






专利摘要
本发明涉及一种高速精密焊线平台及其控制方法,该高速精密焊线平台包括:宏XY运动平台、微XY运动平台、元件架、焊线机构;所述元件架安装在所述宏XY运动平台上;所述微XY运动平台包括:支撑座、连接架、微承载平台、X轴柔性铰链片、Y轴柔性铰链片;所述X轴柔性铰链片两端分别被固定在所述连接架与所述支撑座上;所述Y轴柔性铰链片两端分别被固定在所述连接架与所述微承载平台上;所述微承载平台上还设置有微X轴编码器与微Y轴编码器,分别用于测量所述微承载平台的X/Y方向的运动信息;所述焊线机构安装在所述微XY运动平台的微承载平台上。本发明利用柔性铰链的弹性变形实现高速插补,实现孔间高速精密定位。
权利要求
1.一种高速精密焊线平台,其特征在于,所述高速精密焊线平台包括:宏XY运动平台、微XY运动平台、元件架、焊线机构;
所述元件架安装在所述宏XY运动平台上;
所述微XY运动平台包括:支撑座、连接架、微承载平台、X轴柔性铰链片、Y轴柔性铰链片;
所述X轴柔性铰链片两端分别被固定在所述连接架与所述支撑座上;
所述Y轴柔性铰链片两端分别被固定在所述连接架与所述微承载平台上;
所述微承载平台上还设置有微X轴编码器与微Y轴编码器,分别用于测量所述微承载平台的X/Y方向的运动信息;
所述焊线机构安装在所述微XY运动平台的微承载平台上;
所述微XY运动平台还包括:微X轴直线驱动器和微Y轴直线驱动器;
所述微X轴直线驱动器上用于驱动所述连接架产生X向运动;
所述微Y轴直线驱动器上用于驱动所述微承载平台产生Y向运动,并通过所述Y轴柔性铰链片带动所述连接架产生Y向运动;
所述X轴柔性铰链片有两组,所述Y轴柔性铰链片有两组;
两组所述X轴柔性铰链片和两组所述Y轴柔性铰链片成平行四边形布置。
2.根据权利要求1所述的高速精密焊线平台,其特征在于,所述微XY运动平台还包括基座,所述支撑座、所述连接架和所述微承载平台均安装在所述基座上;
所述微X轴直线驱动器上的相对运动部件分别固定在所述基座和所述连接架上;
所述微Y轴直线驱动器上的相对运动部件分别固定在所述基座和所述微承载平台上。
3.根据权利要求1或2所述的高速精密焊线平台,其特征在于,所述X轴柔性铰链片采用夹紧块螺纹紧固方式与所述连接架刚性连接;
所述X轴柔性铰链片采用夹紧块螺纹紧固方式与所述支撑座刚性连接;
所述Y轴柔性铰链片采用夹紧块螺纹紧固方式与所述连接架刚性连接;
所述Y轴柔性铰链片采用夹紧块螺纹紧固方式与所述微承载平台刚性连接。
4.根据权利要求1-或2所述的高速精密焊线平台,其特征在于,所述X轴柔性铰链片上设置有用于调节X轴柔性铰链片的工作长度U形孔槽;
和/或,所述Y轴柔性铰链片上设置有用于调节Y轴柔性铰链片的工作长度U形孔槽。
5.根据权利要求1或2所述的高速精密焊线平台,其特征在于,所述微X轴直线驱动器与所述微Y轴直线驱动器为动圈式和/或动磁式音圈电机。
6.根据权利要求1或2所述的高速精密焊线平台,其特征在于,所述微XY运动平台还包括基座,所述支撑座、所述连接架和所述微承载平台均安装在所述基座上;
