







专利摘要
本发明一种半自动猪脚砍剁机,属农副产品加工机械领域,采用在同一根主轴(7)上设置三个相互搓开排列的偏心轮(5)和一个缺口轮(6)、电磁离合器(3)固定在上机架(16)上方,下方设置有与其对应精密配置的三把压榨刀(9)和一个压件(10),在三把压榨刀(9)和一个压件(10)下方,设置有对应并承载三把压榨刀(9)的压榨力和一个压件(10)按压力的转盘(14)构成砍剁结构,并在转盘(14)旁边设置有与电磁离合器(3)构成控制结构的拉子组件联动开关(15),实现主轴(7)每旋转一转一次性将猪脚砍为四段的机械代替人工的半自动砍剁猪脚作业,克服了传统的人工砍猪脚存在劳动强度大、速度慢、功效低的缺陷。
权利要求
1.一种半自动猪脚砍剁机,主要包括构成砍剁机构(8)的偏心轮(5)、缺口轮(6)、主轴(7)、压榨刀(9)、压件(10)和构成手动机构转盘组合件(12)及控制机构的转盘(14)、拉子组件联动开关(15)、电磁离合器(3),以及涡轮减速器(21)、电动机(22)、机架(1),其特征在于:偏心轮(5)分别设置有三个偏心轮,三个偏心轮(5)分别错开与一个缺口轮(6)、电磁离合器(3)同时套置固定在主轴(7)上并由主轴(7)上的轴承座(4)固定在上机架(16)上方,三个偏心轮(5)和一个缺口轮(6)下方,分别设置有固定在上机架(16)内后壁竖板(11)上与各偏心轮(5)、缺口轮(6)相对应密切配合的三把压榨刀(9)和一个压件(10),在三把压榨刀(9)和一个压件(10)的下方,下机架(18)的前向台面板(17)和后向台面板(29)上方,设置有对应并承载三把压榨刀(9)的压榨力和一个压件(10)压力的转盘(14),转盘(14)内设置有木墩(13),旁边设置有拉子组件联动开关(15),下机架(18)内设置有电动机(22)和涡轮减速器(21);由涡轮减速器(21)与主轴(7)链条(20)链接构成减速结构,偏心轮(5)与压榨刀(9)、缺口轮(6)与压件(10)构成压榨式砍剁结构,转盘(14)与木墩(13)构成砍剁板,并由转盘(14)和拉子组件联动开关(15)与电磁离合器(3)电连接构成控制结构;通过电动机(22)的旋转和不断地往转盘(14)的木墩(13)上摆放猪脚,主轴(7)每旋转一转一次性将猪脚砍为四段,如此周而复始,实现方便快捷高效的半自动机械砍剁猪脚作业。
2.按权利要求1所述的一种半自动猪脚砍剁机,其特征在于:压榨刀(9),由压榨轴(36)、顶力弹簧(37)、轴套件(40)和砍剁刀(41)组成,压榨轴(36)包含压榨轴头(45)和压榨轴杆(46),在压榨轴杆(46)的中段,加工有定位长槽(38),底部轴中心加工有刀轴孔(47)和内螺牙孔(39),由压榨轴杆(46)套入轴套件(40)的轴套内孔(64)内并由定位螺丝(42)锁定,并在轴套件(40)上方与压榨轴头(45)下方,套置有顶力弹簧(37)和压榨轴杆(46)底部的刀轴孔(47)内,套置并由锥紧螺丝(44)紧固的、由刀轴(43)和刀板(48)构成的砍剁刀(41),构成压榨刀(9)的整体。
3.按权利要求1所述的一种半自动猪脚砍剁机,其特征在于:压件(10),由压套(49)、顶力弹簧(37)、轴套件(40)、卡簧(51)、压轴(52)和压力弹簧(54)组成,压套(49)包含压套管(57)和顶部加工成两边斜面的人字形压套头(56),在压套管(57)管内精加工有套置压轴(52)的压套管内孔(59),中段加工有定位长槽孔(50)、底部加工有卡簧槽(58),压轴(52)由压轴杆(60)和底部设置有带压叉(55)的压轴座(53)组成,压轴(52)上部,加工有与压套(49)的定位长槽孔(50)相对应的定位长槽(38),由压轴(52)下端的压轴座(53)上方套置压力弹簧(54)、压力弹簧(54)上方的压轴套入压套(49)内、压套(49)套入轴套件(40)的轴套内孔(64)内且下端卡置卡簧(51)上端至人字形压套头(56)之间套置顶力弹簧(37),并由定位螺丝(42)锁定形成压件(10)的整体。
