








专利摘要
本发明涉及激光‑电弧焊接技术领域,特指一种改善焊缝成形的真空激光‑电弧复合焊接方法及装置,适合6系铝合金高效率高质量的焊接。本发明通过分子泵将真空箱抽成真空状态,然后将激光束光斑聚焦于焊枪前端的填充焊丝端部,最后通过步进电机来驱动工件搭载台的移动实现焊接过程。本发明可以提高铝合金焊接表面成型的稳定性,使表面更加平整光滑,同时大大降低焊接接头的气孔生成率,提高焊接效率,形成致密良好的焊接接头。
权利要求
1.一种改善焊缝成形的真空激光-电弧复合焊接装置,其特征在于,所述装置包括真空箱、激光头接口、焊枪接口、分子泵、步进电机和工件搭载台;激光头接口和焊枪接口位于真空箱的顶部;分子泵和步进电机位于真空箱的右侧方;工件搭载台位于真空箱的底部;焊接激光头与激光头接口通过螺纹连接,位于真空箱上;电弧焊枪与焊枪接口通过螺纹连接,位于真空箱内。
2.利用如权利要求1所述装置改善焊缝成形的真空激光-电弧复合焊接方法,其特征在于,具体步骤如下:
步骤一:焊接前,将待焊铝合金表面打磨和清洗后,用夹具将其固定在真空箱底部的工件搭载台上,再通过分子泵将真空箱内气压抽至≤10Pa;
步骤二:利用夹具将焊接激光头与电弧焊枪进行刚性固定,保证填充焊丝端部位于激光束的聚焦处,并且激光束与电弧焊枪之间的倾斜夹角为45°;
步骤三:完成激光束和填充焊丝位置的对焦后,设置焊接工艺参数,打开步进电机驱动工件搭载台带着焊接工件沿着直线运动,进行激光-电弧复合焊接,焊接激光头和电弧焊枪为刚性固定,不移动。
3.如权利要求2所述的方法,其特征在于,所述激光束通过光纤传输到填充焊丝端部,焊接激光头中心位置距离焊接工件上面为+360mm,激光束与电弧焊枪的夹角为45°,且激光束的聚焦位置刚好位于焊丝的端部。
4.如权利要求2所述的方法,其特征在于,所述焊接过程是通过步进电机驱动工件搭载台移动来实现的。
5.如权利要求2所述的方法,其特征在于,所述焊接工艺参数为:激光器的输出功率为1500W-2000W,激光束的离焦量为0mm,工件搭载台移动速度为25mm/s-30mm/s;所述电弧焊枪的焊接电流为80A-100A,送丝速度为0.2mm/s。
6.如权利要求2所述的方法,其特征在于,所述焊接铝合金为6系铝合金。
7.如权利要求2所述的方法,其特征在于,焊接激光头和光纤通过夹具与KUKA六轴机器人连接,采用机器人和焊机集成系统调节焊接工艺参数,保证激光聚焦光斑先熔化焊丝端部,再与基材形成冶金结合。
说明书
技术领域
本发明涉及激光-电弧焊接技术领域,特指一种改善焊缝成形的真空激光-电弧复合焊接方法及装置,适合6系铝合金高效率高质量的焊接。
背景技术
铝合金具有密度低、强度高、加工和塑性好等特点,广泛应用于汽车、机械制造、化工、船舶和航空航天等领域。然而,由于铝合金具有热导率好和线膨胀系数大等特点,焊接时存在一些问题:1)热导率和比热容大,热输入要比焊接钢材大2-4倍;2)铝合金极易氧化生成难熔的氧化膜,需采用大功率密度的焊接工艺;3)易产生气孔;4)铝合金焊接接头软化严重,强度系数低;5)线膨胀系数大,易产生焊接变形和焊接裂纹。目前铝合金的焊接方法主要集中在激光焊、TIG焊和熔化极气体保护焊(简称MIG或MAG焊)。但这些方法生产效率较低,焊缝成形不稳定,容易产生气孔,焊缝表面致密性差。因此,为获得高性能的铝合金焊接接头,需要高能量密度、焊接速度高并且焊接过程稳定的焊接方法,其中激光-电弧焊接是极具发展前景的铝合金焊接技术之一。