所述焊线机构在所述微承载平台上安装后的工作重心偏向所述微承载平台在所述基座的安装位置。
7.一种控制如权利要求1-6任一项的高速精密焊线平台的方法,其特征在于,所述方法包括以下步骤:
S1.宏XY运动平台将元件架移动至微XY运动平台的行程内;
S2.微XY运动平台通过柔性铰链弹性变形实现高速焊线;
S3.工作焊头在微XY运动平台的行程内完成焊线。
说明书
技术领域
本发明涉及高精密焊线的技术领域,更具体地,涉及一种高速精密焊线平台及其控制方法。
背景技术
电子制造朝高密度,窄间距,短引脚方向发展,引线间距由毫米级到微米级不等高密度分布,为了实现高速高精度运动,现有高端引线键合设备普遍采用音圈电机驱动,摩擦力小的交叉滚珠导轨导向。然而,短程高频运动导致交叉滚珠导轨的局部磨损。传统的高精度焊线机采用交叉滚珠导轨,频繁窄间距高速往复焊线会导致交叉滚珠丝杠的局部磨损。
发明内容
本发明为克服上述现有技术所述的至少一种缺陷,提供一种二维大变形柔性铰链机构及使用其的焊线平台,本发明采用的技术方案如下。
一种高速精密焊线平台,其特征在于,所述高速精密焊线平台包括:宏XY运动平台、微XY运动平台、元件架、焊线机构;所述元件架安装在所述宏XY运动平台上;所述微XY运动平台包括:支撑座、连接架、微承载平台、X轴柔性铰链片、Y轴柔性铰链片;所述X轴柔性铰链片两端分别被固定在所述连接架与所述支撑座上;所述Y轴柔性铰链片两端分别被固定在所述连接架与所述微承载平台上;所述微承载平台上还设置有微X轴编码器与微Y轴编码器,分别用于测量所述微承载平台的X/Y方向的运动信息;所述焊线机构安装在所述微XY运动平台的微承载平台上。
进一步,所述微XY运动平台还包括:微X轴直线驱动器和微Y轴直线驱动器;所述微X轴直线驱动器上用于驱动所述连接架产生X向运动;所述微Y轴直线驱动器上用于驱动所述微承载平台产生Y向运动,并通过所述Y轴柔性铰链片带动所述连接架产生Y向运动。
进一步,所述X轴柔性铰链片有两组,所述Y轴柔性铰链片有两组;两组所述X轴柔性铰链片和两组所述Y轴柔性铰链片成平行四边形布置。
进一步,所述微XY运动平台还包括基座,所述支撑座、所述连接架和所述微承载平台均安装在所述基座上;所述微X轴直线驱动器上的相对运动部件分别固定在所述基座和所述连接架上;所述微Y轴直线驱动器上的相对运动部件分别固定在所述基座和所述微承载平台上。
进一步,所述X轴柔性铰链片采用夹紧块螺纹紧固方式与所述连接架刚性连接;所述X轴柔性铰链片采用夹紧块螺纹紧固方式与所述支撑座刚性连接;所述Y轴柔性铰链片采用夹紧块螺纹紧固方式与所述连接架刚性连接;所述Y轴柔性铰链片采用夹紧块螺纹紧固方式与所述微承载平台刚性连接。
进一步,所述X轴柔性铰链片上设置有用于调节X轴柔性铰链片的工作长度U形孔槽;和/或,所述Y轴柔性铰链片上设置有用于调节Y轴柔性铰链片的工作长度U形孔槽。
进一步,所述微X轴直线驱动器与所述微Y轴直线驱动器为动圈式和/或动磁式音圈电机。
进一步,所述微XY运动平台还包括基座,所述支撑座、所述连接架和所述微承载平台均安装在所述基座上;所述焊线机构在所述微承载平台上安装后的工作重心偏向所述微承载平台在所述基座的安装位置。
