








专利摘要
本发明涉及钢材组装技术领域,具体涉及一种钢材组装用辅助设备及其使用方法,包括载具和驾驶室,还包括控制台、升降机构和调整机构,控制台上设有控制器、显示器和数据采集仪,升降机构包括滑动架和升降组件,调整机构包括滑板、位置调节组件和角度调节组件,所述显示器、数据采集仪、升降组件、位置调节组件和角度调节组件均与控制器为电性连接,本发明的一种钢材组装用辅助设备及其使用方法,能实时对组装中的钢材进行垂直度、平行度和其位置的检测,并能根据所测数据及时做出应对和调整,进而有效保证钢材在组装时绝对垂直或平行以及其安装位置更准确无误,方便对接,同时降低了工人高空作业的安全隐患。
权利要求
1.一种钢材组装用辅助设备,包括载具(1)和驾驶室(2),所述驾驶室(2)设在载具(1)的头部,其特征在于:还包括控制台、升降机构(3)和调整机构(4),所述控制台设在驾驶室(2)的内部,控制台上设有控制器、显示器和数据采集仪,所述升降机构(3)设在载具(1)的尾部以支持调整机构(4)升降,升降机构(3)包括滑动架(30)和升降组件(31),所述载具(1)的尾部设有凹槽,所述滑动架(30)滑动设在凹槽的内部,所述升降组件(31)设在滑动架(30)上,所述调整机构(4)滑动设在滑动架(30)上以调整钢材的摆放,调整机构(4)包括滑板(40)、位置调节组件(41)和角度调节组件(42),所述滑板(40)滑动设在凹槽的内部并与滑动架(30)的底部固定连接,所述位置调节组件(41)设在滑板(40)的旁侧并与其传动连接,所述角度调节组件(42)固定设在升降组件(31)上,所述显示器、数据采集仪、升降组件(31)、位置调节组件(41)和角度调节组件(42)均与控制器为电性连接;所述升降组件(31)包括双轴电机(310)和升降板(311),所述双轴电机(310)固定设在滑板(40)的顶部,双轴电机(310)的两个输出端上均设有主动轮(312),所述滑动架(30)的内侧顶部通过第一旋转轴转动设置有两个从动轮(313),每个主动轮(312)与一个从动轮(313)之间均套设有钢索(314),两个钢索(314)之间固定设有升降块(315),所述升降块(315)的两端均固定连接有滑条,所述滑动架(30)的内壁上呈对称设有两个滑槽,每个滑条均与一个滑槽滑动连接,升降块(315)的一端固定连接有连接块,所述连接块远离升降块(315)的一端固定设有安装板(316),所述升降板(311)通过螺栓固定设在安装板(316)远离连接块的一端外壁上,所述双轴电机(310)与控制器电连接。
2.根据权利要求1所述的一种钢材组装用辅助设备,其特征在于:所述位置调节组件(41)包括第一伺服电机(410)、转盘(411)和连杆(412),所述第一伺服电机(410)固定设在凹槽的旁侧,所述转盘(411)套设在第一伺服电机(410)的输出端上,并且转盘(411)远离第一伺服电机(410)的一侧外壁上固定设有铰接轴,所述连杆(412)套设在铰接轴上,所述滑板(40)靠近第一伺服电机(410)的顶部一端固定设有铰接块(400),所述连杆(412)远离转盘(411)的一端与铰接块(400)铰接,所述第一伺服电机(410)与控制器电连接。
3.根据权利要求2所述的一种钢材组装用辅助设备,其特征在于:所述滑板(40)的底部呈对称设置有四个滑轮(401),所述凹槽的内部呈对称设置有两个滑道(402),每个两个滚轮均与一个滑道(402)滑动连接,并且每个滑道(402)的两端均固定设有防撞块,每个防撞块均由橡胶材质制成。
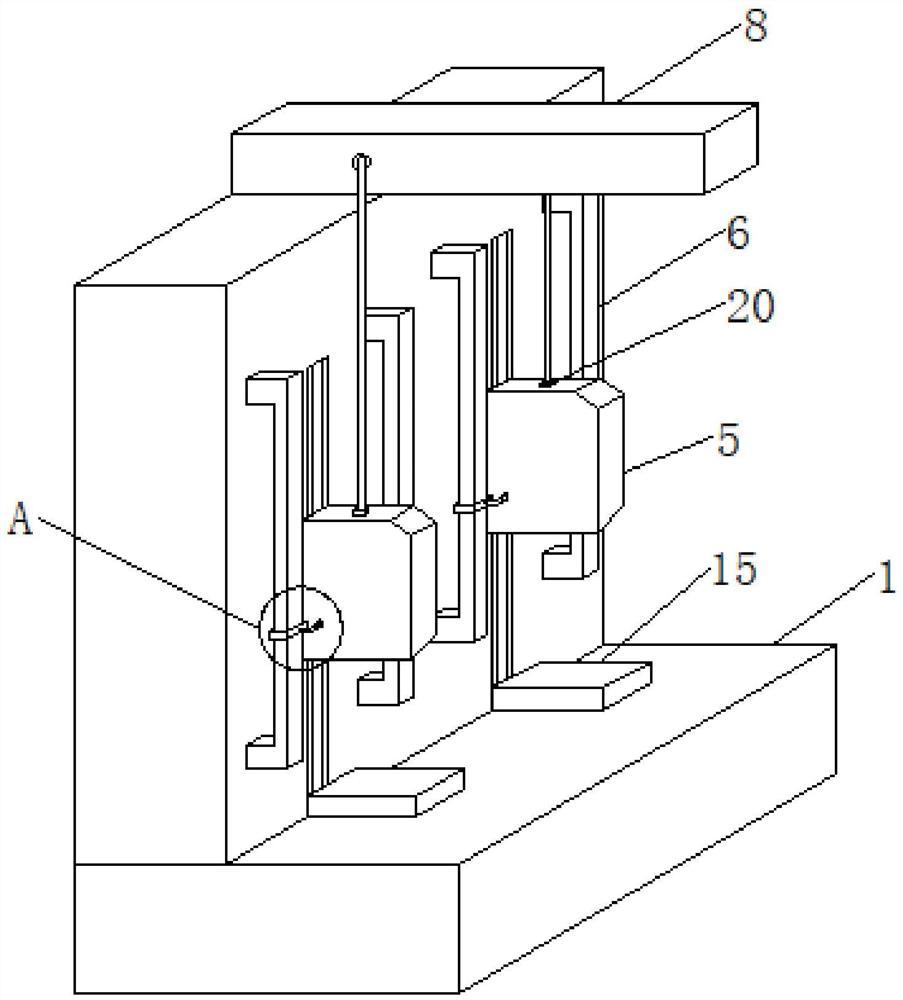
4.根据权利要求3所述的一种钢材组装用辅助设备,其特征在于:所述升降板(311)远离滑动架(30)的一侧外壁上固定设有滑台(317),所述滑台(317)上滑动设置有电动推杆(318),所述电动推杆(318)的输出端上固定设置有支撑板,所述支撑板上固定设有百分表(319),并且百分表(319)的测量头竖直朝下,所述百分表(319)与数据采集仪、控制器均为电性连接,所述电动推杆(318)与控制器电连接。
