










专利摘要
一种传送副夹板进行梳绵的绢纺生产线,传送带一分别套装在对应两侧带驱动盘的驱动滚筒一和两侧带驱动盘的驱动滚筒二一侧的驱动盘上,传送带二分别套装在对应两侧带驱动盘的驱动滚筒三和两侧带驱动盘的驱动滚筒四一侧的驱动盘上,传送带二在传送带一下方,自动取落绵装置一在两侧带驱动盘的驱动滚筒二外侧,自动取落绵装置二在两侧带驱动盘的驱动滚筒三外侧,两侧带驱动盘的驱动滚筒一上方有输入缓冲传送装置,两侧带驱动盘的驱动滚筒三上方有输出缓冲传送装置,传送带二下方有成品绵传送带。本发明设计出副夹板传送装置,简化了圆梳,避免了原来复杂的取放副夹板问题,更好的实现了副夹板的循环并较好的解决了副夹板的传送问题。
权利要求
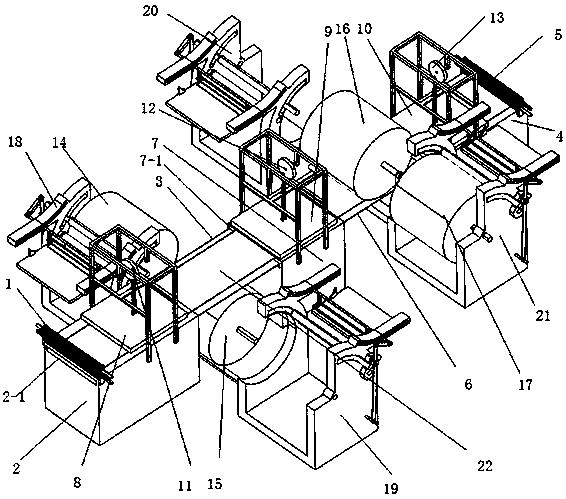
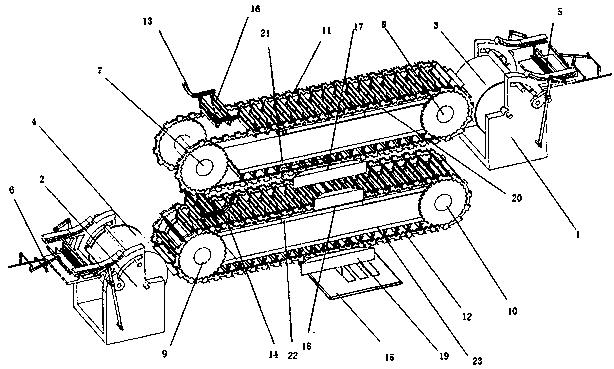
1.一种传送副夹板进行梳绵的绢纺生产线,包括自动取落绵装置一(1)、自动取落绵装置二(2)、梳绵滚筒一(3)、梳绵滚筒二(4)、抓绵钩绵机构一(5)、抓绵钩绵机构二(6)、两侧带驱动盘的驱动滚筒一(7)、两侧带驱动盘的驱动滚筒二(8)、两侧带驱动盘的驱动滚筒三(9)、两侧带驱动盘的驱动滚筒四(10)、传送带一(11)、传送带二(12)、输入缓冲传送装置(13)、输出缓冲传送装置(14)、成品绵传送带(15)和副夹板(16),其特征在于:所述传送带一(11)与两侧带驱动盘的驱动滚筒一(7)和两侧带驱动盘的驱动滚筒二(8)对应,所述传送带一(11)有一对分别套装在对应两侧带驱动盘的驱动滚筒一(7)和两侧带驱动盘的驱动滚筒二(8)一侧的驱动盘上沿顺时针方向驱动,所述传送带二(12)与两侧带驱动盘的驱动滚筒三(9)和两侧带驱动盘的驱动滚筒四(10)对应,所述传送带二(12)有一对分别套装在对应两侧带驱动盘的驱动滚筒三(9)和两侧带驱动盘的驱动滚筒四(10)一侧的驱动盘上沿逆时针方向驱动,所述传送带二(12)在传送带一(11)下方,所述传送带一(11)、传送带二(12)上分部设置有限位孔(24),所述副夹板(16)两侧的上板耳(16-6)卡装在对应传送带的限位孔(24)内,所述自动取落绵装置一(1)在两侧带驱动盘的驱动滚筒二(8)外侧,所述自动取落绵装置二(2)在两侧带驱动盘的驱动滚筒三(9)外侧,所述自动取落绵装置一(1)的支架内有梳绵滚筒一(3),所述梳绵滚筒一(3)靠在两侧带驱动盘的驱动滚筒二(8)外侧,所述抓绵钩绵机构一(5)在自动取落绵装置一(1)另一侧上方,所述自动取落