








专利摘要
一种用于加工复杂曲面的正交螺旋形切削刃椭球头铣刀,本发明涉及一种椭球头铣刀,本发明为了解决现有技术中加工复杂曲面时球头铣刀的加工效率低,表面质量降低、刀刃磨损加剧导致刀具使用寿命短,环形铣刀在复杂曲面加工中欠切量大,其应用场合受到限制,铣刀在加工工件时出现刀具磨损,也会导致已加工表面的精度变差的问题,椭球头铣刀包括刀柄部和刀头部,椭球头铣刀为圆柱体,刀柄部位于圆柱体的一端,刀头部位于圆柱体的另一端,刀头部包括端刃部和周刃部,圆柱体的一端至另一端依次为端刃部和周刃部和刀柄部,位于圆柱体刀头部的一端面为半椭球面,本发明用于机械加工领域。
权利要求
1.一种用于加工复杂曲面的正交螺旋形切削刃椭球头铣刀,其特征在于:椭球头铣刀包括刀柄部(1)和刀头部(2),椭球头铣刀为圆柱体,刀柄部(1)位于圆柱体的一端,刀头部(2)位于圆柱体的另一端,刀头部(2)包括端刃部(2-3)和周刃部(2-2),圆柱体的一端至另一端依次为端刃部(2-3)和周刃部(2-2)和刀柄部(1),位于圆柱体刀头部(2)的一端面为半椭球面,半椭球面的半长轴的长度为a,端刃的长度与半椭球面的半短轴的长度数值相等,且半短轴的长度为b,a的数值大于b的数值,位于圆柱体刀头部(2)的外圆面加工有两个正交螺旋形切削刃(2-1),且两个正交螺旋形切削刃(2-1)对称设置,每个正交螺旋形切削刃(2-1)的导程值P,正交螺旋形切削刃(2-1)包括端刃(2-4)和周刃(2-5),端刃(2-4)和周刃(2-5)圆滑过渡连接,端刃(2-4)的第一后角为w1,端刃(2-4)的第二后角为w2,端刃(2-4)的第三后角为w3,端刃(2-4)的第一前角为r1,周刃(2-5)的第一后角为v1,周刃(2-5)的第二后角为v2,周刃(2-5)的第一前角为r2,w1和v1数值相等,w2与v2的数值相等,r1和r2的数值相等,w1的取值范围为5°~20°,w2的取值范围为5°~30°,w3的取值范围为10°~40°,r1的取值范围为0°~20°。
2.根据权利要求1所述一种用于加工复杂曲面的正交螺旋形切削刃椭球头铣刀,其特征在于:所述w1的数值为10°,w2的数值为25°,w3的数值为30°,r1的数值为10°。
3.根据权利要求1所述一种用于加工复杂曲面的正交螺旋形切削刃椭球头铣刀,其特征在于:所述P的取值范围为24mm~140mm。
4.根据权利要求1所述一种用于加工复杂曲面的正交螺旋形切削刃椭球头铣刀,其特征在于:所述a的取值范围为2mm~12.5mm。
5.根据权利要求1所述一种用于加工复杂曲面的正交螺旋形切削刃椭球头铣刀,其特征在于:所述端刃(2-4)加工有45°负倒棱,周刃(2-5)加工有45°负倒棱。
说明书
技术领域
本发明涉及一种椭球头铣刀,具体涉及一种用于加工复杂曲面的正交螺旋形切削刃椭球头铣刀。
