

IPC分类号 : B21D13/04I,B21D43/00I,B06B3/00I,B25J11/00I







专利摘要
本发明属于金属塑性成形领域,公开了微沟槽表面结构的超声辅助柔性滚压成形方法及装置,其中装置包括夹持子装置(1)、压印辊(3)、支承辊(6)及超声振动系统(4),压印辊(3)和支承辊(6)两者能够沿预先设定的轨迹在待处理金属件的表面同步滚动,在超声振动的辅助下,配合对待处理金属件产生挤压作用进而在待处理金属件的表面滚压形成微沟槽;其中,超声振动能够对待处理金属件进行软化,起到辅助作用。本发明通过对装置中各个组件的设置及它们之间相互配合的工作关系等进行改进,利用压印辊和支承辊两者配合在金属板件表面的滚动挤压,使金属板件表面的材料发生连续地弹塑性变形,同时利用超声软化效应降低材料变形抗力。
权利要求
1.一种微沟槽表面结构的超声辅助柔性滚压成形装置,其特征在于,包括夹持子装置(1)、压印辊(3)、支承辊(6)及超声振动系统(4),其中,
所述夹持子装置(1)用于夹持并固定待处理金属件,使待处理金属件保持固定;
所述压印辊(3)安装在所述超声振动系统(4)的输出端,所述超声振动系统(4)用于向所述压印辊(3)提供超声机械振动;
所述压印辊(3)和所述支承辊(6)分别位于待处理金属件的两侧、且相对设置,两者能够沿预先设定的轨迹在待处理金属件的表面同步滚动,相配合地对待处理金属件产生挤压作用进而在待处理金属件的表面滚压形成微沟槽;所述超声振动系统(4)提供的超声振动能够经由所述压印辊(3)传输至待处理金属件,进而能够对待处理金属件进行软化,起到辅助作用;所述压印辊(3)包括一个表面具有微肋条的圆柱体结构,所述支承辊(6)包括一个表面光滑的圆柱体结构并起支承作用,滚压形成的所述微沟槽的形状与所述压印辊(3)圆柱体结构表面的微肋条相匹配。
2.如权利要求1所述微沟槽表面结构的超声辅助柔性滚压成形装置,其特征在于,所述超声振动系统(4)通过导线与超声发生器(8)相连,所述超声发生器(8)用于产生超声电信号,所述超声振动系统(4)能够将所述超声发生器(8)产生的超声电信号转换为超声机械振动,从而使所述压印辊(3)产生超声机械振动。
3.如权利要求1所述微沟槽表面结构的超声辅助柔性滚压成形装置,其特征在于,所述超声振动系统(4)和所述支承辊(6)分别安装在2个机器人手臂的末端。
4.如权利要求1所述微沟槽表面结构的超声辅助柔性滚压成形装置,其特征在于,所述超声振动系统(4)连同所述压印辊(3)受第一机器人手臂的控制;所述支承辊(6)受第二机器人手臂的控制。
5.一种微沟槽表面结构的超声辅助柔性滚压成形方法,其特征在于,该方法是利用如权利要求1-4任意一项所述微沟槽表面结构的超声辅助柔性滚压成形装置实施,并具体包括以下步骤:
(1)使用夹持子装置固定待处理金属件,使待处理金属件保持固定;
(2)将超声振动系统连同压印辊安装在1个机器人手臂的末端,将支承辊安装在另1个机器人手臂的末端,并使所述压印辊和所述支承辊分别位于待处理金属件的两侧、且相对设置;
(3)利用超声振动系统产生超声振动,超声振动经由所述压印辊传输至待处理金属件;
(4)启动这2个机器人手臂,使所述压印辊和所述支承辊两者沿预先设定的轨迹在待处理金属件的表面同步滚动,在超声振动的辅助作用下,所述压印辊和所述支承辊两者相配合地对待处理金属件产生挤压作用进而在待处理金属件的表面滚压形成微沟槽,从而实现金属表面微沟槽的超声辅助柔性滚压成形。
6.如权利要求5所述微沟槽表面结构的超声辅助柔性滚压成形方法,其特征在于,所述步骤(4)中,所述滚动是以预先设定的线速度进行滚动。
7.如权利要求5所述微沟槽表面结构的超声辅助柔性滚压成形方法,其特征在于,所述步骤(4)中,所述挤压作用的挤压力的大小满足预先设定的挤压力大小要求。
8.如权利要求5所述微沟槽表面结构的超声辅助柔性滚压成形方法,其特征在于,所述步骤(4)中,所述超声振动满足预先设定的频率和振幅要求。
9.如权利要求5所述微沟槽表面结构的超声辅助柔性滚压成形方法,其特征在于,所述待处理金属件为金属板件。
10.如权利要求5所述微沟槽表面结构的超声辅助柔性滚压成形方法,其特征在于,所述步骤(3)具体是通过启动与所述超声振动系统连接的超声发生器,使超声振动系统产生超声振动的;启动后的所述超声发生器能够产生超声电信号,所述超声振动系统能够将所述超声发生器产生的超声电信号转换为超声机械振动。
11.如权利要求10所述微沟槽表面结构的超声辅助柔性滚压成形方法,其特征在于,所述方法还包括以下步骤:
(5)微沟槽成形结束后,关闭所述2个机器人手臂和所述超声发生器。
说明书
技术领域
本发明属于金属塑性成形领域,更具体地,涉及一种微沟槽表面结构的超声辅助柔性滚压成形方法及装置,该方法及装置尤其适用于在飞机蒙皮等大尺寸曲面金属板件表面成形具有减阻功能的微沟槽结构。
背景技术
大型飞机作为保卫国家安全、维护国家利益和促进国民经济发展的重大战略装备,已经成为世界大国高端装备制造业竞相发展的焦点。减阻是发展大型飞机所面临的关键科学技术问题之一。大型飞机在巡航过程中受到的壁面摩擦阻力约占总阻力的40%~50%,摩擦阻力若减小10%,大型军用运输机的航速和航程可提高约8%,而大型客机则每年能节省大约2800t燃油。因此,实现大型飞机表面减阻对于提高我国军事威慑力和降低能源消耗具有重要意义。