一种控制如上所述的高速精密焊线平台的方法,所述方法包括以下步骤:
S1.微XY运动平台通过柔性铰链弹性变形实现高速焊线;
S2.宏XY运动平台将元件架移动至微XY运动平台的行程内;
S3.工作焊头微XY运动平台的行程内完成焊线。
与现有技术相比,有益效果是:
1、本发明采用直线电机平台+大行程柔性铰链机构,利用柔性铰链的弹性变形实现高速插补,直线平台实现孔间高速精密定位,从而实现高效加工。
2、柔性铰链采用大宽厚比弹簧薄片,兼顾音圈电机小推力下实现大变形和工作负载能力。工作方向可以实现大变形,并保证了疲劳寿命。
3、加紧位置可调方式实现刚度频率可调,消除设计制造误差,保证多轴协调工作性能。
4、工作台配重设计,使得工作台在柔性铰链负载方向变形时仍能保持水平。
5、行程内的有柔性铰链高速运动完成焊线,再通过框架运动将未焊接部分移入工作范围内继续高速焊接
附图说明
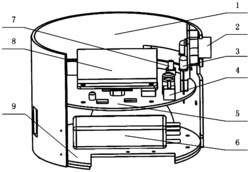
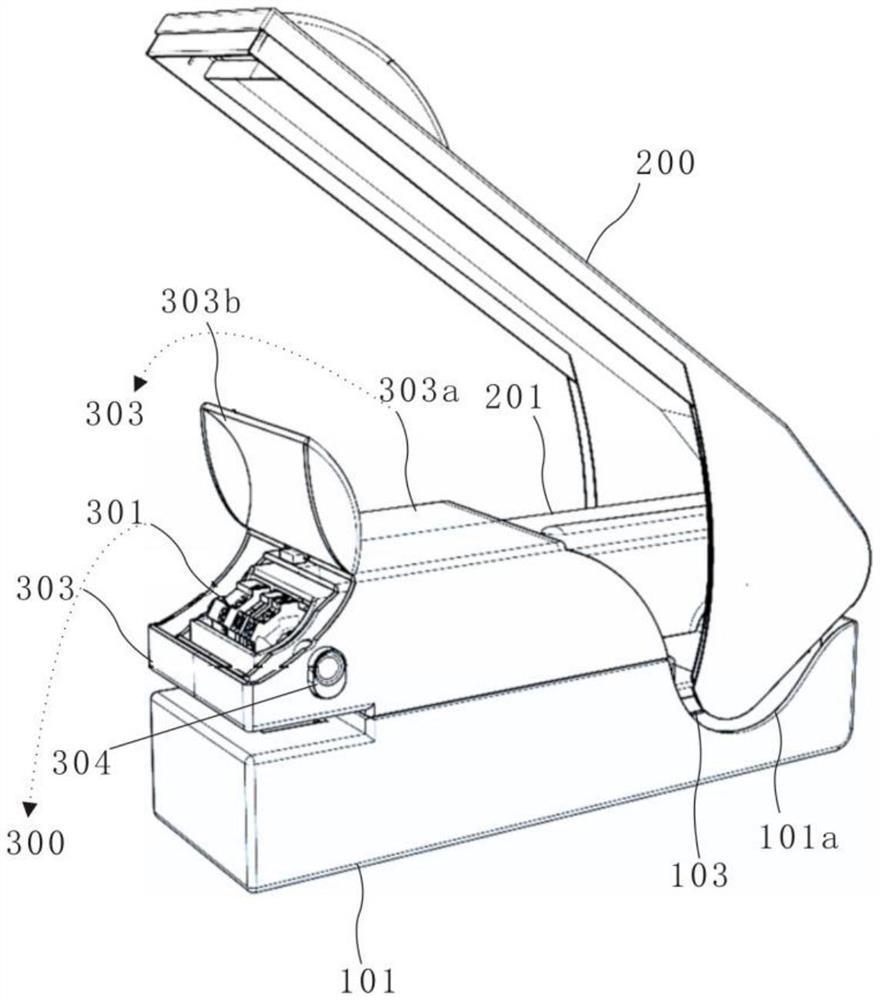
图1是本发明焊线平台的整体结构示意图。
图2是本发明焊线平台的爆炸示意图。
图3是二维大变形柔性铰链机构轴测图。
图4是二维大变形柔性铰链机构轴测剖视图。
图5是二维大变形柔性铰链机构俯视图。
图6是二维大变形柔性铰链机构局部剖视放大图。
图7是二维大变形柔性铰链机构平面剖视图(静止状态)。
图8是二维大变形柔性铰链机构平面剖视图(工作状态)。
具体实施方式
附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本专利的限制。
如图1及图2所示,一种高速精密焊线平台包括:宏XY运动平台(1)、微XY运动平台(2)、元件架(3)、焊线机构(4)。其中元件架(3)安装在宏XY运动平台(1)上,所述焊线机构(4)安装在微XY运动平台(2)的微承载平台(206)上。所述焊线机构(4)的工作焊头(401)利用微XY运动平台(2)来完成高频小行程精密运动,所述元件架(3)利用宏XY运动平台实现大范围的高速运动,通过上述两种宏/微运动组合来实现焊线机构运动平台所需的大行程高精密高速二维运动。
如图3、图4与图5所示,所述微XY运动平台(2)为一种二维大变形柔性铰链机构,包含有两组正交布置的大宽厚比X轴柔性铰链片(203a)与Y轴柔性铰链片(203b)。当然,本领域技术人员可以根据实际需要选择X轴柔性铰链片(203a)与Y轴柔性铰链片(203b)的组数,两组只是一种优选的方案。其中两组X轴柔性铰链片(203a)两端分别固定在连接架(208)与支撑座(204)上,两组Y轴柔性铰链片(203b)两端分别固定在连接架(208)与微承载平台(206)。所述微XY运动平台(2)设置有微X轴直线驱动器(201a)与微Y轴直线驱动器(201b)。所述微X轴直线驱动器(201a)上的相对运动部件分别固定在基座(204)和连接架(208)上,用于驱动连接架(208)产生X向运动。