

IPC分类号 : B24B29/02,B24B1/00,B24B49/12,B24B51/00,B24D13/00







专利摘要
一种常压等离子喷射辅助变刚度气压砂轮随形抛光装置,包括等离子体发生装置、等离子喷射装置、变刚度气压砂轮随形抛光装置、CCD检测装置和多自由度机器人控制装置,所述等离子体发生装置与所述等离子喷射装置,所述等离子喷射装置的等离子喷射头位于工作台的抛光工位的上方;所述变刚度气压砂轮随形抛光装置安装在多自由度机器人控制装置的动作端,所述变刚度气压砂轮随形抛光装置的抛光头位于工作台的抛光工位上,所述CCD检测装置的视角范围覆盖所述工作台的抛光工位。以及提供一种常压等离子喷射辅助变刚度气压砂轮随形抛光方法。本发明实现大气压条件下脆硬材料表面的超精密抛光加工,并且做到加工效率高,加工效果好。
权利要求
1.一种常压等离子喷射辅助变刚度气压砂轮随形抛光装置,其特征在于,所述抛光装置包括等离子体发生装置、等离子喷射装置、变刚度气压砂轮随形抛光装置、CCD检测装置和多自由度机器人控制装置,所述等离子体发生装置与所述等离子喷射装置,所述等离子喷射装置的等离子喷射头位于工作台的抛光工位的上方;所述变刚度气压砂轮随形抛光装置安装在多自由度机器人控制装置的动作端,所述变刚度气压砂轮随形抛光装置的抛光头位于工作台的抛光工位上,所述CCD检测装置的视角范围覆盖所述工作台的抛光工位;所述等离子体发生装置包括激发气体瓶、反应气体瓶、混合气体管、反应气体管、气体导管、减压阀和流量计;所述等离子喷射装置包括串并混联运动机构、射频电源、增压阀和等离子喷射头;所述变刚度气压砂轮随形抛光装置包括变刚度气压砂轮、变刚度气压砂轮驱动电机、气体腔、恒力装置、六维力传感器、工作台、加工工件、夹具、气泵和末端铰连接件;所述CCD检测装置包括CCD检测摄像头、支撑架、铰连接件和可调节微动转动头;所述工作台用来放置进行抛光加工的工件,并用夹具对加工工件进行固定;气体导管依次连接激发气体瓶、反应气体瓶和混合气体管,将混合气体在反应气体管中激发出等离子体,通过增压阀对等离子体进行增压;串并混联运动机构包括XYZ三向运动平台和多自由度并联机械臂,通过XYZ三向移动平台控制等离子喷射头装置的位置和姿态,并控制多自由度并联机械臂控制等离子喷射头与自由曲面的法线相垂直,对加工工件表面进行均匀的等离子体喷射;变刚度气压砂轮与变刚度气压砂轮驱动电机连接,变刚度气压砂轮包括柔性气囊内腔、高分子粘结剂和磨粒层,柔性气囊内腔由弹性高分子基体制成,在气囊腔外部覆盖一层表面高分子粘结剂用于粘结磨粒层,在机械臂末端连接件与气压砂轮抛光装置之间连接恒力装置,能够通过力传感控制恒力抛光;气泵通过导气管将压缩空气输送到气体腔中;CCD监控装置中使用三个CCD摄像头,彼此成120°夹角,通过铰连接件和可调节微动转动头控制CCD摄像头的拍摄范围,通过CCD摄像头的监控变刚度气压砂轮和被加工工件表面的接触面积,控制二者贴合面可以随着工件曲率的变化实时改变;机械臂连接到其控制装置通过编程控制变刚度气压砂轮的位姿,使得变刚度气压砂轮与机械臂末端的夹角可以调整,辅助变刚度气压砂轮进行随形抛光。
2.一种如权利要求1所述的常压等离子喷射辅助变刚度气压砂轮随形抛光装置的抛光方法,其特征在于,所述抛光方法包括以下步骤:
步骤1:打开等离子体发生装置,控制激发气体与反应气体的配比,使得气体通过气体导管传输到混合气体管;
步骤2:预热射频电源,将负极接到反应气体管外表面,正极接到正接线柱中,激发等离子体的产生;打开增压阀、通过控制串并混联运动机构中的XYZ三向移动平台控制等离子喷射头装置移动到达加工工件表面上方,并控制多自由度并联机械臂控制等离子喷射头始终与自由曲面的法线相垂直,对加工工件表面进行均匀的喷射等离子体,使得等离子体与工件表面进行氧化反应生成氧化层;
步骤3:变刚度气压砂轮驱动电机驱动变刚度气压砂轮进行高速旋转,多自由度机械臂控制变刚度气压砂轮对工件表面氧化层进行材料去除;变刚度气压砂轮包括柔性气囊内腔、粘结剂和磨粒层;柔性气囊内腔由弹性高分子基体制成,在气囊腔外部覆盖一层表面高分子粘结剂用于粘结磨粒层;变刚度气压砂轮实时在线调节气压砂轮的刚度,控制二者贴合面可以随着工件曲率的变化实时改变,实现随形抛光的效果,去除表面的氧化层;
步骤4:通过六维力传感器监控变刚度气压砂轮抛光时的具体参数,配合恒力装置控制机械臂进行恒力抛光;
步骤5:通过CCD检测装置中的三个CCD摄像头控制CCD摄像头的拍摄范围,实时的拍摄抛光作业是变刚度气压砂轮与工件表面的接触面积的大小,优化加工工艺参数;
步骤6:完成抛光,关闭各设备,取出抛光工件。
3.如权利要求2所述的抛光方法,其特征在于:所述步骤1中,在激发气体瓶和反应气体瓶前端加上流量计(12),达到配比气体比例。
4.如权利要求2所述的抛光方法,其特征在于:所述步骤1中,选择Ar、He等离子体作为等离子体激发气体,采用SF6、CF4、NF3、O2作为反应气体。
5.如权利要求2所述的抛光方法,其特征在于:所述步骤2中,通过串并混联运动机构达到控制等离子喷射头工作时一直与自由复杂曲面的法线相垂直,控制各点的流体喷射时间、流量以及喷射状态相同,使得复杂自由曲面上各点的氧化效果均匀。
6.如权利要求2所述的抛光方法,其特征在于:所述步骤3中,采用的变刚度气压砂轮具有柔性调节的能力,在线调节气压砂轮的刚度,使得抛光过程中变刚度气压砂轮和加工工件表面二者贴合面可以随着工件曲率的变化实时改变,实现随形抛光的效果。
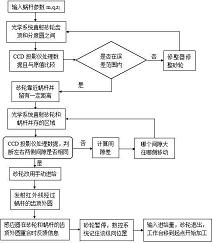
7.如权利要求2所述的抛光方法,其特征在于:所述步骤4中,通过CCD摄像头实时的拍摄变刚度气压砂轮和与加工工件之间接触面的面积的大小,利用图像拼接算法和接触区域边缘捕捉算法计算出接触区域的面积,控制变刚度气压砂轮和复杂自由曲面的贴合程度,达到随形抛光。
8.如权利要求2所述的抛光方法,其特征在于:所述步骤4中,在气体回路内加上净化过滤装置控制进入气囊的气体洁净,通过压力计、电气伺服阀和流量计实时的掌握气体腔内部的气压变化情况,气变刚度压砂轮进行抛光过程中刚度可调。
说明书
技术领域
本发明属于非金属表面加工技术领域,具体涉及一种常压等离子注入辅助气压砂轮随形抛光的加工装置及方法。
背景技术
现代社会中光学技术、微电子学等科学以及空间技术的快速的发展,已经将许多光学元器件或者设备运用到许多国防、军事以及航天航空领域中。由于使用情况的特殊性,对镜面材料以及其表面的精度(PV值和表面粗糙度)都提出了很高的要求,需要各器件表面达到超光滑水平即表面粗糙程度达到纳米级,且工件表面及亚表面上无变质层。
