










专利摘要
本发明是一种磁极间隔排列组合式定子,其涉及一种电动机定子,包括定子部件、定子镶块部件。定子部件和定子镶块部件的定子磁极排列序号分别按照奇数、偶数间隔排列,在绕制集中式绕组的加工过程中,相邻两个定子磁极之间提供较大的加工操作空间,在不影响集中式绕组绕制加工的前提下,能够减小定子铁芯线槽的槽口宽度,或者定子铁芯线槽能够采用闭口槽,在降低齿槽转矩的同时,使无刷直流电动机或永磁同步电动机能够采用整数槽绕组,增加无刷直流电动机或永磁同步电动机设计时槽数与极数的选择范围,并提高电动机性能。所述组合式定子应用于异步电动机时能够实现变极变速,有利于异步电动机降低齿谐波磁场产生的附加转矩,提高电动机效率。
权利要求
1.一种磁极间隔排列组合式定子,其特征在于所述组合式定子包括定子部件、定子镶块部件;定子部件包括定子铁芯(9)、定位销一(3)、焊接针一(10)、环型线圈骨架一(11)、线圈骨架一(6);环型线圈骨架一(11)包括若干个定位线圈骨架一(27),每一个定位线圈骨架一(27)和线圈骨架一(6)分别有一个或者若干个骨架线槽,若每一个定位线圈骨架一(27)和线圈骨架一(6)分别有一个骨架线槽,则定子部件还包括线圈一,若每一个定位线圈骨架一(27)和线圈骨架一(6)分别有两个骨架线槽,则定子部件还包括内线圈一(4)、外线圈一(5);定子镶块部件包括环型线圈骨架二(12)、线圈骨架二(14)、磁极镶块(15)、焊接针二(16)、定位销二(18);环型线圈骨架二(12)包括若干个定位线圈骨架二(40),每一个定位线圈骨架二(40)和线圈骨架二(14)分别有一个或者若干个骨架线槽,若每一个定位线圈骨架二(40)和线圈骨架二(14)分别有一个骨架线槽,则定子镶块部件还包括线圈二,若每一个定位线圈骨架二(40)和线圈骨架二(14)分别有两个骨架线槽,则定子镶块部件还包括内线圈二(19)、外线圈二(20);
所述组合式定子径向内侧均布有若干个定子磁极,定子磁极依次排列;排列序号为奇数的定子磁极与定子部件形成一个整体,每一个排列序号为奇数的定子磁极由定子部件的定子铁芯(9)的铁芯磁极极身(1)组成;定子铁芯(9)的相邻两个铁芯磁极极身(1)之间是镶块内腔(23),定子铁芯(9)的铁芯磁极极身(1)与镶块内腔(23)是一一间隔排列;把集中式绕组缠绕在定子部件的铁芯磁极极身(1)周围的过程中,相邻两个镶块内腔(23)提供较大的加工操作空间;排列序号为偶数的定子磁极与定子镶块部件形成一个整体,每一个排列序号为偶数的定子磁极由定子镶块部件的磁极镶块(15)组成;若干个磁极镶块(15)由环型线圈骨架二(12)连接固定在一起;定子镶块部件的相邻两个磁极镶块(15)之间是极身安装空间(68),定子镶块部件的磁极镶块(15)与极身安装空间(68)是一一间隔排列;把集中式绕组缠绕在定子镶块部件的磁极镶块(15)周围的过程中,相邻两个极身安装空间(68)提供较大的加工操作空间;所述组合式定子的定子部件在绕制集中式绕组的加工过程中,定子部件的定子磁极排列序号按照奇数间隔排列;所述组合式定子的定子镶块部件在绕制集中式绕组的加工过程中,定子镶块部件的定子磁极排列序号按照偶数间隔排列;
所述组合式定子装配后,每一个排列序号为奇数的定子磁极安装在定子镶块部件的极身安装空间(68)中,每一个排列序号为偶数的定子磁极安装在定子部件的镶块内腔(23)中,所述组合式定子径向内侧均布的若干个定子磁极恢复为依次排列;所述组合式定子装配后,每一个定子磁极的极靴边缘(2)相互接触形成截面非常小的隔磁磁桥(17),或者,每一个定子磁极的极靴边缘(2)彼此靠近,由此形成的定子铁芯线槽的槽口宽度不受集中式绕组绕制加工工艺的限制,该定子铁芯线槽的槽口宽度能够做到很小,减弱定子铁芯的齿槽效应;
定子铁芯(9)径向外侧是呈环形的定子磁轭(7),定子铁芯(9)径向内侧均布有若干个铁芯磁极极身(1),每一个铁芯磁极极身(1)径向内侧是极靴一(24),极靴一(24)中间有销孔一(25),极靴一(24)径向内侧的圆周方向两端是截面非常小的极靴边缘(2),若干个极靴一(24)径向内侧是转子气隙内腔(22),相邻两个铁芯磁极极身(1)之间是镶块内腔(23),定子铁芯(9)径向内侧均布有若干个榫槽(8),榫槽(8)呈燕尾形,榫槽(8)与铁芯磁极极身(1)是一一间隔排列;
磁极镶块(15)中间是镶块极身(37),磁极镶块(15)两端分别是榫头(21)、镶块极靴(35),镶块极靴(35)中间有镶块销孔(36),镶块极靴(35)径向内侧的圆周方向两端是截面非常小的极靴边缘(2),榫头(21)呈燕尾形;定位销一(3)呈圆柱形;定位销二(18)呈圆柱形;
环型线圈骨架一(11)径向外侧是呈环形的连接环一(28),连接环一(28)一个轴向端面是平面,连接环一(28)另一个轴向端面上均布有若干个圆柱形的绕线柱一(32),绕线柱一(32)端面有固定孔,圆柱形的焊接针一(10)安装在绕线柱一(32)的固定孔中,相邻两个绕线柱一(32)之间是筋条一(33);环型线圈骨架一(11)径向内侧均布有若干个定位线圈骨架一(27),定位线圈骨架一(27)径向截面呈U形,定位线圈骨架一(27)径向中间是定位槽一(29),每一个定位线圈骨架一(27)外表面分别有一个或者若干个骨架线槽,若每一个定位线圈骨架一(27)分别有两个骨架线槽,则这两个骨架线槽分别是定位骨架外线槽一(30)、定位骨架内线槽一(31),在定位骨架外线槽一(30)和定位骨架内线槽一(31)之间的隔板上有导引孔(13),导引孔(13)位于有绕线柱一(32)的连接环一(28)端面的轴向外侧;