背景技术
随着模具制造领域的发展,对数控加工复杂曲面铣刀的需求也越来越大。数控加工复杂曲面中常用的刀具为球头铣刀和环形铣刀。
1)球头铣刀是复杂曲面半精加工、精加工中所用到的重要刀具之一。在切削加工中,为保证工件已加工表面的表面质量符合要求、确保切削过程稳定和切削余量均匀,选取的加工行距较小,造成加工效率低。球头铣刀加工复杂曲面属于窄行加工。由实验可知若按机床的进给速度相同来计算,球头铣刀的加工效率约为平头铣刀的1/4。
2)球头铣刀不同半径处的切削速率不恒定,尤其是刀具尖部切削线速度为零,切削条件差,导致加工效率和表面质量降低、刀刃磨损加剧,导致刀具使用寿命短。
3)环形铣刀一般不能进行轴向进给,在复杂曲面加工中欠切量大,其应用场合受到限制。此外,环形铣刀构造复杂,形状不规则,切削刃建模也因此复杂化,从而不利于刀具制备,不便于广泛推广应用。
4)在模具加工中,对已加工表面的表面质量的要求非常高。同时在加工过程中不能更换刀具,如果出现刀具磨损,也会导致已加工表面的精度变差。开发设计出具有高精度和高效率的铣削刀具是非常必要的。
此外,铣刀的螺旋刃线不仅决定了铣刀的外形,并对切屑的合理流向、铣刀铣削力大小、切削效率及铣刀使用寿命等各项性能指标均有非常大的影响。目前CNC磨削铣刀通常是以切削刃的数学模型为基础进行刀位计算,在磨削切削刃的同时包络出刀具的前(后)刀面。因此,对铣刀切削刃的数学模型进行合理准确建模非常必要。
发明内容
本发明为了解决现有技术中加工复杂曲面时球头铣刀的加工效率低,表面质量降低、刀刃磨损加剧导致刀具使用寿命短,环形铣刀在复杂曲面加工中欠切量大,其应用场合受到限制,铣刀在加工工件时出现刀具磨损,也会导致已加工表面的精度变差的问题,进而提出一种用于加工复杂曲面的正交螺旋形切削刃椭球头铣刀。
本发明为解决上述问题而采用的技术方案是:椭球头铣刀包括刀柄部和刀头部,椭球头铣刀为圆柱体,刀柄部位于圆柱体的一端,刀头部位于圆柱体的另一端,刀头部包括端刃部和周刃部,圆柱体的一端至另一端依次为端刃部和周刃部和刀柄部,位于圆柱体刀头部的一端面为半椭球面,半椭球面的半长轴的长度为a,端刃的长度与半椭球面的半短轴的长度数值相等,且半短轴的长度为b,a的数值大于b的数值,位于圆柱体刀头部的外圆面加工有两个正交螺旋形切削刃,且两个正交螺旋形切削刃对称设置,每个正交螺旋形切削刃的导程值P,正交螺旋形切削刃包括端刃和周刃,端刃和周刃圆滑过渡连接,端刃的第一后角为w1,端刃的第二后角为w2,端刃的第三后角为w3,端刃的第一前角为r1,周刃的第一后角为v1,周刃的第二后角为v2,周刃的第一前角为r2,w1和v1数值相等,w2与v2的数值相等,r1和r2的数值相等,w1的取值范围为5°~20°,w2的取值范围为5°~30°,w3的取值范围为10°~40°,r1的取值范围为0°~20°。