绵装置二(2)的支架内有梳绵滚筒二(4),所述梳绵滚筒二(4)靠在两侧带驱动盘的驱动滚筒三(9)外侧,所述抓绵钩绵机构二(6)在自动取落绵装置二(2)另一侧上方,所述两侧带驱动盘的驱动滚筒一(7)上方有输入缓冲传送装置(13),所述两侧带驱动盘的驱动滚筒三(9)上方有输出缓冲传送装置(14),所述传送带二(12)下方有成品绵传送带(15),所述传送带一(11)的上部传送带的下方有导轨板一(20),所述传送带一(11)的下部传送带的上方有导轨板二(21),所述导轨板一(20)和导轨板二(21)一侧通过两侧带驱动盘的驱动滚筒二(8)内弧形导轨板相连,所述传送带二(12)的上部传送带的下方有导轨板三(22),所述传送带二(12)的下部传送带的上方有导轨板四(23),所述导轨板三(22)和导轨板四(23)两侧通过两侧带驱动盘的驱动滚筒三(9)和两侧带驱动盘的驱动滚筒四(10)内弧形导轨板相连,所述弧形导轨板固定在对应驱动滚筒内的支架上,所述导轨板一(20)、导轨板二(21)、导轨板三(22)和导轨板四(23)的垂直截面为U型,所述导轨板一(20)、导轨板二(21)、导轨板三(22)和导轨板四(23)两侧内均有限位槽(25),所述副夹板(16)下方两侧的下板耳(16-3)卡装在对应限位槽(25)内,所述传送带一(11)的下部传送带的两侧各有一个挡板一(17),所述传送带二(12)的上部传送带的两侧各有一个挡板二(18),所述传送带二(12)的下部传送带的两侧各有一个挡板三(19)。
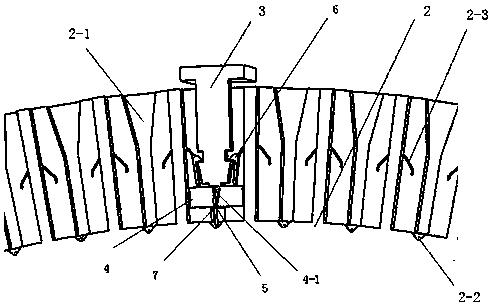
2.根据权利要求1所述的一种传送副夹板进行梳绵的绢纺生产线,其特征在于:所述副夹板(16)包括上活动板身(16-1)、下板身(16-2)、下板耳(16-3)、锁扣(16-4)、锁紧凸部(16-5)和上板耳(16-6),所述上活动板身(16-1)有一对,所述上活动板身(16-1)下方通过主轴固定在下板身(16-2)的槽内,所述上活动板身(16-1)两侧有锁扣(16-4),所述锁扣(16-4)下方外侧有锁紧凸部(16-5),两个上活动板身(16-1)合起后两个上活动板身(16-1)外侧相对应的锁扣(16-4)以及锁紧凸部(16-5)合在一起,所述上活动板身(16-1)两侧有上板耳(16-6),所述上板耳(16-6)由两个弧形板耳组成,所述弧形板耳分别在对应上活动板身(16-1)外侧,两个上活动板身(16-1)合起后弧形板耳合起组成上板耳(12),所述下板身(16-2)下部两侧有槽,所述下板身(16-2)下部的槽内有下板耳(16-3)。
