

IPC分类号 : B29D99/00,B29C70/16,B29C70/22,B29C70/86,B29C53/58,B29C70/48,B29C70/54,F03D1/06,B29D1/00






专利摘要
一种用来形成用于例如风力涡轮机轮毂的单轴向复合材料的端部连接体的插入物。插入物(30)包括套筒,该套筒具有按多轴向排列的多根纤维。套筒的内表面的至少一部分包括螺纹结构。螺纹可以切削到套筒中,或者套筒可以形成在心轴(112、301)上。螺旋螺纹插入物(300、301)可以用来提供容易再用的插入物。
说明书
技术领域技术领域
本发明涉及一种用来在单轴向复合材料中形成高负载承载端部连接体的插入物。本发明还涉及一种使用插入物在单轴向复合材料中形成端部连接体的方法。本发明由用于风力涡轮机叶片的根部端部的插入物作为例示。然而,所述插入物也适于用在其它用途中和供其它材料使用。
技术背景背景技术
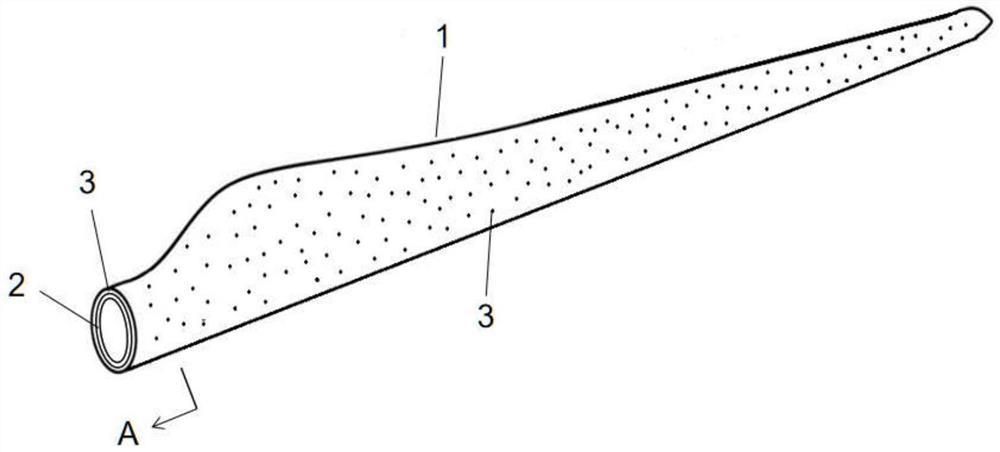
在大型的水平轴线风力涡轮机中,风力涡轮机叶片通过多个螺栓连结点连接到转子轮毂上。风力涡轮机叶片的轮毂端(根部)的截面是圆柱形的,并且典型地具有1500mm至3000mm的直径。大约60至80根螺栓将叶片连接到在转子轮毂内的径向叶距轴承上。螺栓典型地是M30至M40大小,并且每一根要求承受200至400kN的拉出力。螺栓绕根部周向地布置。
连接体的凹进部分必须位于叶片的根部部分中,从而当在使用中时可从轮毂侧接近凸出螺栓以便维护,以保证连接不会失效。
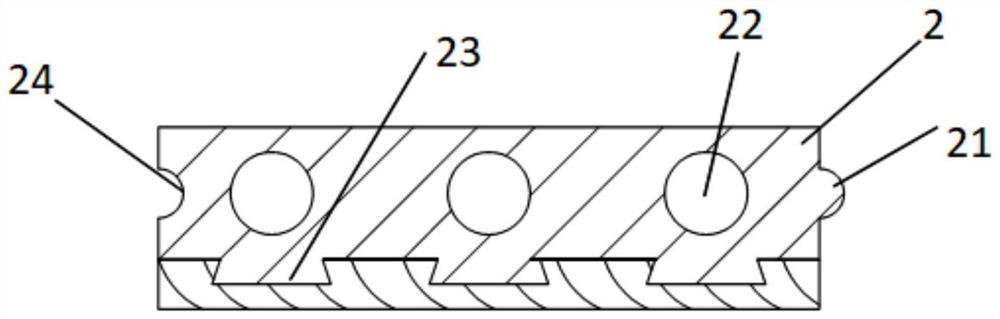
叶片的根部典型地由用纤维增强的塑料制成,典型地由在环氧、乙烯基酯或聚酯树脂中的玻璃纤维制造。在根部结构中的主要纤维取向是单轴向的,使纤维与叶片/根部圆柱的轴线相平行地延伸,有非常少的纤维在径向方向上。在根部结构中纤维的单轴向取向对于轮毂连接的凹进部分的形成造成问题。这是因为,如果内螺纹直接切削到根部的“端部晶粒”型单轴向层压件中,则将切断纤维,导致仅与树脂的抗剪强度相等的低拉出强度。这在图1中示出,图1示出了,单轴向线在内螺纹的附近已经切断,从而仅有树脂向螺纹结构提供结构完整性。