5.根据权利要求4所述的一种钢材组装用辅助设备,其特征在于:所述角度调节组件(42)包括第二伺服电机(420)、液压杆(421)和四个气爪(422),所述滑台(317)的底部设有固定板(423),所述固定板(423)与升降板(311)固定连接,固定板(423)的一端通过第二旋转轴转动设置有底板,所述液压杆(421)固定设在底板远离升降板(311)的一侧外壁上,所述第二伺服电机(420)固定设在固定板(423)的另一端,并且第二伺服电机(420)的输出端上套设有第一链轮(424),所述第二旋转轴上套设有第二链轮(425),所述第一链轮(424)和第二链轮(425)之间套设有链条(426),所述液压杆(421)的输出端上固定设有承托板(427),所述承托板(427)远离液压杆(421)的一侧外壁上呈对称设置有两个连接板(428),每两个气爪(422)均呈对称设置在一个连接板(428)上,第二伺服电机(420)、液压杆(421)和四个气爪(422)均与控制器为电性连接。
6.根据权利要求5所述的一种钢材组装用辅助设备,其特征在于:所述滑动架(30)靠近升降板(311)的一端外壁上设有可供连接块滑动的避让缺口,并且滑动架(30)的两个侧壁上呈对称设置有两个限位套,每个限位套的内部均插设有导向杆,所述载具(1)的尾部呈对称设置有四个搭接杆,每两个搭接杆均与一个导向杆插设连接,并且限位套的高度低于避让缺口的高度,当连接块升降时。
7.根据权利要求4所述的一种钢材组装用辅助设备,其特征在于:所述滑台(317)的旁侧设有广角摄像头(5),所述广角摄像头(5)为与升降板(311)固定连接,并且摄像头与控制器为电性连接。
说明书
技术领域
本发明涉及钢材组装技术领域,具体涉及一种钢材组装用辅助设备及其使用方法。
背景技术
我国专利申请号:CN201810140136.0;公开日:2018.08.28公开了一种双层彩板屋面的彩钢板安装方法及安装装置,双层彩板屋面的彩钢板安装方法是:a、制作吊笼主体;b、在后护栏的水平边的中部固定设置有连接架,连接架竖直设置,在连接架的顶部设置有挂钩,挂钩的结构采用门形结构;c、在挂钩的底部设置有两组连接于两个侧挂框之间的防滑杆组件;d、将挂钩、连接架和吊笼主体组装连接好以后,将挂钩钩挂在屋面檩条上,高空操作人员进行屋面底板的安装,安装完一处后,高空操作人员可用手移动挂钩以进行吊笼主体的移动;e、屋面底板安装完成后,地面操作人员通过屋顶滑轮组将屋面顶板吊运至作业点,由高空操作人员站在吊笼主体中进行屋面顶板的安装。
我国专利申请号CN201310211458.7;公开日:2013.08.21公开了一种标准化变压器台架立杆扶正器,涉及变压器台架立杆技术领域。本发明包括一个两端分别设有第一弧形架和第二弧形架的横向杆,横向杆上设有与其垂直的竖向杆;所述竖向杆的底部与横向杆连接,在所述竖向杆的顶端设有与横向杆平行的水平管,水平管的开放端设有与第二弧形架垂直对应的第三弧形架。本发明由多根钢管组装而成,结构简单、制作容易、拆装方便,重量轻、便于携带和操作,能够快速、准确的确定两电杆之间的位置,适用于各种地形和环境,并且避免了多次挪动杆身、多次测量造成的测量误差和时间的浪费,提高了工作效率、节省了人力,并提高安全性。
上述两个发明的结构存在以下几点不足:
1.没有利用专业的测量仪器和装置来辅助钢材组装工作的进行,因而在对于钢材组装时的垂直度和平行度以及位置差不能精确有效的把控,更无法及时做出应对和调整,因而无法保证在钢材组装时做到成功对接和钢材相互之间的绝对平行和垂直。
2.由于设计的设备体积较大,不仅占用空间,同时在搬移时,不利于其移动,因而灵活性受到限制,不利于提高设备的实用性和钢材的组装效率,因而不利于节约人工,缩短工期和降低组装成本。
3由于装备没有设计升降机构,因而在进行钢材的高空组装时,需要工人进行登高以及进行高空作业,具有一定的安全隐患。
根据现有技术的不足,因而有必要设计一种在钢材组装时能精确有效把控其垂直度和平行度以及位置差并可及时做出应对和调整,同时方便移动,灵活性高,并且安全隐患较小的钢材组装用辅助设备。
发明内容
本发明的目的在于提供一种钢材组装用辅助设备及其使用方法。
为达此目的,本发明采用以下技术方案:
提供一种钢材组装用辅助设备,包括载具和驾驶室,所述驾驶室设在载具的头部,还包括控制台、升降机构和调整机构,所述控制台设在驾驶室的内部,控制台上设有控制器、显示器和数据采集仪,所述升降机构设在载具的尾部以支持调整机构升降,升降机构包括滑动架和升降组件,所述载具的尾部设有凹槽,所述滑动架滑动设在凹槽的内部,所述升降组件设在滑动架上,所述调整机构滑动设在滑动架上以调整钢材的摆放,调整机构包括滑板、位置调节组件和角度调节组件,所述滑板滑动设在凹槽的内部并与滑动架的底部固定连接,所述位置调节组件设在滑板的旁侧并与其传动连接,所述角度调节组件固定设在升降组件上,所述显示器、数据采集仪、升降组件、位置调节组件和角度调节组件均与控制器为电性连接。
进一步的,所述升降组件包括双轴电机和升降板,所述双轴电机固定设在滑板的顶部,双轴电机的两个输出端上均设有主动轮,所述滑动架的内侧顶部通过第一旋转轴转动设置有两个从动轮,每个主动轮与一个从动轮之间均套设有钢索,两个钢索之间固定设有升降块,所述升降块的两端均固定连接有滑条,所述滑动架的内壁上呈对称设有两个滑槽,每个滑条均与一个滑槽滑动连接,升降块的一端固定连接有连接块,所述连接块远离升降块的一端固定设有安装板,所述升降板通过螺栓固定设在安装板远离连接块的一端外壁上,所述双轴电机与控制器电连接。
进一步的,所述位置调节组件包括第一伺服电机、转盘和连杆,所述第一伺服电机固定设在凹槽的旁侧,所述转盘套设在第一伺服电机的输出端上,并且转盘远离第一伺服电机的一侧外壁上固定设有铰接轴,所述连杆套设在铰接轴上,所述滑板靠近第一伺服电机的顶部一端固定设有铰接块,所述连杆远离转盘的一端与铰接块铰接,所述第一伺服电机与控制器电连接。
进一步的,所述滑板的底部呈对称设置有四个滑轮,所述凹槽的内部呈对称设置有两个滑道,每个两个滚轮均与一个滑道滑动连接,并且每个滑道的两端均固定设有防撞块,每个防撞块均由橡胶材质制成。
进一步的,所述升降板远离滑动架的一侧外壁上固定设有滑台,所述滑台上滑动设置有电动推杆,所述电动推杆的输出端上固定设置有支撑板,所述支撑板上固定设有百分表,并且百分表的测量头竖直朝下,所述百分表与数据采集仪、控制器均为电性连接,所述电动推杆与控制器电连接。
进一步的,所述角度调节组件包括第二伺服电机、液压杆和四个气爪,所述滑台的底部设有固定板,所述固定板与升降板固定连接,固定板的一端通过第二旋转轴转动设置有底板,所述液压杆固定设在底板远离升降板的一侧外壁上,所述第二伺服电机固定设在固定板的另一端,并且第二伺服电机的输出端上套设有第一链轮,所述第二旋转轴上套设有第二链轮,所述第一链轮和第二链轮之间套设有链条,所述液压杆的输出端上固定设有承托板,所述承托板远离液压杆的一侧外壁上呈对称设置有两个连接板,每两个气爪均呈对称设置在一个连接板上,第二伺服电机、液压杆和四个气爪均与控制器为电性连接。
进一步的,所述滑动架靠近升降板的一端外壁上设有可供连接块滑动的避让缺口,并且滑动架的两个侧壁上呈对称设置有两个限位套,每个限位套的内部均插设有导向杆,所述载具的尾部呈对称设置有四个搭接杆,每两个搭接杆均与一个导向杆插设连接,并且限位套的高度低于避让缺口的高度,当连接块升降时。
进一步的,所述滑台的旁侧设有广角摄像头,所述广角摄像头为与升降板固定连接,并且摄像头与控制器为电性连接,当进行钢材的辅助安装工作时,首先通过控制器启动广角摄像头,为辅助安装工作的进行提供实时画面,以便工作顺利进行。
一种钢材组装用辅助设备及其使用方法,包括以下步骤:
步骤一:首先由一个工人启动载具并行驶至组装的施工现场,然后通过控制器启动广角摄像头,为辅助组装工作的进行提供实时画面,以便组装工作顺利进行。
步骤二:在百分表测出单个钢材安装的位置数据时,将这一位置数据传输给数据采集仪,数据采集仪会从百分表中自动读取测量数据的最大值跟最小值,然后由数据采集仪软件自动计算出单个钢材安装的位置误差,接着数据采集仪会自动判断所测钢材安装的位置误差是否在位置公差范围内,如果所测位置误差大于位置公差值,数据采集仪会自动发出报警功能,并且所测数据会自动出现在显示器上,从而方便驾驶室内的工人获悉这一数据,接着通过控制器启动第一伺服电机,从而带动其输出上的转盘旋转,由于转盘上固定设有铰接轴,连杆又套设在铰接轴上,因而带动连杆旋转,又因为连杆远离转盘的一端与铰接块铰接,铰接块与滑板固定连接,因而带动滑板滑动,进而带动角度调节组件滑动,进一步带动其上夹持的钢材滑动,第一伺服电机能精确控制转盘的旋转角度,从而通过连杆精确控制滑板的滑动距离,进而方便位置调节组件根据所测钢材的位置误差,精确控制钢材的滑动距离,以在组装时归正钢材。