4.按权利要求2或3所述的一种半自动猪脚砍剁机,其特征在于:轴套件(40)和定位螺丝(42),轴套件(40)由轴套(65)、腰铁(63)和底座(61)构成整体,轴套(65)圆中心和正面,精加工有与压榨轴杆(46)精密配置的轴套内孔(64)和装置定位螺丝(42)的内螺牙孔(39),底座(61)两端,加工有与后壁竖板(11)螺丝固定的螺丝孔(62),定位螺丝(42)由普通全螺牙螺丝的螺牙端,加工有与其配置的定位长槽(38)相吻合的定位轴(66)。
5.按权利要求1所述的一种半自动猪脚砍剁机,其特征在于:偏心轮(5)和缺口轮(6),分别由椭圆形铁饼(68)、圆铁饼(71)和各自的延伸套(67)组成,其中:偏心轮(5)的延伸套(67),位于偏离椭圆形铁饼(68)中心点的一边,缺口轮(6)的延伸套(67),位于圆铁饼(71)的圆中心,各延伸套(67)的正面圆中心和一侧面,分别加工有与主轴(7)精密套置的轴套内孔(64)和锥紧螺丝(44)的内螺牙孔(39),偏心轮(5)的椭圆形铁饼(68)的一个最高点,形成压榨刀(9)顶置的压榨点(69),缺口轮(6)的圆铁饼(71)占圆周的1/4圆周加工有缺口(70),其余的3/4圆周弧度线(72)线段,形成压件(10)的顶置按压段;缺口轮(6)和三个偏心轮(5)在主轴(7)的排列中,以缺口轮(6)的缺口(70)为0°基准,三个偏心轮(5)的压榨点(69),分别以90°、180°和270°的角度搓开排列,实现主轴(7)每旋转一周,三把压榨刀(9)相继完成砍剁和压件(10)在砍剁过程中始终保持按压作业。
6.按权利要求1所述的一种半自动猪脚砍剁机,其特征在于:转盘组合件(12),由转盘(14)、中心轴(19)、圆托垫(28)、前向台面板(17)、后向台面板(29)和拉子组件联动开关(15)组成,中心轴(19)由电焊直接垂直固定在前向台面板(17)的相应位置,转盘(14)包含由转盘包圈(73)和底板(78)构成的转盘托(79),转盘托(79)内设置有为剁板的木墩(13)并由自攻螺丝(75)固定,木墩(13)圆中心加工有与底板(78)穿透的转盘中心孔(77),转盘包圈(73)圈外边缘,分别按上下层各自等分的圆弧处,设置有手动转盘(14)的手柄(27)和加工有喇叭槽缺口(32),由转盘中心孔(77)并配置圆托垫(28)套入中心轴(19),在木墩(13)表面的相应位置,设置有与喇叭槽缺口(32)相同数量的、设定猪脚摆放位置的定位钉(76),并在前向台面板(17)一边与喇叭槽缺口(32)相应位置,设置有与喇叭槽缺口(32)密切配置的拉子组件联动开关(15)。
7.按权利要求1或6所述的一种半自动猪脚砍剁机,其特征在于:拉子组件联动开关(15),由拉子组件(34)和联动开关(35)组成,拉子组件(34),由拉子件套84和该拉子件套的件套内孔(89)内设置的顶力弹簧(37)、弹簧座(81)、后盖(83)、调压螺丝(82)及前端装置有推杆(74)的定位撞针(80)组成;定位撞针(80)包含撞针杆(86)、撞针头(33)和弹簧内套座(87),撞针头(33)加工成与转盘包圈(73)中喇叭槽缺口(32)相吻合的顶端一字型两边人字形形状,在撞针杆(86)的一面,加工有装置推杆(74)的内螺牙孔(39);拉子件套(84)后端,设置有中心带凸块(90)并加工有内螺牙孔(39)的后盖(83),前端加工有穿出推杆(74)并可随定位撞针进出滑动而滑动的定位长槽孔(50),并在拉子件套(84)两端底部,设置有与前向台面板(17)螺丝固定的件套脚(88)及其螺丝孔(62);联动开关(35)为两个常闭触点(85)与推杆(74)相配置组成。
8.按权利要求1所述的一种半自动猪脚砍剁机,其特征在于:涡轮减速器(21),按主轴(7)以20-40转/分钟的转速,选择涡轮减速器的减速比,实现3-6秒钟完成一个猪脚的砍剁。