为了克服这个问题,已经使用长金属内螺纹插入物。金属插入物设计成提供巨大粘结区域,从而当插入物粘结到根部的单轴向复合结构中时,实现具有足够拉出强度的粘结。凸出螺栓拧到内螺纹插入物中,以形成连接。
金属插入物或者在复合根部结构已经固化之后,或者当根部结构正在层压/注压时被添加。在第一方法中,将用于插入物的孔钻削到根部中,并且然后将插入物粘结到位。这种方法要求专用粘合剂和设备。在一种可选择方法中,插入物在“铺设”期间被放置到未固化层压件中,并且然后当固化根部复合物时,被固化到结构中。
尽管金属插入物的使用解决了将内螺纹直接切削到根部结构的单轴向“端部晶粒”中的问题,但它们存在它们自己的问题。例如,由在金属插入物与周围复合材料之间的热失配可引起结构问题,这些金属插入物和周围复合材料具有不同的热膨胀系数。另外,金属插入物具有比周围复合材料高的刚度,导致在使用中关于挠曲失配的问题。
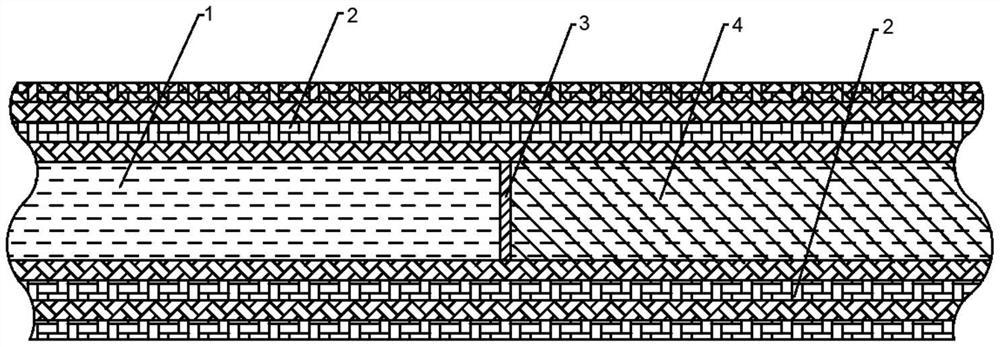
解决这些问题的一种途径是提供具有锥形、更柔性(有时称作胡萝卜形)的构造,以使材料刚度失配的影响被最小化。另外,在连接区域中的复合层压件制得非常厚,并因此较刚硬,以进一步减小材料刚度失配的影响。现有技术金属插入物1的典型示意例子表示在图2中,该金属插入物1嵌在单轴向复合材料2中。在实际中,插入物长度的大约三分之一是锥形的。在当前技术中使用的插入物的圆锥也可通过逐渐减少在插入物内侧上的金属材料量而制成。
随着风力涡轮机变得越来越大,在根部端部处补偿在金属插入物与复合层压件之间的结构失配要求的额外复合材料已经变得非常显著。添加的材料大大地增加了叶片的整个质量,并因此加大了其成本。对于40m风力叶片,在根部端部处复合层压件的壁厚在80mm的量级上,并且对于350mm金属插入物,壁厚在它开始减小之前必须保持大约500mm。因为在根部结构中对大量复合材料的需要,使用较昂贵材料(如对较大叶片所需的碳纤维复合物)的成本高得惊人。
发明内容发明内容
根据本发明的第一方面,提供一种用来在单轴向复合材料中形成端部连接体的插入物,该插入物包括套筒,其中,套筒包括具有多轴向排列的多根纤维,其中,套筒的内表面的至少一部分包括螺纹结构。
