

IPC分类号 : B27K1/00I,B27K3/00I,B27K3/08I,B27K3/36I,B27K3/52I,B27K5/00I,B27M1/06I,B27M3/04I,B29D99/00I








专利摘要
本发明公开了一种面板为木蜡油处理碳化木的木塑复合地热地板的制备方法,以硬木作为原料,制成表板,将表板干燥;然后对表板依次进行微波处理、真空干燥处理、碳化处理;回潮处理;将处理后的表板纵解为规格板材,然后在表板的单面铣出燕尾型凹槽;以热塑性塑料和碳化木粉的混合物作为母料,制备热塑性木塑复合材料;将表板和热塑性木塑复合材料进行共挤,制得由表板和底板组成的碳化木木塑复合地热地板基板;将基板截断,截断后利用成型铣刀将基板的两端端部分别铣出相互卡接的凹槽和凸槽;将制备的碳化木地板放置于浸渍罐内,利用改性木蜡油进行浸渍处理。本发明解决了木材导热性差、地板尺寸稳定性差、室内有害物质污染的问题。
权利要求
1.一种面板为木蜡油处理碳化木的木塑复合地热地板的制备方法,其特征在于:包括以下步骤:
(1)以硬木作为原料,制成厚度为3-6mm的表板,将表板干燥至含水率为5-8%;
(2)将步骤(1)处理后的表板放置于微波处理箱内,对其进行微波处理,微波功率为30~50kW,处理时间5~8分钟;
(3)将步骤(2)处理后的表板放置于真空热板碳化窑中进行真空干燥处理,真空干燥处理的具体步骤为:首先抽出碳化窑内的空气,窑内压力控制在6.7kPa;然后对表板进行预热升温处理,升温速度为4~6℃/h,升至40~42℃后开始对表板进行干燥;当表板含水率降至40%后,升高温度至45~46℃;当表板含水率降至30%后,升高温度至49~50℃;当表板含水率降至20%后,升高温度至54~55℃;表板含水率降至10%后,升高温度至60~65℃,直至木材含水率降低至5%;
(4)将步骤(3)处理后的表板置于碳化窑内,进行碳化处理,其中,碳化窑内压力控制在6.7kPa;然后对木材进行预热升温处理,升温速度为25-30℃/h,升至100℃后保持2h;继续升温,速度为40-50℃/h,将碳化窑温度升高至180-220℃;保持碳化温度为2-3h;继续保持窑内压力为6.7kPa,快速降低热板温度来冷却表板,当温度降低至40-50℃时将表板取出;