线圈骨架一(6)径向截面呈U形,线圈骨架一(6)径向中间是骨架中心槽一(26),每一个线圈骨架一(6)外表面分别有一个或者若干个骨架线槽,若每一个线圈骨架一(6)分别有两个骨架线槽,则这两个骨架线槽分别是骨架内线槽(46)、骨架外线槽(47);
定子部件在装配时,把定位销一(3)中间部分安装在定子铁芯(9)的铁芯磁极极身(1)的销孔一(25)中;把环型线圈骨架一(11)安装在定子铁芯(9)轴向一端,使定子铁芯(9)若干个铁芯磁极极身(1)轴向一端分别安装在环型线圈骨架一(11)的定位槽一(29)中,把若干个线圈骨架一(6)分别安装在定子铁芯(9)没有环型线圈骨架一(11)的轴向一端,使定子铁芯(9)的铁芯磁极极身(1)轴向另一端分别安装在线圈骨架一(6)的骨架中心槽一(26)中;依次在线圈骨架一(6)的骨架外线槽(47)和环型线圈骨架一(11)的定位骨架外线槽一(30)中缠绕外线圈一(5),在线圈骨架一(6)的骨架内线槽(46)和环型线圈骨架一(11)的定位骨架内线槽一(31)中缠绕内线圈一(4);在缠绕外线圈一(5)和内线圈一(4)的加工过程中,任意两个线圈之间的连接导线缠绕在若干个绕线柱一(32)的径向外侧,线圈的接线线头焊接在焊接针一(10)上;
环型线圈骨架二(12)径向内侧是呈环形的连接环二(38),连接环二(38)上均布有若干个连接环销孔(34),连接环二(38)径向外侧均布有若干个定位线圈骨架二(40),定位线圈骨架二(40)径向截面呈U形,定位线圈骨架二(40)径向中间是定位槽二(41),每一个定位线圈骨架二(40)外表面分别有一个或者若干个骨架线槽,若每一个定位线圈骨架二(40)分别有两个骨架线槽,则这两个骨架线槽分别是定位骨架外线槽二(43)、定位骨架内线槽二(42),在定位骨架外线槽二(43)、和定位骨架内线槽二(42)之间的隔板上有导引孔(13);每一个定位线圈骨架二(40)径向外侧有一个连接板(67),连接板(67)一个轴向端面是平面,连接板(67)另一个轴向端面的圆周方向两端各有一个圆柱形的绕线柱二(45),绕线柱二(45)端面有固定孔,圆柱形的焊接针二(16)安装在绕线柱二(45)的固定孔中,相邻两个绕线柱二(45)之间是筋条二(44);导引孔(13)位于有绕线柱二(45)的连接板(67)端面的轴向外侧;
线圈骨架二(14)与线圈骨架一(6)结构相同;线圈骨架二(14)径向截面呈U形,线圈骨架二(14)径向中间是骨架中心槽二(39),每一个线圈骨架二(14)外表面分别有一个或者若干个骨架线槽,若每一个线圈骨架二(14)分别有两个骨架线槽,则这两个骨架线槽分别是骨架内线槽(46)、骨架外线槽(47);
定子镶块部件在装配时,把定位销二(18)中间部分安装在磁极镶块(15)的镶块销孔(36)中,把若干个磁极镶块(15)轴向一端分别安装在环型线圈骨架二(12)的定位槽二(41)中,把定位销二(18)的一端分别安装在环型线圈骨架二(12)的连接环销孔(34)中,把若干个线圈骨架二(14)分别安装在磁极镶块(15)没有环型线圈骨架二(12)的轴向另一端,使磁极镶块(15)轴向另一端安装在线圈骨架二(14)的骨架中心槽二(39)中;依次在线圈骨架二(14)的骨架外线槽(47)和环型线圈骨架二(12)的定位骨架外线槽二(43)中缠绕外线圈二(20),在线圈骨架二(14)的骨架内线槽(46)和环型线圈骨架二(12)的定位骨架内线槽二(42)中缠绕内线圈二(19);在缠绕外线圈二(20)和内线圈二(19)的加工过程中,任意两个线圈之间的连接导线缠绕在若干个绕线柱二(45)的径向外侧,线圈的接线线头焊接在焊接针二(16)上;定子镶块部件装配后,相邻两个磁极镶块(15)之间是极身安装空间(68);
所述组合式定子在装配时,把定子镶块部件的若干个磁极镶块(15)的榫头(21)分别插入定子部件的定子铁芯(9)若干个榫槽(8)中,使定子镶块部件的若干个磁极镶块(15)、内线圈二(19)、外线圈二(20)、线圈骨架二(14)分别安装在定子部件的定子铁芯(9)的镶块内腔(23)中;与此同时,使定子部件的定子铁芯(9)若干个铁芯磁极极身(1)、内线圈一(4)、外线圈一(5)、线圈骨架一(6)分别安装在定子镶块部件的极身安装空间(68)中;所述组合式定子装配后,定子部件的定位销一(3)的一端分别安装在环型线圈骨架二(12)的连接环销孔(34)中;
应用于异步电动机的环型线圈骨架一(11)的每一个定位线圈骨架一(27)和每一个线圈骨架一(6)分别有两个骨架线槽;应用于无刷直流电动机或者永磁同步电动机的环型线圈骨架一(11)的每一个定位线圈骨架一(27)和每一个线圈骨架一(6)分别有一个或者两个骨架线槽;若在定位骨架外线槽一(30)、定位骨架内线槽一(31)缠绕同一个线圈,则在缠满定位骨架外线槽一(30)后,线圈电磁线穿过导引孔(13)后继续在定位骨架内线槽一(31)中缠绕该线圈;
应用于异步电动机的环型线圈骨架二(12)的每一个定位线圈骨架二(40)和每一个线圈骨架二(14)分别有两个骨架线槽;应用于无刷直流电动机或者永磁同步电动机的环型线圈骨架二(12)的每一个定位线圈骨架二(40)和每一个线圈骨架二(14)分别有一个或者两个骨架线槽;若在定位骨架外线槽二(43)、定位骨架内线槽二(42)缠绕同一个线圈,则在缠满定位骨架外线槽二(43)后,线圈电磁线穿过导引孔(13)后继续在定位骨架内线槽二(42)中缠绕该线圈。
2.根据权利要求1所述的一种磁极间隔排列组合式定子,其特征在于所述组合式定子应用于变极变速三相异步电动机时,其工作过程是:
所述组合式定子应用于二极/四极变极变速三相异步电动机时,所述组合式定子径向内侧均布有若干个定子磁极,依次是磁极一(48)、磁极二(49)、磁极三(50)、磁极四(51)、磁极五(52)、磁极六(53)、磁极七(54)、磁极八(55)、磁极九(56)、磁极十(57)、磁极十一(58)、磁极十二(59);每一个定子磁极上安装有外线圈和内线圈;若干个径向内侧为N极的A相外线圈(60)和若干个径向内侧为S极的A相内线圈(63)连接在一起组成A相定子绕组;若干个径向内侧为N极的B相外线圈(61)和若干个径向内侧为S极的B相内线圈(64)连接在一起组成B相定子绕组;若干个径向内侧为N极的C相外线圈(62)和若干个径向内侧为S极的C相内线圈(65)连接在一起组成C相定子绕组;
所述组合式定子应用于定子磁极为四极的三相异步电动机的某一时刻,电流流过A相定子绕组,径向内侧为N极的A相外线圈(60)使磁极一(48)、磁极二(49)组成一个A相N极定子磁极,径向内侧为N极的A相外线圈(60)使磁极七(54)、磁极八(55)组成一个A相N极定子磁极,径向内侧为S极的A相内线圈(63)使磁极四(51)、磁极五(52)组成一个A相S极定子磁极,径向内侧为S极的A相内线圈(63)使磁极十(57)、磁极十一(58)组成一个A相S极定子磁极;
与此同时,电流流过B相定子绕组,径向内侧为N极的B相外线圈(61)使磁极五(52)、磁极六(53)组成一个B相N极定子磁极,径向内侧为N极的B相外线圈(61)使磁极十一(58)、磁极十二(59)组成一个B相N极定子磁极,径向内侧为S极的B相内线圈(64)使磁极二(49)、磁极三(50)组成一个B相S极定子磁极,径向内侧为S极的B相内线圈(64)使磁极八(55)、磁极九(56)组成一个B相S极定子磁极;
与此同时,电流流过C相定子绕组,径向内侧为N极的C相外线圈(62)使磁极三(50)、磁极四(51)组成一个C相N极定子磁极,径向内侧为N极的C相外线圈(62)使磁极九(56)、磁极十(57)组成一个C相N极定子磁极,径向内侧为S极的C相内线圈(65)使磁极六(53)、磁极七(54)组成一个C相S极定子磁极,径向内侧为S极的C相内线圈(65)使磁极十二(59)、磁极一(48)组成一个C相S极定子磁极;
所述组合式定子应用于定子磁极为四极的三相异步电动机的某一时刻,电流流过三相定子绕组建立的四极定子磁场,其磁极极性一一对应,并且在空间上相差一百二十度电角度,三相定子绕组共同建立四极定子旋转磁场;
所述组合式定子应用于定子磁极为二极的三相异步电动机的某一时刻,电流流过A相定子绕组,径向内侧为N极的A相外线圈(60)使磁极六(53)、磁极七(54)、磁极八(55)、磁极九(56)组成一个A相N极定子磁极,径向内侧为S极的A相内线圈(63)使磁极十二(59)、磁极一(48)、磁极二(49)、磁极三(50)组成一个A相S极定子磁极;
与此同时,电流流过B相定子绕组,径向内侧为N极的B相外线圈(61)使磁极二(49)、磁极三(50)、磁极四(51)、磁极五(52)组成一个B相N极定子磁极,径向内侧为S极的B相内线圈(64)使磁极八(55)、磁极九(56)、磁极十(57)、磁极十一(58)组成一个B相S极定子磁极;
与此同时,电流流过C相定子绕组,径向内侧为N极的C相外线圈(62)使磁极十(57)、磁极十一(58)、磁极十二(59)、磁极一(48)组成一个C相N极定子磁极,径向内侧为S极的C相内线圈(65)使磁极四(51)、磁极五(52)、磁极六(53)、磁极七(54)组成一个C相S极定子磁极;
所述组合式定子应用于定子磁极为二极的三相异步电动机的某一时刻,电流流过三相定子绕组建立的二极定子磁场,其磁极极性一一对应,并且在空间上相差一百二十度电角度,三相定子绕组共同建立二极定子旋转磁场。
说明书
技术领域
本发明是一种磁极间隔排列组合式定子,其涉及一种电动机定子,特别是涉及一种分别在定子铁芯的铁芯磁极极身和磁极镶块上依次缠绕集中式绕组线圈,并使若干个磁极镶块插入定子铁芯相邻两个铁芯磁极极身之间榫槽的电动机定子。
背景技术
电动机定子绕组线圈分为分布式绕组和集中式绕组两种结构类型。异步电动机多数采用分布式绕组,无刷直流电动机(BLDC)和永磁同步电动机(PMSM)采用集中式绕组。分布式绕组加工工艺复杂,集中式绕组加工工艺简单。集中式绕组的相间绝缘比分布式绕组的相间绝缘强度高。集中式绕组的绕组端部长度比分布式绕组的绕组端部长度短。缩短绕组端部长度能够降低定子绕组铜损、提高电动机效率。
单相异步电动机和三相异步电动机若采用集中式绕组,能够简化加工工艺、降低成本、降低定子绕组铜损、提高绕组的相间绝缘强度、提高电动机效率。三相异步电动机的三相定子绕组之间在空间上相差一百二十度电角度,三相异步电动机若采用集中式绕组,无法实现变极变速。若有采用集中式绕组实现变极变速三相异步电动机,则该电动机能够广泛应用于小型水泵、风机、车间排气扇、商用中央空调的室外风机驱动电动机等电器设备上。
普通无刷直流电动机和普通永磁同步电动机采用集中式绕组和永磁转子。在集中式绕组的绕制过程中,定子铁芯线槽的槽口宽度不能太小,否则无法把集中式绕组缠绕在定子铁芯磁极上。若定子铁芯线槽的槽口宽度较大时,电动机的齿槽转矩会增加,从而增加电动机损耗、降低电动机性能。因此普通无刷直流电动机和普通永磁同步电动机多数采用分数槽绕组降低齿槽转矩。分数槽绕组的主要缺点是:槽数与极数选择有严格约束,电枢反应磁动势含有大量谐波,会引起转子涡流损耗和噪音。若有一种电动机定子技术,在不影响集中式绕组绕制加工的前提下,减小定子铁芯线槽的槽口宽度,或者定子铁芯线槽的槽口宽度为零,即该定子铁芯线槽为闭口槽,则在降低齿槽转矩的同时,无刷直流电动机或永磁同步电动机能够采用整数槽绕组,增加无刷直流电动机或永磁同步电动机设计时槽数与极数的选择范围,并提高电动机性能。