步骤三:有些钢材需要水平放置并与其他钢材平行,首先通过控制器启动电动推杆,然后滑台启动带动电动推杆下降,直至百分表的测量头轻触被测钢材的顶部,然后数据采集仪会从百分表中自动读取测量数据的最大值跟最小值,接着由数据采集仪软件自动计算出平行度误差,数据采集仪会自动判断所测钢材的平行度误差是否在平行度公差范围内,如果所测平行度误差大于平行度公差值,数据采集仪会自动发出报警功能,并且所测数据会自动出现在显示器上,从而方便驾驶室内的工人获悉这一数据,然后工人通过控制器启动第二伺服电机,从而带动其输出的上的第一链轮旋转,由于第二链轮与第二旋转轴套接,第二旋转轴的两端分别与固定、底板转动连接,又因为液压杆与底板固定连接,四个气爪通过承托板与液压杆的输出端固定连接,加之第一链轮与第二链轮之间套设有链条,因而带动四个气爪上夹持的钢材进行旋转,以归正其安装位置,进而保证所测钢材与其他钢材对接时平行,第二伺服电机能精确控制第一链轮的旋转角度,从而通过第二链轮精确控制钢材的旋转角度,进而方便角度调节组件根据所测钢材的平行度误差,精确控制钢材的旋转角度,以在组装时保证钢材的平行度。
步骤四:有些钢材在组装时需要竖直放置并与其他钢材或者地面垂直,钢材组装的施工现场,通常配备经纬仪,测量员在对竖直组装的钢材的垂直度进行测量后,将测量数据提供给驾驶室内的工人,工人根据所测数据计算出误差,然后启动角度调节组件,从而启动四个气爪夹紧所测钢材进行适当旋转,以保证所测钢材与其他钢材或地面垂直,第二伺服电机可保证垂直度的精确把控,待驾驶室内的工人将所测钢材调整完毕,测量员再重新对所测钢材进行测量,以保证所测钢材与其他钢材或地面绝对垂直,二者配合工作,效率高且避免出现误差,进一步提高了钢材组装的工作效率。
本发明的有益效果:
1.本发明通过设计控制台、百分表、显示器、数据采集仪、广角摄像头、位置调节组件和角度调节组件,能实时对组装中的钢材进行垂直度、平行度和其位置的检测,并能根据所测数据及时做出应对和调整,进而有效保证钢材在组装时绝对垂直或平行以及其安装位置更准确无误,方便对接。
2.本发明通过设计载具,使得本辅助设备搬移方便,相较于现有技术中不易搬动、体积巨大的设备,提高了其灵活性和实用性,同时配合施工现场的测量员进行钢材组装,待驾驶室内的工人将所测钢材的位置调整完毕,测量员再重新对所测钢材进行测量,以保证所测钢材与其他钢材或地面绝对垂直以及安装位置准确无误,二者配合工作,提高了工作效率的同时避免出现误差,进而有利于节约人力,缩短工期,降低组装成本。
3.本发明通过设计升降机构,在进行钢材的辅助组装工作时,只需通过升降机构带动气爪夹持钢材升降,无需工人登高,进行高空作业,因而相较于现有技术,降低了钢材组装工作的安全隐患。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面对本发明实施例中的附图作简单地介绍。
图1为本发明的立体结构示意图;
图2为本发明载具、滑板和位置调节组件的立体结构示意图;
图3为图2中的A处放大图;
图4为本发明角度调节组件和升降机构的侧视图;
图5为图4中的B处放大图;
图6为图4中的C处放大图;
图7为本发明升降板和角度调节组件的立体结构示意图;
图8为本发明升降块、升降板、安装板和固定板的拆分示意图;
图中:载具1,驾驶室2,升降机构3,滑动架30,升降组件31,双轴电机310,升降板311,主动轮312,从动轮313,钢索314,升降块315,安装板316,滑台317,电动推杆318,百分表319,调整机构4,滑板40,铰接块400,滑轮401,滑道402,位置调节组件41,第一伺服电机410,转盘411,连杆412,角度调节组件42,第二伺服电机420,液压杆421,气爪422,固定板423,第一链轮424,第二链轮425,链条426,承托板427,连接板428,广角摄像头5。