传统观念认为,运动物体的表面越光滑则摩擦阻力越小。但仿生研究却发现,鲨鱼快速游动时其皮肤会转变成微小的沟槽形态。受此启发,美国国家航空航天局对表面微沟槽结构进行了湍流试验,发现微沟槽能够通过改变边界层流动状态而获得减阻效果。此后,空客公司将带沟槽的薄膜粘贴在A320试验机70%的表面上,使油耗量降低了2%。德国飞机制造商也通过在飞机机身表面粘贴V形沟槽薄膜,获得了节油8%的效果。由此可见,在飞机表面加工微沟槽结构是降低飞机摩擦阻力的有效途径。
但是,受到表面微沟槽结构加工技术的限制,目前表面微沟槽减阻技术在航空运输领域依旧处在试验阶段。一方面,飞机在高速飞行过程中,其表面会与空气中的尘埃和冰雪等硬质颗粒发生剧烈的冲击与摩擦,这种严苛的服役条件要求表面微沟槽具备良好的耐磨损性能,而采用表面贴膜方式制造出的高分子表面微沟槽因为与基体之间的结合强度较低,使用寿命较短。另一方面,单个微沟槽的宽度一般在亚毫米量级,而飞机表面金属板件的尺寸达到数米甚至数十米,且这些板件通常为三维复杂板件,现有的微细加工方法难以满足在复杂板件表面大面积加工微沟槽的尺寸、性能和成本要求。例如,专利CN102583229A公开的微探针刻划加工方法和专利CN103341540B公开的辊压成形方法均只适用于平板表面微沟槽的加工,专利CN109014462A公开的表面微结构电解加工方法虽然能够用于不规则曲面加工,但零件尺寸受到限制。
发明内容
针对现有技术的以上缺陷或改进需求,本发明的目的在于提供一种微沟槽表面结构的超声辅助柔性滚压成形方法及装置,其中通过对装置中各个组件的设置及它们之间相互配合的工作关系等进行改进,与现有技术相比能够有效解决曲面或不规则金属板件表面微沟槽的大面积加工困难等难题。本发明利用压印辊和支承辊两者相配合地在金属板件表面的滚动挤压,使金属板件表面的材料发生连续地弹塑性变形,同时利用超声软化效应降低材料变形抗力;压印辊和支承辊的运动轨迹、运动速率、挤压力以及超声振动的频率、振幅等均可灵活调整,以适用于各类金属材料和各种尺寸的微沟槽结构。
为实现上述目的,按照本发明的一个方面,提供了一种微沟槽表面结构的超声辅助柔性滚压成形装置,其特征在于,包括夹持子装置、压印辊、支承辊及超声振动系统,其中,
所述夹持子装置用于夹持并固定待处理金属件,使待处理金属件保持固定;
所述压印辊安装在所述超声振动系统的输出端,所述超声振动系统用于向所述压印辊提供超声机械振动;
所述压印辊和所述支承辊分别位于待处理金属件的两侧、且相对设置,两者能够沿预先设定的轨迹在待处理金属件的表面同步滚动,相配合地对待处理金属件产生挤压作用进而在待处理金属件的表面滚压形成微沟槽;所述超声振动系统提供的超声振动能够经由所述压印辊传输至待处理金属件,进而能够对待处理金属件进行软化,起到辅助作用;所述压印辊包括一个表面具有微肋条的圆柱体结构,所述支承辊包括一个表面光滑的圆柱体结构并起支承作用,滚压形成的所述微沟槽的形状与所述压印辊圆柱体结构表面的微肋条相匹配。
