

IPC分类号 : C22C9/00,C22C32/00,C22C1/10,C22C1/05







专利摘要
本发明属于焊接电极用铜基复合材料的制备领域,公开了一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法:将均匀混合的Cu‑Zr‑C粉末冷压成型,然后把粉末压坯放入自蔓延高温合成设备中点燃,得到含Cu的超细ZrC粉体,接着在真空熔炼炉中熔炼无氧铜与含Cu的超细ZrC粉体的混合物、并施加磁搅拌,从而制备出超细ZrC颗粒弥散强化铜基复合材料。本发明方法具有成本低、工艺简易、生产效率高、ZrC尺寸细小、分布均匀等特点。
权利要求
1.一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法,其步骤包括:
步骤一、以Cu粉、Zr粉和石墨粉为原料制备含Cu的超细ZrC产物;
步骤二、将膨胀疏松含Cu的超细ZrC产物研磨成粉体;
步骤三、将含Cu的超细ZrC粉体与铜箔放入手套箱中,接着在惰性气体环境中用铜箔密封含Cu的ZrC粉体;
步骤四、将无氧铜块与铜箔密封的含Cu的超细ZrC粉体放入真空熔炼炉中,其中,铜箔密封的含Cu的超细ZrC粉体放在无氧铜块下面;待抽取真空至后,将熔炼炉加热至1200~1250℃,使无氧铜块熔化并覆盖在含Cu的超细ZrC粉体的表面,接着保温5~10min、并施加磁搅拌使ZrC均匀分布于Cu液内,最后浇铸到金属模具中得到超细ZrC颗粒弥散强化Cu基复合材料。
2.根据权利要求1所述的一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法,其特征在于,步骤一的具体制备过程包括如下步骤:
步骤(1)、以Cu粉、Zr粉和石墨粉为原料,其中,Zr粉与C粉摩尔比值为1,Cu粉的添加量为40wt.%;
步骤(2)、将称量好的Cu粉、Zr粉、C粉,在惰性气体环境中用滚筒式球磨机混合10~14小时,得到Cu-Zr-C混合粉末;
步骤(3)、将Cu-Zr-C混合粉末装入合金钢模具中,然后用液压机将Cu-Zr-C粉末冷压成相对致密度为65±5%的压坯;
步骤(4)、将Cu-Zr-C粉末压坯放入自蔓延高温合成设备内,布置为惰性气体环境;
步骤(5)、通过钨电极产生的电弧引燃压坯一端的自蔓延高温合成反应,之后立即熄灭电弧,待燃烧波自发蔓延至整个压坯,即可得到膨胀疏松的含Cu的超细ZrC产物。
3.根据权利要求2所述的一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法,其特征在于,步骤(2)中,所述球磨机的磨球为ZrO2磨球,ZrO2磨球的直径为8mm,磨球与粉末的重量比为10:1,球磨机的转速为50~70转/分钟。
4.根据权利要求2所述的一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法,其特征在于,步骤(4)中,惰性气体环境的布置过程为:先将高温气氛炉抽真空至5~10Pa后;接着充入Ar气至0.06~0.08MPa,反复抽气、充气三次;最后对自蔓延高温合成设备充入Ar气至常压。
5.根据权利要求1所述的一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法,其特征在于,所述Cu粉,其纯度>99%,平均粒径为0.5μm,所述Zr粉,其纯度>98%,粒径为45μm,所述石墨粉,其纯度>99%,粒径为100nm。
6.根据权利要求1所述的一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法,其特征在于,步骤四中,施加的磁搅拌电流为20-30A,时间为5-10min。
7.根据权利要求1所述的一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法,其特征在于,超细ZrC颗粒弥散强化Cu基复合材料中,ZrC颗粒的尺寸100nm~0.5μm,含量为0.1wt.%~1.0wt.%,其余为Cu。
说明书
技术领域
本发明属于焊接电极用铜基复合材料的制备领域,主要用于焊机电极头、电极帽等,具体涉及一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法。
背景技术
点焊广泛用于汽车、仪表和航空制造等行业,因服役时常承受高温和高压作用,铜合金电极易失效而降低生产效率和影响焊点质量。随着现代生产中自动焊接和焊接机器人的广泛使用,迫切需要开发兼具优良导电性和机械性能的电极材料。解决铜合金性能不足的有效途径之一是制备超细陶瓷颗粒增强Cu基复合材料。现有研究表明,纳米Al2O3颗粒增强Cu基复合材料具有良好的机械性能,但Al2O3陶瓷几乎是绝缘的(电阻系数:1020×10