异步电动机的定子铁芯线槽会产生齿谐波,齿谐波磁场产生附加转矩,引起电磁振动和噪音。异步电动机通常采用转子斜槽的办法,使齿谐波磁场在转子导条中感应的电动势被部分抵消,降低齿谐波磁场产生的附加转矩。因此,减小异步电动机定子铁芯线槽的槽口宽度,或者定子铁芯线槽的槽口宽度为零,即该定子铁芯线槽为闭口槽,有利于异步电动机降低齿谐波磁场产生的附加转矩,提高电动机效率。
发明内容
本发明的目的是克服普通无刷直流电动机或普通永磁同步电动机采用整数槽绕组时齿槽转矩大的缺点,以及异步电动机若采用集中式绕组无法实现变极变速的缺点,提供一种有利于集中式绕组绕制加工、应用于无刷直流电动机或永磁同步电动机时齿槽转矩小、应用于异步电动机时齿谐波磁场产生的附加转矩小、以及采用集中式绕组并能实现变极变速异步电动机的磁极间隔排列组合式定子。本发明的实施方案如下:
所述组合式定子包括定子部件、定子镶块部件。定子部件包括定子铁芯、定位销一、焊接针一、环型线圈骨架一、线圈骨架一。环型线圈骨架一包括若干个定位线圈骨架一,每一个定位线圈骨架一和线圈骨架一分别有一个或者若干个骨架线槽,若每一个定位线圈骨架一和线圈骨架一分别有一个骨架线槽,则定子部件还包括线圈一,若每一个定位线圈骨架一和线圈骨架一分别有两个骨架线槽,则定子部件还包括内线圈一、外线圈一。定子镶块部件包括环型线圈骨架二、线圈骨架二、磁极镶块、焊接针二、定位销二。环型线圈骨架二包括若干个定位线圈骨架二,每一个定位线圈骨架二和线圈骨架二分别有一个或者若干个骨架线槽,若每一个定位线圈骨架二和线圈骨架二分别有一个骨架线槽,则定子镶块部件还包括线圈二,若每一个定位线圈骨架二和线圈骨架二分别有两个骨架线槽,则定子镶块部件还包括内线圈二、外线圈二。
所述组合式定子径向内侧均布有若干个定子磁极,定子磁极依次排列。排列序号为奇数的定子磁极与定子部件形成一个整体,每一个排列序号为奇数的定子磁极由定子部件的定子铁芯的铁芯磁极极身组成。定子铁芯的相邻两个铁芯磁极极身之间是镶块内腔,定子铁芯的铁芯磁极极身与镶块内腔是一一间隔排列。把集中式绕组缠绕在定子部件的铁芯磁极极身周围的过程中,相邻两个镶块内腔提供较大的加工操作空间。排列序号为偶数的定子磁极与定子镶块部件形成一个整体,每一个排列序号为偶数的定子磁极由定子镶块部件的磁极镶块组成。若干个磁极镶块由环型线圈骨架二连接固定在一起。定子镶块部件的相邻两个磁极镶块之间是极身安装空间,定子镶块部件的磁极镶块与极身安装空间是一一间隔排列。把集中式绕组缠绕在定子镶块部件的磁极镶块周围的过程中,相邻两个极身安装空间提供较大的加工操作空间。所述组合式定子的定子部件在绕制集中式绕组的加工过程中,定子部件的定子磁极排列序号按照奇数间隔排列。所述组合式定子的定子镶块部件在绕制集中式绕组的加工过程中,定子镶块部件的定子磁极排列序号按照偶数间隔排列。
所述组合式定子装配后,每一个排列序号为奇数的定子磁极安装在定子镶块部件的极身安装空间中,每一个排列序号为偶数的定子磁极安装在定子部件的镶块内腔中,所述组合式定子径向内侧均布的若干个定子磁极恢复为依次排列。所述组合式定子装配后,每一个定子磁极的极靴边缘相互接触形成截面非常小的隔磁磁桥,或者,每一个定子磁极的极靴边缘彼此靠近,由此形成的定子铁芯线槽的槽口宽度不受集中式绕组绕制加工工艺的限制,该定子铁芯线槽的槽口宽度能够做到很小,减弱定子铁芯的齿槽效应。
定子铁芯径向外侧是呈环形的定子磁轭,定子铁芯径向内侧均布有若干个铁芯磁极极身,每一个铁芯磁极极身径向内侧是极靴一,极靴一中间有销孔一,极靴一径向内侧的圆周方向两端是截面非常小的极靴边缘,若干个极靴一径向内侧是转子气隙内腔,相邻两个铁芯磁极极身之间是镶块内腔,定子铁芯径向内侧均布有若干个榫槽,榫槽呈燕尾形,榫槽与铁芯磁极极身是一一间隔排列。
磁极镶块中间是镶块极身,磁极镶块两端分别是榫头、镶块极靴,镶块极靴中间有镶块销孔,镶块极靴径向内侧的圆周方向两端是截面非常小的极靴边缘,榫头呈燕尾形。定位销一呈圆柱形。定位销二呈圆柱形。
环型线圈骨架一径向外侧是呈环形的连接环一,连接环一一个轴向端面是平面,连接环一另一个轴向端面上均布有若干个圆柱形的绕线柱一,绕线柱一端面有固定孔,圆柱形的焊接针一安装在绕线柱一的固定孔中,相邻两个绕线柱一之间是筋条一。环型线圈骨架一径向内侧均布有若干个定位线圈骨架一,定位线圈骨架一径向截面呈U形,定位线圈骨架一径向中间是定位槽一,每一个定位线圈骨架一外表面分别有一个或者若干个骨架线槽,若每一个定位线圈骨架一分别有两个骨架线槽,则这两个骨架线槽分别是定位骨架外线槽一、定位骨架内线槽一,在定位骨架外线槽一和定位骨架内线槽一之间的隔板上有导引孔,导引孔位于有绕线柱一的连接环一端面的轴向外侧。
线圈骨架一径向截面呈U形,线圈骨架一径向中间是骨架中心槽一,每一个线圈骨架一外表面分别有一个或者若干个骨架线槽,若每一个线圈骨架一分别有两个骨架线槽,则这两个骨架线槽分别是骨架内线槽、骨架外线槽。
定子部件在装配时,把定位销一中间部分安装在定子铁芯的铁芯磁极极身的销孔一中。把环型线圈骨架一安装在定子铁芯轴向一端,使定子铁芯若干个铁芯磁极极身轴向一端分别安装在环型线圈骨架一的定位槽一中,把若干个线圈骨架一分别安装在定子铁芯没有环型线圈骨架一的轴向一端,使定子铁芯的铁芯磁极极身轴向另一端分别安装在线圈骨架一的骨架中心槽一中。依次在线圈骨架一的骨架外线槽和环型线圈骨架一的定位骨架外线槽一中缠绕外线圈一,在线圈骨架一的骨架内线槽和环型线圈骨架一的定位骨架内线槽一中缠绕内线圈一。在缠绕外线圈一和内线圈一的加工过程中,任意两个线圈之间的连接导线缠绕在若干个绕线柱一的径向外侧,线圈的接线线头焊接在焊接针一上。