(5)将步骤(4)处理后的表板置于调温调湿窑内,进行回潮处理,使表板的含水率回潮至5-8%;
(6)将步骤(5)处理后的表板纵解为规格板材,然后在表板的单面铣出燕尾型凹槽;
(7)以热塑性塑料和碳化木粉的混合物作为基料,制备热塑性木塑复合材料母料;其中,热塑性木塑复合材料的原料按照质量份数计,由以下组分组成:热塑性塑料或回收塑料20-40份,碳化木粉40-70份,偶联剂或界面相容剂1-9份,充填剂10-20份,所述碳化木粉为180~250℃高温处理的碳化木粉,充填剂为回收铝粉,偶联剂或界面相容剂为硅烷偶联剂、马来酸酐(MAH)、甲基丙烯酸甲酯(MMA)、甲基丙烯酸缩水甘油酯(GMA)的一种;原料混合后放入高速混合机内,控制温度50-150℃,混合时间20-30分钟,得到热塑性木塑复合材料母料;
(8)将步骤(6)得到的表板和步骤(7)制备的热塑性木塑复合材料母料共同放置于共挤设备内进行共挤,表板在共挤设备的模具腔体底部,燕尾型凹槽向上,表板进行首尾连续放入,而热塑性母料在表板的上部进行连续进料;这样表板和热塑性母料通过能够连续进给的共挤设备,将热塑性混合母料熔融后,粘流态的热塑复合材料流入表板的燕尾型凹槽后与表板共同挤出成型,制得由表板和底板组成的碳化木木塑复合地热地板基板;
(9)将步骤(8)得到的基板共挤成型冷却后,将基板截断,截断后利用成型铣刀将基板的两端端部分别铣出相互卡接的凹槽和凸槽;在碳化木木塑复合材料地板的底板中开设用于地热热媒循环管道联通的预留孔;
(10)将步骤(9)制备的碳化木地板放置于浸渍罐内,利用木蜡油进行浸渍处理;具体为:首先对真空压力浸漆罐进行真空处理,罐内压力控制在3.4~6.7kPa,然后向真空压力浸漆罐内注入木蜡油,利用空压机进行加压0.8~1.0MPa处理,将木蜡油加压浸渍到碳化表板内部;木蜡油通过改性处理,改性处理步骤为:按木蜡油重量的1%、3%、5%分别加入纳米ZnO、纳米黏土、石墨烯,并通过超声分散,得到三类改性木蜡油。
2.一种由权利要求1所述的方法制备得到的木塑复合地热地板。
说明书
技术领域
本发明涉及复合地板技术领域,尤其是一种用于室内铺装的木塑复合地热地板及其制备方法。
背景技术