由于碳化硅(SiC)具有机械硬度高、化学性能稳定、热稳定性好、表面质量高、比刚度强、热变形系数小、热膨胀系数小、尺寸稳定性好、光学可加工性好、抗辐射性能好等优点,在各个领域得到了广泛的应用,比如光学零件领域、航天航空领域等。但是通过对比常见材料的莫氏硬度可以发现碳化硅的硬度仅次于金刚石,远高于平常的抛光材料,因此其进行加工的时候材料去除率低。
抛光就是超光滑表面加工的主要手段,传统抛光方法加工的元件可以达到表面粗糙度极低,达到了超光滑水平。但是这些方法都有固有的缺点,传统的机械抛光由于是接触式加工,在抛光过程中依靠的是磨粒的微切削作用故在抛光的时候劳动强度大,污染较为严重,而且无法加工复杂的零件,容易导致加工工件表面及亚表面的破坏;单纯的化学抛光存在化学溶液的调配以及回收利用也比较困难,往往在抛光的过程中会产生氧化碳等有害气体,加工效率也比较低,影响工业生产的效率。
专利号201210140524.1的专利文件中公开了一种用于气囊抛光的接触力实时控制系统,通过对气囊内的气体压力的实时监测和调节,使气囊与被抛光工件间的接触力保持稳定,实现了恒力抛光的效果,有利于提高抛光效果与抛光精度。此类加工方法固然可以达到碳化硅等材料的表面超光滑水平,但是在加工的过程中材料去除率太低,再则游离磨料分布不均匀使得抛光的时候材料去除不均匀。专利号为200710072022.9的专利文件中给出了一种电容耦合式大气等离子体抛光方法,该方法的核心是在真空或大气环境下利用低温等离子体所产生的活性气体与加工元件表面材料的化学反应进行材料的快速去除和抛光,采用该方法可以取得高效率的抛光效果,但这些方法也存在一些问题,比如:单纯的等离子抛光工艺由于在加工的时候有离子轰击的物理效应,很容易破坏被加工表面的晶体结构,使表面粗糙度增加,而且反应离子刻蚀(RIE)在进行超精密加工的时候必须在真空的环境下进行,这就对加工环境等有了过高的要求。
发明内容
为了克服现有的脆硬材料的大型复杂曲面抛光加工中存在的技术问题,本发明提供一种等离子氧化反应和机械柔性随形抛光相结合的抛光的方法,目的在于解决常规的机械式研磨抛光方法在脆硬材料复杂自由曲面时难以加工出形面精度高的自由曲面、且在加工时存抛光效率低等问题,实现大气压条件下脆硬材料表面的超精密抛光加工,并且做到加工效率高,加工效果好。
本发明解决其技术问题所采用的技术方案是:
一种常压等离子喷射辅助变刚度气压砂轮随形抛光装置,包括等离子体发生装置、等离子喷射装置、变刚度气压砂轮随形抛光装置、CCD检测装置和多自由度机器人控制装置,所述等离子体发生装置与所述等离子喷射装置,所述等离子喷射装置的等离子喷射头位于工作台的抛光工位的上方;所述变刚度气压砂轮随形抛光装置安装在多自由度机器人控制装置的动作端,所述变刚度气压砂轮随形抛光装置的抛光头位于工作台的抛光工位上,所述CCD检测装置的视角范围覆盖所述工作台的抛光工位。
进一步,所述等离子体发生装置包括激发气体瓶、反应气体瓶、混合气体管、气体反应管、气体导管、减压阀和流量计;所述等离子喷射装置包括串并混联运动机构、射频电源、增压阀和等离子喷射头;所述变刚度气压砂轮随形抛光装置包括变刚度气压砂轮、变刚度气压砂轮驱动电机、气体腔、恒力装置、六维力传感器、工作台、加工工件、夹具、气泵和末端铰连接件;所述CCD检测装置包括CCD检测摄像头、支撑架、铰连接件和可调节微动转动头。
