔点涤纶长丝2喂入预加张力为10~25cN。低熔点涤纶长丝2、氨纶长丝1不需要经过牵伸,在前罗拉口直接与经后罗拉喂入的棉粗纱汇聚以S捻向加捻包缠,本发明克服技术偏见,在传统牵伸装置中取消设置于前罗拉口处的前区隔距块上的压力棒,增大了短纤维粗纱的浮游区长度,减小前区摩擦力以及对低熔点涤纶长丝2的握持,使低熔点涤纶长丝2在前牵伸区规律振动;以形成露白复合包芯纱8,其捻系数为380。
所述导丝轮5用于控制低熔点涤纶长丝2与氨纶长丝1的喂入位置位于所述棉粗纱须条的正中间位置,以得到低熔点涤纶长丝2均匀露白的露白复合包芯纱8。其中,露白复合包芯纱8中低熔点涤纶长丝2占比为40%。
S2,将步骤S1制备得到的纱线利用机号为12针/2.54cm纬平针织机进行织造,得到纬平针织物;
S3,在织物无张力的状态下,用调好温度为110℃的电熨斗对织物进行局部热处理,热处理预设时间为60s,将织物恢复到室温,得到织物结构改变的织物12。
根据图3所示的露白复合包芯纱8的扫描电镜图可见,聚合物长丝2裸露在露白复合包芯纱8上,且该处的纤维自由蓬松。
请参阅图4至图6所示,在步骤S2得到的纬平针织物的线圈交叠处,露白的聚合物长丝2相互接触;对织物进行局部热处理时,聚合物长丝2受热融化,相接触的聚合物长丝2热融黏合,待温度降低至室温时,交叠处的聚合物长丝2相互融合形成粘结点9,并且固定连接相互交叠的线圈,经过热处理区域10的线圈变得紧密,织物失去弹性;基于聚合物长丝2受热收缩的特性,露白复合包芯纱8收缩并带动织物中的线圈收缩,使得该区域的面密度增大,使得织物面密度增大(如图5与图6所示)。
根据图7所示的经热处理区域10的露白复合包芯纱8的扫描电镜图可见,经过热处理后,复合包芯纱8中的聚合物长丝2发生热熔黏合。如此,通过对纬平针织物进行局部热处理,得到了经热处理区域10的线圈紧密、弹性小,未经热处理区域11的线圈较为疏松、织物仍保持弹性,实现了织物结构的改变,在同一织物上实现了不同风格,在二维平面上达到三维立体效果。
请参阅图8至图9所示,对本发明所织造的织物12进行拉伸测试。将织物12的上下两端分别通过拉伸装置的加持部、固定部固定,通过加持部对织物12施加拉力,可明显观察到未经热处理区域11,在拉伸作用下形变较为明显,说明未热处理区域仍具备良好弹性;经热处理区域10在被拉伸情况下,仍保持原有结构未发生形变,表现出良好的抗变形能力,如图9所示。
对比例1
对比例1与实施例1相比,不同之处在于,织物未经过热处理,其他操作基本相同,在此不再赘述。
对比例1与实施例1制备得到的织物性能如下表1所示。
表1实施例1与对比例1制备得到的织物性能比较
通过实施例1与对比例1试验结果比较可知,经热处理后,织物12的纱线直径由0.38mm减小为0.30mm、面密度从412g/m
实施例2-4
实施例2-4提供的可改变织物结构的方法,与实施例1相比,不同之处在于,所述热处理温度分别为90℃、100℃、120℃。除上述区别外,其他操作基本相同,在此不再赘述。
对实施例1-4制备得到的织物性能进行比较,如下表2所示。
表2实施例1-4与对比例1制备得到的织物性能比较
根据表2可知,随着热处理温度的升高,所得织物的纱线直径越小、面密度越大、线圈长度越短、抗起毛起球能力越强、力学性能也越好。但是,当热处理温度达120℃时,织物外观更加致密,手感变硬,织物舒适性开始变差。