具体实施方式
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸。
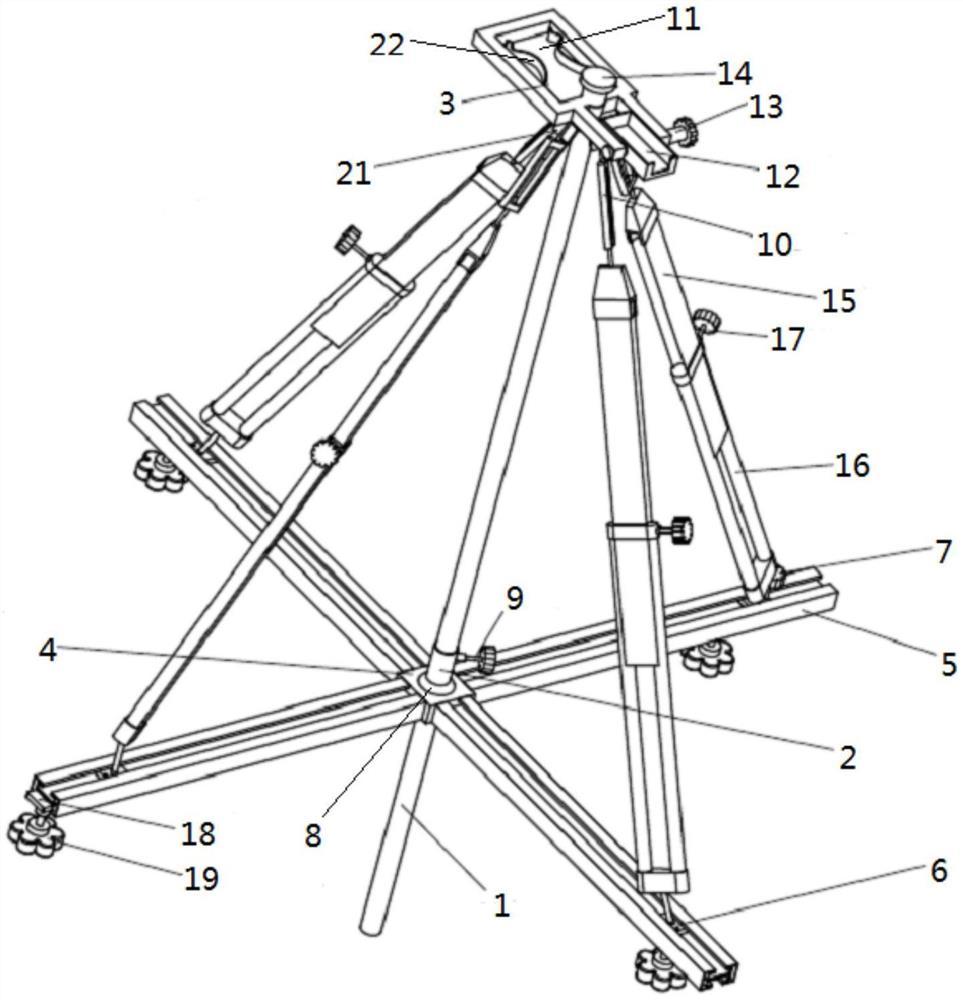
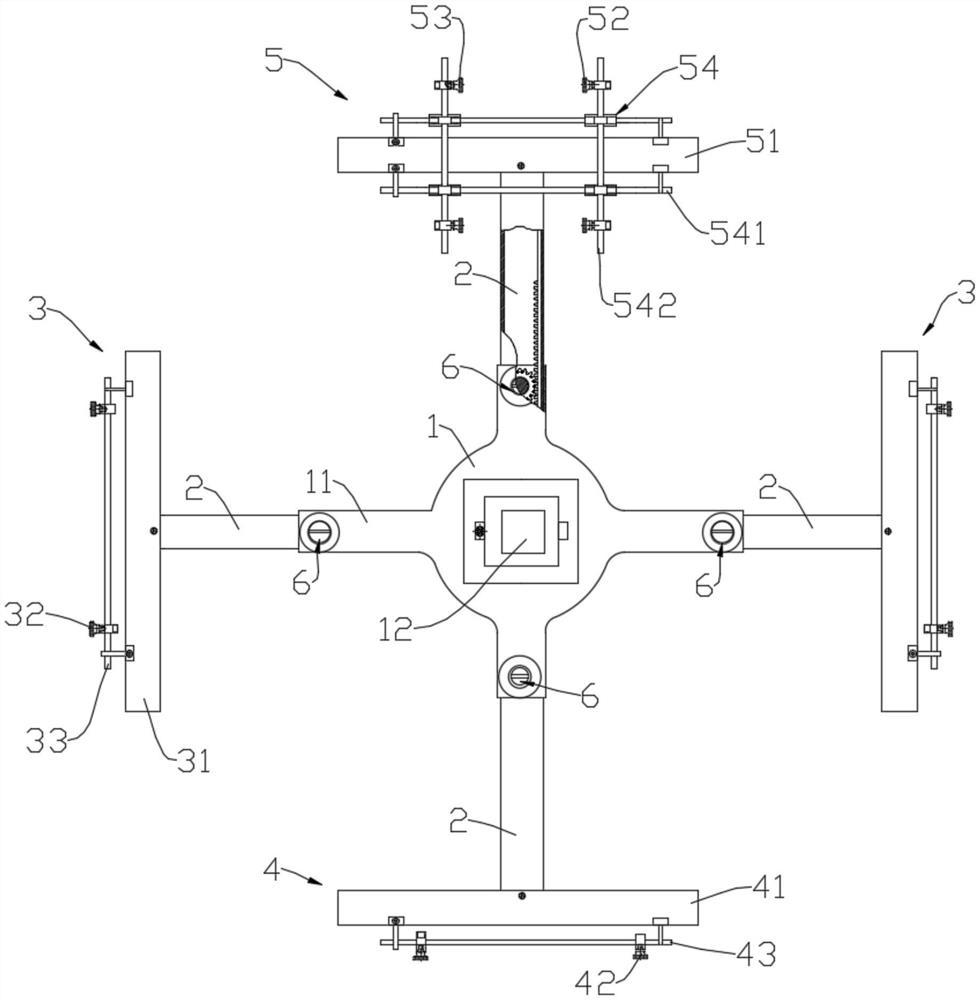
参照图1至图8所示的一种钢材组装用辅助设备,包括载具1和驾驶室2,所述驾驶室2设在载具1的头部,还包括控制台、升降机构3和调整机构4,所述控制台设在驾驶室2的内部,控制台上设有控制器、显示器和数据采集仪,所述升降机构3设在载具1的尾部以支持调整机构4升降,升降机构3包括滑动架30和升降组件31,所述载具1的尾部设有凹槽,所述滑动架30滑动设在凹槽的内部,所述升降组件31设在滑动架30上,所述调整机构4滑动设在滑动架30上以调整钢材的摆放,调整机构4包括滑板40、位置调节组件41和角度调节组件42,所述滑板40滑动设在凹槽的内部并与滑动架30的底部固定连接,所述位置调节组件41设在滑板40的旁侧并与其传动连接,所述角度调节组件42固定设在升降组件31上,所述显示器、数据采集仪、升降组件31、位置调节组件41和角度调节组件42均与控制器为电性连接。
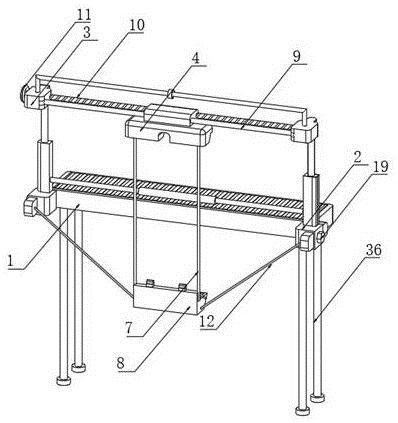
所述升降组件31包括双轴电机310和升降板311,所述双轴电机310固定设在滑板40的顶部,双轴电机310的两个输出端上均设有主动轮312,所述滑动架30的内侧顶部通过第一旋转轴转动设置有两个从动轮313,每个主动轮312与一个从动轮313之间均套设有钢索314,两个钢索314之间固定设有升降块315,所述升降块315的两端均固定连接有滑条,所述滑动架30的内壁上呈对称设有两个滑槽,每个滑条均与一个滑槽滑动连接,升降块315的一端固定连接有连接块,所述连接块远离升降块315的一端固定设有安装板316,所述升降板311通过螺栓固定设在安装板316远离连接块的一端外壁上,所述双轴电机310与控制器电连接,由于钢材的组装工作平面由低向高,需要在不同高度进行作业,因而设计了升降组件31来配合组装工作,当钢材组装高度上升时,通过控制器启动双轴电机310,从而带动两个主动轮312旋转,由于两个从动轮313与滑动架30的内侧顶部转动连接,每个主动轮312与一个从动轮313之间均套设有钢索314,又因为两个钢索314之间固定设有升降块315,升降块315与滑动架30内壁滑动连接,因而带动升降块315上升,当升降块315上升时,其一端固定连接的连接块也一同上升,由于连接块与升降板311通过安装板316固定连接,钢材又通过角度调节组件42夹持在升降板311上,因而带动钢材上升,以满足钢材不同平面高度的组装工作。
所述位置调节组件41包括第一伺服电机410、转盘411和连杆412,所述第一伺服电机410固定设在凹槽的旁侧,所述转盘411套设在第一伺服电机410的输出端上,并且转盘411远离第一伺服电机410的一侧外壁上固定设有铰接轴,所述连杆412套设在铰接轴上,所述滑板40靠近第一伺服电机410的顶部一端固定设有铰接块400,所述连杆412远离转盘411的一端与铰接块400铰接,所述第一伺服电机410与控制器电连接,当启动位置调节组件41时,首先通过控制器启动第一伺服电机410,从而带动其输出上的转盘411旋转,由于转盘411上固定设有铰接轴,连杆412又套设在铰接轴上,因而带动连杆412旋转,又因为连杆412远离转盘411的一端与铰接块400铰接,铰接块400与滑板40固定连接,因而带动滑板40滑动,进而带动角度调节组件42滑动,进一步带动其上夹持的钢材滑动,第一伺服电机410能精确控制转盘411的旋转角度,从而通过连杆412精确控制滑板40的滑动距离,进而方便位置调节组件41根据所测钢材的位置误差,精确控制钢材的滑动距离,以在组装时归正钢材。