作为本发明的进一步优选,所述超声振动系统通过导线与超声发生器相连,所述超声发生器用于产生超声电信号,所述超声振动系统能够将所述超声发生器产生的超声电信号转换为超声机械振动,从而使所述压印辊产生超声机械振动。
作为本发明的进一步优选,所述超声振动系统和所述支承辊分别安装在2个机器人手臂的末端。
作为本发明的进一步优选,所述超声振动系统连同所述压印辊受第一机器人手臂的控制;所述支承辊受第二机器人手臂的控制。
按照本发明的另一方面,本发明提供了一种微沟槽表面结构的超声辅助柔性滚压成形方法,其特征在于,该方法是利用上述微沟槽表面结构的超声辅助柔性滚压成形装置,并具体包括以下步骤:
(1)使用夹持子装置固定待处理金属件,使待处理金属件保持固定;
(2)将超声振动系统连同压印辊安装在1个机器人手臂的末端,将支承辊安装在另1个机器人手臂的末端,并使所述压印辊和所述支承辊分别位于待处理金属件的两侧、且相对设置;
(3)利用超声振动系统产生超声振动,超声振动经由所述压印辊传输至待处理金属件;
(4)启动这2个机器人手臂,使所述压印辊和所述支承辊两者沿预先设定的轨迹在待处理金属件的表面同步滚动,在超声振动的辅助作用下,所述压印辊和所述支承辊两者相配合地对待处理金属件产生挤压作用进而在待处理金属件的表面滚压形成微沟槽,从而实现金属表面微沟槽的超声辅助柔性滚压成形。
作为本发明的进一步优选,所述步骤(4)中,所述滚动是以预先设定的线速度进行滚动。
作为本发明的进一步优选,所述步骤(4)中,所述挤压作用的挤压力的大小满足预先设定的挤压力大小要求。
作为本发明的进一步优选,所述步骤(4)中,所述超声振动满足预先设定的频率和振幅要求。
作为本发明的进一步优选,所述待处理金属件为金属板件。
作为本发明的进一步优选,所述步骤(3)具体是通过启动与所述超声振动系统连接的超声发生器,使超声振动系统产生超声振动的;启动后的所述超声发生器能够产生超声电信号,所述超声振动系统能够将所述超声发生器产生的超声电信号转换为超声机械振动;
优选的,所述方法还包括以下步骤:
(5)微沟槽成形结束后,关闭所述2个机器人手臂和所述超声发生器。
通过本发明所构思的以上技术方案,本发明中的微沟槽加工方法是直接在金属表面成形出微沟槽,与在金属表面粘贴微沟槽薄膜的方法相比,完全规避了薄膜与基体结合强度差的问题;而与现有在金属表面直接加工微沟槽的技术相比,本发明构思的技术能够取得如下有益效果:
1)本发明提供的微沟槽超声辅助柔性滚压成形方法不受板件形状的限制,可适用于不规则的三维曲面板件;通过压印辊和支承辊的同步灵活滚动,本发明提供的微沟槽柔性滚压成形装置可适用于在任意形状的金属板件表面成形微沟槽。
