








专利摘要
本实用新型提供了一种异形马杠、安装边的加工装置及系统,涉及安装边的成形设备技术领域。异形马杠包括中轴以及穿设于中轴上的多个弧形件;多个弧形件顺次连接,并且,沿中轴的轴线方向,多个弧形件的高度逐渐增大或减小,形成台阶;弧形件的形状与安装边的各边形状相配合,解决了现有技术中存在的安装边的锻造需要设计多套模具,耗费时间长,加工成本高的技术问题,由于利用多个弧形件进行锻造,并且采用一套异形马杠便能实现安装边的加工制造,相比现有技术中,需要设计多套模具配合锻造,极大地节约了时间,提高了加工效率,降低了加工成本。
权利要求
1.一种异形马杠,其特征在于,包括中轴(100)以及穿设于所述中轴(100)上的多个弧形件(200);
多个所述弧形件(200)顺次连接,并且,沿所述中轴(100)的轴线方向,多个所述弧形件(200)的高度逐渐增大或减小,形成台阶;
所述弧形件(200)的形状与安装边的各边形状相配合。
2.根据权利要求1所述的异形马杠,其特征在于,多个所述弧形件(200)之间不可拆卸连接,并且,多个所述弧形件(200)一体锻造成形。
3.根据权利要求2所述的异形马杠,其特征在于,多个所述弧形件(200)均采用调质热处理。
4.根据权利要求3所述的异形马杠,其特征在于,多个所述弧形件(200)均由5CrNiMo模具钢材料制成。
5.一种安装边的加工装置,其特征在于,包括如权利要求1-4中任一项所述的异形马杠以及多个压块(300);
多个所述压块(300)的一面的形状分别与每个所述弧形件(200)的一面的形状相配合。
6.一种安装边的加工系统,包括如权利要求5所述的安装边的加工装置,其特征在于,还包括:
第一加热炉,用于对所述安装边的毛坯(400)进行加热或保温;
机械手,用于将所述毛坯(400)穿设于所述异形马杠上并实现所述毛坯(400)在所述异形马杠上的移动;
第一压力机,用于利用所述压块(300)压制所述毛坯(400)使所述毛坯(400)成形以获得所述安装边的胎模。
7.根据权利要求6所述的安装边的加工系统,其特征在于,所述第一压力机上设有调节装置,所述调节装置用于实现所述胎模位置的变化,以利用所述压块(300)对所述胎模进行整形。
8.根据权利要求7所述的安装边的加工系统,其特征在于,还包括:
第二压力机,用于对所述胎模进行模锻以获得所述安装边的锻件。
9.根据权利要求6所述的安装边的加工系统,其特征在于,还包括:
下料机,用于获取所述安装边的预制毛坯;
第二加热炉,用于对所述预制毛坯进行加热或保温;
第三压力机,用于对所述预制毛坯进行镦粗或冲孔。
10.根据权利要求9所述的安装边的加工系统,其特征在于,还包括扩孔装置,所述扩孔装置用于对所述预制毛坯进行扩孔以获得所述毛坯(400)。
说明书
技术领域
本实用新型涉及安装边的成形设备技术领域,尤其是涉及一种异形马杠、安装边的加工装置及系统。