环型线圈骨架二径向内侧是呈环形的连接环二,连接环二上均布有若干个连接环销孔,连接环二径向外侧均布有若干个定位线圈骨架二,定位线圈骨架二径向截面呈U形,定位线圈骨架二径向中间是定位槽二,每一个定位线圈骨架二外表面分别有一个或者若干个骨架线槽,若每一个定位线圈骨架二分别有两个骨架线槽,则这两个骨架线槽分别是定位骨架外线槽二、定位骨架内线槽二,在定位骨架外线槽二、和定位骨架内线槽二之间的隔板上有导引孔。每一个定位线圈骨架二径向外侧有一个连接板,连接板一个轴向端面是平面,连接板另一个轴向端面的圆周方向两端各有一个圆柱形的绕线柱二,绕线柱二端面有固定孔,圆柱形的焊接针二安装在绕线柱二的固定孔中,相邻两个绕线柱二之间是筋条二。导引孔位于有绕线柱二的连接板端面的轴向外侧。
线圈骨架二与线圈骨架一结构相同。线圈骨架二径向截面呈U形,线圈骨架二径向中间是骨架中心槽二,每一个线圈骨架二外表面分别有一个或者若干个骨架线槽,若每一个线圈骨架二分别有两个骨架线槽,则这两个骨架线槽分别是骨架内线槽、骨架外线槽。
定子镶块部件在装配时,把定位销二中间部分安装在磁极镶块的镶块销孔中,把若干个磁极镶块轴向一端分别安装在环型线圈骨架二的定位槽二中,把定位销二的一端分别安装在环型线圈骨架二的连接环销孔中,把若干个线圈骨架二分别安装在磁极镶块没有环型线圈骨架二的轴向另一端,使磁极镶块轴向另一端安装在线圈骨架二的骨架中心槽二中。依次在线圈骨架二的骨架外线槽和环型线圈骨架二的定位骨架外线槽二中缠绕外线圈二,在线圈骨架二的骨架内线槽和环型线圈骨架二的定位骨架内线槽二中缠绕内线圈二。在缠绕外线圈二和内线圈二的加工过程中,任意两个线圈之间的连接导线缠绕在若干个绕线柱二的径向外侧,线圈的接线线头焊接在焊接针二上。定子镶块部件装配后,相邻两个磁极镶块之间是极身安装空间。
所述组合式定子在装配时,把定子镶块部件的若干个磁极镶块的榫头分别插入定子部件的定子铁芯若干个榫槽中,使定子镶块部件的若干个磁极镶块、内线圈二、外线圈二、线圈骨架二分别安装在定子部件的定子铁芯的镶块内腔中。与此同时,使定子部件的定子铁芯若干个铁芯磁极极身、内线圈一、外线圈一、线圈骨架一分别安装在定子镶块部件的极身安装空间中。所述组合式定子装配后,定子部件的定位销一的一端分别安装在环型线圈骨架二的连接环销孔中。
应用于异步电动机的环型线圈骨架一的每一个定位线圈骨架一和每一个线圈骨架一分别有两个骨架线槽。应用于无刷直流电动机或者永磁同步电动机的环型线圈骨架一的每一个定位线圈骨架一和每一个线圈骨架一分别有一个或者两个骨架线槽。若在定位骨架外线槽一、定位骨架内线槽一缠绕同一个线圈,则在缠满定位骨架外线槽一后,线圈电磁线穿过导引孔后继续在定位骨架内线槽一中缠绕该线圈。
应用于异步电动机的环型线圈骨架二的每一个定位线圈骨架二和每一个线圈骨架二分别有两个骨架线槽。应用于无刷直流电动机或者永磁同步电动机的环型线圈骨架二的每一个定位线圈骨架二和每一个线圈骨架二分别有一个或者两个骨架线槽。若在定位骨架外线槽二、定位骨架内线槽二缠绕同一个线圈,则在缠满定位骨架外线槽二后,线圈电磁线穿过导引孔后继续在定位骨架内线槽二中缠绕该线圈。
所述组合式定子应用于变极变速三相异步电动机时,其工作过程是:
所述组合式定子应用于二极/四极变极变速三相异步电动机时,所述组合式定子径向内侧均布有若干个定子磁极,依次是磁极一、磁极二、磁极三、磁极四、磁极五、磁极六、磁极七、磁极八、磁极九、磁极十、磁极十一、磁极十二。每一个定子磁极上安装有外线圈和内线圈。若干个径向内侧为N极的A相外线圈和若干个径向内侧为S极的A相内线圈连接在一起组成A相定子绕组。若干个径向内侧为N极的B相外线圈和若干个径向内侧为S极的B相内线圈连接在一起组成B相定子绕组。若干个径向内侧为N极的C相外线圈和若干个径向内侧为S极的C相内线圈连接在一起组成C相定子绕组。
所述组合式定子应用于定子磁极为四极的三相异步电动机的某一时刻,电流流过A相定子绕组,径向内侧为N极的A相外线圈使磁极一、磁极二组成一个A相N极定子磁极,径向内侧为N极的A相外线圈使磁极七、磁极八组成一个A相N极定子磁极,径向内侧为S极的A相内线圈使磁极四、磁极五组成一个A相S极定子磁极,径向内侧为S极的A相内线圈使磁极十、磁极十一组成一个A相S极定子磁极。
与此同时,电流流过B相定子绕组,径向内侧为N极的B相外线圈使磁极五、磁极六组成一个B相N极定子磁极,径向内侧为N极的B相外线圈使磁极十一、磁极十二组成一个B相N极定子磁极,径向内侧为S极的B相内线圈使磁极二、磁极三组成一个B相S极定子磁极,径向内侧为S极的B相内线圈使磁极八、磁极九组成一个B相S极定子磁极。
与此同时,电流流过C相定子绕组,径向内侧为N极的C相外线圈使磁极三、磁极四组成一个C相N极定子磁极,径向内侧为N极的C相外线圈使磁极九、磁极十组成一个C相N极定子磁极,径向内侧为S极的C相内线圈使磁极六、磁极七组成一个C相S极定子磁极,径向内侧为S极的C相内线圈使磁极十二、磁极一组成一个C相S极定子磁极。
所述组合式定子应用于定子磁极为四极的三相异步电动机的某一时刻,电流流过三相定子绕组建立的四极定子磁场,其磁极极性一一对应,并且在空间上相差一百二十度电角度,三相定子绕组共同建立四极定子旋转磁场。
所述组合式定子应用于定子磁极为二极的三相异步电动机的某一时刻,电流流过A相定子绕组,径向内侧为N极的A相外线圈使磁极六、磁极七、磁极八、磁极九组成一个A相N极定子磁极,径向内侧为S极的A相内线圈使磁极十二、磁极一、磁极二、磁极三组成一个A相S极定子磁极。
与此同时,电流流过B相定子绕组,径向内侧为N极的B相外线圈使磁极二、磁极三、磁极四、磁极五组成一个B相N极定子磁极,径向内侧为S极的B相内线圈使磁极八、磁极九、磁极十、磁极十一组成一个B相S极定子磁极。
与此同时,电流流过C相定子绕组,径向内侧为N极的C相外线圈使磁极十、磁极十一、磁极十二、磁极一组成一个C相N极定子磁极,径向内侧为S极的C相内线圈使磁极四、磁极五、磁极六、磁极七组成一个C相S极定子磁极。