2)本发明提供的微沟槽超声辅助柔性滚压成形方法实现了金属表面微沟槽的连续成形,加工面积理论上可以无限大,因此本发明尤其能够实现金属板件表面微沟槽的大面积加工。利用本发明,待处理金属件的尺寸将不受限制(可以极小也可以极大,理论上可以无限大),相比其他现有技术,尤其适用于尺寸大于10m的大尺寸金属件的表面微沟槽加工。
3)航空铝合金等高强度材料在室温条件下变形抗力大,高温条件下的成形不仅容易导致粘连现象,还会改变材料力学性能,从而影响零件的使用寿命。本发明中的超声振动能够在室温条件下显著降低材料变形抗力,促进材料流动,从而使本发明提供的超声辅助柔性滚压成形方法可适用于高强度金属板件表面的微沟槽成形。
本发明适用于在已完成宏观成形后的金属板件表面加工微沟槽(也就是说,可以先利用宏观成形将平板成形为任意三维曲面结构,然后再利用本发明在该三维曲面结构表面加工微沟槽,成形得到目标金属件);本发明可以预先设置滚动压印的速度、载荷以及超声振动的频率、振幅等参数,金属板件表面的材料在压印辊和支承辊的超声辅助滚动挤压作用下发生连续地弹塑性变形,从而成形出微沟槽。以采用机器人手臂带动压印辊和支承辊相配合地进行滚压为例,可以使压印辊在1个机器人手臂的操作下按照一定的预设轨迹在金属板件需要加工微沟槽的一侧滚动,支承辊则在另1个机器人手臂的协同操作下沿着金属板件另一侧与压印辊以相同的线速度滚动,起到支承作用。
附图说明
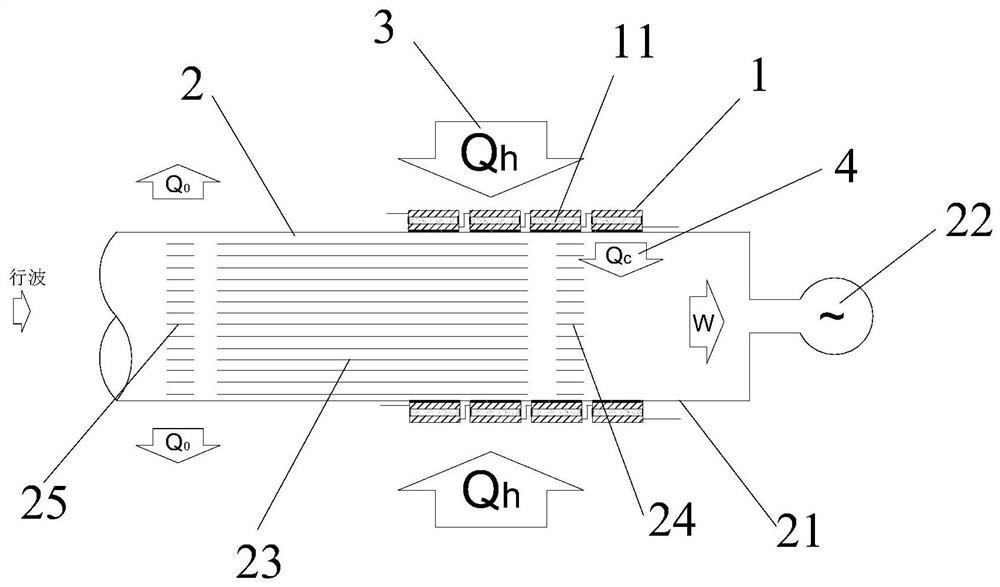
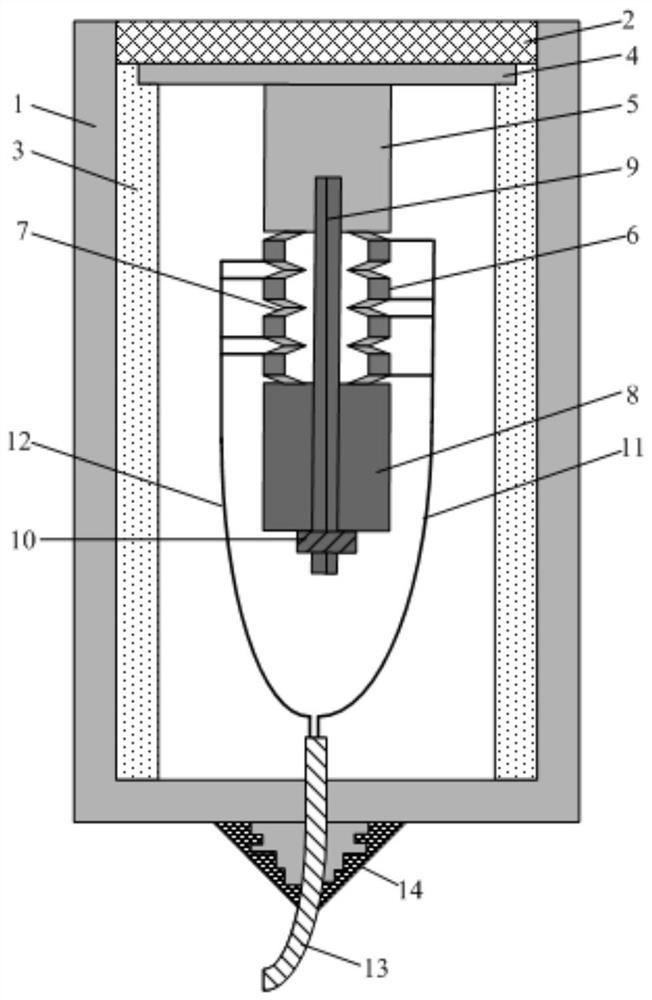
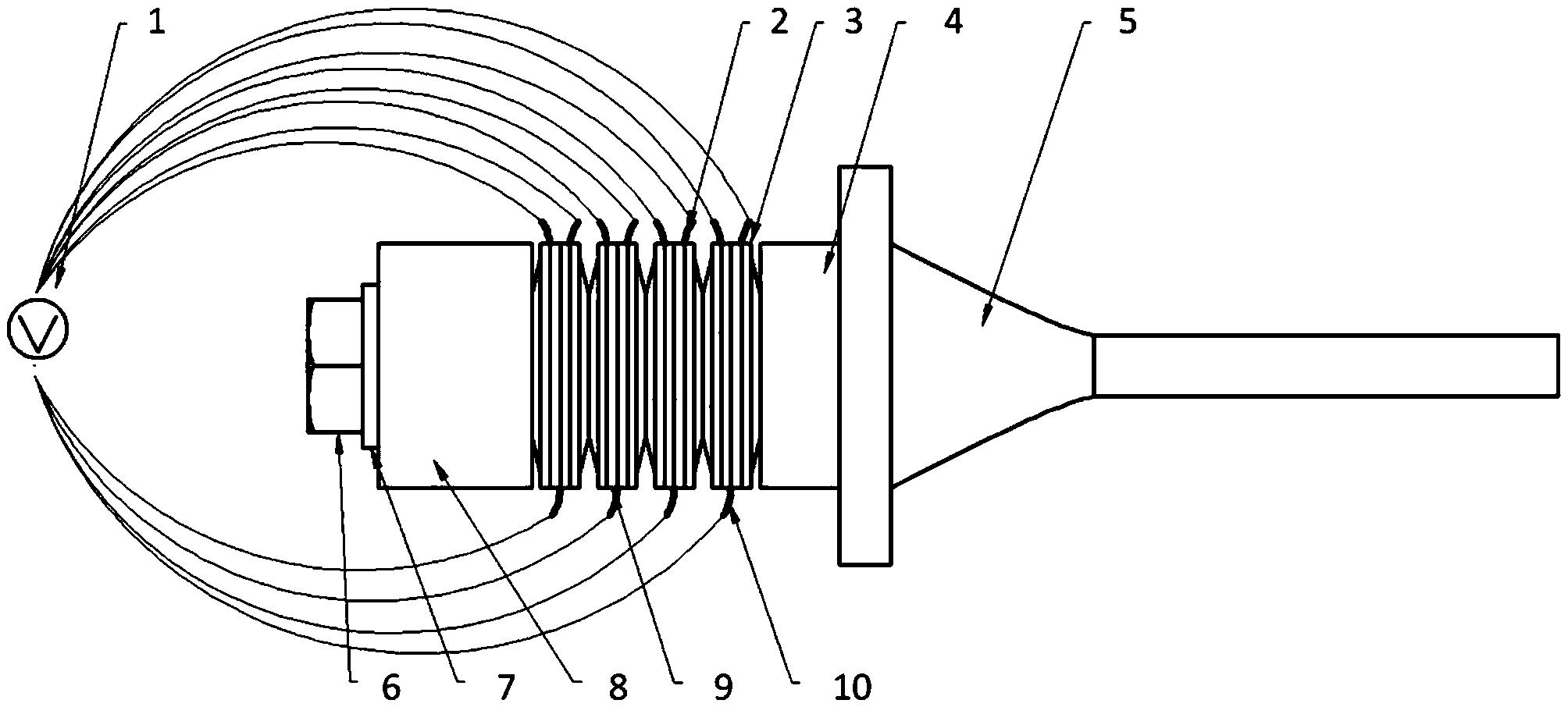
图1为本发明所述成形装置的结构示意图。
图中各附图标记的含义如下:1为夹持子装置,2为金属板件,3为压印辊,4为超声振动系统,5为机器人手臂(即,第一机器人手臂),6为支承辊,7为机器人手臂(即,第二机器人手臂),8为超声发生器。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
参照图1,本发明中金属表面微沟槽的超声辅助柔性滚压成形方法,包括以下步骤:
1)使用夹持子装置1固定金属板件2;
2)将压印辊3安装在超声振动系统4的输出端,可以将超声振动系统4安装在机器人手臂5的末端,可以将支承辊6安装在机器人手臂7的末端;当然,机器人手臂5和机器人手臂7可以是同一机器人上的2个不同手臂;
3)将超声振动系统4与超声发生器8通过电线连接,设置超声振动的频率和振幅,启动超声发生器8,使压印辊3产生超声机械振动;
4)设置滚动压印的速度、载荷等参数,启动机器人手臂5和机器人手臂7,使压印辊3在机器人手臂5的操作下按照一定的轨迹在金属板件2需要加工微沟槽的一侧滚动,支承辊6在机器人手臂7的操作下沿着金属板件2另一侧与压印辊3以相同的线速度滚动,起到支承作用。金属板件2表面的材料在压印辊3的超声振动作用下得到软化,同时在压印辊3和支承辊6的滚动挤压作用下发生连续地弹塑性变形,成形出微沟槽。