背景技术
高温合金适用于制造航空发动机的燃烧室部件和其他高温部件等,由于工作要求,高温合金需要在900℃以下长期使用,短时工作温度可能达到1080℃。镍基高温合金是一种常用的高温合金,其具有良好的抗氧化和耐腐蚀性能,在900℃以下有较好的蠕变强度,且冷、热加工成形成性和焊接性能良好。镍基高温合金主要用于制造航空、舰艇和工业用燃气轮机的涡轮叶片、导向叶片、涡轮盘、高压压气机盘和燃烧室等高温部件,还用于制造航天飞行器、火箭发动机、核反应堆、石油化工设备以及煤的转化等能源转换装置。
目前,航空发动机用高温合金安装边的制造方法主要采用自由锻工艺锻造后焊接出安装边毛坯,后续通过机械加工获得零件,由于安装边的锻造工艺复杂,需要设计多套模具配合锻造,耗费时间长,加工成本高,且采用人工自由锻操作的可靠性差,对产品最终的综合性能影响较大,由于采用自由锻后进行机械加工时需要预留较大的余量,造成了资源浪费,增加了制造成本。
实用新型内容
本实用新型的目的在于提供一种异形马杠、安装边的加工装置及系统,以解决现有技术中存在的安装边的锻造需要设计多套模具,耗费时间长,加工成本高的技术问题。
本实用新型提供的异形马杠包括中轴以及穿设于所述中轴上的多个弧形件;
多个所述弧形件顺次连接,并且,沿所述中轴的轴线方向,多个所述弧形件的高度逐渐增大或减小,形成台阶;
所述弧形件的形状与安装边的各边形状相配合。
进一步的,多个所述弧形件之间不可拆卸连接,并且,多个所述弧形件一体锻造成形。
进一步的,多个所述弧形件均采用调质热处理。
进一步的,多个所述弧形件均由5CrNiMo模具钢材料制成。
本实用新型提供的安装边的加工装置,包括如上述技术方案中任一项所述的异形马杠以及多个压块;
多个所述压块的一面的形状分别与每个所述弧形件的一面的形状相配合。
本实用新型提供的安装边的加工系统,包括如上述技术方案所述的安装边的加工装置,还包括:
第一加热炉,用于对所述安装边的毛坯进行加热或保温;
机械手,用于将所述毛坯穿设于所述异形马杠上并实现所述毛坯在所述异形马杠上的移动;
第一压力机,用于利用所述压块压制所述毛坯使所述毛坯成形以获得所述安装边的胎模。
进一步的,所述第一压力机上设有调节装置,所述调节装置用于实现所述胎模位置的变化,以利用所述压块对所述胎模进行整形。
进一步的,还包括:
第二压力机,用于对所述胎模进行模锻以获得所述安装边的锻件。
进一步的,还包括:
下料机,用于获取所述安装边的预制毛坯;
第二加热炉,用于对所述预制毛坯进行加热或保温;
第三压力机,用于对所述预制毛坯进行镦粗或冲孔。
进一步的,还包括扩孔装置,所述扩孔装置用于对所述预制毛坯进行扩孔以获得所述毛坯。
本实用新型提供的异形马杠包括中轴以及多个弧形件。中轴用于与外部设备进行连接和固定,从而方便安装边的加工。多个弧形件穿设于中轴上,弧形件是安装边加工的主要结构件,利用多个弧形件能够实现安装边的锻造,从而避免设计多套模具来配合锻造,节约了制造成本。