目前,ZrC陶瓷增强铜基复合材料的主要制备方法包括:(1)热压烧结法,即高温高压条件下长时间烧结Cu粉和ZrC粉的混合物(M.López,J.A.Jiménez,D.Corredor.Precipitation strengthened high strength-conductivity copperalloys containing ZrC ceramics.Composites Part A:Applied Science andManufacturing.2007,38:272-279)。(2)气氛烧结法,即在保护气氛中烧结冷压成型后的ZrC、Cu等混合粉末压坯,然后再经挤压、轧制等工序制备复合材料(中国发明专利申请201610437097.1,低压电器用碳化锆铜基触头材料及其加工方法)。(3)自蔓延高温合成法,即通过外部热源,引燃混合粉末压制块一端的放热反应,并利用高化学反应热的自加热与自传导作用合成ZrC/Cu的方法(Zhang M.X,Huang B,Hu Q.D et al.Study of formationbehavior of ZrC in the Cu-Zr-C system during combustionsynthesis.International Journal of Refractory Metals and Hard Materials.2012,31:230-235)。上述方法或存在能耗大、生产成本高且效率低,或存在材料导电性差,或存在材料孔隙率太高等问题。因此,需寻求更适宜于ZrC/Cu复合材料制备方法。
本发明提出一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法,该方法操作简单、便于控制、产物硬度高、孔隙率低。
发明内容
鉴于现有技术中存在上述技术问题,本发明提供一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法,可在保持铜优良导电性的前提下提高其机械性能,同时有效解决了超细碳化锆粉末价格昂贵的问题,该方法还具有设备简单、操作简易、生产效率高、ZrC颗粒细小、分布均匀等优点。
本发明提供一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法,包含以下步骤:
步骤一、以Cu粉、Zr粉和石墨粉为原料,制备含Cu的超细ZrC产物;
步骤二、将膨胀疏松的含Cu的超细ZrC产物研磨成粉体;
步骤三、将含Cu的超细ZrC粉体与铜箔放入手套箱中,接着在惰性气体环境中用铜箔密封含Cu的ZrC粉体;
步骤四、将无氧铜块与铜箔密封的含Cu的超细ZrC粉体放入真空熔炼炉中,其中,铜箔密封的含Cu的超细ZrC粉体放在无氧铜块下面;待抽取真空后,将熔炼炉加热至1200~1250℃,使无氧铜块熔化并覆盖在含Cu的超细ZrC粉体的表面,接着保温5~10min、并施加磁搅拌使ZrC颗粒均匀分布于Cu液内,最后浇铸到金属模具中得到超细ZrC颗粒弥散强化Cu基复合材料。
上述步骤一的具体制备过程包含以下步骤:
步骤(1)、以Cu粉、Zr粉和石墨粉为原料,其中,Cu粉的添加量为40wt.%,Zr粉与C粉摩尔比值为1;
步骤(2)、将称量好的Cu粉、Zr粉、C粉,在惰性气体环境中用滚筒式球磨机混合10~14小时,得到Cu-Zr-C混合粉末;
步骤(3)、将Cu-Zr-C混合粉末装入合金钢模具中,然后用液压机压制成相对致密度为65±5%的粉末压坯;
步骤(4)、将Cu-Zr-C粉末压坯放入自蔓延高温合成设备(手套箱)内,布置为惰性气体环境;
步骤(5)、通过钨电极产生的电弧快速引燃压坯一端的自蔓延高温合成反应,之后立即熄灭电弧,待燃烧波将自发蔓延至整个压坯,即可得到膨胀疏松的含Cu的超细ZrC产物。
所述Cu粉,其纯度>99%,平均粒径~0.5μm。
所述Zr粉,其纯度>98%,粒径~45μm。
所述石墨粉,其纯度>99%,粒径~100nm。
所述无氧铜块,其纯度>99.97%,氧含量<0.003%,杂质总含量不大于0.03%
所述球磨机的磨球为ZrO2磨球,ZrO2磨球的直径为8mm,磨球与粉末的重量比为10:1,球磨机的转速为50~70转/分钟。
所述Ar气,其纯度为99.999%。
所述金属模具为合金钢模具。
所述的磁搅拌,其电流为20~30A。
制备的超细ZrC颗粒弥散强化Cu基复合材料中,ZrC颗粒的尺寸100nm~0.5μm,含量为0.1wt.%~1.0wt.%,其余为Cu。
上述步骤(1)中,Cu-Zr-C混合粉末中Cu含量约为40wt.%,Zr粉和C粉的摩尔比值为1;Cu含量过低时,会合成大尺寸(几微米)的ZrC颗粒,Cu含量过高或Zr与C的摩尔比不为1时,则反应不完全,产物中残留未反应的C和副产物Cu-Zr化合物。
上述步骤(2)中,在惰性气体环境中把粉末与磨球装入球磨罐中,以防止机械球磨过程中Zr等粉末的氧化.