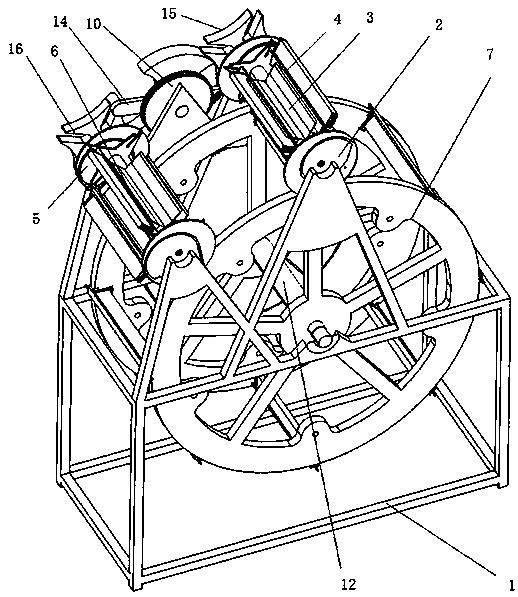
3.根据权利要求1所述的一种传送副夹板进行梳绵的绢纺生产线,其特征在于:所述输入缓冲传送装置(13)下方有一对弧形的输入缓冲导轨(13-1),所述输出缓冲传送装置(14)下方有一对弧形的输出缓冲导轨(14-1),所述副夹板(16)两侧的上板耳(16-6)卡装在对应输入缓冲导轨(13-1)和输出缓冲导轨(14-1)内。
4.根据权利要求1所述的一种传送副夹板进行梳绵的绢纺生产线,其特征在于:所述挡板一(17)、挡板二(18)和挡板三(19)均由横向截面为梯形的两个挡板组成燕尾槽。
说明书
技术领域
本发明涉及绢纺设备领域,特别是涉及一种传送副夹板进行梳绵的绢纺生产线。
背景技术
传统的绢纺工程的工艺流程,是以缫丝为主要原料,通过去杂、脱水、烘干、人工去杂,开绵,中切,圆梳,排绵,成条,最后并条,采用以上工艺,自动化程度低,工艺时间长,劳动强度大,并且工艺过程,经济效率低下。绵条由于自身特性在流水化生产中需要采用夹紧设备作为载体,为了保证绵条取放方便,因此需要设计相应的副夹板,以配合相应的流水线使用,因此若不使用圆梳机,可以设计出副夹板传送装置,以传送装置代替圆梳机。
发明内容
为了解决上述存在的问题,本发明提供一种传送副夹板进行梳绵的绢纺生产线,设计出副夹板传送装置,以传送装置代替圆梳机,简化了圆梳,避免了原来复杂的取放副夹板问题,更好的实现了副夹板的循环并较好的解决了副夹板的传送问题,为达此目的,本发明提供一种传送副夹板进行梳绵的绢纺生产线,包括自动取落绵装置一、自动取落绵装置二、梳绵滚筒一、梳绵滚筒二、抓绵钩绵机构一、抓绵钩绵机构二、两侧带驱动盘的驱动滚筒一、两侧带驱动盘的驱动滚筒二、两侧带驱动盘的驱动滚筒三、两侧带驱动盘的驱动滚筒四、传送带一、传送带二、输入缓冲传送装置、输出缓冲传送装置、成品绵传送带和副夹板,所述传送带一与两侧带驱动盘的驱动滚筒一和两侧带驱动盘的驱动滚筒二对应,所述传送带一有一对分别套装在对应两侧带驱动盘的驱动滚筒一和两侧带驱动盘的驱动滚筒二一侧的驱动盘上沿顺时针方向驱动,所述传送带二与两侧带驱动盘的驱动滚筒三和两侧带驱动盘的驱动滚筒四对应,所述传送带二有一对分别套装在对应两侧带驱动盘的驱动滚筒三和两侧带驱动盘的驱动滚筒四一侧的驱动盘上沿逆时针方向驱动,所述传送带二在传送带一下方,所述传送带一、传送带二上分部设置有限位孔,所述副夹板两侧的上板耳卡装在对应传送带的限位孔内,所述自动取落绵装置一在两侧带驱动盘的驱动滚筒