本发明的插入物在热和机械性能方面与风力叶片根部的复合材料相似。因此,在插入物相对于根部的热和机械特性之间的失配显著地小于现有技术金属插入物的失配。这允许使用较短的插入物,对于40m风力叶片典型地160mm而不是350mm,并且允许根部具有较小的壁厚。壁厚能够从约80mm减小到大约60mm。另外,因为在根部和插入物的相像材料之间能够实现更好的粘合,所以在对于转子轮毂的连接而言需要使用的插入物/螺栓更少,使得材料成本和维护成本得以节省。对于40m风力叶片,通过使用根据本发明的插入物,在根部中可实现大约50%的重量节省。
在一个优选例子中,套筒包括一层或多层多轴向纤维织物。这允许纤维铺设构造有更多的变化,因而提供较大设计自由度。套筒还可以包括一个或多个螺旋地缠绕的纤维层,以提供进一步的设计自由度。
优选地所述螺旋地缠绕的纤维层或每个螺旋地缠绕的纤维层包覆在一层多轴向纤维织物上。已经发现,这样能够提供一种牢固的结构。所述螺旋地缠绕的纤维层或每个螺旋地缠绕的纤维层的纤维优选地与由螺纹结构的牙顶限定的路径大体对准,以在插入物的螺纹中提供另外强度。
在一个可选择例子中,套筒包括用纤维增强的塑料。优选地,套筒包括绕丝纤维复合管,该绕丝纤维复合管可容易地购得。优选地,纤维的缠绕角大致等于±θ,其中θ是螺纹结构的螺纹角。本发明人已经惊讶地发现,这种纤维排列增强了随后切成管的螺纹的拉出强度。
纤维优选地嵌在固化的树脂基体内,从而插入物可以以独立元件形式被提供。
在一个例子中,螺纹结构与套筒整体地形成。这是有利的,因为不需要为了形成螺纹而切削套筒的纤维。因而能够提供具有较大结构完整性的螺纹。
可选择地,为了制造容易,螺纹结构可以是切削螺纹结构。本发明人已经惊讶地发现,当将螺纹结构切削到具有多轴向纤维排列的套筒中时,螺纹对于风力涡轮机根部连接用途具有足够的拉出强度。
插入物可以布置在螺纹心轴上。
插入物优选地包括螺旋螺纹插入物,该螺旋螺纹插入物布置在螺纹结构中,以促进插入物的可再用性。螺旋螺纹插入物可以是螺旋线圈,但更优选地是连续套筒,该连续套筒具有切削在其中的内螺旋螺纹。这种套筒也可以设有外部阳螺旋螺纹。这允许螺旋螺纹插入物卷成心轴。套筒将显著地比现有技术的金属插入物薄,并因此具有低得多的刚度。
在本发明的第二方面,提供一种端部连接体,该端部连接体包括根据本发明第一方面的至少一个插入物,该插入物嵌在单轴向复合材料中。优选地,端部连接体包括多个根据本发明第一方面的插入物,这些插入物嵌在单轴向复合材料中。