所述工作台用来放置进行抛光加工的工件,并用夹具对加工工件进行固定;气体导管依次连接激发气体瓶、反应气体瓶和混合气体管,将混合气体在反应气体管中激发出等离子体,通过增压阀对等离子体进行增压;串并混联运动机构包括XYZ三向运动平台和多自由度并联机械臂,通过XYZ三向移动平台控制等离子喷射头装置的位置和姿态,并控制多自由度并联机械臂)控制等离子喷射头与自由曲面的法线相垂直,对加工工件表面进行均匀的等离子体喷射;变刚度气压砂轮与变刚度气压砂轮驱动电机连接,变刚度气压砂轮包括柔性气囊内腔、高分子粘结剂和磨粒层,柔性气囊内腔由弹性高分子基体制成,在气囊腔外部覆盖一层表面高分子粘结剂用于粘结磨粒层,在机械臂末端连接件与气压砂轮抛光装置之间连接恒力装置,能够通过力传感控制恒力抛光;气泵通过导气管将压缩空气输送到气体腔中;CCD监控装置中使用三个CCD摄像头,彼此成120°夹角,通过铰连接件)和可调节微动转动头控制CCD摄像头的拍摄范围,通过CCD摄像头的监控变刚度气压砂轮和被加工工件表面的接触面积,控制二者贴合面可以随着工件曲率的变化实时改变;机械臂连接到其控制装置通过编程控制变刚度气压砂轮的位姿,使得变刚度气压砂轮与机械臂末端的夹角可以调整,辅助变刚度气压砂轮进行随形抛光。
一种常压等离子喷射辅助变刚度气压砂轮随形抛光方法,所述抛光方法包括以下步骤:
步骤1:打开等离子体发生装置,控制激发气体与反应气体的配比,使得气体通过气体导管传输到混合气体管;
步骤2:预热射频电源,将负极接到反应气体管外表面,正极接到正接线柱中,激发等离子体的产生;打开增压阀、通过控制串并混联运动机构中的XYZ三向移动平台控制等离子喷射头装置移动到达加工工件表面上方,并控制多自由度并联机械臂控制等离子喷射头始终与自由曲面的法线相垂直,对加工工件表面进行均匀的喷射等离子体,使得等离子体与工件表面进行氧化反应生成氧化层;
步骤3:变刚度气压砂轮驱动电机驱动变刚度气压砂轮进行高速旋转,多自由度机械臂控制变刚度气压砂轮对工件表面氧化层进行材料去除;变刚度气压砂轮包括柔性气囊内腔、粘结剂和磨粒层;柔性气囊内腔由弹性高分子基体制成,在气囊腔外部覆盖一层表面高分子粘结剂用于粘结磨粒层;变刚度气压砂轮实时在线调节气压砂轮的刚度,控制二者贴合面可以随着工件曲率的变化实时改变,实现随形抛光的效果,去除表面的氧化层;
步骤4:通过六维力传感器监控变刚度气压砂轮抛光时的具体参数,配合恒力装置控制机械臂进行恒力抛光;
步骤5:通过CCD检测装置中的三个CCD摄像头控制CCD摄像头的拍摄范围,实时的拍摄抛光作业是变刚度气压砂轮与工件表面的接触面积的大小,优化加工工艺参数;
步骤6:完成抛光,关闭各设备,取出抛光工件。
进一步,所述步骤1中,在激发气体瓶和反应气体瓶前端加上流量计(12),达到配比气体比例。
再进一步,所述步骤1中,选择Ar、He等离子体作为等离子体激发气体,采用SF6、CF4、NF3、O2作为反应气体。
更进一步,所述步骤2中,通过串并混联运动机构达到控制等离子喷射头工作时一直与自由复杂曲面的法线相垂直,控制各点的流体喷射时间、流量以及喷射状态相同,使得复杂自由曲面上各点的氧化效果均匀。