所述组合式定子应用于定子磁极为二极的三相异步电动机的某一时刻,电流流过三相定子绕组建立的二极定子磁场,其磁极极性一一对应,并且在空间上相差一百二十度电角度,三相定子绕组共同建立二极定子旋转磁场。
所述组合式定子的定子部件和定子镶块部件的定子磁极排列序号分别按照奇数、偶数间隔排列,定子部件和定子镶块部件在绕制集中式绕组的加工过程中,相邻两个定子磁极之间提供较大的加工操作空间,在不影响集中式绕组绕制加工的前提下,能够减小定子铁芯线槽的槽口宽度,或者定子铁芯线槽能够采用闭口槽,在降低齿槽转矩的同时,使无刷直流电动机或永磁同步电动机能够采用整数槽绕组,增加无刷直流电动机或永磁同步电动机设计时槽数与极数的选择范围,并提高电动机性能。所述组合式定子应用于异步电动机时能够实现变极变速,有利于异步电动机降低齿谐波磁场产生的附加转矩,提高电动机效率。
附图说明
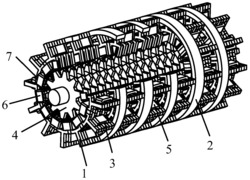
图1是所述组合式定子的轴测图。
图2是定子部件的轴测图。
图3是定子镶块部件的轴测图。
图4是定子铁芯的轴测图。
图5是环型线圈骨架一、线圈骨架一、外线圈一、内线圈一、焊接针一安装在一起的轴测图。
图6是环型线圈骨架一的轴测图。
图7是环型线圈骨架一的轴测图。与图6的投影方向相反。
图8是环型线圈骨架二、线圈骨架二、外线圈二、内线圈二、焊接针二安装在一起的轴测图。
图9是环型线圈骨架二的轴测图。
图10是环型线圈骨架二的轴测图。与图9的投影方向相反。
图11是磁极镶块的轴测图。
图12是线圈骨架一或线圈骨架二的轴测图。
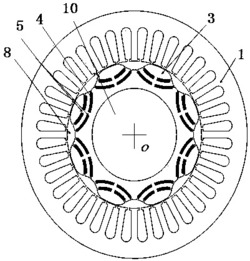
图13是所述组合式定子三相磁场分布示意图。定子磁极为四极。
图14是所述组合式定子A相磁场分布示意图。定子磁极为四极。
图15是所述组合式定子B相磁场分布示意图。定子磁极为四极。
图16是所述组合式定子C相磁场分布示意图。定子磁极为四极。
图17是所述组合式定子三相磁场分布示意图。定子磁极为二极。
图18是所述组合式定子A相磁场分布示意图。定子磁极为二极。
图19是所述组合式定子B相磁场分布示意图。定子磁极为二极。
图20是所述组合式定子C相磁场分布示意图。定子磁极为二极。
说明书附图中大写字母N和S代表定子绕组的磁极极性。定子内侧的双点划线代表定子绕组产生的同极性磁极的极弧范围。
图中标注有铁芯磁极极身1、极靴边缘2、定位销一3、内线圈一4、外线圈一5、线圈骨架一6、定子磁轭7、榫槽8、定子铁芯9、焊接针一10、环型线圈骨架一11、环型线圈骨架二12、导引孔13、线圈骨架二14、磁极镶块15、焊接针二16、隔磁磁桥17、定位销二18、内线圈二19、外线圈二20、榫头21、转子气隙内腔22、镶块内腔23、极靴一24、销孔一25、骨架中心槽一26、定位线圈骨架一27、连接环一28、定位槽一29、定位骨架外线槽一30、定位骨架内线槽一31、绕线柱一32、筋条一33、连接环销孔34、镶块极靴35、镶块销孔36、镶块极身37、连接环二38、骨架中心槽二39、定位线圈骨架二40、定位槽二41、定位骨架内线槽二42、定位骨架外线槽二43、筋条二44、绕线柱二45、骨架内线槽46、骨架外线槽47、磁极一48、磁极二49、磁极三50、磁极四51、磁极五52、磁极六53、磁极七54、磁极八55、磁极九56、磁极十57、磁极十一58、磁极十二59、径向内侧为N极的A相外线圈60、径向内侧为N极的B相外线圈61、径向内侧为N极的C相外线圈62、径向内侧为S极的A相内线圈63、径向内侧为S极的B相内线圈64、径向内侧为S极的C相内线圈65、定子磁场旋转方向66、连接板67、极身安装空间68。
具体实施方式
下面结合附图对本发明做进一步叙述。
参照图1、图2、图3,所述组合式定子包括定子部件、定子镶块部件。定子部件包括定子铁芯9、定位销一3、焊接针一10、环型线圈骨架一11、线圈骨架一6。环型线圈骨架一11包括若干个定位线圈骨架一27,每一个定位线圈骨架一27和线圈骨架一6分别有一个或者若干个骨架线槽,若每一个定位线圈骨架一27和线圈骨架一6分别有一个骨架线槽,则定子部件还包括线圈一,若每一个定位线圈骨架一27和线圈骨架一6分别有两个骨架线槽,则定子部件还包括内线圈一4、外线圈一5。定子镶块部件包括环型线圈骨架二12、线圈骨架二14、磁极镶块15、焊接针二16、定位销二18。环型线圈骨架二12包括若干个定位线圈骨架二40,每一个定位线圈骨架二40和线圈骨架二14分别有一个或者若干个骨架线槽,若每一个定位线圈骨架二40和线圈骨架二14分别有一个骨架线槽,则定子镶块部件还包括线圈二,若每一个定位线圈骨架二40和线圈骨架二14分别有两个骨架线槽,则定子镶块部件还包括内线圈二19、外线圈二20。
所述组合式定子径向内侧均布有若干个定子磁极,定子磁极依次排列。排列序号为奇数的定子磁极与定子部件形成一个整体,每一个排列序号为奇数的定子磁极由定子部件的定子铁芯9的铁芯磁极极身1组成。定子铁芯9的相邻两个铁芯磁极极身1之间是镶块内腔23,定子铁芯9的铁芯磁极极身1与镶块内腔23是一一间隔排列。把集中式绕组缠绕在定子部件的铁芯磁极极身1周围的过程中,相邻两个镶块内腔23提供较大的加工操作空间。排列序号为偶数的定子磁极与定子镶块部件形成一个整体,每一个排列序号为偶数的定子磁极由定子镶块部件的磁极镶块15组成。若干个磁极镶块15由环型线圈骨架二12连接固定在一起。定子镶块部件的相邻两个磁极镶块15之间是极身安装空间68,定子镶块部件的磁极镶块15与极身安装空间68是一一间隔排列。把集中式绕组缠绕在定子镶块部件的磁极镶块15周围的过程中,相邻两个极身安装空间68提供较大的加工操作空间。所述组合式定子的定子部件在绕制集中式绕组的加工过程中,定子部件的定子磁极排列序号按照奇数间隔排列。所述组合式定子的定子镶块部件在绕制集中式绕组的加工过程中,定子镶块部件的定子磁极排列序号按照偶数间隔排列。