激光-电弧焊作为“二十一世纪最有发展潜力的焊接技术”之一,是一种精密的连接方法,由于其具有能量密度高,焊缝质量好,深宽比大,而且焊接速度快以及易于实现自动化等优点,已经在工业生产中得到广泛的应用。在铝合金激光-电弧复合焊接中,电弧可以引导激光热源,提高铝合金对激光的吸收能力以及焊接过程中的能量利用率,并且焊缝表面成形性比激光自熔焊接好。但此种焊接方法在空气中焊接铝合金时,由于焊接热输入大,速度快,很容易导致铝合金焊缝表面充满气孔,甚至出现热裂纹,对焊接工艺参数的要求极高。因此,在6系铝合金的激光-电弧复合焊接中,焊缝表面平整度、气孔、热裂纹、变形等依然是需要解决的关键问题。同时,6系铝合金有效焊接方法的使用和焊接工艺参数的调节也是重点。
发明内容
本发明的技术方案是:在真空环境下,利用激光-电弧复合焊技术焊接铝合金材料。通过分子泵将真空箱内环境抽成真空状态,通过步进电机来驱动工件搭载台的移动实现焊接过程,解决由传统方法焊接6系铝合金所带来的焊接气孔、焊缝裂纹、焊缝接头质量和机械性能差等问题,提高6系铝合金的焊接效率和焊接质量。
具体步骤如下:
步骤一:焊接前,将待焊铝合金表面打磨和清洗后,用夹具将其固定在真空箱底部的工件搭载台上,再通过分子泵将真空箱内气压抽至≤10Pa。
步骤二:利用夹具将焊接激光头与电弧焊枪进行刚性固定,保证填充焊丝端部位于激光束的聚焦处,并且激光束与电弧焊枪之间的倾斜夹角为45°。
步骤三:完成激光束和填充焊丝位置的对焦后,设置焊接工艺参数,打开步进电机驱动工件搭载台带着焊接工件沿着直线运动,进行激光-电弧复合焊接,焊接激光头和电弧焊枪为刚性固定,不移动;焊接激光头和光纤通过夹具与KUKA六轴机器人连接,采用机器人和焊机集成系统调节焊接工艺参数,保证激光聚焦光斑先熔化焊丝端部,再与基材形成冶金结合。
所述装置包括:真空箱、激光头接口、焊枪接口、分子泵、步进电机和工件搭载台。激光头接口和焊枪接口位于真空箱的顶部;分子泵和步进电机位于真空箱的右侧方;工件搭载台位于真空箱的底部。焊接激光头与激光头接口通过螺纹连接,位于真空箱上;电弧焊枪与焊枪接口通过螺纹连接,位于真空箱内。
所述激光束通过光纤传输到填充焊丝端部,焊接激光头中心位置距离焊接工件上面为+360mm,激光束与电弧焊枪的夹角为45°,且激光束的聚焦位置刚好位于焊丝的端部。
所述焊接过程是通过步进电机驱动工件搭载台移动来实现的。
所述焊接工艺参数为:激光器的输出功率为1500W-2000W,激光束的离焦量为0mm,工件搭载台移动速度为25mm/s-30mm/s;所述电弧焊枪的焊接电流为80A-100A,送丝速度为0.2mm/s。
所述焊接铝合金为6系铝合金。
与现有技术相比,本发明的有益效果是:
1.在真空箱装置内焊接能避免与周围空气接触,可以通过有效调节真空箱内的环境压强来降低铝合金被氧化而生成难溶氧化膜的几率,同时,也能改善焊接接头的微观组织和力学性能。
2.通过步进电机的驱动来实现焊接过程,相比操作机器人来控制激光束和电弧焊枪的移动,焊接效率更高,也节省了操作空间。
3.通过移动真空箱底部的工件搭载台带动工件移动来实现焊接过程的方法能够增加激光-电弧复合焊的稳定性,同时也能促进焊丝和基材的冶金结合,降低微气孔的生成率和焊后变形,减少焊缝两侧的熔体飞溅,使焊缝表面更加平整光滑。
本发明针对易于氧化和吸气的铝合金,采用了真空箱结构,使铝合金在真空环境下实施激光-电弧复合焊接,避免焊接熔池与空气直接接触,防止其发生氧化和吸气,避免形成氧化物夹杂及表面形成的氧化膜阻碍气体的排除,从而降低气孔生成率;另外,本发明将焊接激光头和电弧焊枪固定不动,通过设置步进电机驱动工件搭载台来移动待焊工件实现焊接过程,与常规方法相比,能够使激光和电弧与待焊工件的作用过程更加稳定,焊缝表面成型更加均匀平整,同时也能使焊丝与焊接基材融合更加充分,得到更大的焊缝熔深,从而增加焊缝的结合强度。
附图说明
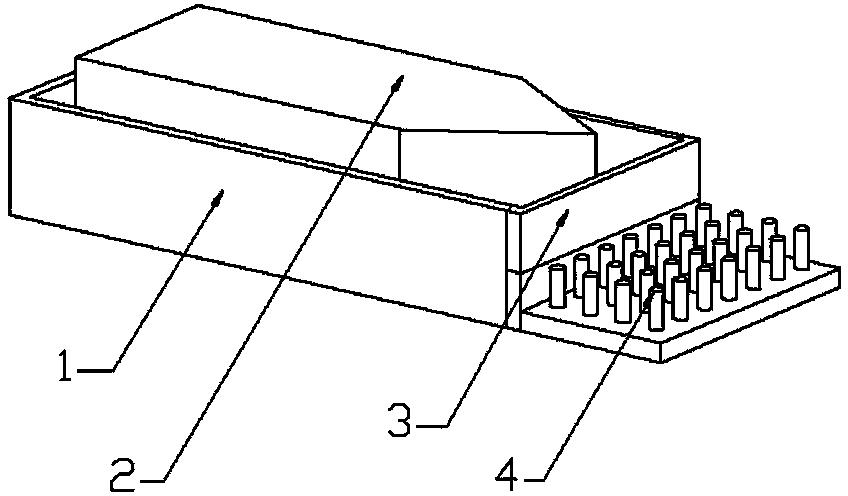
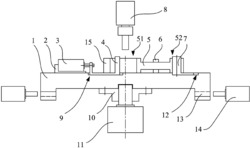
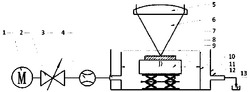
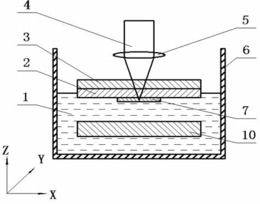
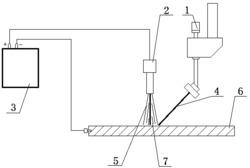
图1为本发明采用的真空激光-电弧复合焊接装置的示意图。
附图中,1为真空箱、2为激光头接口、3为焊枪接口、4为分子泵、5为步进电机、6为工件搭载台、7为待焊工件、8为激光束、9为填充焊丝、10为电弧焊枪。
具体实施方式
下面结合附图和具体实施方式对本发明作进一步详细说明,但本发明的保护范围并不限于此。
图1所示为本发明所述真空激光-电弧复合焊接装置的一种实施方式,抽真空后,通过步进电机驱动工件搭载台带着焊接工件沿着直线运动,实现激光-电弧复合焊接。所述真空激光-电弧复合焊接装置,包括真空箱1、激光头接口2、焊枪接口3、分子泵4、步进电机5,工件搭载台6,待焊工件7,激光束8;填充焊丝9,电弧焊枪10。激光头接口2和焊枪接口3通过螺纹连接固定在所述的真空箱1上;分子泵4和步进电机5通过支撑架固定于真空箱1的右侧;工件搭载台6通过螺钉固定在真空箱1的底部;待焊工件7通过夹具固定在工作台6的上表面;激光束8由激光头接口2向待焊工件7的表面方向射入;填充焊丝9由焊枪10呈45°的倾斜角度往待焊工件7的表面填充;电弧焊枪10与焊枪接口3通过螺纹连接来固定,位于真空箱1内。焊接激光头与激光头接口2通过螺纹连接,位于真空箱1上。
利用本发明进行真空激光-电弧复合焊接的步骤具体为:
步骤一:焊接前,将待焊铝合金表面打磨和清洗后,用夹具将其固定在真空箱1底部的工件搭载台6上,再通过分子泵将真空箱1内气压抽至≤10Pa。