二外侧,所述自动取落绵装置二在两侧带驱动盘的驱动滚筒三外侧,所述自动取落绵装置一的支架内有梳绵滚筒一,所述梳绵滚筒一靠在两侧带驱动盘的驱动滚筒二外侧,所述抓绵钩绵机构一在自动取落绵装置一另一侧上方,所述自动取落绵装置二的支架内有梳绵滚筒二,所述梳绵滚筒二靠在两侧带驱动盘的驱动滚筒三外侧,所述抓绵钩绵机构二在自动取落绵装置二另一侧上方,所述两侧带驱动盘的驱动滚筒一上方有输入缓冲传送装置,所述两侧带驱动盘的驱动滚筒三上方有输出缓冲传送装置,所述传送带二下方有成品绵传送带,所述传送带一的上部传送带的下方有导轨板一,所述传送带一的下部传送带的上方有导轨板二,所述导轨板一和导轨板二一侧通过两侧带驱动盘的驱动滚筒二内弧形导轨板相连,所述传送带二的上部传送带的下方有导轨板三,所述传送带二的下部传送带的上方有导轨板四,所述导轨板三和导轨板四两侧通过两侧带驱动盘的驱动滚筒三和两侧带驱动盘的驱动滚筒四内弧形导轨板相连,所述弧形导轨板固定在对应驱动滚筒内的支架上,所述导轨板一、导轨板二、导轨板三和导轨板四的垂直截面为U型,所述导轨板一、导轨板二、导轨板三和导轨板四两侧内均有限位槽,所述副夹板下方两侧的下板耳卡装在对应限位槽内,所述传送带一的下部传送带的两侧各有一个挡板一,所述传送带二的上部传送带的两侧各有一个挡板二,所述传送带二的下部传送带的两侧各有一个挡板三。
本发明的进一步改进,所述副夹板包括上活动板身、下板身、下板耳、锁扣、锁紧凸部和上板耳,所述上活动板身有一对,所述上活动板身下方通过主轴固定在下板身的槽内,所述上活动板身两侧有锁扣,所述锁扣下方外侧有锁紧凸部,两个上活动板身合起后两个上活动板身外侧相对应的锁扣以及锁紧凸部合在一起,所述上活动板身两侧有上板耳,所述上板耳由两个弧形板耳组成,所述弧形板耳分别在对应上活动板身外侧,两个上活动板身合起后弧形板耳合起组成上板耳,所述下板身下部两侧有槽,所述下板身下部的槽内有下板耳,考虑实际生产线需要,本申请设计以上结构的副夹板,该副夹板开闭方便,实用性强。
本发明的进一步改进,所述输入缓冲传送装置下方有一对弧形的输入缓冲导轨,所述输出缓冲传送装置下方有一对弧形的输出缓冲导轨,所述副夹板两侧的上板耳卡装在对应输入缓冲导轨和输出缓冲导轨内,本发明可以通过缓冲导轨进行副夹板送放。
本发明的进一步改进,所述挡板一、挡板二和挡板三均由横向截面为梯形的两个挡板组成燕尾槽,设计成燕尾槽可以便于副夹板进入张开。