需要说明的是,本领域技术人员应当理解,基于不同聚合物长丝的熔点不同的特点,操作者可以根据实际选用的聚合物长丝、弹性纤维长丝以及纤维粗纱的熔点设置热处理温度,只需保证热处理温度高于选用的聚合物长丝的熔点、低于选用的弹性纤维长丝和纤维粗纱的纤维软化温度,以保证热处理过程中弹性纤维长丝与纤维粗纱不会软化导致织物破坏即可,热处理温度不予具体限制。
实施例5-6
实施例5-6提供的可改变织物结构的方法,与实施例1相比,不同之处在于,所述热处理时间分别为30s、10s。除上述区别外,其他操作基本相同,在此不再赘述。
对比例1与实施例5-6制备得到的织物性能如下表3所示。
表3实施例1、实施例5-6及对比例1制备得到的织物性能比较
根据表3可知,随着热处理时间的延长,纱线收缩程度越高,织物越紧密,其面密度、最大粘结强力、抗起毛起球能力、拉伸断裂强力越强。当热处理时间为60s时,所得织物12的力学性能和抗起毛起球能力最佳,其拉伸断裂强力从193N增加到317N,抗起毛起球能力增强至4.5级。
实施例7-10
实施例7-10提供的可改变织物结构的方法,与实施例1相比,不同之处在于,所述聚合物长丝2细度分别为135D、100D、80D、75D,相应的聚合物长丝2占比分别为33%、25%、20%、18.5%。除上述区别外,其他操作基本相同,在此不再赘述。
对比例2
对比例2提供的可改变织物结构的方法,与实施例1相比,不同之处在于,所述聚合物长丝2细度为40D,聚合物长丝2占比为10%。除上述区别外,其他操作基本相同,在此不再赘述。
对比例2与实施例1、7-10制备得到的露白复合包芯纱的性能如下表4所示:
表4实施例1、7-10及对比例2制备得到的露白复合包芯纱性能比较
对比例2与实施例7-10制备得到的织物性能如下表5所示。
表5实施例1、实施例7-10及对比例2制备得到的织物性能
通过实施例1、实施例7-10试验可知,当聚合物长丝2的细度取值在75~150D内变化时,随着聚合物长丝2的细度增加,得到的露白复合包芯纱8力学性能越好;当聚合物长丝2细度为150D时,露白复合包芯纱8具有最佳断裂强度,毛羽指数最低;所织造的织物结构改变的织物12在力学性能最大粘结强力、拉伸断裂强力以及抗毛起球能力最佳。
通过对比例2可知,聚合物长丝的细度不宜太小,当聚合物长丝的细度太小时,织物的力学性能、拉伸断裂强力以及抗毛起球能力得不到显著改善。
需要说明的是,本领域技术人员了解,在相同配比条件下,聚合物长丝细度越大,则所需的纤维粗纱定量越大,即成纱线密度越大,而太大的粗纱定量会超过市场粗纱常见定量范围,同时,细纱机的牵伸倍数不能太小,太小无法加捻成纱;此外,如果得到的纱线太粗,织物的应用也将受到限制,因此,综合各方面因素考虑,聚合物长丝的细度不宜超过150D。还有,若聚合物含量过高,织物经热处理后,手感将会变硬,同时提高了产品成本。
还需要说明的是,在实施例8-10中,由于聚合物长丝2的占比较小,相对来说更容易起毛起球,所以得到的织物的抗起毛起球性能级别较低。
实施例11
实施例11提供的可改变织物结构的方法,与实施例1相比,不同之处在于,所述聚合物长丝2为低熔点尼龙长丝及其预加张力与实施例1不同。除上述区别外,其他操作基本相同,在此不再赘述。
对比例1、实施例1及实施例11制备得到的露白复合包芯纱的性能如下表6所示。
表6实施例1、11及对比例1制备得到的露白复合包芯纱性能比较
对比例1、实施例1及实施例11制备得到的织物性能如下表7所示。
表7实施例1、实施例11与对比例1制备得到的织物性能比较