所述步骤3中,采用的变刚度气压砂轮具有柔性调节的能力,在线调节气压砂轮的刚度,使得抛光过程中变刚度气压砂轮和加工工件表面二者贴合面可以随着工件曲率的变化实时改变,实现随形抛光的效果。
所述步骤4中,通过CCD摄像头实时的拍摄变刚度气压砂轮和与加工工件之间接触面的面积的大小,利用图像拼接算法和接触区域边缘捕捉算法计算出接触区域的面积,控制变刚度气压砂轮和复杂自由曲面的贴合程度,达到随形抛光。
所述步骤4中,在气体回路内加上净化过滤装置控制进入气囊的气体洁净,通过压力计、电气伺服阀和流量计实时的掌握气体腔内部的气压变化情况,气变刚度压砂轮进行抛光过程中刚度可调。
本发明的技术构思为:随着脆硬材料的零件所需的数量的加大以及质量要求的提高,针对当前的各种抛光加工方法存在的不足,提出来一种氧化辅助抛光为代表的等离子和机械柔性随形抛光相结合的抛光的方法,将等离子体的氧化反应应用到抛光过程中,能够在大气压的条件下实现对脆硬材料的复杂自由非金属表面的精密抛光加工,通过等离子体中的活性自由基与工件表面的原子进行氧化反应生成硬度远低于脆硬性材料本身的氧化层。然后使用变刚度气压砂轮对表面氧化层进行材料去除。变刚度气压砂轮可以调节气压砂轮的刚度,在使用变刚度气压砂轮的过程中可以选择与硬度大于氧化层硬度且小于脆硬材料硬度的抛光磨粒,在提高抛光效率的同时减少了工件表面损伤。使用CCD监控系统监测抛光过程中能够变刚度气压砂轮和被加工工件表面的接触面积,控制二者贴合面可以随着工件曲率的变化实时改变,实现随形抛光的效果。在脆硬材料抛光的过程中提高了材料表面的去除率,有效的降低的加工零件表面的机械损伤。
本发明的有益效果主要表现在:能够在大气压的条件下实现脆硬材料的复杂自由非金属表面的精密抛光加工,通过控制等离子体中的活性自由基与工件表面的原子进行氧化反应生成硬度远低于脆硬材料本身的氧化层。然后使用变刚度气压砂轮对表面氧化层进行去除。变刚度气压砂轮可以实时在线调节气压砂轮的刚度,通过CCD监测系统使得抛光过程中可以控制变刚度气压砂轮和加工工件之间的贴合面可以随着工件曲率的变化实时改变,实现随形抛光的效果,去除表面的氧化层。而且在使用变刚度气压砂轮的过程中可以选择与硬度大于氧化层硬度且小于脆硬材料硬度的抛光磨粒,在提高抛光效率的同时减少了工件表面损伤。
附图说明
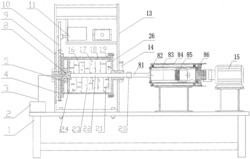
图1是本发明具体事例中的整体结构示意图。
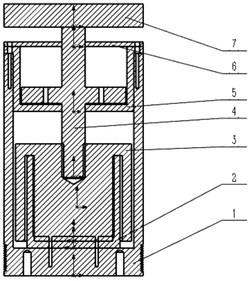
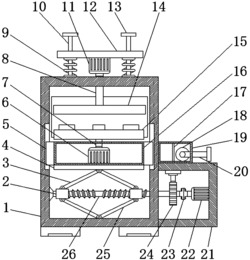
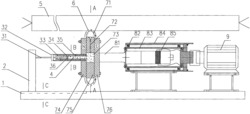
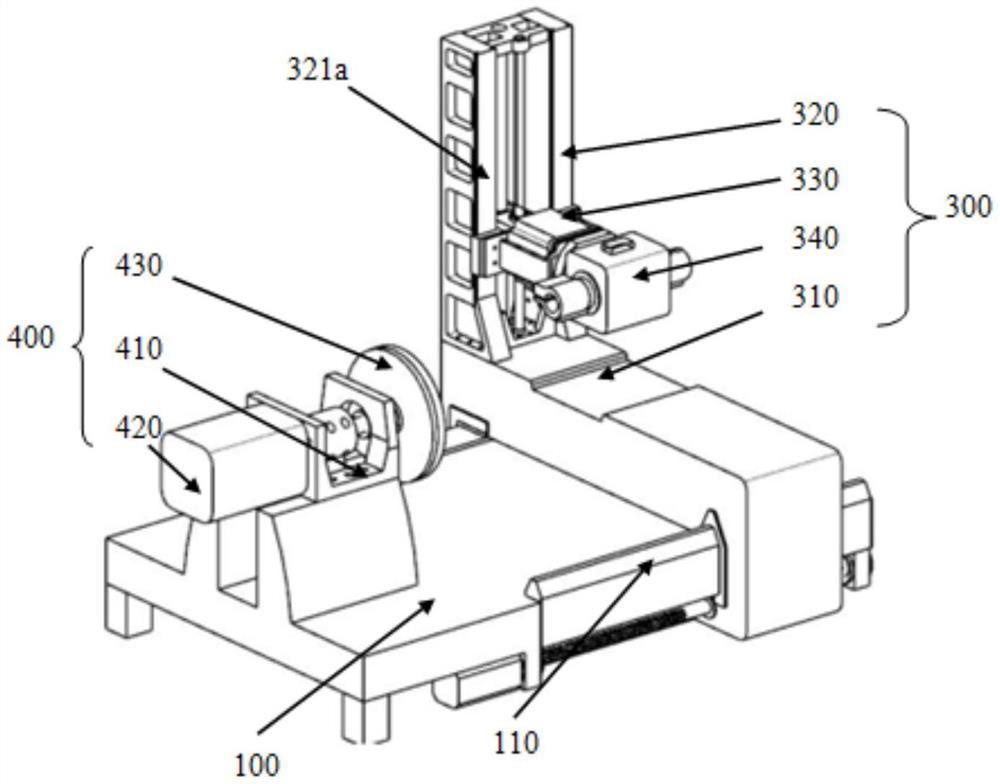
图2是变刚度气压砂轮抛光装置的结构图。
图3是变刚度气压砂轮结构细节图。
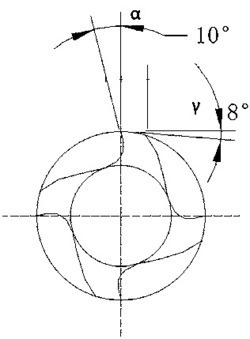
图4是变刚度气压砂轮的放大图。
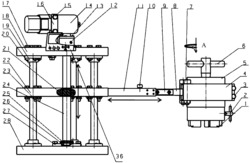
图5是等离子喷射头细节部分。