本发明一种传送副夹板进行梳绵的绢纺生产线,包括输入缓冲区、输出缓冲区,用以缓冲放置输入(输出)的副夹板,副夹板,用于夹取绵条,传送装置,分为两部分,一为上传送板,上有限位孔,用来限制副夹板上板耳,确保副夹板与上传送板一起运动;一为下传送板,上有限位槽,用来限制副夹板下板耳和限位板,防止副夹板的晃动,传送装置驱动,驱动盘的转动带动上传送板的运动,换向装置,由两对梯形挡板组成燕尾槽,控制副夹板的张开闭合,自动取落绵装置,分为梳理滚筒和取落绵机构两部分。其具有工作流程如下:中切机处理后的绵经副夹板夹住,传送至输入缓冲区,后掉落至传送装置一中,绵在传送装置一拐弯处与梳绵滚筒一接触,梳绵滚筒一梳绵的一边,之后经过换向装置中,传送装置一中的副夹板张开,其中的绵掉落至传送装置二中同时张开的副夹板中,实现绵的换向;绵在传送装置二拐弯处与梳绵滚筒二接触,梳绵滚筒二梳绵的另一边,之后副夹板受燕尾槽挡板作用张开,梳理完的成品精绵掉落至传送带,传送带将其传送至收集区,传送装置一中的副夹板经换向装置后变为了空副夹板,在传送装置一的末尾处无下传送板对空副夹板的下板耳的位置限制,故空副夹板会受重力掉落至输出缓冲区,准备传送至中切机推绵处等待夹绵,夹到绵后传送至输入缓冲区,进行下一次循环。通过以上设计,以传送装置代替圆梳机,简化了圆梳,避免了原来复杂的取放副夹板问题,可以便于绢纺流水化生产。
附图说明
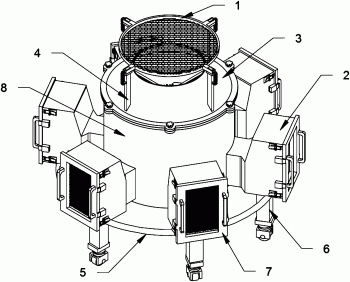
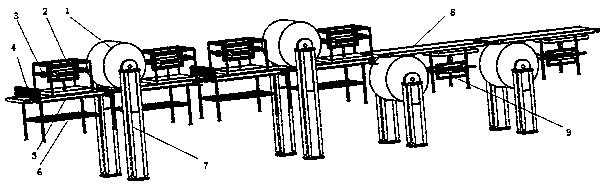
图1为本申请流水线示意图;
图2为本申请副夹板结构示意图;
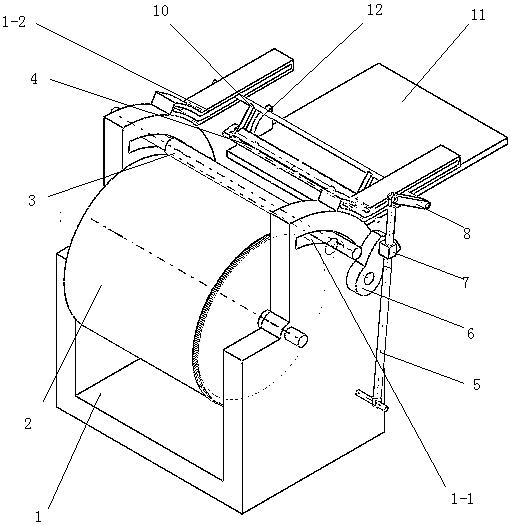
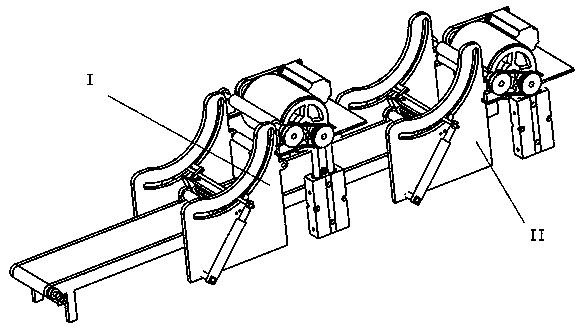
图3为本申请输入缓冲部分示意图;
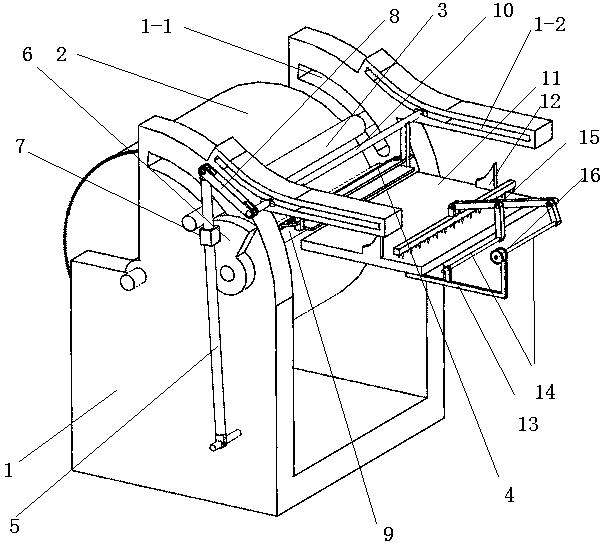
图4为本申请输出缓冲部分示意图;
图示说明:
1、自动取落绵装置一; 2、自动取落绵装置二; 3、梳绵滚筒一; 4、梳绵滚筒二;5、抓绵钩绵机构一; 6、抓绵钩绵机构二; 7、两侧带驱动盘的驱动滚筒一; 8、两侧带驱动盘的驱动滚筒二;9、两侧带驱动盘的驱动滚筒三;10、两侧带驱动盘的驱动滚筒四;11、传送带一;12、传送带二;13、输入缓冲传送装置;13-1、输入缓冲导轨;14、输出缓冲传送装置;14-1、输出缓冲导轨;15、成品绵传送带;16、副夹板;16-1、上活动板身;16-2、下板身; 16-3、下板耳; 16-4、锁扣; 16-5、锁紧凸部;16-6、上板耳;17、挡板一;18、挡板二;19、挡板三;20、导轨板一;21、导轨板二;22、导轨板三;23、导轨板四;24、限位孔;25、限位槽。