5)微沟槽成形结束后,关闭机器人手臂5、机器人手臂7和超声发生器8。
相应的,本发明中金属表面微沟槽的超声辅助柔性滚压成形装置,包括夹持子装置1、压印辊3、超声振动系统4、机器人手臂5、支承辊6、机器人手臂7、超声发生器8,其中,
所述压印辊3包括一个表面具有微肋条的圆柱体结构(压印辊除了圆柱体结构外,还可包括其他辅助结构将圆柱体连接到机器人手臂末端,这些辅助结构可参考现有技术设置);
所述支承辊6包括一个表面光滑的圆柱体结构(支承辊除了圆柱体结构外,还可包括其他辅助结构将圆柱体连接到机器人手臂末端,这些辅助结构可参考现有技术设置);
所述压印辊3安装在所述超声振动系统4的输出端,所述超声振动系统4安装在所述机器人手臂5的末端,所述支承辊6安装在所述机器人手臂7的末端;
所述超声振动系统4通过电线与所述超声发生器8连接。
单个微沟槽的形状、尺寸及分布可根据应用场合确定,具体而言,可基于流体力学,并考虑运动物体的运动速度等参数,以达到最佳减阻效果为目标,最终确定微沟槽的尺寸及其在金属板件表面的分布。超声振动能够对金属材料起到软化作用,对于特定的金属材料,可以采用超声辅助镦粗实验,获得软化效果最佳的超声振动频率和振幅,从而预先设定超声辅助柔性滚压成形中超声振动的频率和振幅。压印辊和支承辊的尺寸和它们在超声辅助柔性滚压成形中的滚动速度等参数的设计相对复杂,需要在不超过机器人最大负载的情况下使微沟槽获得理想的成形效果,这一步骤可借助于材料成形数值模拟软件来实现。
本发明利用特定的超声辅助柔性滚压成形方法及装置,能够在金属表面成形得到微沟槽,本发明具备了金属塑性成形效率高、成本低、材料利用率高等优点,同时实现了金属板件表面微沟槽的连续成形,且该方法不受板件形状和尺寸的限制(如图1所示,本发明适用于各种形状的待处理金属件,如大尺寸曲面金属板件),能够应用于较高强度的金属材料。本发明将有力推动表面微沟槽减阻技术在飞机、高铁上的应用,也为该技术舰船、潜艇、导弹等高速装备上的应用提供重要参考依据,对于增强我国交通运输装备的使用性能和先进武器装备的战斗性能具有重要意义。
本发明中所采用的机器人手臂可以是现有技术中任意一种机器人手臂,只要能够控制运动轨迹、运动速度等参数,以及相应载荷满足要求即可;另外,这些机器人手臂的运动轨迹、运动速度等参数可参照相关机器人手臂的操作手册进行设置。
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
微沟槽表面结构的超声辅助柔性滚压成形方法及装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0