在本发明的第三方面,提供一种风力涡轮机叶片,该风力涡轮机叶片包括至少一个根据本发明第一方面的插入物,该插入物嵌在风力涡轮机叶片的根部中。
根据本发明的第四方面,提供一种在单轴向复合材料中形成端部连接体的方法,该方法包括:提供套筒,该套筒包括具有多轴向排列的多根纤维;在套筒的内表面的至少一部分上提供螺纹结构;及将套筒定位和固定在单轴向复合材料内。
在一个优选例子中,提供套筒包括在螺纹心轴上构造套筒,以将螺纹结构与套筒整体地形成。
构造套筒优选地包括将一层或多层多轴向纤维织物定位在螺纹心轴上。所述方法还可以包括将一个或多个螺旋地缠绕的纤维层缠绕在多轴向纤维织物层的至少一个上。优选地,螺旋地缠绕的纤维层缠绕在每个多轴向纤维织物层上。
所述螺旋地缠绕的纤维层或每个螺旋地缠绕的纤维层优选地缠绕到心轴上,从而纤维与由在套筒内表面上的螺纹结构的牙顶限定的路径大体对准。
所述方法还可以包括将用树脂浸渍套筒并固化树脂,以形成用纤维增强的塑料套筒。
在一个可选择例子中,套筒是用纤维增强的塑料,优选地是绕丝纤维复合管,并且提供螺纹结构包括在绕丝纤维复合管中切削螺纹。
定位和固定套筒优选地包括:在单轴向复合材料中开孔;将套筒定位在孔内;及用粘合剂将套筒固定在孔中。典型的粘合剂是环氧树脂粘合剂,该环氧树脂粘合剂具有在25-40MPa的范围中的抗剪强度。
在一个可选择例子中,定位和固定套筒包括:在正在铺设单轴向材料时,将套筒定位在单轴向材料内;用树脂浸渍单轴向材料;及固化树脂。
在一个例子中,在同一过程步骤期间,用树脂浸渍套筒和单轴向材料。这具有如下优点:将插入物固定在单轴向材料中,从而它成为所完成的材料的整体部分。
套筒可以优选地在定位和固定期间布置在心轴上。这在安装步骤期间提供用于插入物的支撑。
优选地,套筒定位在单轴向复合材料中,从而套筒的主轴线大体与单轴向复合材料的单轴向纤维相平行。
所述方法优选地还包括将螺旋螺纹插入物定位在螺纹结构中,以促进插入物的可再用性。螺旋螺纹插入物可以是螺旋线圈,但更优选地是连续套筒,该连续套筒具有切削在其中的内螺旋螺纹。这种套筒也可以设有外部阳螺旋螺纹。这允许螺旋螺纹插入物卷成心轴,由此显著地简化过程步骤。
附图说明附图说明
以下将参照附图来描述本发明的例子,在附图中:
图1是直接切削到单轴向复合材料的端部中的内螺纹的示意横截面图;