本发明的有益效果是:通过本发明的刀头部2对复杂曲面工件进行加工时通过端刃2-4和周刃2-5对工件同时进行加工,本发明与现有技术中相同直径的球头铣刀相比,在等残留高度铣削加工中,椭球头铣刀的有效切削半径是球头铣刀有效切削半径的 倍,铣削行宽约为球头铣刀铣削行宽的 倍,则椭球头铣刀的行距更大,加工行宽更大,加工效率更高,表面质量更好。有效地提高加工效率、改善加工质量,提高刀具寿命、降低生产成本,a与b的比值越大,即端刃部分椭球扁率越大,椭球头铣刀的有效切削半径越大,铣削行宽越大,与传统球头铣刀相比具有加工效率高的优势,通过本发明的正交螺旋形切削刃椭球头铣刀可以减少刀具在应用时受到加工工件形状的限制,本发明中的端刃2-4处加工有45°负倒棱,周刃2-5处加工有45°负倒棱可以减少在加工中由于刀具的磨损导致加工精度低和加工精度差等问题的发生,本发明与环形铣刀相比,该本发明的刀头部2切削刃的曲率是渐变的,可以实现平稳切削,而且端刃与周刃光滑连接,每条切削刃都为一条光滑曲线。
附图说明
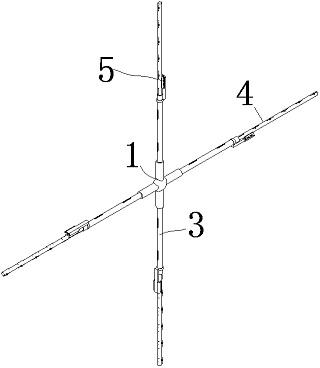
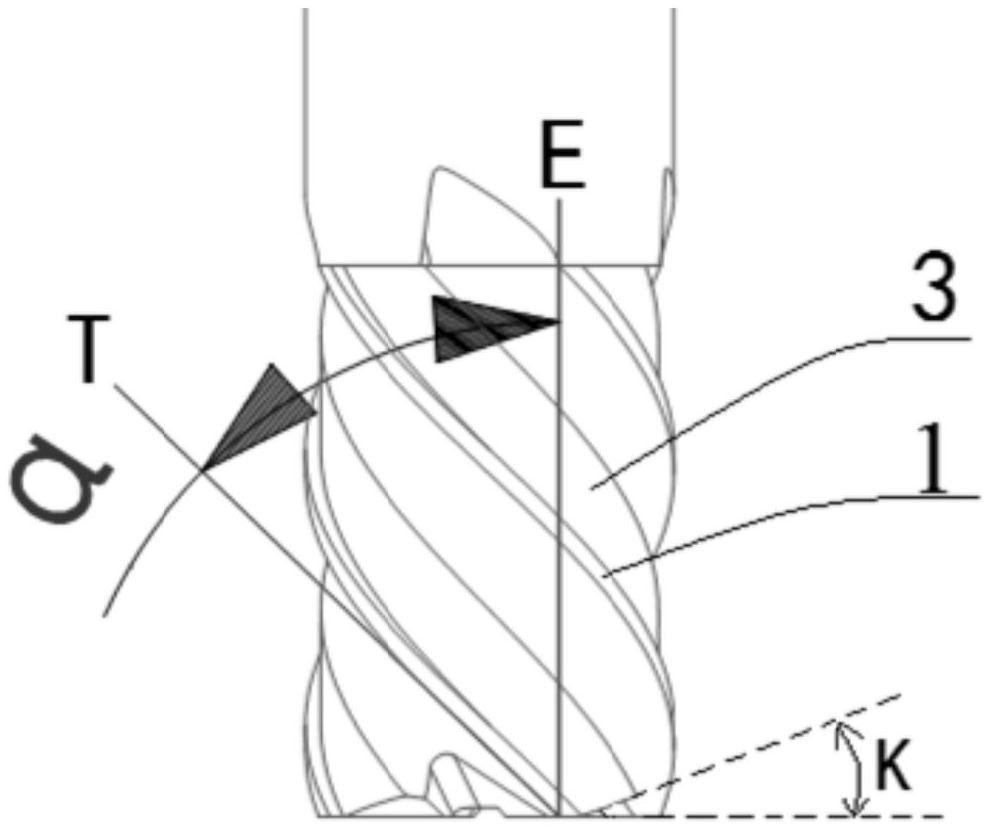
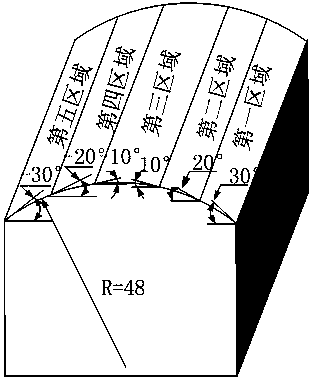
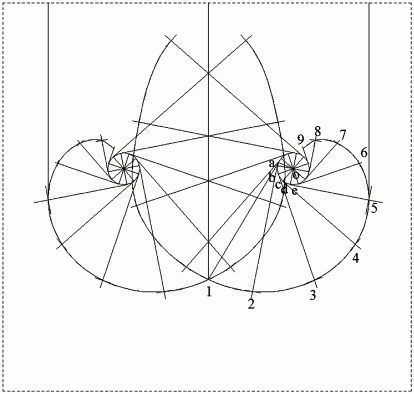
图1是本发明的整体结构主视图,图2是图1中正交螺旋形切削刃2-1上A-A向视图,图3是图1中正交螺旋形切削刃2-1上B-B向视图,图4是椭球头铣刀刀具几何模型示意图,a是半椭球面半长轴长数值,b是半椭球面半短轴长数值,点划线c表示正交螺旋形切削刃2-1在几何图形中的螺旋线,点划线m表示切削刃上任意一点沿Z轴方向在XOY面上投影的点的连线,图5是椭球头铣刀和球头铣刀在残留高度相同的情况下椭球头铣刀的行宽和球形铣刀行宽的对比,每条虚线是球头铣刀端刃一次加工型线,每条实线是椭球头铣刀端刃一次加工型线,点划线描述加工的残留高度,X轴为描述在等残留高度加工中刀具加工时所处的水平方向位置,Y轴为描述在等残留高度加工中刀具加工时所处的竖直方向位置,图6是加工自由曲面的刀具对比,实线为椭球头铣刀切削外形,虚线为环形铣刀切削外形,点划线为球头铣刀切削外形。
具体实施方式
具体实施方式一:结合图1-图6说明本实施方式,本实施方式所述一种用于加工复杂曲面的正交螺旋形切削刃椭球头铣刀,椭球头铣刀包括刀柄部1和刀头部2,椭球头铣刀为圆柱体,刀柄部1位于圆柱体的一端,刀头部2位于圆柱体的另一端,刀头部2包括端刃部2-3和周刃部2-2,圆柱体的一端至另一端依次为端刃部2-3和周刃部2-2和刀柄部1,位于圆柱体刀头部2的一端面为半椭球面,半椭球面的半长轴的长度为a,端刃的长度与半椭球面的半短轴的长度数值相等,且半短轴的长度为b,a的数值大于b的数值,