图6是串并混联运动机构和CCD监控装置的细节图,其中,(a)是主视图,(b)是侧视图。
图7本发明具体实例中进行抛光的自由曲面。
具体实施方式
下面结合附图对本发明作进一步描述。
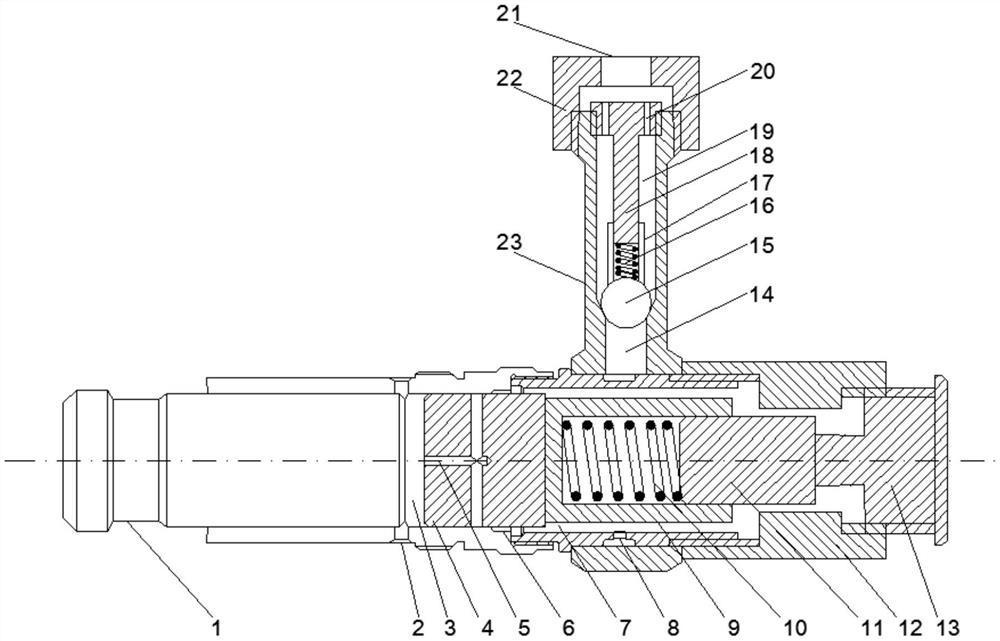
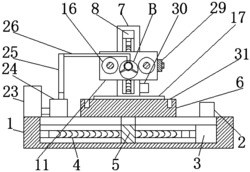
参照图1~图7,一种常压等离子喷射辅助气压砂轮随形抛光装置,包括等离子体发生装置1、等离子喷射装置2、变刚度气压砂轮抛光装置3、CCD检测装置4和多自由度机器人控制装置5,等离子体发生装置1包括激发气体瓶6、反应气体瓶7、混合气体管8、气体反应管9、气体导管10、减压阀11和流量计12。等离子喷射装置2包括串并混联运动机构、射频电源14、增压阀15、等离子喷射头16。变刚度气压砂轮随形抛光装置3包括变刚度气压砂轮17、变刚度气压砂轮驱动电机18、气体腔19、恒力装置20、六维力传感器21、工作台22、加工工件23、夹具24、气泵25、末端铰连接件26。CCD检测装置4包括CCD检测摄像头27、支撑架28、铰连接件29、可调节微动转动头30。
工作台22用来放置进行抛光加工的工件23,并用夹具24对加工工件23进行固定。气体导管10依次连接激发气体瓶6、反应气体瓶7和混合气体管8。将混合气体在反应气体管9中激发出等离子体,通过增压阀15对等离子体进行增压。串并混联运动机构中包括XYZ三向运动平台和多自由度并联机械臂31。通过XYZ三向移动平台控制等离子喷射装置2的位置和姿态,并控制多自由度并联机械臂31控制等离子喷射头16始终与自由曲面的法线相垂直,对加工工件23表面进行均匀的等离子体喷射。变刚度气压砂轮17与变刚度气压砂轮驱动电机18连接,该动力装置控制变刚度气压砂轮进行高速旋转。变刚度气压砂轮17是分为柔性气囊内腔1701、高分子粘结剂1702、磨粒层1703组成。柔性气囊内腔由弹性高分子基体制成,相比较普通的砂带和砂轮有更好的柔性形变的效果,在气囊腔外部覆盖一层表面高分子粘结剂用于粘结磨粒层。变刚度气压砂轮17比之普通砂轮,砂带机构有较大的柔性,可以实时在线调节气压砂轮的刚度。在机械臂末端连接件与气压砂轮抛光装置3之间连接恒力装置20,能够通过六维力传感21控制恒力抛光。气泵25通过导气管将压缩空气输送到气体腔19中。CCD监控装置中使用三个CCD摄像头,彼此成120°夹角,可以通过铰连接件29和可调节微动转动头30控制CCD摄像头的拍摄范围。通过CCD摄像头27的监控变刚度气压砂轮17和被加工工件23表面的接触面积,控制二者贴合面可以随着工件曲率的变化实时改变。多自由度机器人控制装置5连接到其控制装置通过编程控制变刚度气压砂轮17的位姿。使得变刚度气压砂轮17与机械臂末端的夹角可以调整,可以更好的辅助变刚度气压砂轮进行随形抛光。
一种常压等离子喷射辅助变刚度气压砂轮随形抛光方法,包括以下步骤:
步骤1:打开激发气体瓶6、反应气体瓶7、流量计12、减压阀11,合理控制激发气体与反应气体的配比,气体通过气体导管10混合气体管8传输。