上述步骤(3)中,冷压成型的Cu-Zr-C混合粉末压坯相对致密度约为65%,过低则燃烧波难以自发蔓延从而导致不反应或反应不完全,过高则可能会因燃烧温度高从而合成微米级的ZrC颗粒。
上述步骤(4)中,惰性气体环境的布置过程为:先将自蔓延高温合成设备真空抽至5~10Pa;接着充入Ar气至0.06~0.08MPa,反复抽气、充气三次;最后对自蔓延高温合成设备充入Ar气至常压,从而排除设备内的空气、防止自蔓延高温合成过程中Zr的氧化。
上述步骤(5)中,通过钨电极产生的电弧快速加热石墨片,利用石墨片的高温加热放置于石墨上、粉末压坯下表面,从而引燃压坯一端的自蔓延高温合成反应。
上述步骤二中,需要将蓬松态含Cu的ZrC颗粒研磨成粉体,以利于后续熔炼过程中ZrC颗粒在铜液内的搅拌分散。
上述步骤三中,将含Cu的超细ZrC粉体与铜箔放入手套箱内中,抽取真空至5~10Pa后充入氩气至常压,接着用铜箔密封含Cu的ZrC粉体,从而避免超细ZrC粉体表面吸附空气中的氧、水等现象。另一方面,防止在后续熔炼过程中、抽真空阶段,粉末被吸走。
上述步骤四中,铜箔密封的含Cu的超细ZrC粉体放在无氧铜块下面,防止铜熔化之后、搅拌之前ZrC颗粒漂浮于铜液表面并聚集;熔炼的温度为1200~1250℃,温度过低则铜液的流动性较差,搅拌作用有限,温度过高则在浇铸到模具中之后的长时间冷却过程中,ZrC颗粒因比重小发生偏聚现象;施加的磁搅拌电流为20-30A,时间为5-10min,以保证超细ZrC在铜中的弥散分布。
本发明中,Cu粉添加剂对含Cu的超细ZrC粉体的制备至关重要。第一,加热过程中,Cu与Zr在600~660℃之间就能通过固态扩散反应形成Cu10Zr7等化合物,随温度的升高,Cu10Zr7在895℃熔化为Cu-Zr液相,液相为ZrC的形成提供了捷径,当Zr粉与石墨粉溶入Cu-Zr液相中,Zr与C原子通过快速移动结合成稳定的ZrC陶瓷颗粒,从而促进ZrC的完全合成。第二,当ZrC从液体中形成之后,Cu液会增大ZrC颗粒之间的距离,从而遏制ZrC颗粒的接触与长大。第三,Cu具有良好的导热系数,可增大冷却过程中反应产物的冷却速率,减少产物在高温的停留时间,阻止ZrC的长大。第四,Cu起到稀释剂作用,Zr-C混合粉末中Cu粉的添加,必然减少单位体积内Zr和C的数量,降低ZrC形成释放的热量,进而降低反应的温度、抑制ZrC的长大。
本发明中,熔炼温度(1200~1250℃)与在此温度下的磁搅拌(5~10min)对复合材料中ZrC保持超细状态及其均匀分布至关重要。熔炼温度过低、磁搅拌时间过短,则会降低磁搅拌效果,从而导致复合材料中ZrC颗粒的团聚;温度过高、磁搅拌时间过长,复合材料中的ZrC颗粒会长大,并在随后静置冷却过程中出现偏聚现象。
本发明为点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备开辟了一条新思路,与现有技术相比,本发明具有以下有益效果:(1)利用Cu-Zr-C混合粉末自蔓延高温合成含Cu的超细ZrC粉体,其价格低于商业超细ZrC粉末,能降低ZrC/Cu复合材料制备成本;(2)含Cu的超细ZrC粉体可直接用于铜基复合材料的制备,省去对ZrC的提取工序;(3)ZrC/Cu复合材料的制备工艺简单,且ZrC颗粒尺寸小、分布均匀;(4)除弥散强化效果外,ZrC/Cu复合材料中超细ZrC颗粒可通过异质形核作用,促进铜基体的细化,实现细晶强化,提高铜的机械性能。
附图说明
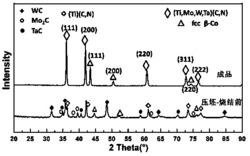
图1为本发明实施例3中含Cu的超细ZrC粉体的XRD检测结果;
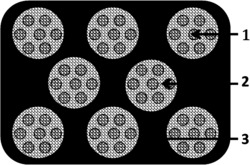
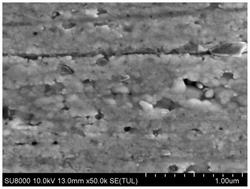
图2为本发明实施例3中超细ZrC颗粒弥散强化铜基复合材料腐蚀后的形貌。