图2是粘结到单轴向复合材料的端部中的现有技术金属插入物的示意横截面图;
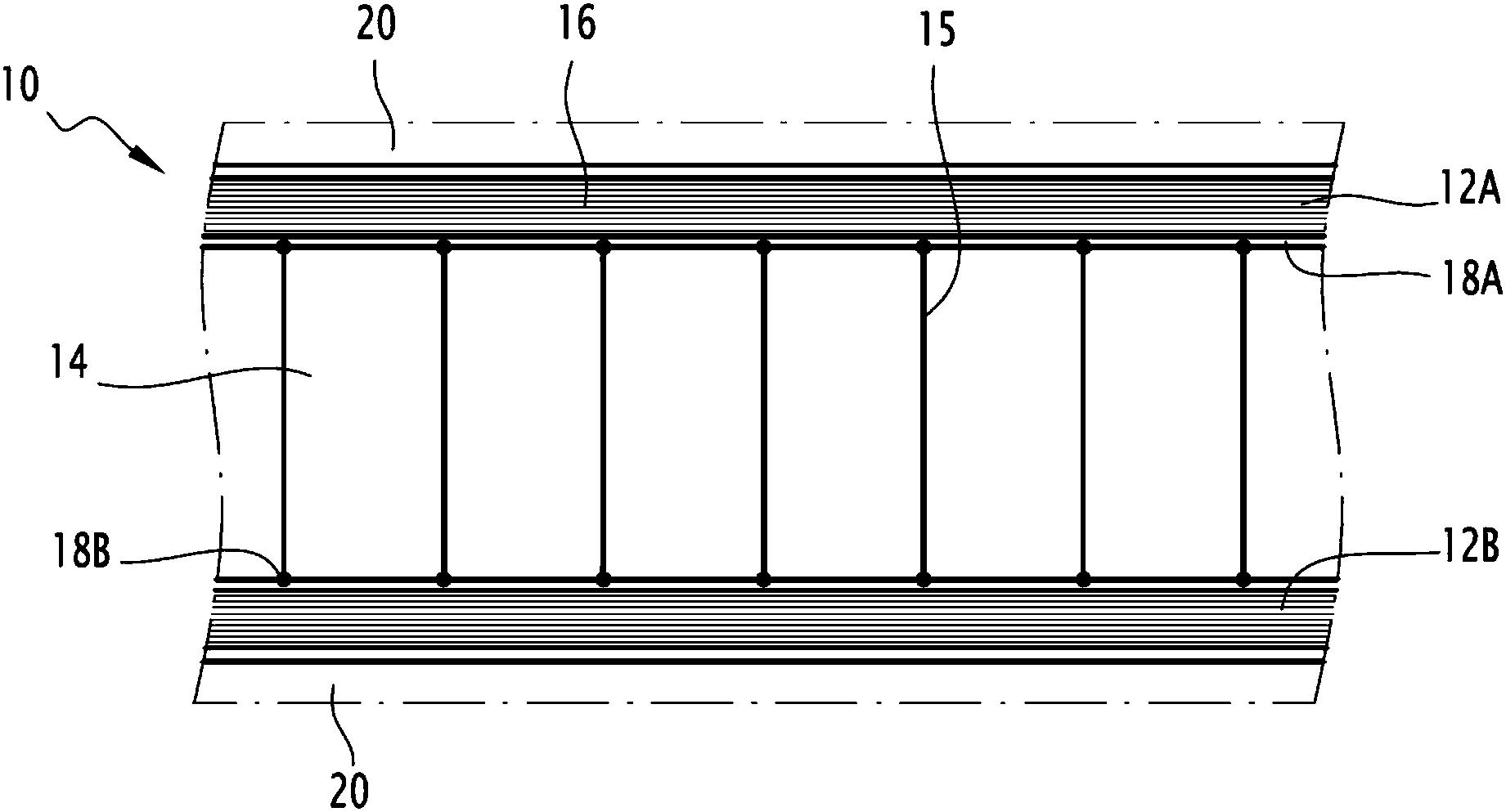
图3a是绕丝复合管的示意横截面图和在螺纹切削操作之前内螺纹切削工具的示意图;
图3b表示在螺纹切削操作期间图3a的元件;
图3c表示在螺纹切削操作完成之后图3a的元件;
图4a是螺纹心轴的示意图;
图4b表示图4a的螺纹心轴,具有在构造期间根据本发明的插入物的横截面示意表示;
图4c表示当从心轴除去时图4b的插入物的横截面示意图;
图5a是按照本发明的插入物的构造的第一阶段的图;
图5b是图5a的插入物的构造的第二阶段的图;
图5c是图5a的插入物的构造的较后阶段的图;
图5d是图5a的插入物完成后的图;
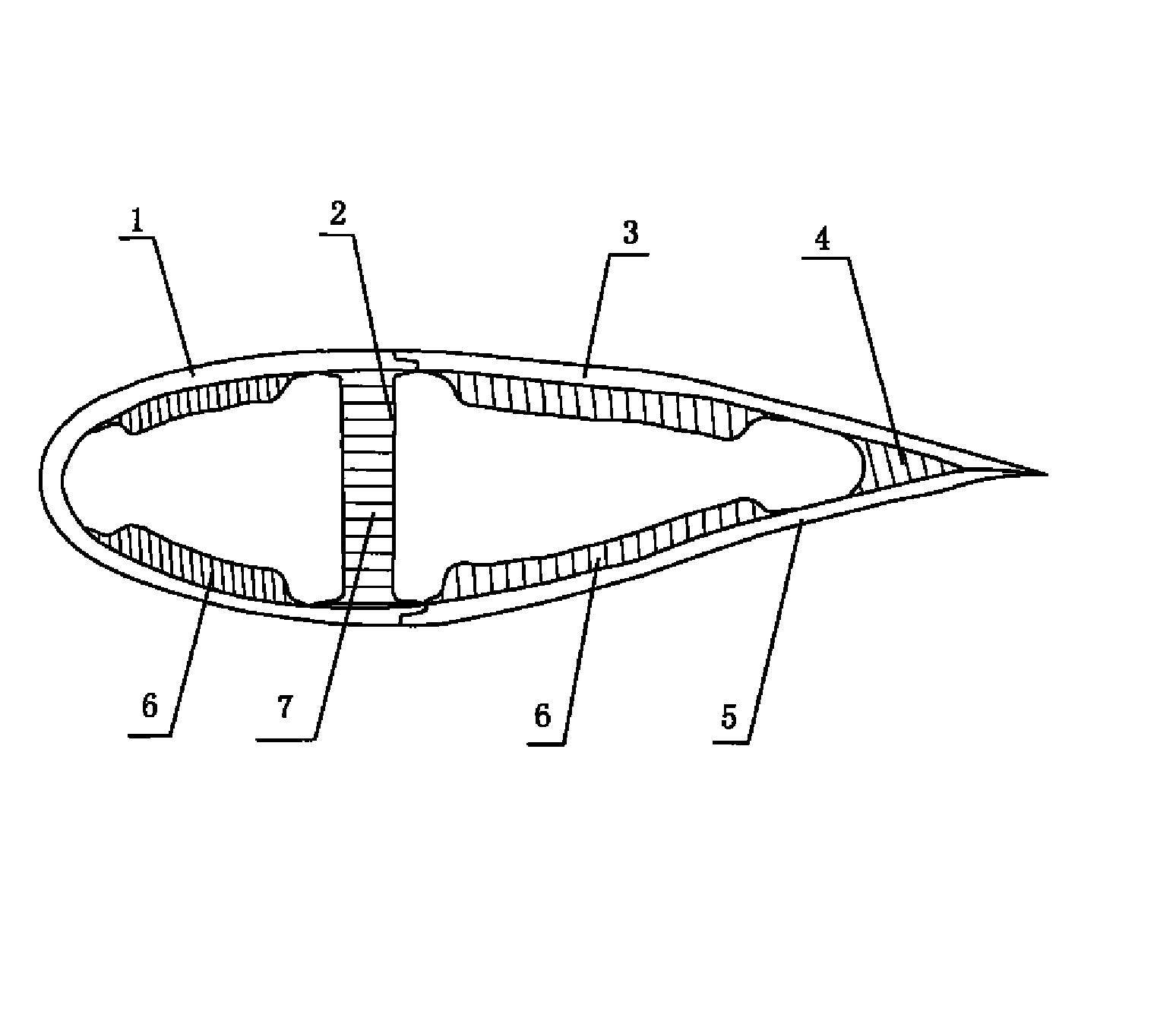
图6是根据本发明的插入物的示意横截面图,该插入物粘结到单轴向复合材料的端部中;而
图7是图6的插入物的示意横截面图,具有螺纹插入物。
具体实施方式具体实施方式
图3a至3c示意地示出构造根据本发明的插入物的第一方法。图3a表示绕丝纤维复合管10和螺纹切削工具12。管10的纤维20的大部分的缠绕角大约等于±θ(±5°),其中θ是螺纹切削工具12的螺纹角。理想地,绕丝纤维复合管10的纤维的90%按±θ缠绕。然而,也可以使用其纤维的75%至95%按±θ缠绕的管。
为了清楚,纤维20的缠绕角是当从侧面观看管10时纤维20与管10的主轴线11形成的锐角(图3a)。类似地,螺纹切削工具12的螺纹角是当从侧面观看螺纹切削工具时螺纹17与螺纹切削工具12的主轴线13形成的锐角(图3a)。在图中为了清楚起见,在图3a中只示出了具有大约+θ的缠绕角的纤维20。然而,将理解,管10包括具有大约±θ的缠绕角的纤维20。
在一个例子中,管10可以包括标准e-玻璃和环氧树脂。然而,可以使用任何其它适当纤维复合材料,如e-玻璃和聚酯或乙烯酯树脂或碳或芳族聚酰胺纤维。
图3b表示在螺纹绞制过程期间的绕丝纤维复合管10。在螺纹绞制过程期间,将螺纹切削工具12“拧入”到管10中,以在管10的内表面中切削螺纹结构25。然后取出螺纹切削工具12(图3c)。所形成的元件是螺纹插入物30,该螺纹插入物30包括套筒35,该套筒35由管10形成,在其内表面上具有螺纹结构25。螺纹结构的螺纹26具有螺纹角,该螺纹角等于螺纹切削工具12的螺纹角,并且该螺纹角因此大约等于纤维20的缠绕角。在使用中,将插入物30粘结到风力叶片的根部端部的单轴向材料中,如下面将更详细地描述的那样。