根据表6、7可知,以低熔点尼龙长丝和低熔点涤纶长丝作为聚合物长丝得到的露白复合包芯纱8性能上无明显差别,所得纱线织造的织物12在性能上都较对比例1力学性能、抗起毛起球能力稍强,且两种长丝制备得到的织物性能相差不大,因此低熔点尼龙长丝和低熔点涤纶长丝都可应用于织造可改变织物结构的织物。当然,本领域技术人员应该理解,聚合物长丝并不限于为前述两种长丝,也可以为其他化纤长丝,具体不予限制。
实施例12-13
实施例12-13提供的可改变织物结构的方法,与实施例1相比,不同之处在于,所述弹性纤维长丝1细度分别为15D、70D。除上述区别外,其他操作基本相同,在此不再赘述。
实施例1、实施例12-13制备得到的露白复合包芯纱的性能如下表10所示。
表8实施例1、实施例12-13制备得到的露白复合包芯纱性能
实施例1、实施例12-13制备得到的织物的性能如下表9所示。
表9实施例1、实施例12-13及对比例1制备得到的织物性能
根据表9可知,当弹性纤维长丝1的细度为15~70D时,织物12的力学性能及抗起毛起球性能均能得到改善。需要说明的是,实验发现,当氨纶细度太小时,织物的弹性效果不明显,当氨纶细度太大时,一方面不便于纺纱,且织布时易张力不匀,导致织物容易产生破洞,另一方面,织物线圈紧密收缩,热处理对织物结构的改变效果不再明显。
实施例14-16
实施例14-16提供的可改变织物结构的方法,与实施例1相比,不同之处在于,所述纤维粗纱6分别为涤纶、锦纶、腈纶。除上述区别外,其他操作基本相同,在此不再赘述。
实施例1、实施例14-16制备得到的织物的性能如下表10所示。
表10实施例1、实施例14-16及对比例1制备得到的织物性能
根据表10可知:可改变织物结构的方法中纤维粗纱6可以为棉、涤纶、锦纶或腈纶。需要说明的是,本领域技术人员应当了解,纤维粗纱6的纤维软化温度须高于热处理温度,以防止在进行热处理时,纤维粗纱的性能发生改变。
实施例17-18
实施例17-18提供的可改变织物结构的方法,与实施例1相比,不同之处在于,所述牵伸装置7的后牵伸区的牵伸倍数为1、2。除上述区别外,其他操作基本相同,在此不再赘述。
通过实验可知,若后牵伸区的牵伸倍数过小,则纤维粗纱6在后牵伸区不能得到有效牵伸,会使成纱粗节增多;若后牵伸区的牵伸倍数过大,会引起牵伸波,使纱线质量恶化。特别地,当包芯纱的鞘层纤维粗纱6干定量为6g/10M,总牵伸倍数为24.6,后牵伸区的牵伸倍数为1.1~1.8时,纤维粗纱5在后牵伸区能够得到有效牵伸,不会引起牵伸波,保证了纱线质量稳定。
通过试验可知,捻系数取值范围为320~440时均可纺纱成功,特别地,当捻系数为380时,制备得到的露白复合包芯纱力学性能优良,相应织造的织物力学性能较优异。需要说明的是,本领域技术人员应当理解,随着捻系数增加,纱线表面被卷入纱体的纤维增加,承受外力时,单位截面上的纤维根数增加,纤维的接触面积增大,摩擦阻力增加,从而提高了纱线的强力;但捻系数过高,会使纱条中粗细节增加,成纱条干恶化。因此,操作者可根据产品的实际用途要求综合考虑选择适当的捻系数,具体不予限制。
实施例19-20
实施例19-20提供的可改变织物结构的方法,与实施例1相比,不同之处在于,所述机号为8针/英寸、20针/英寸。除上述区别外,其他操作基本相同,在此不再赘述。
需要说明的是,机号表示针距的大小,机号越小,针距越大,织物织造时,针距会影响线圈相互串套的过程,对织物密度产生直接影响,即,需要根据纱线的细度,选择合适的机号进行织物织造。通过大量试验得出机号的选择范围为8~20针/英寸。优选地,当织物12织造的机号为12针/英寸,所得织物12综合性能最佳。