所述滑板40的底部呈对称设置有四个滑轮401,所述凹槽的内部呈对称设置有两个滑道402,每个两个滚轮均与一个滑道402滑动连接,并且每个滑道402的两端均固定设有防撞块,每个防撞块均由橡胶材质制成,由于钢材是大型建筑材料,重量较重,因而在滑板40的底部设计四个滑轮401,当滑板40滑动时,其底部的四个滚轮于凹槽内部的两个滑道402上滑动,从而方便钢材在组装时的滑动,进而方便其位置的调整更加轻松,橡胶材质的防撞块防止滚轮直接与滑道402两端的内壁接触,从而减小滑轮401的损耗,起到防护作用,同时有利于延长滑轮401的使用寿命。
所述升降板311远离滑动架30的一侧外壁上固定设有滑台317,所述滑台317上滑动设置有电动推杆318,所述电动推杆318的输出端上固定设置有支撑板,所述支撑板上固定设有百分表319,并且百分表319的测量头竖直朝下,所述百分表319与数据采集仪、控制器均为电性连接,所述电动推杆318与控制器电连接,当百分表319测出单个钢材安装的位置数据时,将这一位置数据传输给数据采集仪,数据采集仪会从百分表319中自动读取测量数据的最大值跟最小值,然后由数据采集仪软件自动计算出单个钢材安装的位置误差,接着数据采集仪会自动判断所测钢材安装的位置误差是否在位置公差范围内,如果所测位置误差大于位置公差值,数据采集仪会自动发出报警功能,并且所测数据会自动出现在显示器上,从而方便驾驶室2内的工人获悉这一数据,并启动位置调节组件41来归正钢材的安装位置。
所述角度调节组件42包括第二伺服电机420、液压杆421和四个气爪422,所述滑台317的底部设有固定板423,所述固定板423与升降板311固定连接,固定板423的一端通过第二旋转轴转动设置有底板,所述液压杆421固定设在底板远离升降板311的一侧外壁上,所述第二伺服电机420固定设在固定板423的另一端,并且第二伺服电机420的输出端上套设有第一链轮424,所述第二旋转轴上套设有第二链轮425,所述第一链轮424和第二链轮425之间套设有链条426,所述液压杆421的输出端上固定设有承托板427,所述承托板427远离液压杆421的一侧外壁上呈对称设置有两个连接板428,每两个气爪422均呈对称设置在一个连接板428上,第二伺服电机420、液压杆421和四个气爪422均与控制器为电性连接,当钢材进行组装时,有些钢材需要水平放置并与其他钢材平行,当遇到此类情况时,首先通过控制器启动电动推杆318,然后滑台317启动带动电动推杆318下降,直至百分表319的测量头轻触被测钢材的顶部,然后数据采集仪会从百分表319中自动读取测量数据的最大值跟最小值,接着由数据采集仪软件自动计算出平行度误差,数据采集仪会自动判断所测钢材的平行度误差是否在平行度公差范围内,如果所测平行度误差大于平行度公差值,数据采集仪会自动发出报警功能,并且所测数据会自动出现在显示器上,从而方便驾驶室2内的工人获悉这一数据,然后工人通过控制器启动第二伺服电机420,从而带动其输出的上的第一链轮424旋转,由于第二链轮425与第二旋转轴套接,第二旋转轴的两端分别与固定、底板转动连接,又因为液压杆421与底板固定连接,四个气爪422通过承托板427与液压杆421的输出端固定连接,加之第一链轮424与第二链轮425之间套设有链条426,因而带动四个气爪422上夹持的钢材进行旋转,以归正其安装位置,进而保证所测钢材与其他钢材对接时平行,第二伺服电机420能精确控制第一链轮424的旋转角度,从而通过第二链轮425精确控制钢材的旋转角度,进而方便角度调节组件42根据所测钢材的平行度误差,精确控制钢材的旋转角度,以在组装时保证钢材的平行度,有些钢材需要竖直放置并与其他钢材或者地面垂直,当遇到此类情况时,需要进行这类钢材垂直度的精确把控,钢材组装的施工现场,通常配备经纬仪,测量员在对竖直组装的钢材的垂直度进行测量后,将测量数据提供给驾驶室2内的工人,工人根据所测数据计算出误差,然后启动角度调节组件42,从而启动四个气爪422夹紧所测钢材进行适当旋转,以保证所测钢材与其他钢材或地面垂直,第二伺服电机420可保证垂直度的精确把控,待驾驶室2内的工人将所测钢材调整完毕,测量员再重新对所测钢材进行测量,以保证所测钢材与其他钢材或地面绝对垂直,二者配合工作,效率高且避免出现误差,进一步提高了钢材组装的工作效率。