所述组合式定子装配后,每一个排列序号为奇数的定子磁极安装在定子镶块部件的极身安装空间68中,每一个排列序号为偶数的定子磁极安装在定子部件的镶块内腔23中,所述组合式定子径向内侧均布的若干个定子磁极恢复为依次排列。所述组合式定子装配后,每一个定子磁极的极靴边缘2相互接触形成截面非常小的隔磁磁桥17,或者,每一个定子磁极的极靴边缘2彼此靠近,由此形成的定子铁芯线槽的槽口宽度不受集中式绕组绕制加工工艺的限制,该定子铁芯线槽的槽口宽度能够做到很小,减弱定子铁芯的齿槽效应。
参照图1至图12,定子铁芯9径向外侧是呈环形的定子磁轭7,定子铁芯9径向内侧均布有若干个铁芯磁极极身1,每一个铁芯磁极极身1径向内侧是极靴一24,极靴一24中间有销孔一25,极靴一24径向内侧的圆周方向两端是截面非常小的极靴边缘2,若干个极靴一24径向内侧是转子气隙内腔22,相邻两个铁芯磁极极身1之间是镶块内腔23,定子铁芯9径向内侧均布有若干个榫槽8,榫槽8呈燕尾形,榫槽8与铁芯磁极极身1是一一间隔排列。
磁极镶块15中间是镶块极身37,磁极镶块15两端分别是榫头21、镶块极靴35,镶块极靴35中间有镶块销孔36,镶块极靴35径向内侧的圆周方向两端是截面非常小的极靴边缘2,榫头21呈燕尾形。定位销一3呈圆柱形。定位销二18呈圆柱形。
环型线圈骨架一11径向外侧是呈环形的连接环一28,连接环一28一个轴向端面是平面,连接环一28另一个轴向端面上均布有若干个圆柱形的绕线柱一32,绕线柱一32端面有固定孔,圆柱形的焊接针一10安装在绕线柱一32的固定孔中,相邻两个绕线柱一32之间是筋条一33。环型线圈骨架一11径向内侧均布有若干个定位线圈骨架一27,定位线圈骨架一27径向截面呈U形,定位线圈骨架一27径向中间是定位槽一29,每一个定位线圈骨架一27外表面分别有一个或者若干个骨架线槽,若每一个定位线圈骨架一27分别有两个骨架线槽,则这两个骨架线槽分别是定位骨架外线槽一30、定位骨架内线槽一31,在定位骨架外线槽一30和定位骨架内线槽一31之间的隔板上有导引孔13,导引孔13位于有绕线柱一32的连接环一28端面的轴向外侧。
线圈骨架一6径向截面呈U形,线圈骨架一6径向中间是骨架中心槽一26,每一个线圈骨架一6外表面分别有一个或者若干个骨架线槽,若每一个线圈骨架一6分别有两个骨架线槽,则这两个骨架线槽分别是骨架内线槽46、骨架外线槽47。
定子部件在装配时,把定位销一3中间部分安装在定子铁芯9的铁芯磁极极身1的销孔一25中。把环型线圈骨架一11安装在定子铁芯9轴向一端,使定子铁芯9若干个铁芯磁极极身1轴向一端分别安装在环型线圈骨架一11的定位槽一29中,把若干个线圈骨架一6分别安装在定子铁芯9没有环型线圈骨架一11的轴向一端,使定子铁芯9的铁芯磁极极身1轴向另一端分别安装在线圈骨架一6的骨架中心槽一26中。依次在线圈骨架一6的骨架外线槽47和环型线圈骨架一11的定位骨架外线槽一30中缠绕外线圈一5,在线圈骨架一6的骨架内线槽46和环型线圈骨架一11的定位骨架内线槽一31中缠绕内线圈一4。在缠绕外线圈一5和内线圈一4的加工过程中,任意两个线圈之间的连接导线缠绕在若干个绕线柱一32的径向外侧,线圈的接线线头焊接在焊接针一10上。
环型线圈骨架二12径向内侧是呈环形的连接环二38,连接环二38上均布有若干个连接环销孔34,连接环二38径向外侧均布有若干个定位线圈骨架二40,定位线圈骨架二40径向截面呈U形,定位线圈骨架二40径向中间是定位槽二41,每一个定位线圈骨架二40外表面分别有一个或者若干个骨架线槽,若每一个定位线圈骨架二40分别有两个骨架线槽,则这两个骨架线槽分别是定位骨架外线槽二43、定位骨架内线槽二42,在定位骨架外线槽二43、和定位骨架内线槽二42之间的隔板上有导引孔13。每一个定位线圈骨架二40径向外侧有一个连接板67,连接板67一个轴向端面是平面,连接板67另一个轴向端面的圆周方向两端各有一个圆柱形的绕线柱二45,绕线柱二45端面有固定孔,圆柱形的焊接针二16安装在绕线柱二45的固定孔中,相邻两个绕线柱二45之间是筋条二44。导引孔13位于有绕线柱二45的连接板67端面的轴向外侧。
线圈骨架二14与线圈骨架一6结构相同。线圈骨架二14径向截面呈U形,线圈骨架二14径向中间是骨架中心槽二39,每一个线圈骨架二14外表面分别有一个或者若干个骨架线槽,若每一个线圈骨架二14分别有两个骨架线槽,则这两个骨架线槽分别是骨架内线槽46、骨架外线槽47。
定子镶块部件在装配时,把定位销二18中间部分安装在磁极镶块15的镶块销孔36中,把若干个磁极镶块15轴向一端分别安装在环型线圈骨架二12的定位槽二41中,把定位销二18的一端分别安装在环型线圈骨架二12的连接环销孔34中,把若干个线圈骨架二14分别安装在磁极镶块15没有环型线圈骨架二12的轴向另一端,使磁极镶块15轴向另一端安装在线圈骨架二14的骨架中心槽二39中。依次在线圈骨架二14的骨架外线槽47和环型线圈骨架二12的定位骨架外线槽二43中缠绕外线圈二20,在线圈骨架二14的骨架内线槽46和环型线圈骨架二12的定位骨架内线槽二42中缠绕内线圈二19。在缠绕外线圈二20和内线圈二19的加工过程中,任意两个线圈之间的连接导线缠绕在若干个绕线柱二45的径向外侧,线圈的接线线头焊接在焊接针二16上。定子镶块部件装配后,相邻两个磁极镶块15之间是极身安装空间68。