所述微Y轴直线驱动器(201b)上的相对运动部件分别固定在基座(202)和微承载平台(206)上,用于驱动微承载平台(206)以及通过所述Y轴柔性铰链片(203b)所连接的连接架(208)产生Y向运动。所述微承载平台(206)上设置有微X轴编码器(205a)与微Y轴编码器(205b),分别用于测量微承载平台(206)的X/Y方向的运动信息。可以理解的是,微X轴编码器与微Y轴编码器是为了测量微承载平台的X/Y方向的运动信息,本领域技术人员也可以采用其他常用的方式来测量微承载平台的X/Y方向的运动信息。所述支撑座(204)与微XY运动平台(2)中的基座(202)刚性连接。
优选的,所述焊线机构(4)采用偏心安装方式,其偏心安装方式如图4所示。所述焊线机构(4)对应的简化体(209)在微承载平台(206)上安装后的工作重心偏向微承载平台(206)在所述基座(202)的安装位置,利用所述焊线机构(4)的偏心负载来平衡X/Y轴柔性铰链片(203a、203b)由于单侧承载导致的单侧偏移,使得所述焊线机构(4)的XY工作平面与所述元件架(3)相互平行来保证高精度的执行动作。
特别的,本发明所述微XY运动平台(2)中的X轴柔性铰链片(203a)和Y轴柔性铰链片(203b)采用夹紧块(207)螺纹紧固方式与连接架(208)、微承载平台(206)、支撑座(204)等部件刚性连接。
特别的,如图6所示,所述X轴柔性铰链片(203a)和Y轴柔性铰链片(203b)上设置有U形孔槽,用于调节X轴柔性铰链片(203a)和Y轴柔性铰链片(203b)的工作长度,从而实现了微运动平台(2)的动力学特性调节。
特别的,本发明所述的微X轴直线驱动器(201a)与微Y轴直线驱动器(201b)为动圈式或动磁式音圈电机,即可以采用定子固定在支撑座(204)或基座(202)上、线圈固定在连接架(208)或微承载平台(206)的动圈式安装布局,也可以采用线圈固定在在支撑座(204)或基座(202)上、定子固定在连接架(208)或微承载平台(206)的动磁式安装布局。
本发明所述的微XY运动平台(2)的工作原理如图7、图8所示,所述X轴柔性铰链片(203a)和Y轴柔性铰链片(203b)为大宽厚比柔性铰链,且两两成平行四边形布置,在所述微X轴直线驱动器(201a)与微Y轴直线驱动器(201b)的作用下产生形变,从而带动所述微承载平台(206)产生二维运动。
一种控制该高速精密焊线平台的控制方法,所述方法包括以下步骤:S1.微XY运动平台通过柔性铰链弹性变形实现高速焊线;S2.宏XY运动平台将元件架移动至微XY运动平台的行程内;S3.工作焊头微XY运动平台的行程内完成焊线。该高速精密焊线平台中,芯片内或大芯片局部高速焊线运动由柔性铰链弹性变形产生。芯片之间或大型片片内的高速移动由支架平台间歇运动产生,从而避免了运动副局部高速磨损。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
一种高速精密焊线平台及其控制方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。



动态评分
0.0