具体实施方式
为了更容易理解本发明的技术手段、工作流程与功效,下面结合具体实施案例,进一步阐述。
实施例1
一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法为:
1、称料:将粒径~0.5μm的Cu粉、粒径~45μm的Zr、粒径~100nm的石墨粉末按摩尔比1.1:1:1称取原材料,所用原材料均为商业粉末。
2、混料:将称量好的Cu粉、Zr粉、C粉,以及磨球、球磨罐放入真空手套箱中,待抽真空至5~10Pa后充入氩气至常压,在惰性气体环境中把磨球与粉末装入球磨罐中,然后将密封的球磨罐放入滚筒式球磨机中混合10小时,其中,磨球为ZrO2磨球,磨球与粉末的重量比为10:1,球磨机的转速为70转/分钟;
3、成型:将Cu-Zr-C混合粉末放入钢模具中,然后用液压机冷压成相对密度为65±5%的压坯。
4、装料:将Cu-Zr-C粉末压坯放入自蔓延高温合成设备内,在抽取真空至5~10Pa后,接着充入Ar气至0.06~0.08MPa,反复抽气、充气三次。
5、引燃:对自蔓延高温合成设备充入Ar气至常压,通过设备内、亚弧焊机的钨电极产生电弧,利用高温电弧快速加热石墨片,当热量从石墨片传送至其上的粉末压坯,粉末压坯底部温度迅速升高,一旦底部被引燃,立即熄灭电弧,燃烧波向上自发蔓延直到整个压坯反应结束,冷却到室温,即可得到膨胀疏松的含Cu的超细ZrC产物。
6、研磨:将膨胀疏松的含Cu的超细ZrC产物研磨成粉体。
7、密封:将含Cu的超细ZrC粉体与铜箔放入手套箱中,抽取真空至5~10Pa后充入氩气至常压,接着用铜箔密封含Cu的ZrC粉体。
8、熔炼:将无氧铜块与铜箔密封的含Cu的超细ZrC粉体按重量比599:1放入真空熔炼炉中,其中,铜箔密封的含Cu的超细ZrC粉体放在无氧铜块下面;用机械泵将熔炼炉抽取真空至约5Pa后,然后将熔炼炉加热至1200~1250℃,使无氧铜块熔化并覆盖于含Cu的超细ZrC粉体的表面;接着保温5min并开启磁搅拌器,施加20A的搅拌电流,使ZrC粉体与铜液共同旋转5min;关闭加热电源、磁搅拌电源,将液体浇铸到金属模具中,待冷却至室温即可得到ZrC含量为0.1wt.%的超细ZrC/Cu复合材料。该复合材料的抗拉强度为268MPa,导电率为98%IACS。
实施例2
一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法,除下述外,其余与实施例1相同。
本实施例中:
(1)球磨机的转速为50转/分钟;施加30A的磁搅拌电流;
(2)无氧铜块与含Cu的超细ZrC粉体按重量比299:1放入真空熔炼炉中;
(3)得到ZrC含量为0.2wt.%的超细ZrC/Cu复合材料。该复合材料抗拉强度为302MPa,导电率为96%IACS。
实施例3
一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法,除下述外,其余与实施例1相同。
本实施例中:
(1)球磨机的转速为60转/分钟;无氧铜块与含Cu的超细ZrC粉体按重量比59:1放入真空熔炼炉中;
(2)磁搅拌时间为10min,磁搅拌电流为30A;
(3)得到ZrC含量为1.0wt.%的超细ZrC/Cu复合材料。该复合材料的抗拉强度为414MPa,导电率为90%IACS。
图1为含Cu的超细ZrC粉体的XRD检测结果。从图1可以看出,含Cu的超细ZrC粉体中仅由ZrC和Cu两相组成,未检查出氧化锆、未反应的Zr或C,说明Zr和C完成转化为了ZrC。
图2为超细ZrC颗粒弥散强化铜基复合材料腐蚀后的形貌。由图可知,超细ZrC颗粒均匀分布于Cu基体中,且ZrC颗粒的尺寸为100nm~0.5μm。
一种点焊电极用超细碳化锆颗粒弥散强化铜基复合材料的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0