目前室内装修时地热地板多采用木材多层复合地板,这样能保证地板受热时均匀膨胀和收缩,但是多层木材进行复合时需要添加胶黏剂,经过加工后胶层通常暴露在室内,胶黏剂的分解和挥发会持续的对室内环境造成污染。纯实木地板消耗大量的优良木材,并且通常需要碳化处理才能保持其较好的尺寸稳定性,且地板完全碳化消耗大量的能源。制备地板的木材在含水率较低时其导热性很差,需要很长的时间才能把热量传递到地板的表面,然后再加热室内空间。制备地板的优质硬木材料日益紧缺,生产全实木地热地板的可持续性难以保障。此外,地板的油漆及涂饰对生产及家庭使用环境会造成一定的化学污染。因此开发出既能快速导热又能节约优质木材、无室内空气污染的技术是解决上述问题的关键。
发明内容
本发明的目的是提供一种面板为木蜡油处理碳化木的木塑复合地热地板的制备方法,以解决现有技术存在的木材导热性差、地板尺寸稳定性差、室内有害物质污染及优质木材资源紧缺等问题。
为实现上述目的,本发明采用的技术方案为:
一种面板为木蜡油处理碳化木的木塑复合地热地板的制备方法,包括以下步骤:
(1)以硬木作为原料,制成表板,将表板干燥;
(2)将步骤(1)处理后的表板放置于微波处理箱内,对其进行微波处理;
(3)将步骤(2)处理后的表板放置于真空热板碳化窑中进行真空干燥处理;
(4)将步骤(3)处理后的表板置于碳化窑内,进行碳化处理;
(5)将步骤(4)处理后的表板置于调温调湿窑内,进行回潮处理;
(6)将步骤(5)处理后的表板纵解为规格板材,然后在表板的单面铣出燕尾型凹槽;
(7)以热塑性塑料和碳化木粉的混合物作为基料,制备热塑性木塑复合材料母料;
(8)将步骤(6)得到的表板和步骤(7)制备的热塑性木塑复合材料母料共同放置于共挤设备内进行共挤,表板在共挤设备的模具腔体底部,燕尾型凹槽向上,表板进行首尾连续放入,而热塑性母料在表板的上部进行连续进料;这样表板和热塑性母料通过能够连续进给的共挤设备,将热塑性混合母料熔融后,粘流态的热塑复合材料流入表板的燕尾型凹槽后与表板共同挤出成型,制得由表板和底板组成的碳化木木塑复合地热地板基板;
(9)将步骤(8)得到的基板共挤成型冷却后,将基板截断,截断后利用成型铣刀将基板的两端端部分别铣出相互卡接的凹槽和凸槽;
(10)将步骤(9)制备的碳化木地板放置于浸渍罐内,利用木蜡油进行浸渍处理。
进一步的,所述步骤(1)中,制成厚度为3-6mm的表板,将表板干燥至含水率为5-8%;所述步骤(5)中,使表板的含水率回潮至5-8%。
进一步的,所述步骤(2)中,微波功率为30~50kW,处理时间5~8分钟。