具体地,多个弧形件顺次连接,并且,沿中轴的轴线方向,多个弧形件的高度逐渐增大,或者,沿中轴的轴线方向,多个弧形件的高度逐渐减小,使得多个弧形件连接形成多个台阶,由于安装边不可能一次锻造成形,设计多个台阶式的弧形件能够使弧形件适应安装边在不同加工阶段的毛坯尺寸和形状,使安装边毛坯的加工工序简便,安装边的毛坯只需在不同尺寸的弧形件之间移动转换加工即可,同时,由于弧形件的形状与安装边的各边形状相配合,而各个弧形件的高度尺寸和宽度尺寸各不相同,安装边的毛坯在加工时,可首先在尺寸较小的弧形件上加工,以使毛坯的一边变形,继而将毛坯移动到尺寸较大的弧形件上加工,增大毛坯变形量,最终使毛坯的一边成形。
由于弧形件的形状与安装边各边的形状相配合,因此通过将毛坯在各个弧形件之间移动转换加工,或者在弧形件的不同侧面进行加工,能够最终得到安装边的胎模,实现安装边的加工制造。由于利用多个弧形件进行锻造,并且采用一套异形马杠便能实现安装边的加工制造,相比现有技术中,需要设计多套模具配合锻造,极大地节约了时间,提高了加工效率,降低了加工成本。
附图说明
为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本实用新型实施例提供的异形马杠的结构示意图;
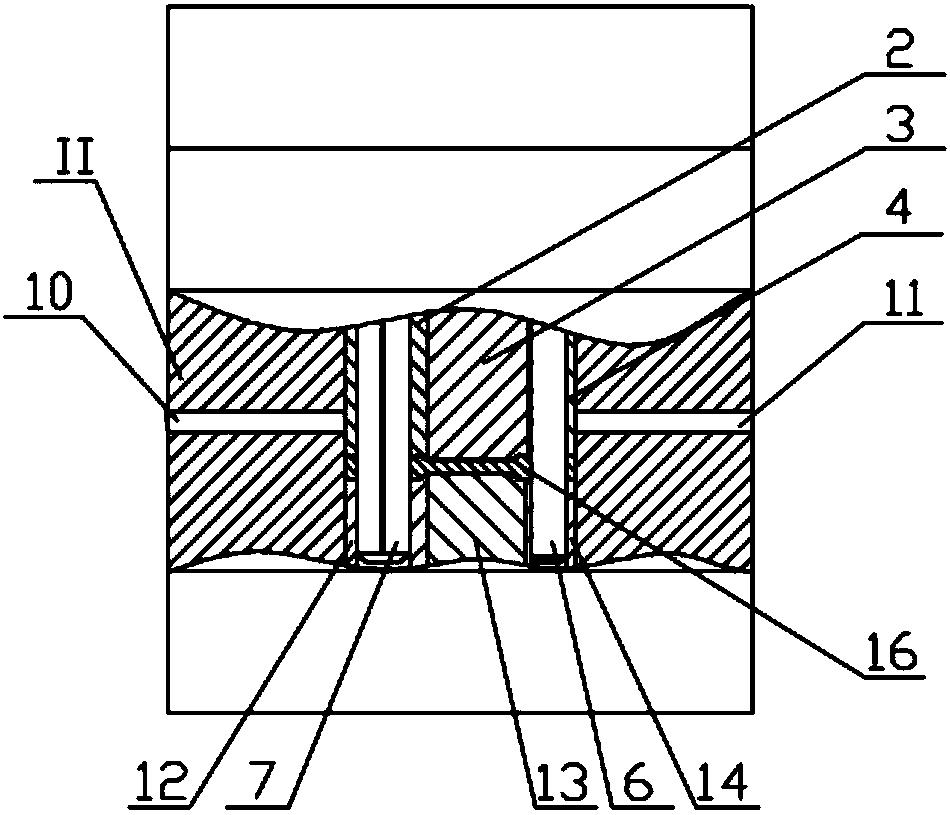
图2为本实用新型实施例提供的安装边的加工装置的工作原理图;
图3为本实用新型实施例提供的安装边的加工系统的第一种实施方式的流程图;
图4为本实用新型实施例提供的安装边的加工系统的第二种实施方式的流程图。
图标:100-中轴;200-弧形件;300-压块;400-毛坯。
具体实施方式
下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
在本实用新型的描述中,需要说明的是,如出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等,其所指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,如出现术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,如出现术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
下面结合附图对实施例1、实施例2及实施例3进行详细描述:
图1为本实用新型实施例提供的异形马杠的结构示意图;图2为本实用新型实施例提供的安装边的加工装置的工作原理图;图3为本实用新型实施例提供的安装边的加工系统的第一种实施方式的流程图;图4为本实用新型实施例提供的安装边的加工系统的第二种实施方式的流程图。