实施例21-22
实施例21-22提供的可改变织物结构的方法,与实施例1相比,不同之处在于,所述织物12的结构分别为纬平筒状、罗纹。除上述区别外,其他操作基本相同,在此不再赘述。
对比例1、实施例21-22制备得到的织物性能如下表11所示。
表11实施例1、实施例21-22及对比例1制备得到的织物性能
根据表11可知,可改变织物结构的方法可应用于纬平结构、纬平筒状结构、罗纹结构织物的织造。当露白复合包芯纱8性能一致时,三种结构织物经热处理后,三种结构的织物均具有较好粘结强力;其拉伸断裂强力由高至低依次为纬平筒状结构、罗纹结构、纬平结构。比较其抗起毛起球性能可知,纬平筒状结构和纬平结构可达到4.5级,罗纹结构织物抗起毛起球能力为4级。
实施例23
实施例23提供的可改变织物结构的方法,与实施例1相比,不同之处在于,所述织物12为机织物。除上述区别外,其他操作基本相同,在此不再赘述。
请参阅图10所示,在得到的机织物的经纬线交叠处,露白的聚合物长丝2相互接触;对织物进行局部热处理时,聚合物长丝2受热融化,相接触的聚合物长丝2热融黏合,待温度降低至室温时,交叠处的聚合物长丝2相互融合形成粘结点9’,并且固定连接相互交叠的经纬线。同样的,基于聚合物长丝2受热收缩的特性,经热处理区域10的复合包芯纱8收缩并带动织物中的纱线收缩,使得该区域的面密度增大。
对比例3
对比例3与实施例23相比,不同之处在于,织物未经过热处理,其他操作基本相同,在此不再赘述。
对比例3与实施例23制备得到的织物性能进如下表12所示。
表12实施例23与对比例3制备得到的织物性能比较
根据表12可知:可改变织物结构的方法可应用于机织物,具有广阔的应用空间。通过对比可知,通过该方法的得到的织物的拉伸断裂强力从189N增加到249N,抗起毛起球性从3.5级增加至4.5级。
综上所述,本发明将弹性纤维长丝1、聚合物长丝2以及纤维粗纱6进行混纺,通过取消传统牵伸装置中前罗拉口的压力棒,减小前区摩擦力和对聚合物长丝的握持,使聚合物长丝2在前牵伸区规律振动;同时控制弹性纤维长丝1和聚合物长丝2的喂入位置为纤维粗纱须条的正中间,得到各项性能优良、露白均匀、可纺性高、延长纱线的使用寿命、节省鞘层原料的露白复合包芯纱8。
同时,基于聚合物长丝2热收缩和热融黏合的特点,对该露白复合包芯纱8织造得到的织物进行局部热处理,热处理使得露白复合包芯纱中的聚合物长丝2受热收缩,纱线产生收缩,进而带动织物收缩,使得织物密度增大,同时纱线交叠处露白的聚合物长丝2发生熔融粘结。如此,该织物经热处理区域10织物结构变得紧密,失去弹性,未经热处理区域11保持弹性,织物12的结构发生改变,其力学性能、抗起毛起球性能也得以增强。
请参阅图11所示,采用本发明的可改变织物结构的方法得到的指套,对指背侧区域进行热处理,对指腹侧区域未经热处理。如此设置,指背侧线圈密度高,结构稳定,不易变形,且力学性能增强耐磨性增强,指腹内侧仍保持弹性,柔软,实用性强。即,本发明的可改变织物结构的方法可在同一织物上快速实现不同的织物结构,形成不同的织物风格,实现在二维平面上达到三维立体效果,生产效率高、耗能低、环保无污染,可应用于新型面料的开发,在时装、关节防护、家居用品等方面具有广阔的应用前景。
以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围。
可改变织物结构的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0