进一步的,所述步骤(3)中,真空干燥处理的具体步骤为:首先抽出碳化窑内的空气,窑内压力控制在6.7kPa;然后对表板进行预热升温处理,升温速度为4~6℃/h,升至40~42℃后开始对表板进行干燥;当表板含水率降至40%后,升高温度至45~46℃;当表板含水率降至30%后,升高温度至49~50℃;当表板含水率降至20%后,升高温度至54~55℃;表板含水率降至10%后,升高温度至60~65℃,直至木材含水率降低至5%。
进一步的,所述步骤(4)中,碳化窑内压力控制在6.7kPa;然后对木材进行预热升温处理,升温速度为25-30℃/h,升至100℃后保持2h;继续升温,速度为40-50℃/h,将碳化窑温度升高至180-220℃;保持碳化温度为2-3h;继续保持窑内压力为6.7kPa,快速降低热板温度来冷却表板,当温度降低至40-50℃时将表板取出。
进一步的,所述步骤(7)中,热塑性木塑复合材料的原料按照质量份数计,由以下组分组成:热塑性塑料或回收塑料20-40份,碳化木粉40-70份,偶联剂或界面相容剂1-9份,充填剂10-20份;原料混合后放入高速混合机内,控制温度50-150℃,混合时间20-30分钟,得到热塑性木塑复合材料母料。
进一步的,所述碳化木粉为180~250℃高温处理的碳化木粉,充填剂为回收铝粉,偶联剂或界面相容剂为硅烷偶联剂、马来酸酐(MAH)、甲基丙烯酸甲酯(MMA)、甲基丙烯酸缩水甘油酯(GMA)的一种。
进一步的,所述步骤(9)中,在碳化木木塑复合材料地板的底板中开设用于地热热媒循环管道联通的预留孔。
进一步的,所述步骤(10)中,首先对真空压力浸漆罐进行真空处理,罐内压力控制在3.4~6.7kPa,然后向真空压力浸漆罐内注入木蜡油,利用空压机进行加压0.8~1.0MPa处理,将木蜡油加压浸渍到碳化表板内部;木蜡油通过改性处理,改性处理步骤为:按木蜡油重量的1%、3%、5%分别加入纳米Zno、纳米黏土、石墨烯,并通过超声分散,得到三类改性木蜡油。
一种由上述方法制备得到的木塑复合地热地板。
有益效果:相比于现有技术,本发明具有以下优点:
1)利用碳化木表板结合木塑复合材料基板的地热地板是本发明的一大创新与优势。对碳化木表板进一步进行木蜡油浸渍处理能够有效的提高其尺寸稳定性和装饰性。