图4a至4c示意地示出了构造按照本发明的插入物的第二、可选择方法的一般原理。图4a表示螺纹心轴112,纤维层120定位在该螺纹心轴112上(图4b),以建造套筒135。
因为心轴112在其外表面上具有螺纹结构117,所以在螺纹心轴112上建造的套筒135,也在其内表面上具有螺纹结构125。在优选构造方法中(该方法下面参照图5a至5d更详细地描述),将多轴向纤维织物层220定位在心轴上,并且将单轴向纤维束221缠绕在多轴向纤维织物的每一层上,以便在心轴上将多轴向纤维织物拉成螺纹。然而,可以使用下面讨论的、在螺纹心轴上建造套筒135的其它方法,而不脱离本发明。
一旦已经采用任何适当手段在螺纹心轴112上制成套筒135,该套筒就可用树脂浸渍、固化并且从螺纹心轴112取下,以形成预固化插入物130。可选择地,套筒135可以在还没有浇注任何树脂的情况下而仍然保持在螺纹心轴上的同时被供给和安装。在这种情况下,在现场用树脂浇注并固化插入物130,如下面将更详细描述的那样。
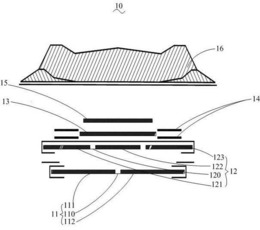
图5a至5c表示按照本发明构造插入物的优选方法。如图5a所示,在第一过程步骤中,将低号数(典型地3-24k)多轴向纤维织物层220a定位在螺纹心轴212上。多轴向纤维织物优选地是纤维编织物。然而,也可以使用片状织物、或螺旋缠绕带。
在第二过程步骤中,将单轴向低号数纤维束缠绕在多轴向纤维织物层220a上,以形成螺旋地缠绕的纤维层221a,该单轴向低号数纤维束包括多根单轴向纤维。如可在图5a中看到的那样,将单轴向纤维束缠绕到心轴212上,从而它位于在心轴上的螺纹结构的牙槽中。该操作将多轴向纤维织物层220a拉成螺纹结构,并且帮助保证,在完成的插入物上的螺纹结构是在螺纹心轴212中的螺纹结构的真实“模型”。因而螺旋地缠绕的纤维层的纤维大体上与由在套筒235的内表面上的螺纹结构的牙顶127(图4c)限定的路径对准。如可从图5a看到那样,螺旋地缠绕的纤维层221a在轴向方向上是不连续的,从而它并非完全地覆盖下面的多轴向纤维织物。