步骤2:预热射频电源14,将负极接到反应气体管9外表面,正极接到正接线柱中,激发等离子体的产生。打开增压阀15、通过控制串并混联运动机构中的XYZ三向移动平台控制等离子喷射头装置2移动到达加工工件23表面上方,并控制多自由度并联机械臂31控制等离子喷射头16始终与自由曲面的法线相垂直,对加工工件23表面进行均匀的喷射等离子体,使得等离子体与工件表面进行氧化反应生成氧化层。
步骤3:变刚度气压砂轮驱动电机18驱动变刚度气压砂轮17进行高速旋转,多自由度机械臂5控制变刚度气压砂轮17对工件表面氧化层进行材料去除。变刚度气压砂轮17是分为柔性气囊内腔、粘结剂、磨粒层组成。柔性气囊内腔由弹性高分子基体制成,相比较普通的砂带和砂轮有更好的柔性形变的效果,在气囊腔外部覆盖一层表面高分子粘结剂用于粘结磨粒层。变刚度气压砂轮可以实时在线调节气压砂轮的刚度,控制二者贴合面可以随着工件曲率的变化实时改变,实现随形抛光的效果,去除表面的氧化层。
步骤4:通过六维力传感器21监控变刚度气压砂轮抛光时候的具体参数,配合恒力装置20控制机械臂进行恒力抛光。
步骤5:通过CCD检测装置4中的三个CCD摄像头控制CCD摄像头的拍摄范围,实时的拍摄抛光作业是变刚度气压砂轮17与工件23表面的接触面积的大小,优化加工工艺参数。
步骤6:完成抛光,关闭各设备,取出抛光工件。
将等离子体辅助抛光系统和变刚度气压砂轮随形抛光系统相结合。通过等离子体中的活性自由基与工件表面的原子进行氧化反应生成硬度远低于脆硬材料本身的氧化层。然后使用变刚度气压砂轮对表面氧化层进行均匀去除。变刚度气压砂轮可以实时在线调节气压砂轮的刚度,使得抛光过程中变刚度气压砂轮和加工工件表面之间者贴合面可以随着工件曲率的变化实时改变,实现随形抛光的效果,去除表面的氧化层。在使用变刚度气压砂轮的过程中可以选择与硬度大于氧化层硬度且小于脆硬材料硬度的抛光磨粒,在提高抛光效率的同时减少了工件表面损伤。
所述步骤1中,在激发气体瓶6和反应气体瓶7前端加上流量计12,达到合理的配比气体比例。
所述步骤1中可以选择了Ar、He等离子体作为等离子体激发气体,采用SF6、CF4、NF3、O2等为反应气体。
所述步骤2中,可以通过串并混联运动机构13达到控制等离子喷射头16工作时一直与自由复杂曲面的法线相垂直,控制各点的流体喷射时间、流量以及喷射状态相同,使得复杂自由曲面上各点的氧化效果均匀。
所述步骤3中采用的变刚度气压砂轮17具有柔性调节的能力。可以在线调节气压砂轮的刚度,使得抛光过程中变刚度气压砂轮和加工工件表面二者贴合面可以随着工件曲率的变化实时改变,实现随形抛光的效果。
所述步骤4中加入了CCD摄像头。通过CCD摄像头实时的拍摄变刚度气压砂轮和与加工工件之间接触面的面积的大小,利用图像拼接算法和接触区域边缘捕捉算法计算出接触区域的面积,控制变刚度气压砂轮和复杂自由曲面的贴合程度,达到随形抛光。
所述步骤4中在气体回路内加上净化过滤装置32控制进入气囊的气体洁净。通过压力计35,电气伺服阀34和流量计33可以实时的掌握气体腔19内部的气压变化情况,变刚度气压砂轮17进行抛光过程中刚度可调。
所述步骤5中采用CCD监测4和变刚度气压砂轮17相结合,达到在抛光的时候更好的贴合待加工工件的表面。
抛光复杂的自由曲面,材料是RB-SiC,厚度范围10mm--30mm,机械臂末端与变刚度气压砂轮抛光系统的角度选择为30°。
一种常压等离子喷射辅助气压砂轮随形抛光方法,包括以下步骤:
第一步:将RB-SiC加工工件23放置于工作台22上,并用夹具24对其进行固定;
第二步:打开激发气体瓶6和反应气体瓶7按照反应气体水蒸气与激发气体氦气的最优配比控制流量计12使两个在混合气体管8内得到充分的混合,打开射频电源14进行预热,将负极接到反应气体管9外表面,正极接到正接线柱中,激发等离子体的产生;
第三步:通过控制串并混联运动机构13中的XYZ三向移动平台32控制等离子喷射头装置2移动到达加工工件23表面上方。并控制六自由度并联机械臂31控制等离子喷射头16始终与自由曲面的法线相垂直,对加工工件23表面进行均匀的喷射等离子体,使得等离子体与工件表面进行氧化反应生成氧化层。
第四步:多自由度机械臂5控制变刚度气压砂轮抛光系统3对工件表面氧化层进行抛光。变刚度气压砂轮可以实时在线调节气压砂轮的刚度,使得抛光过程中变刚度气压砂轮和加工工件表面之间的接触力实时可控,控制二者贴合面可以随着工件曲率的变化实时改变,实现随形抛光的效果,去除表面的氧化层。
第五步:通过CCD检测装置4拍摄抛光作业过程中变刚度气压砂轮17与工件23表面的接触面积的大小,利用图像拼接算法和接触区域边缘捕捉算法计算出接触区域的面积,控制变刚度气压砂轮和复杂自由曲面的贴合程度,优化曲面贴合情况。
所述流量计选用差压式流量计。
所述的激发气体和反应气体选用的是氦气和水蒸气。在实验过程中还可以选用氦气或氩气等作为激发气体;六氟化硫、四氟化碳或三氟化氮、氧气等为反应气体。在配比二者的比例的时候需要考虑具体的湿度、温度等外界环境。
在所述的具体实例中等离子进行工件表面的氧化的时候发生的氧化反应方程式为:
SiC+3OH
Si+2OH
所述导轨采用的是XYZ三轴联动,竖直方向运动范围0-50CM,水平方向前后运动范围-30-30CM。
工作原理:由流量计严格的控制激发气体和反应气体的比例,在射频电源的激发下产生等离子体,通过控制串并混联运动机构中的XYZ三向移动平台控制等离子喷射头装置移动到达加工工件表面上方,激发水蒸气和氦气产生的等离子体。并控制多自由度并联机械臂控制等离子喷射头始终与自由曲面的法线相垂直,对加工工件表面进行均匀的喷射等离子体,使得等离子体中的活性自由基与工件表面进行氧化反应生成氧化层。由多自由度机器人控制变刚度气压砂轮进行对工件表面的氧化层进行磨削。变刚度气压砂轮由弹性高分子材料加表面高分子粘结剂以及外表面磨粒构成,比之普通砂轮,砂带机构有较大的柔性,可以实时在线调节气压砂轮的刚度。可以根据工件表面氧化层的硬度选用不同大小的气囊内腔以及不同磨粒数制成的变刚度气压砂轮,扩大可加工范围并且提高加工精度。通过CCD监控系统使得抛光过程中能够实时监控变刚度气压砂轮和被加工工件表面的接触面积。实现变刚度气压砂轮和加工工件表面之间的接触力实时可控,控制二者贴合面可以随着工件曲率的变化实时改变,实现随形抛光的效果。
本说明书实施例所述的内容仅仅是对发明构思的实现形式的列举,本发明的保护范围的不应当被视为仅限于实施事例所陈述的具体形式,本发明的保护范围也及于本领域技术人员根据本发明构思所能够想到的等同技术手段。
常压等离子喷射辅助气压砂轮随形抛光装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0