2)碳化表板既具有天然实木的美丽的花纹、色泽、纹理和质感,同时具有良好的尺寸稳定性,不变形、开裂,同时具有耐水、耐腐、耐虫蚁、耐久性等特点。
3)木塑复合底板有效利用了木材和塑料的废弃物,实现材料再利用,是绿色环保的产品和技术。
4)木塑复合底板中塑料占比大,且添加了回收铝粉,因此其导热性优于实木地板,由循环热水产生的热量能够快速的传导至碳化木表板。而表板的厚度为3-6mm,厚度小同样具有快速的导热性,因此整个结构设计能够实现热量快速传导至碳化木表面进而实现室内空间的加热。此外,碳化木粉的添加能够显著提高木塑复合底板的尺寸稳定性、耐腐朽性、耐霉变性等性能。
5)碳化木表板与木塑复合材料通过共挤一次成型,碳化木与木塑复合材料之间没有添加胶黏剂,及其相应的化学物质。木蜡油高压浸渍是物理处理,地板在生产加工及使用过程没有有害化学物质挥发。产品绿色环保,生产及使用过程同样绿色环保。
6)木塑地板基板断面的圆孔受力设计合理,再减轻地板总量的前提下提高其抗压、抗弯及抗变形的能力。此外,圆孔是地热热媒循环管路的通道,热媒管道铺设在圆孔内,既节省了地面空间,同时有利于热量的向外传递。
7)碳化表板的厚度为3-6mm的硬木。能够有效节约优质木材,实现优质木材的高效利用,还能缓解优质木材的供需矛盾。
8)碳化表板复合木塑材料增强了整个地板的抗弯强度及弹性模量,提高了整个地板的强重比。
附图说明
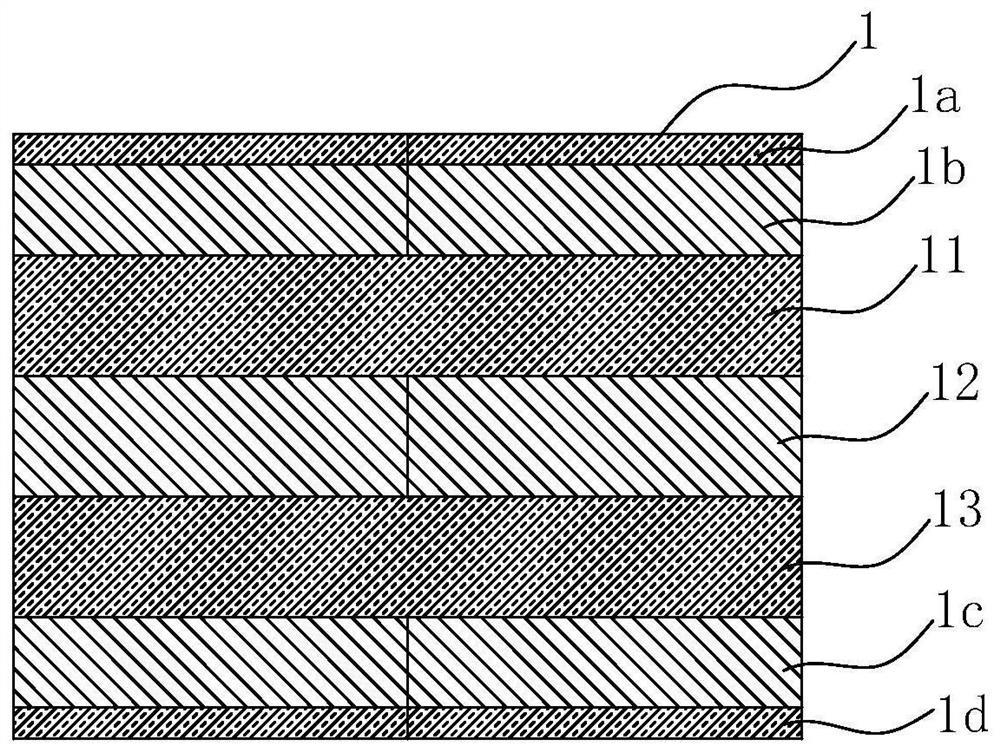
图1为表板的结构示意图;
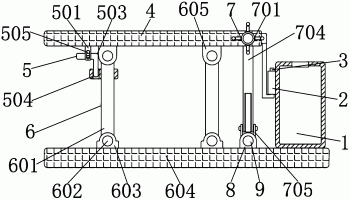
图2为本发明的木塑复合地热地板的结构示意图;
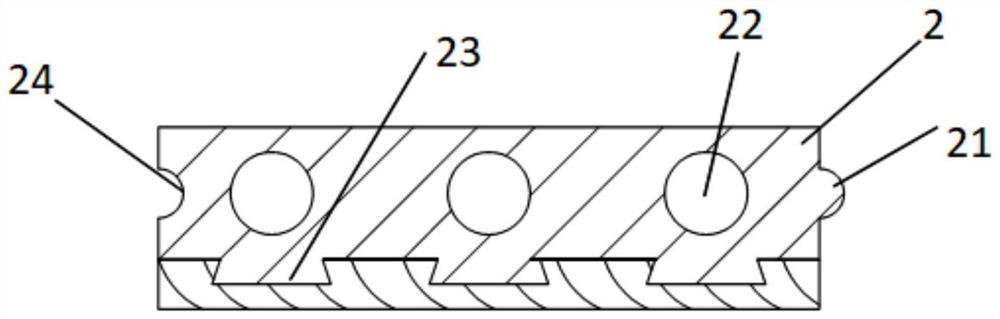
图3为共挤模具型材截面图;
图中,1-表板、11-燕尾型凹槽,2-底板、21-底板侧向榫簧、22-预留孔、23-燕尾型榫簧、24-底板侧向榫槽,3-共挤模具。
具体实施方式
下面结合具体实施例对本发明做更进一步的解释。
一种面板为木蜡油处理碳化木的木塑复合地热地板的制备方法,包括以下步骤:
(1)制备表板:以常用硬木作为原料,制成厚度为3-6mm的表板,将表板干燥至含水率为5-8%;常用硬木例如:水曲柳、白蜡木、柞木、橡木、榆木等;
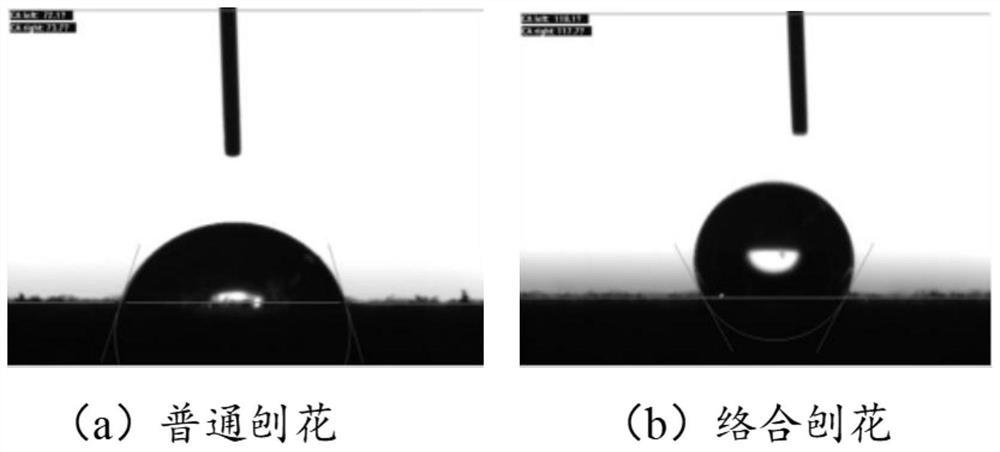