位于圆柱体刀头部2的外圆面加工有两个正交螺旋形切削刃2-1,且两个正交螺旋形切削刃2-1对称设置,每个正交螺旋形切削刃2-1的导程值P,正交螺旋形切削刃2-1包括端刃2-4和周刃2-5,端刃2-4和周刃2-5圆滑过渡连接,端刃2-4的第一后角为w1,端刃2-4的第二后角为w2,端刃2-4的第三后角为w3,端刃2-4的第一前角为r1,周刃2-5的第一后角为v1,周刃2-5的第二后角为v2,周刃2-5的第一前角为r2,w1和v1数值相等,w2与v2的数值相等,r1和r2的数值相等,w1的取值范围为5°~20°,w2的取值范围为5°~30°,w3的取值范围为10°~40°,r1的取值范围为0°~20。
本实施方式中一个螺旋刃正螺旋形切削刃螺旋线h的方程为:
另一个螺旋刃正螺旋形切削刃螺旋线f的方程为:
k为参变量参数,k为过切削刃上任意点的刀体横截圆在该点处的法线方向与X轴正向的夹角,L为正交螺旋形切削刃椭球头铣刀的周刃长度,且 L的取值范围为9mm≤L≤78mm,24mm≤P≤140mm,2mm≤a≤12.5mm。
具体实施方式二:结合图1-图3说明本实施方式,本实施方式所述一种用于加工复杂曲面的正交螺旋形切削刃椭球头铣刀,所述w1的数值为10°,w2的数值为25°,w3的数值为30°,r1的数值为10°,其它与具体实施方式一相同。
具体实施方式三:结合图1说明本实施方式,本实施方式所述一种用于加工复杂曲面的正交螺旋形切削刃椭球头铣刀,所述P的取值为108mm,其它与具体实施方式一相同。
具体实施方式四:结合图2和图3说明本实施方式,本实施方式所述一种用于加工复杂曲面的正交螺旋形切削刃椭球头铣刀,所述端刃2-4加工有45°负倒棱,周刃2-5加工有45°负倒棱,增强了刀刃强度,扩大了散热面积,增加了切屑的变形,提高了刀具的耐用度,有利于切屑的顺利排出。切削时负倒棱刀尖上会有积屑瘤产生,增大了刀具的实际前角,使刀刃变得锋利,其它与具体实施方式一相同。
具体实施方式五:结合图5和图6说明本实施方式,本实施方式所述一种用于加工复杂曲面的正交螺旋形切削刃椭球头铣刀,在复杂曲面加工中,椭球头铣刀比相同直径球头铣刀的金属去除量大。而环形铣刀在复杂曲面加工中存在很大的欠切量,其应用场合受到限制。与传统模具刀具相比,椭球头铣刀在加工复杂曲面时更具有优势,其它与具体实施方式一相同。
工作原理
工作时将本发明的铣刀安装在三轴联动数控机床或五轴联动数控机床在复杂曲面工件上进行加工即可。
一种用于加工复杂曲面的正交螺旋形切削刃椭球头铣刀专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0