图5b表示第三过程步骤,在该第三过程步骤中,将第二多轴向纤维织物层220b定位在心轴212上。在图5c中表示的第四过程步骤中,将选择性导向线222缠绕在第二多轴向纤维织物层220b上,以便将第二多轴向纤维织物层220b拉成螺纹心轴212的形式。导向线222然后由第二螺旋地缠绕的纤维层221b包覆缠绕。这个过程重复4或5次,直到螺纹心轴212的螺纹完全由纤维层压结构填充,该纤维层压结构形成套筒235。在一个例子中,套筒235在通过旋下从螺纹心轴取下之前,用树脂浸渍并且固化,以生产预固化插入物230(图5d)。在下面描述的可选择例子中,插入物230在还没有浇注任何树脂的情况下而仍然安装在螺纹心轴上的同时被供给和安装。
如以上提到的那样,在螺纹心轴上建造插入物130、230的套筒135、235的优选方法是如参照图5a至5c描述的那样。然而,也可以使用在螺纹心轴上建造纤维套筒的其它方法。例如,可以仅使用一个多轴向纤维织物层,所述层被缠绕的单轴向纤维层和/或绕丝层包覆。可选择地,套筒可以仅由多轴向纤维层建造。在这样一种情况下,可以用真空袋或外部凹进心轴来保证纤维层适当地位于螺纹心轴的螺纹结构内。
在另一个可选择方法中,由多轴向纤维织物、缠绕的单轴向纤维及绕丝纤维、或其任何组合的层组成的绕丝纤维复合管,构造在平面圆柱形心轴上。在这种情况下,套筒在从心轴除去、和如图3a至3c所示用螺纹切削工具制成螺纹之前,用树脂浇注和固化。
预固化插入物,当由任何方法制成时,可以按两种方式安装到风力叶片的根部的单轴向复合材料中。在第一方法中,将孔钻削在根部端部中,并且用粘合剂将插入物粘结到孔中。在一种可选择方法中,预固化插入物可以在铺设(lay-up)期间定位在根部的多轴向材料中。根部然后用树脂浇注并且固化,以将插入物固定到位。
对于不包括树脂的插入物,在铺设期间在仍然支撑在心轴上的同时,将插入物定位在根部的多轴向材料中。然后根部和插入物在同一过程步骤中用树脂浇注在一起,并且固化。然后可以除去心轴。
图6示出了当由任何方法制成/安装时定位在单轴向复合材料中的插入物。如所示的那样,插入物被安装成,其主轴线11大体与单轴向纤维的方向相平行。