(2)微波处理:将步骤(1)处理后的表板整齐堆放于大功率高强度的微波处理箱内,对其进行大功率高强度微波处理;目的是改善其微观结构和渗透性,大幅度改善木蜡油等改性剂的浸渍程度;微波处理的微波功率为30~50kW,处理时间5~8分钟;
(3)真空干燥:将5-7层步骤(2)处理后的表板放置于真空热板碳化窑的各层热板中间进行真空干燥处理;首先进行抽真空处理,抽出碳化窑内的空气,窑内压力控制在6.7kPa;然后对木材进行预热升温处理,升温速度为4~6℃/h,升至40~42℃后开始对木材进行干燥;当木材含水率降至40%后,升高温度至45~46℃;当木材含水率降至30%后,升高温度至49~50℃;当木材含水率降至20%后,升高温度至54~55℃;木材含水率降至10%后,升高温度至60~65℃,直至木材含水率降低至5%。
(4)碳化:将步骤(3)处理后的表板置于碳化窑内,进行碳化处理;碳化窑内压力控制在6.7kPa左右;然后对木材进行预热升温处理,升温速度为25-30℃/h,升至100℃后保持2h;继续快速升温,速度为40-50℃/h,将碳化窑温度升高至180-220℃;保持碳化温度为2-3h;继续保持窑内压力为6.7kPa左右,快速降低热板温度来冷却木材,当温度降低至40-50℃时将碳化表板取出;
(5)回潮处理:将步骤(4)处理后的表板置于调温调湿窑内,进行回潮处理,使表板的含水率回潮至5-8%;
(6)表板定宽及铣槽加工:将步骤(5)处理后的表板纵解为60~120mm宽的规格板材,然后在表板的单面铣出燕尾型凹槽,如图1所示;
(7)制备热塑性木塑复合材料母料:热塑性木塑复合材料的原料按照质量份数计,由以下组分组成:热塑性塑料或回收塑料20-40份,碳化木粉40-70份,偶联剂或界面相容剂1-9份,充填剂10-20份;其中,碳化木粉为180~250℃高温处理的碳化木粉,充填剂为回收铝粉,偶联剂或界面相容剂为硅烷偶联剂、马来酸酐(MAH)、甲基丙烯酸甲酯(MMA)、甲基丙烯酸缩水甘油酯(GMA)的一种;原料混合后放入高速混合机内,控制温度50-150℃,混合时间20-30分钟,得到热塑性木塑复合材料母料;
其中,热塑性木塑复合材料的原料配比采用以下表1所示的实施例1-4的任意一种:
表1