具体实施方式
下面结合附图与具体实施方式对本发明作进一步详细描述:
本发明提供一种传送副夹板进行梳绵的绢纺生产线,设计出副夹板传送装置,以传送装置代替圆梳机,简化了圆梳,避免了原来复杂的取放副夹板问题,更好的实现了副夹板的循环并较好的解决了副夹板的传送问题。
作为本发明一种实施例,本发明提供一种传送副夹板进行梳绵的绢纺生产线,包括自动取落绵装置一1、自动取落绵装置二2、梳绵滚筒一3、梳绵滚筒二4、抓绵钩绵机构一5、抓绵钩绵机构二6、两侧带驱动盘的驱动滚筒一7、两侧带驱动盘的驱动滚筒二8、两侧带驱动盘的驱动滚筒三9、两侧带驱动盘的驱动滚筒四10、传送带一11、传送带二12、输入缓冲传送装置13、输出缓冲传送装置14、成品绵传送带15和副夹板16,所述传送带一11与两侧带驱动盘的驱动滚筒一7和两侧带驱动盘的驱动滚筒二8对应,所述传送带一11有一对分别套装在对应两侧带驱动盘的驱动滚筒一7和两侧带驱动盘的驱动滚筒二8一侧的驱动盘上沿顺时针方向驱动,所述传送带二12与两侧带驱动盘的驱动滚筒三9和两侧带驱动盘的驱动滚筒四10对应,所述传送带二12有一对分别套装在对应两侧带驱动盘的驱动滚筒三9和两侧带驱动盘的驱动滚筒四10一侧的驱动盘上沿逆时针方向驱动,所述传送带二12在传送带一11下方,所述传送带一11、传送带二12上分部设置有限位孔24,所述副夹板16两侧的上板耳16-6卡装在对应传送带的限位孔24内,所述自动取落绵装置一1在两侧带驱动盘的驱动滚筒二8外侧,所述自动取落绵装置二2在两侧带驱动盘的驱动滚筒三9外侧,所述自动取落绵装置一1的支架内有梳绵滚筒一3,所述梳绵滚筒一3靠在两侧带驱动盘的驱动滚筒二8外侧,所述抓绵钩绵机构一5在自动取落绵装置一1另一侧上方,所述自动取落绵装置二2的支架内有梳绵滚筒二4,所述梳绵滚筒二4靠在两侧带驱动盘的驱动滚筒三9外侧,所述抓绵钩绵机构二6在自动取落绵装置二2另一侧上方,所述两侧带驱动盘的驱动滚筒一7上方有输入缓冲传送装置13,所述两侧带驱动盘的驱动滚筒三9上方有输出缓冲传送装置14,所述传送带二12下方有成品绵传送带15,所述传送带一11的上部传送带的下方有导轨板一20,所述传送带一11的下部传送带的上方有导轨板二21,所述导轨板一20和导轨板二21一侧通过两侧带驱动盘的驱动滚筒二8内弧形导轨板相连,所述传送带二12的上部传送带的下方有导轨板三22,所述传送带二12的下部传送带的上方有导轨板四23,所述导轨板三22和导轨板四23两侧