实施例1
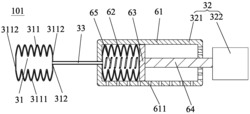
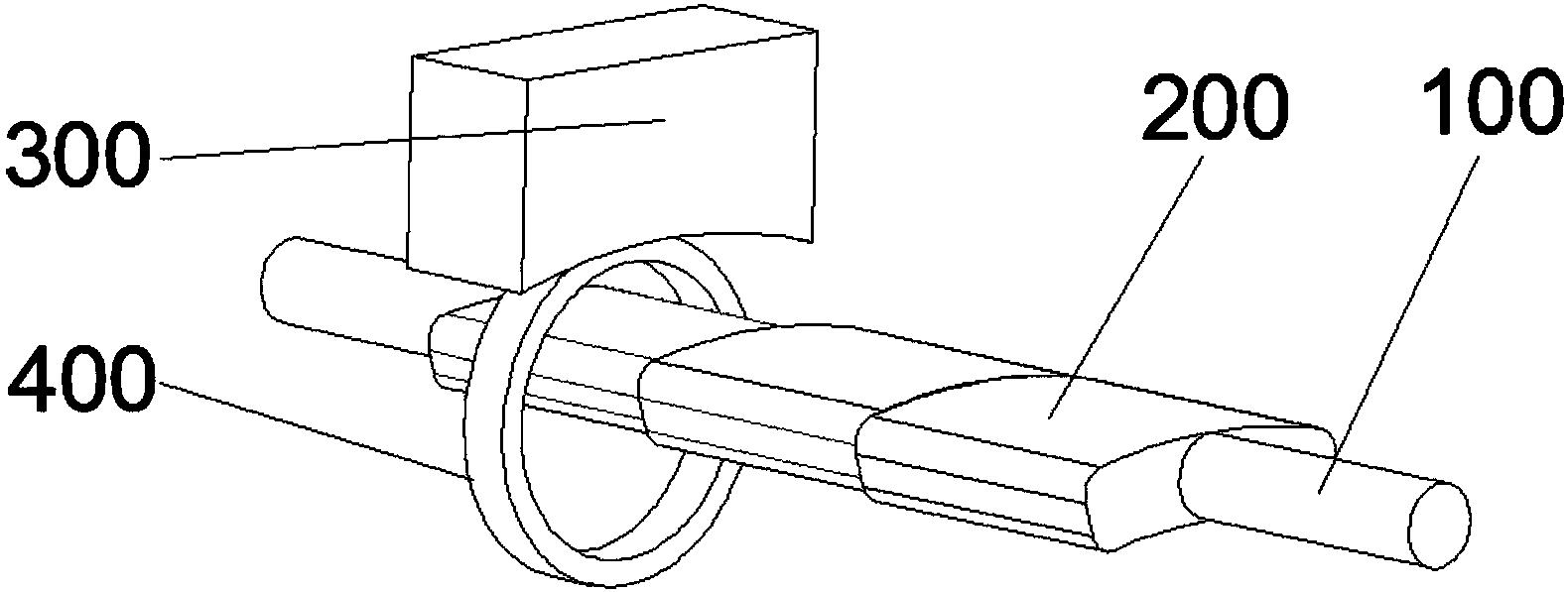
如图1所示,本实施例提供了一种异形马杠,包括中轴100以及穿设于中轴100上的多个弧形件200,具体而言:
多个弧形件200顺次连接,并且,沿中轴100的轴线方向,多个弧形件200的高度逐渐增大或减小,形成台阶,弧形件200的形状与安装边的各边形状相配合。
异形马杠包括中轴100以及多个弧形件200。中轴100用于与外部设备进行连接和固定,从而方便安装边的加工。多个弧形件200穿设于中轴100上,弧形件200是安装边加工的主要结构件,利用多个弧形件200能够实现安装边的锻造,从而避免设计多套模具来配合锻造,节约了制造成本。
具体地,多个弧形件200顺次连接,并且,沿中轴100的轴线方向,多个弧形件200的高度逐渐增大,或者,沿中轴100的轴线方向,多个弧形件200的高度逐渐减小,使得多个弧形件200连接形成多个台阶,由于安装边不可能一次锻造成形,设计多个台阶式的弧形件200能够使弧形件200适应安装边在不同加工阶段的毛坯400尺寸和形状,使安装边毛坯400的加工工序简便,安装边的毛坯400只需在不同尺寸的弧形件200之间移动转换加工即可,同时,由于弧形件200的形状与安装边的各边形状相配合,而各个弧形件200的高度尺寸和宽度尺寸各不相同,安装边的毛坯400在加工时,可首先在尺寸较小的弧形件200上加工,以使毛坯400的一边变形,继而将毛坯400移动到尺寸较大的弧形件200上加工,增大毛坯400变形量,最终使毛坯400的一边成形。
由于弧形件200的形状与安装边各边的形状相配合,因此通过将毛坯400在各个弧形件200之间移动转换加工,或者在弧形件200的不同侧面进行加工,能够最终得到安装边的胎模,实现安装边的加工制造。由于利用多个弧形件200进行锻造,并且采用一套异形马杠便能实现安装边的加工制造,相比现有技术中,需要设计多套模具配合锻造,极大地节约了时间,提高了加工效率,降低了加工成本。
为保证异形马杠的力学性能,多个弧形件200之间不可拆卸连接,并且,多个弧形件200需要一体锻造成形,避免多个弧形件200之间采用焊接连接,焊缝处的应力集中较为严重,使异形马杠的受力状态变差,影响异形马杠的使用寿命和安装边毛坯400加工的正常进行。
弧形件200在一体锻造成形后需要采用热处理,使异形马杠具备良好的力学性能,具体地,热处理方式采用调质处理,能够保证异形马杠的力学性能更佳,从而更好地保障安装边毛坯400的加工制造,提高异形马杠的使用寿命。