所述滑动架30靠近升降板311的一端外壁上设有可供连接块滑动的避让缺口,并且滑动架30的两个侧壁上呈对称设置有两个限位套,每个限位套的内部均插设有导向杆,所述载具1的尾部呈对称设置有四个搭接杆,每两个搭接杆均与一个导向杆插设连接,并且限位套的高度低于避让缺口的高度,当升降块315升降时,其一端的连接块同时进行升降,避让缺口为连接块提供滑动空间,起到避让作用,当滑板40滑动时,其顶部的滑动架30随其滑动,由于滑动架30较高,为防止其滑动时出现歪斜,设计了两个限位套和导向杆,当滑动架30滑动时,每个导向杆均与一个限位套滑动连接,限位套又与滑动架30的外壁固定连接,因而保证滑动架30滑动平稳,从而保证钢材的滑动平稳,进而方便钢材的辅助组装工作的进行。
所述滑台317的旁侧设有广角摄像头5,所述广角摄像头5为与升降板311固定连接,并且摄像头与控制器为电性连接,当进行钢材的辅助组装工作时,首先由一个工人启动载具1并行驶至组装的施工现场,然后通过控制器启动广角摄像头5,为辅助组装工作的进行提供实时画面,以便组装工作顺利进行。
一种钢材组装用辅助设备及其使用方法,包括以下步骤:
步骤一:首先由一个工人启动载具1并行驶至组装的施工现场,然后通过控制器启动广角摄像头5,为辅助组装工作的进行提供实时画面,以便组装工作顺利进行。
步骤二:在百分表319测出单个钢材安装的位置数据时,将这一位置数据传输给数据采集仪,数据采集仪会从百分表319中自动读取测量数据的最大值跟最小值,然后由数据采集仪软件自动计算出单个钢材安装的位置误差,接着数据采集仪会自动判断所测钢材安装的位置误差是否在位置公差范围内,如果所测位置误差大于位置公差值,数据采集仪会自动发出报警功能,并且所测数据会自动出现在显示器上,从而方便驾驶室2内的工人获悉这一数据,接着通过控制器启动第一伺服电机410,从而带动其输出上的转盘411旋转,由于转盘411上固定设有铰接轴,连杆412又套设在铰接轴上,因而带动连杆412旋转,又因为连杆412远离转盘411的一端与铰接块400铰接,铰接块400与滑板40固定连接,因而带动滑板40滑动,进而带动角度调节组件42滑动,进一步带动其上夹持的钢材滑动,第一伺服电机410能精确控制转盘411的旋转角度,从而通过连杆412精确控制滑板40的滑动距离,进而方便位置调节组件41根据所测钢材的位置误差,精确控制钢材的滑动距离,以在组装时归正钢材。
步骤三:有些钢材需要水平放置并与其他钢材平行,首先通过控制器启动电动推杆318,然后滑台317启动带动电动推杆318下降,直至百分表319的测量头轻触被测钢材的顶部,然后数据采集仪会从百分表319中自动读取测量数据的最大值跟最小值,接着由数据采集仪软件自动计算出平行度误差,数据采集仪会自动判断所测钢材的平行度误差是否在平行度公差范围内,如果所测平行度误差大于平行度公差值,数据采集仪会自动发出报警功能,并且所测数据会自动出现在显示器上,从而方便驾驶室2内的工人获悉这一数据,然后工人通过控制器启动第二伺服电机420,从而带动其输出的上的第一链轮424旋转,由于第二链轮425与第二旋转轴套接,第二旋转轴的两端分别与固定、底板转动连接,又因为液压杆421与底板固定连接,四个气爪422通过承托板427与液压杆421的输出端固定连接,加之第一链轮424与第二链轮425之间套设有链条426,因而带动四个气爪422上夹持的钢材进行旋转,以归正其安装位置,进而保证所测钢材与其他钢材对接时平行,第二伺服电机420能精确控制第一链轮424的旋转角度,从而通过第二链轮425精确控制钢材的旋转角度,进而方便角度调节组件42根据所测钢材的平行度误差,精确控制钢材的旋转角度,以在组装时保证钢材的平行度。
步骤四:有些钢材在组装时需要竖直放置并与其他钢材或者地面垂直,钢材组装的施工现场,通常配备经纬仪,测量员在对竖直组装的钢材的垂直度进行测量后,将测量数据提供给驾驶室2内的工人,工人根据所测数据计算出误差,然后启动角度调节组件42,从而启动四个气爪422夹紧所测钢材进行适当旋转,以保证所测钢材与其他钢材或地面垂直,第二伺服电机420可保证垂直度的精确把控,待驾驶室2内的工人将所测钢材调整完毕,测量员再重新对所测钢材进行测量,以保证所测钢材与其他钢材或地面绝对垂直,二者配合工作,效率高且避免出现误差,进一步提高了钢材组装的工作效率。