步骤二:利用夹具将焊接激光头与电弧焊枪进行刚性固定,保证填充焊丝端部位于激光束的聚焦处,并且激光束与电弧焊枪之间的倾斜夹角为45°。
步骤三:完成激光束和填充焊丝位置的对焦后,设置所需焊接工艺参数,打开步进电机驱动工件搭载台带着焊接工件沿着直线运动,进行激光-电弧复合焊接,焊接激光头和电弧焊枪为刚性固定,不移动;焊接激光头和光纤通过夹具与KUKA六轴机器人连接。采用机器人和焊机集成系统调节焊接工艺参数,保证激光聚焦光斑先熔化焊丝端部,再与基材形成冶金结合。
实施例一
步骤一:焊接前,将6061铝合金表面打磨和清洗后,用夹具将其固定在焊接真空箱底部的工件搭载台上,再通过分子泵将焊接箱内气压抽至10Pa。
步骤二:利用夹具将焊接激光头与电弧焊枪进行刚性固定,保证焊丝端部位于激光束的聚焦处,并且激光束与电弧焊枪之间的倾斜夹角为45°。
步骤三:在激光-电弧复合焊接系统准备完成后,设置激光功率为2000W,离焦量为0mm,工件搭载台移动速度为25mm/s,送丝速度0.2mm/s,焊接电流为100A,然后进行激光-电弧复合焊。
焊接完成后,经检测试件表面平整均匀,超声检测无气孔和裂纹等缺陷,焊接质量得到显著提高。
实施例二
步骤一:焊接前,将6063铝合金表面打磨和清洗后,用夹具将其固定在焊接真空箱底部的工件搭载台上,再通过分子泵将焊接箱内气压抽至5Pa。
步骤二:利用夹具将焊接激光头与电弧焊枪进行刚性固定,保证焊丝端部位于激光束的聚焦处,并且激光束与电弧焊枪之间的倾斜夹角为45°。
步骤三:在激光-电弧复合焊接系统准备完成后,设置激光功率为1500W,离焦量为0mm,工件搭载台移动速度为30mm/s,送丝速度0.2mm/s,焊接电流为90A,然后进行激光-电弧复合焊。
焊接完成后,经检测试件表面平整均匀,超声检测无气孔和裂纹等缺陷,焊接质量得到显著提高。
实施例三
步骤一:焊接前,将6066铝合金表面打磨和清洗后,用夹具将其固定在焊接真空箱底部的工件搭载台上,再通过分子泵将焊接箱内气压抽至1Pa。
步骤二:利用夹具将焊接激光头与电弧焊枪进行刚性固定,保证焊丝端部位于激光束的聚焦处,并且激光束与电弧焊枪之间的倾斜夹角为45°。
步骤三:在激光-电弧复合焊接系统准备完成后,设置激光功率为1500W,离焦量为0mm,工件搭载台移动速度为25mm/s,送丝速度0.2mm/s,焊接电流为80A,然后进行激光-电弧复合焊。
焊接完成后,经检测试件表面平整均匀,超声检测无气孔和裂纹等缺陷,焊接质量得到显著提高。
应当理解,虽然本说明书是按照各个实施例描述的,但并非每个实施例仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施例的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施例或变更均应包含在本发明的保护范围之内。
一种改善焊缝成形的真空激光-电弧复合焊接方法及装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0