具体地,多个弧形件200均由5CrNiMo模具钢材料制成。5CrNiMo模具钢材料能够承受大的冲击力作用,塑性、韧性和其它方面的力学性能也较高,由于毛坯400需要在弧形件200上成形,需要弧形件200具备良好的力学性能,采用5CrNiMo模具钢材料能够保证毛坯400的顺利加工,当然,弧形件200的材料并不限于5CrNiMo模具钢材料,也可采用其他力学性能较高的材料来制作弧形件200,但需能够保证异形马杠的主要功能。
实施例2
本实施例提供了一种安装边的加工装置,包括实施例1中的异形马杠以及压块300。
具体地,压块300设置有多个,以适应弧形件200的结构,压块300的一面的形状与弧形件200的一面的形状相配合,以对毛坯400进行加工,由于弧形件200设置有多个侧面,每个侧面的结构不同,每个侧面的结构需要与安装边的各边结构相配合,因此需要设置多个压块300,多个压块300的一面的形状分别与每个弧形件200的一面的形状相配合,使每个压块300能够配合弧形件200的一个侧面,压块300也可为平砧,从而方便根据毛坯400的不同加工方式采用不同的加工工具。
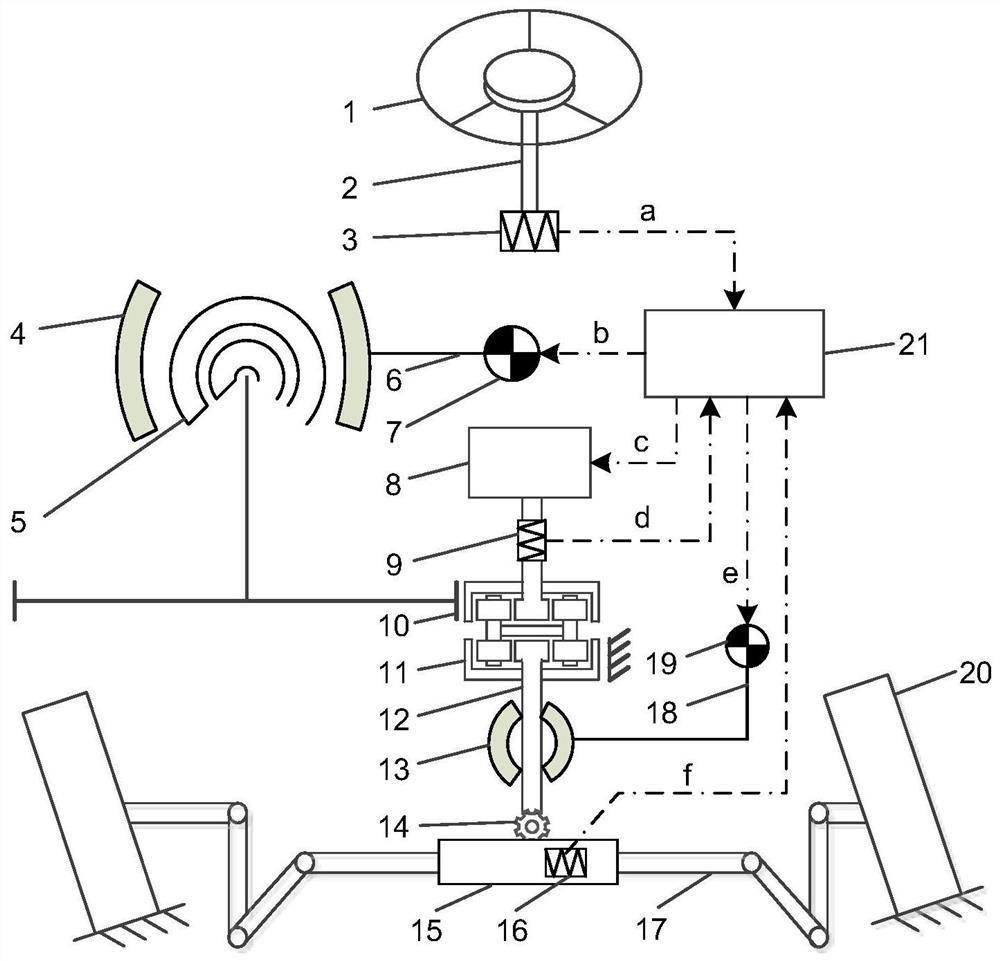
如图2所示,是安装边的毛坯400在加工时的工作原理图,也是毛坯400加工的其中一种工位图。安装边的毛坯400在加工时,可首先将毛坯400穿设于尺寸较小的弧形件200上,即较低的一级台阶上,利用压块300压制毛坯400,使毛坯400的一边变形,继而将毛坯400移动到尺寸较大的弧形件200上,也即高一级的台阶上加工,增大毛坯400变形量,最终使毛坯400的一边成形。由于弧形件200的形状与安装边各边的形状相配合,因此通过将毛坯400在各个弧形件200之间移动转换加工,或者在弧形件200的不同侧面进行加工,能够最终得到安装边的胎模,实现安装边的加工制造。
压块300的结构简单,因此制造也较为简便,相比现有技术中安装边模具的制造,极大地降低了难度和复杂性,由于利用多个弧形件200及压块300进行锻造,并且采用一套加工装置便能实现安装边的加工制造,相比现有技术中,需要设计多套模具配合锻造,极大地节约了时间,提高了加工效率,降低了加工成本。
实施例3
本实施例提供了一种安装边的加工系统,包括实施例2中的安装边的加工装置,除此之外,还包括第一加热炉、机械手以及第一压力机,具体而言:
第一加热炉,用于对安装边的毛坯400进行加热或保温;机械手,用于将毛坯400穿设于异形马杠上并实现毛坯400在异形马杠上的移动;第一压力机,用于利用压块300压制毛坯400使毛坯400成形以获得安装边的胎模。
如图3所示,在对安装边的毛坯400进行加工时,首先利用第一加热炉对毛坯400进行加热,将毛坯400加热到一定的温度,保证毛坯400具备良好的组织性能,然后对毛坯400进行充分地保温,使毛坯400的内部和外部的温度一致,从而减小了毛坯400的内部应力,便于锻造工艺的进行。