(8)制备碳化木木塑复合材料地板基板:将步骤(6)得到的表板和步骤(7)制备的热塑性木塑复合材料母料共同放置于共挤设备内进行共挤,表板在共挤设备的模具腔体底部,燕尾型凹槽向上,表板进行首尾连续放入,而热塑性母料在表板的上部进行连续进料;这样表板和热塑性母料通过能够连续进给的共挤设备,将热塑性混合母料熔融后,粘流态的热塑复合材料流入表板的燕尾型凹槽后与表板共同挤出成型,制得碳化木木塑复合地热地板基板;如图2和3;
(9)制备碳化木木塑复合材料地板:将步骤(8)得到的基板共挤成型冷却后,按照地板的标准长度将基板截断,截断后利用成型铣刀将基板的两端端部分别铣出相互卡接的凹槽和凸槽,并在基板上铣出用于地热热媒循环管道联通的预留孔;
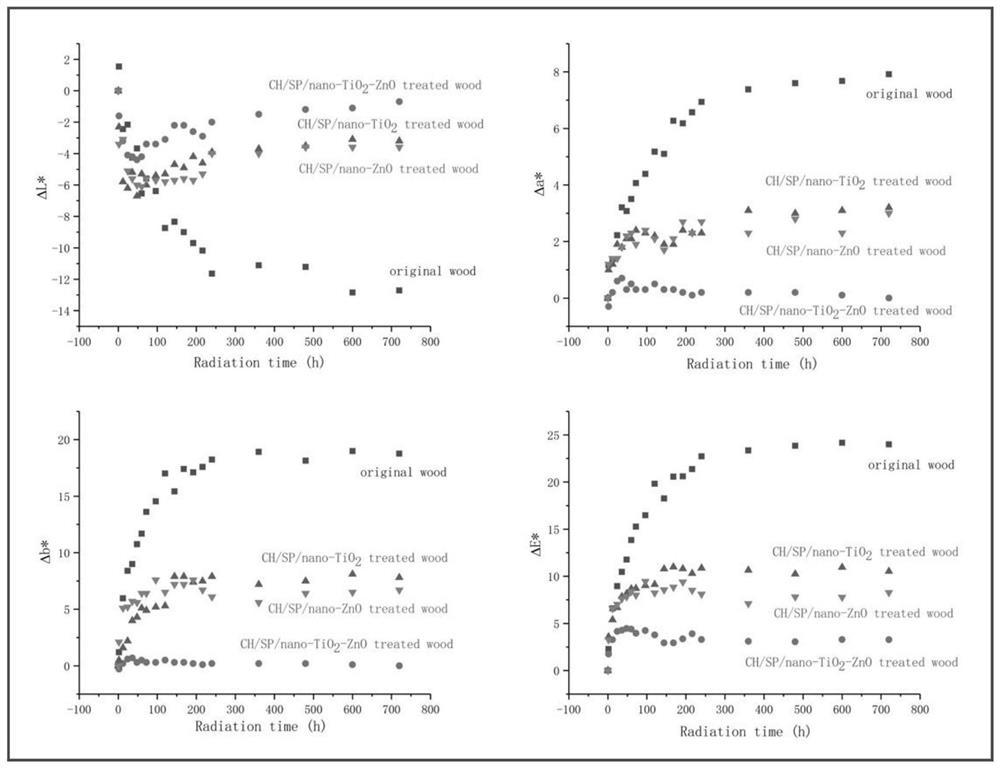
(10)浸渍木蜡油处理:将步骤(9)制备的碳化木地板放置于浸渍罐内,利用改性木蜡油进行浸渍处理;具体为:首先对真空压力浸漆罐进行真空处理,罐内压力控制在3.4~6.7kPa,然后向真空压力浸漆罐内注入改性木蜡油,利用空压机进行加压0.8~1.0MPa处理,将木蜡油加压浸渍到碳化表板内部;其中木蜡油通过改性处理,改性处理步骤为:按木蜡油重量的1%、3%、5%分别加入纳米Zno、纳米黏土、石墨烯,并利用超声设备控制纳米改性剂的分散程度,得到三类改性木蜡油;采用该三类改性木蜡油的一类进行上述的浸渍木蜡油处理步骤。
木蜡油浸渍处理,既对木材进行了表面装饰,同时进一步提高碳化木表面的尺寸稳定性,木材不产生因环境引起的变形。
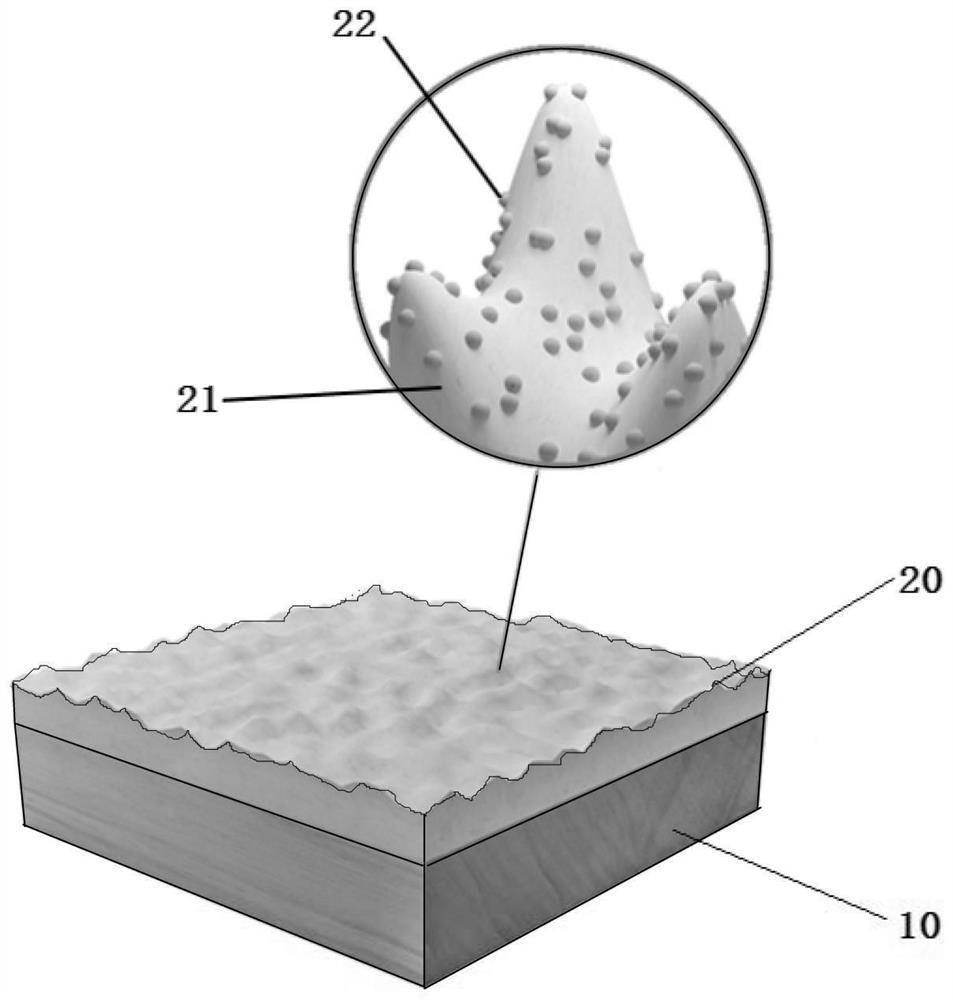
如图2所示为由上述方法制备得到的木塑复合地热地板,该木塑复合地热地板由表板1和底板2组成,表板的材质为碳化木,地板的材质为木塑复合材料;表板1与底板2相接的面上设置有燕尾型凹槽11,相应的,底板2与表板1相接的面上具有燕尾型榫簧23,燕尾型榫簧23嵌入燕尾型凹槽11中;底板2的两端分别设置有底板侧向榫簧21和底板侧向榫槽24,底板2中还开设有预留孔22,用于地热热媒循环管道联通,预留孔22为圆孔。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
面板为木蜡油处理碳化木的木塑复合地热地板的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0