本发明的工作原理:当进行钢材的辅助组装工作时,首先由一个工人启动载具1并行驶至组装的施工现场,然后通过控制器启动广角摄像头5,为辅助组装工作的进行提供实时画面,以便组装工作顺利进行。
由于钢材的组装工作平面由低向高,需要在不同高度进行作业,因而设计了升降组件31来配合组装工作,当钢材组装高度上升时,通过控制器启动双轴电机310,从而带动两个主动轮312旋转,由于两个从动轮313与滑动架30的内侧顶部转动连接,每个主动轮312与一个从动轮313之间均套设有钢索314,又因为两个钢索314之间固定设有升降块315,升降块315与滑动架30内壁滑动连接,因而带动升降块315上升,当升降块315上升时,其一端固定连接的连接块也一同上升,由于连接块与升降板311通过安装板316固定连接,钢材又通过角度调节组件42夹持在升降板311上,因而带动钢材上升,以满足钢材不同平面高度的组装工作。
当百分表319测出单个钢材安装的位置数据时,将这一位置数据传输给数据采集仪,数据采集仪会从百分表319中自动读取测量数据的最大值跟最小值,然后由数据采集仪软件自动计算出单个钢材安装的位置误差,接着数据采集仪会自动判断所测钢材安装的位置误差是否在位置公差范围内,如果所测位置误差大于位置公差值,数据采集仪会自动发出报警功能,并且所测数据会自动出现在显示器上,从而方便驾驶室2内的工人获悉这一数据,接着通过控制器启动第一伺服电机410,从而带动其输出上的转盘411旋转,由于转盘411上固定设有铰接轴,连杆412又套设在铰接轴上,因而带动连杆412旋转,又因为连杆412远离转盘411的一端与铰接块400铰接,铰接块400与滑板40固定连接,因而带动滑板40滑动,进而带动角度调节组件42滑动,进一步带动其上夹持的钢材滑动,第一伺服电机410能精确控制转盘411的旋转角度,从而通过连杆412精确控制滑板40的滑动距离,进而方便位置调节组件41根据所测钢材的位置误差,精确控制钢材的滑动距离,以在组装时归正钢材。
当钢材进行组装时,有些钢材需要水平放置并与其他钢材平行,当遇到此类情况时,首先通过控制器启动电动推杆318,然后滑台317启动带动电动推杆318下降,直至百分表319的测量头轻触被测钢材的顶部,然后数据采集仪会从百分表319中自动读取测量数据的最大值跟最小值,接着由数据采集仪软件自动计算出平行度误差,数据采集仪会自动判断所测钢材的平行度误差是否在平行度公差范围内,如果所测平行度误差大于平行度公差值,数据采集仪会自动发出报警功能,并且所测数据会自动出现在显示器上,从而方便驾驶室2内的工人获悉这一数据,然后工人通过控制器启动第二伺服电机420,从而带动其输出的上的第一链轮424旋转,由于第二链轮425与第二旋转轴套接,第二旋转轴的两端分别与固定、底板转动连接,又因为液压杆421与底板固定连接,四个气爪422通过承托板427与液压杆421的输出端固定连接,加之第一链轮424与第二链轮425之间套设有链条426,因而带动四个气爪422上夹持的钢材进行旋转,以归正其安装位置,进而保证所测钢材与其他钢材对接时平行,第二伺服电机420能精确控制第一链轮424的旋转角度,从而通过第二链轮425精确控制钢材的旋转角度,进而方便角度调节组件42根据所测钢材的平行度误差,精确控制钢材的旋转角度,以在组装时保证钢材的平行度,有些钢材需要竖直放置并与其他钢材或者地面垂直,当遇到此类情况时,需要进行这类钢材垂直度的精确把控,钢材组装的施工现场,通常配备经纬仪,测量员在对竖直组装的钢材的垂直度进行测量后,将测量数据提供给驾驶室2内的工人,工人根据所测数据计算出误差,然后启动角度调节组件42,从而启动四个气爪422夹紧所测钢材进行适当旋转,以保证所测钢材与其他钢材或地面垂直,第二伺服电机420可保证垂直度的精确把控,待驾驶室2内的工人将所测钢材调整完毕,测量员再重新对所测钢材进行测量,以保证所测钢材与其他钢材或地面绝对垂直,二者配合工作,效率高且避免出现误差,进一步提高了钢材组装的工作效率。
钢材组装用辅助设备及其使用方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


















动态评分
0.0