在保温一定的时间后,利用机械手将毛坯400穿设于异形马杠上,机械手还能实现毛坯400在异形马杠上的移动,具体地,可将毛坯400首先穿设于尺寸较小的弧形件200上,即较低的一级台阶上,待毛坯400放置好后,将压块300设置于第一压力机上,利用第一压力机为压块300提供动力,使压块300压制毛坯400,从而使毛坯400的一边变形,继而利用机械手将毛坯400移动到尺寸较大的弧形件200上,也即高一级的台阶上,再利用第一压力机加工,增大毛坯400变形量,最终使毛坯400的一边成形。在毛坯400的一边成形后,需要使毛坯400的各边成形以完成安装边的加工,由于弧形件200的形状与安装边各边的形状相配合,因此可以重复上述步骤,将毛坯400在各个弧形件200之间移动转换并压制加工,或者在弧形件200的不同侧面进行加工,最终得到安装边的胎模,实现安装边的初步加工。
如图4所示,胎模成形后,需要对胎模进行整形,以获得成形质量较好的安装边坯料,胎模的整形可以通过调节装置来进行,第一压力机上设有调节装置,利用调节装置调节异形马杠的位置,使压块300或者平砧对准毛坯400需要整形的位置,并利用压块300或平砧对胎模的各边或侧边进行压制修整,以使胎模的成形质量良好,便于后续的模锻作业。胎模整形后便可以进行模锻,模锻需要利用第二压力机来进行,经模锻后便可以获得安装边的锻件。由于采用模锻锻造,相比现有技术中采用人工自由锻,在操作上极大地提高了可靠性,降低了因人工操作产品的综合性能带来的影响,提高了成品率,而且经模锻后得到了安装边的锻件,后续的机械加工任务较轻,由于模锻后安装边基本成形,因此后续的机械加工不需要预留较大的余量,从而节约了资源,减少了原料浪费,降低了制造成本。
安装边的加工系统还包括下料机、第二加热炉以及第三压力机,具体地,首先可根据所需制作的安装边的实际尺寸利用下料机获取安装边的预制毛坯,其次将预制毛坯送入第二加热炉对预制毛坯进行加热,优选地,加热温度为1100-1150℃,保证预制毛坯具备良好的组织性能,保温时间根据0.8-1min/mm进行选择,对预制毛坯进行充分地保温,使预制毛坯的内部和外部的温度一致,从而减小了预制毛坯的内部应力,便于锻造工艺的进行,在保温一定的时间后,利用第三压力机对预制毛坯进行镦粗作业,根据预制毛坯的实际规格,镦粗作业可分多次完成,镦粗后利用冲头对预制毛坯进行冲孔,冲孔时可根据不同规格的产品要求选择合适大小的冲头,为使安装边的毛坯400在弧形件200上加工方便,在冲孔后需要对预制毛坯进行扩孔,以得到安装边的毛坯400,降低后续锻造加工的难度,因此,安装边的加工系统还包括扩孔装置,扩孔装置可包括马架或撵环,利用来马架或撵环完成预制毛坯的扩孔作业,从而得到安装边的毛坯400。
最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
异形马杠、安装边的加工装置及系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0