通过两侧带驱动盘的驱动滚筒三9和两侧带驱动盘的驱动滚筒四10内弧形导轨板相连,所述弧形导轨板固定在对应驱动滚筒内的支架上,所述导轨板一20、导轨板二21、导轨板三22和导轨板四23的垂直截面为U型,所述导轨板一20、导轨板二21、导轨板三22和导轨板四23两侧内均有限位槽25,所述副夹板16下方两侧的下板耳16-3卡装在对应限位槽25内,所述传送带一11的下部传送带的两侧各有一个挡板一17,所述传送带二12的上部传送带的两侧各有一个挡板二18,所述传送带二12的下部传送带的两侧各有一个挡板三19。
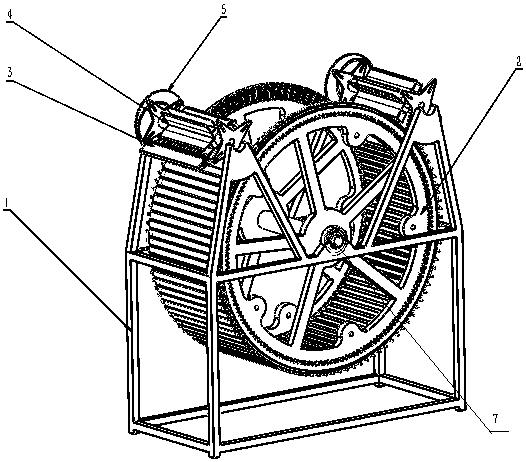
作为本发明一种具体实施例,本发明提供如图1所示的一种传送副夹板进行梳绵的绢纺生产线,包括自动取落绵装置一1、自动取落绵装置二2、梳绵滚筒一3、梳绵滚筒二4、抓绵钩绵机构一5、抓绵钩绵机构二6、两侧带驱动盘的驱动滚筒一7、两侧带驱动盘的驱动滚筒二8、两侧带驱动盘的驱动滚筒三9、两侧带驱动盘的驱动滚筒四10、传送带一11、传送带二12、输入缓冲传送装置13、输出缓冲传送装置14、成品绵传送带15和副夹板16,所述传送带一11与两侧带驱动盘的驱动滚筒一7和两侧带驱动盘的驱动滚筒二8对应,所述传送带一11有一对分别套装在对应两侧带驱动盘的驱动滚筒一7和两侧带驱动盘的驱动滚筒二8一侧的驱动盘上沿顺时针方向驱动,所述传送带二12与两侧带驱动盘的驱动滚筒三9和两侧带驱动盘的驱动滚筒四10对应,所述传送带二12有一对分别套装在对应两侧带驱动盘的驱动滚筒三9和两侧带驱动盘的驱动滚筒四10一侧的驱动盘上沿逆时针方向驱动,所述传送带二12在传送带一11下方,所述传送带一11、传送带二12上分部设置有限位孔24,所述副夹板16两侧的上板耳16-6卡装在对应传送带的限位孔24内,所述自动取落绵装置一1在两侧带驱动盘的驱动滚筒二8外侧,所述自动取落绵装置二2在两侧带驱动盘的驱动滚筒三9外侧,所述自动取落绵装置一1的支架内有梳绵滚筒一3,所述梳绵滚筒一3靠在两侧带驱动盘的驱动滚筒二8外侧,所述抓绵钩绵机构一5在自动取落绵装置一1另一侧上方,所述自动取落绵装置二2的支架内有梳绵滚筒二4,所述梳绵滚筒二4靠在两侧带驱动盘的驱动滚筒三9外侧,所述抓绵钩绵机构二6在自动取落绵装置二2另一侧上方,所述两侧带驱动盘的驱动滚筒一7上方有输入缓冲传送装置13,所述两侧带驱动盘的驱动滚筒三9上方有输出缓冲传送装置14,所述输入缓冲传送装置13如图3所示下方有一对弧形的输入缓冲导轨13-1,所述输出缓冲传送装置14如图4所示