在实际中,优选的是,插入物的螺纹是可再用的,以允许为了使用和维护将连接螺栓安装/除去多次。为了改进插入物的可再用性,将金属螺纹插入物300(图7)布置在套筒的内表面上的螺纹结构内。螺纹插入物300初始具有比在复合插入物中的螺纹稍大的直径,从而当它拧到螺纹结构中时,插入物通过过盈配合被压缩和保持到位。
在图7中表示的螺纹插入物300是螺旋线圈。一种可选择的插入物301在图8中示出。作为对于螺旋线圈的取代方式,该图中所示的是薄壁金属套筒。套筒设有外部阳螺旋螺纹302,该外部阳螺旋螺纹302面对插入物的对应内螺纹,并且复制心轴的螺纹。套筒具有内部阴螺旋螺纹303,该内部阴螺旋螺纹303与螺栓相啮合。在两个螺旋螺纹的沟槽之间的厚度T优选地小于5mm。金属套筒不仅提供与螺栓相啮合的表面,而且起到心轴的作用,绕该心轴形成多轴向插入物。形成过程与以上关于图5a-5c描述的相同,但在这种情况下,不需要以后从插入物除去心轴。这个例子保有以前例子的所有的优点,因为它保持在单轴向围绕物与多轴向套筒之间的界面。然而,它是容易可再用的,因为存在着与螺栓相啮合的金属插入物,并且制造简单。
螺纹插入物301表面上与在图2中所描述的现有技术的金属插入物有有些相像。然而,显著的差别是,在图2中,套筒1凭借在套筒与单轴向复合材料之间的粘结连接,保持在单轴向复合材料中。这要求它比插入物301(该插入物301保持在螺纹多轴向围绕物中)显著地更厚而且更长。因此可显著地减少现有技术中存在的热失配和挠曲失配问题。具体地说,不需要在图2中表示的锥形端部,该锥形端部是造成热和挠曲失配问题的最大原因。其它显著的差别是,现有技术金属插入物显著地较刚硬,而在这个例子中,插入物设计成是非常薄壁的,并因此当与现有技术插入物相比时是非常柔性的。
没有必要使得插入物的全部内表面都包括螺纹结构。在一个例子中(未示出),螺纹结构仅在插入物的一个端部处存在。当希望增大在插入物的外表面上提供的粘结面积时,这样一个实施例可能是有用的。
尽管已经参考在风力叶片的根部的单轴向材料内的安装而描述了本发明的插入物,但可以知晓,插入物也可以用在需要进行螺栓连接的其它技术领域中。类似地,将理解,插入物可以安装在非单轴向复合材料或其它类型的材料中。
用来在单轴向复合材料中形成端部连接体的插入物和方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0