所述组合式定子在装配时,把定子镶块部件的若干个磁极镶块15的榫头21分别插入定子部件的定子铁芯9若干个榫槽8中,使定子镶块部件的若干个磁极镶块15、内线圈二19、外线圈二20、线圈骨架二14分别安装在定子部件的定子铁芯9的镶块内腔23中。与此同时,使定子部件的定子铁芯9若干个铁芯磁极极身1、内线圈一4、外线圈一5、线圈骨架一6分别安装在定子镶块部件的极身安装空间68中。所述组合式定子装配后,定子部件的定位销一3的一端分别安装在环型线圈骨架二12的连接环销孔34中。
应用于异步电动机的环型线圈骨架一11的每一个定位线圈骨架一27和每一个线圈骨架一6分别有两个骨架线槽。应用于无刷直流电动机或者永磁同步电动机的环型线圈骨架一11的每一个定位线圈骨架一27和每一个线圈骨架一6分别有一个或者两个骨架线槽。若在定位骨架外线槽一30、定位骨架内线槽一31缠绕同一个线圈,则在缠满定位骨架外线槽一30后,线圈电磁线穿过导引孔13后继续在定位骨架内线槽一31中缠绕该线圈。
应用于异步电动机的环型线圈骨架二12的每一个定位线圈骨架二40和每一个线圈骨架二14分别有两个骨架线槽。应用于无刷直流电动机或者永磁同步电动机的环型线圈骨架二12的每一个定位线圈骨架二40和每一个线圈骨架二14分别有一个或者两个骨架线槽。若在定位骨架外线槽二43、定位骨架内线槽二42缠绕同一个线圈,则在缠满定位骨架外线槽二43后,线圈电磁线穿过导引孔13后继续在定位骨架内线槽二42中缠绕该线圈。
参照图13至图20,所述组合式定子应用于变极变速三相异步电动机时,其工作过程是:
所述组合式定子应用于二极/四极变极变速三相异步电动机时,所述组合式定子径向内侧均布有若干个定子磁极,依次是磁极一48、磁极二49、磁极三50、磁极四51、磁极五52、磁极六53、磁极七54、磁极八55、磁极九56、磁极十57、磁极十一58、磁极十二59。每一个定子磁极上安装有外线圈和内线圈。若干个径向内侧为N极的A相外线圈60和若干个径向内侧为S极的A相内线圈63连接在一起组成A相定子绕组。若干个径向内侧为N极的B相外线圈61和若干个径向内侧为S极的B相内线圈64连接在一起组成B相定子绕组。若干个径向内侧为N极的C相外线圈62和若干个径向内侧为S极的C相内线圈65连接在一起组成C相定子绕组。
所述组合式定子应用于定子磁极为四极的三相异步电动机的某一时刻,电流流过A相定子绕组,径向内侧为N极的A相外线圈60使磁极一48、磁极二49组成一个A相N极定子磁极,径向内侧为N极的A相外线圈60使磁极七54、磁极八55组成一个A相N极定子磁极,径向内侧为S极的A相内线圈63使磁极四51、磁极五52组成一个A相S极定子磁极,径向内侧为S极的A相内线圈63使磁极十57、磁极十一58组成一个A相S极定子磁极。
与此同时,电流流过B相定子绕组,径向内侧为N极的B相外线圈61使磁极五52、磁极六53组成一个B相N极定子磁极,径向内侧为N极的B相外线圈61使磁极十一58、磁极十二59组成一个B相N极定子磁极,径向内侧为S极的B相内线圈64使磁极二49、磁极三50组成一个B相S极定子磁极,径向内侧为S极的B相内线圈64使磁极八55、磁极九56组成一个B相S极定子磁极。
与此同时,电流流过C相定子绕组,径向内侧为N极的C相外线圈62使磁极三50、磁极四51组成一个C相N极定子磁极,径向内侧为N极的C相外线圈62使磁极九56、磁极十57组成一个C相N极定子磁极,径向内侧为S极的C相内线圈65使磁极六53、磁极七54组成一个C相S极定子磁极,径向内侧为S极的C相内线圈65使磁极十二59、磁极一48组成一个C相S极定子磁极。
所述组合式定子应用于定子磁极为四极的三相异步电动机的某一时刻,电流流过三相定子绕组建立的四极定子磁场,其磁极极性一一对应,并且在空间上相差一百二十度电角度,三相定子绕组共同建立四极定子旋转磁场。
所述组合式定子应用于定子磁极为二极的三相异步电动机的某一时刻,电流流过A相定子绕组,径向内侧为N极的A相外线圈60使磁极六53、磁极七54、磁极八55、磁极九56组成一个A相N极定子磁极,径向内侧为S极的A相内线圈63使磁极十二59、磁极一48、磁极二49、磁极三50组成一个A相S极定子磁极。
与此同时,电流流过B相定子绕组,径向内侧为N极的B相外线圈61使磁极二49、磁极三50、磁极四51、磁极五52组成一个B相N极定子磁极,径向内侧为S极的B相内线圈64使磁极八55、磁极九56、磁极十57、磁极十一58组成一个B相S极定子磁极。
与此同时,电流流过C相定子绕组,径向内侧为N极的C相外线圈62使磁极十57、磁极十一58、磁极十二59、磁极一48组成一个C相N极定子磁极,径向内侧为S极的C相内线圈65使磁极四51、磁极五52、磁极六53、磁极七54组成一个C相S极定子磁极。
所述组合式定子应用于定子磁极为二极的三相异步电动机的某一时刻,电流流过三相定子绕组建立的二极定子磁场,其磁极极性一一对应,并且在空间上相差一百二十度电角度,三相定子绕组共同建立二极定子旋转磁场。
所述组合式定子的定子部件和定子镶块部件的定子磁极排列序号分别按照奇数、偶数间隔排列,定子部件和定子镶块部件在绕制集中式绕组的加工过程中,相邻两个定子磁极之间提供较大的加工操作空间,在不影响集中式绕组绕制加工的前提下,能够减小定子铁芯线槽的槽口宽度,或者定子铁芯线槽能够采用闭口槽,在降低齿槽转矩的同时,使无刷直流电动机或永磁同步电动机能够采用整数槽绕组,增加无刷直流电动机或永磁同步电动机设计时槽数与极数的选择范围,并提高电动机性能。所述组合式定子应用于异步电动机时能够实现变极变速,有利于异步电动机降低齿谐波磁场产生的附加转矩,提高电动机效率。
磁极间隔排列组合式定子专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





















动态评分
0.0