下方有一对弧形的输出缓冲导轨14-1,所述副夹板16如图2所示包括上活动板身16-1、下板身16-2、下板耳16-3、锁扣16-4、锁紧凸部16-5和上板耳16-6,所述上活动板身16-1有一对,所述上活动板身16-1下方通过主轴固定在下板身16-2的槽内,所述上活动板身16-1两侧有锁扣16-4,所述锁扣16-4下方外侧有锁紧凸部16-5,两个上活动板身16-1合起后两个上活动板身16-1外侧相对应的锁扣16-4以及锁紧凸部16-5合在一起,所述上活动板身16-1两侧有上板耳16-6,所述上板耳16-6由两个弧形板耳组成,所述弧形板耳分别在对应上活动板身16-1外侧,两个上活动板身16-1合起后弧形板耳合起组成上板耳12,所述下板身16-2下部两侧有槽,所述下板身16-2下部的槽内有下板耳16-3,考虑实际生产线需要,本申请设计以上结构的副夹板,该副夹板开闭方便,实用性强,所述副夹板16两侧的上板耳16-6卡装在对应输入缓冲导轨13-1和输出缓冲导轨14-1内,本发明可以通过缓冲导轨进行副夹板送放,所述传送带二12下方有成品绵传送带15,所述传送带一11的上部传送带的下方有导轨板一20,所述传送带一11的下部传送带的上方有导轨板二21,所述导轨板一20和导轨板二21一侧通过两侧带驱动盘的驱动滚筒二8内弧形导轨板相连,所述传送带二12的上部传送带的下方有导轨板三22,所述传送带二12的下部传送带的上方有导轨板四23,所述导轨板三22和导轨板四23两侧通过两侧带驱动盘的驱动滚筒三9和两侧带驱动盘的驱动滚筒四10内弧形导轨板相连,所述弧形导轨板固定在对应驱动滚筒内的支架上,所述导轨板一20、导轨板二21、导轨板三22和导轨板四23的垂直截面为U型,所述导轨板一20、导轨板二21、导轨板三22和导轨板四23两侧内均有限位槽25,所述副夹板16下方两侧的下板耳16-3卡装在对应限位槽25内,所述传送带一11的下部传送带的两侧各有一个挡板一17,所述传送带二12的上部传送带的两侧各有一个挡板二18,所述传送带二12的下部传送带的两侧各有一个挡板三19,所述挡板一17、挡板二18和挡板三19均由横向截面为梯形的两个挡板组成燕尾槽,设计成燕尾槽可以便于副夹板进入张开。
以上所述,仅是本发明的较佳实施例而已,并非是对本发明作任何其他形式的限制,而依据本发明的技术实质所作的任何修改或等同变化,仍属于本发明所要求保护的范围。
一种传送副夹板进行梳绵的绢纺生产线专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0