说明书
技术领域
本发明为一种猪脚砍剁机,尤其是一种半自动猪脚砍剁机,属农副产品加工机械领域。
背景技术
猪脚好吃,罐头猪脚更好吃,可是,在加工猪脚的过程中,用于猪脚的骨头很硬,砍剁起来确实不容易,虽然这对于家庭用户或卖猪肉商户来说由于量不大而无关紧要,但是,对于专业的猪脚加工用户,就大不然了。在猪脚罐头厂,工人要靠手持2-3斤重的砍刀将整个猪脚砍成小块,采用人工砍剁猪脚,不但速度慢、功效低,而且是个繁重的体力劳动,不适应现时代的发展趋势。
发明内容
本发明针对砍剁猪脚,为克服传统的人工砍猪脚存在劳动强度大、速度慢、功效低的缺陷,发明出一种采用机械代替人工砍剁猪脚的半自动猪脚砍剁机,其技术方案是:一种半自动猪脚砍剁机,主要包括构成砍剁机构的电磁离合器、偏心轮、缺口轮、主轴、压榨刀、压件、涡流减速器、电动机和构成手动转盘及控制机构的木墩、转盘、拉子组件联动开关及机架,其特征在于:机架分为上机架和下机架,上机架上方设置有主轴,上机架内设置有后壁竖板,后壁竖板上装置有三把压榨刀和一个压件,下机架上方设置有前向台面板和后向台面板,前向台面板和后向台面板上方,设置有应对并承载三把压榨刀的压榨力和一个压件压力的转盘的木墩13为剁板,下机架内,设置有电动机、涡轮减速器及其装机板、横梁和三角皮带轮、三角皮带、链轮、链条,主轴两端分别设置有包含轴承的轴承座,主轴一端轴承座外设置有电磁离合器和链轮,两轴承座中间,分别设置有与后壁竖板上的三把压榨刀和一个压件密切配合的三个偏心轮和一个缺口轮,并由两端轴承座由螺丝、螺母固定在上机架的上方,并在转盘的一边设置有控制主轴旋转的电磁离合器的拉子组件及联动开关;由电动机与涡轮减速器的三角皮带轮三角皮带传动、涡轮减速器与主轴上的链轮链条链接,构成压件以主轴每转四分之三的时间压紧猪脚和每把压榨刀分别以主轴每转四分之一的时间砍剁猪脚的压榨结构,通过电动机的旋转和不断地往转盘的木墩上摆放猪脚,并通过主轴每旋转一转,一次性将猪脚砍为四段后,手动转动转盘,拉子组件联动开关自动控制主轴停止转动后进入下一轮猪脚的砍剁,如此周而复始,实现方便快捷高效的机械半自动砍剁猪脚作业;
压榨刀,由压榨轴、顶力弹簧、轴套件和砍剁刀组成,压榨轴包含压榨轴头和与轴套件的轴套内孔精密配置的压榨轴杆,在压榨轴杆的中段,加工有与定位螺丝定位可上下滑动的定位长槽,压榨轴杆的底部轴中心,加工有装置并紧固砍剁刀的刀轴孔和锥紧螺丝的内螺牙孔,由压榨轴杆套置在该轴套内孔内并由定位螺丝锁定,并在压榨轴杆的轴套件上方与压榨轴头下方,套置有顶力弹簧和压榨轴杆底部的刀轴孔内,套置并由锥紧螺丝紧固的、由刀轴和刀板构成的砍剁刀,构成压榨刀的整体结构,并由螺丝、螺母固定设置在后壁竖板及偏心轮下方,构成压榨式砍剁的压榨机构;
压件,由压套、顶力弹簧、轴套件、压轴和压力弹簧组成,压套包含压套管和人字形压套头,压套管管内精加工有套置压轴的压套管内孔,顶部设置有两边斜面的人字形压套头、中段加工有定位长槽孔、底部设置有卡置外卡簧的卡簧槽;压轴外表精加工有与压套管内孔精密套置的压轴杆,底部设置有带压叉的压轴座,上部加工有与压套的定位长槽孔相对应的定位长槽,由压轴下端的压轴座上方套置压力弹簧、压力弹簧上方套置压套、压套上方至人字形压套头之间套置顶力弹簧,并由定位螺丝锁定形成压件的整体;
轴套件和定位螺丝,轴套件由轴套、腰铁和底座构成整体,轴套圆中心和正面,精加工有与压榨轴杆精密配置的轴套内孔和装置定位螺丝的内螺牙孔,底座两端,加工有与后壁竖板螺丝固定的螺丝孔,定位螺丝由普通全螺牙螺丝的螺牙端,加工有与其配置的定位长槽相吻合的定位轴;
偏心轮和缺口轮,分别由椭圆形铁饼、圆铁饼与各自的延伸套组成,偏心轮的延伸套,位于偏离椭圆形铁饼中心点的一边,缺口轮的延伸套,位于圆铁饼的圆中心,各延伸套的正面圆中心和一侧面,分别精加工有与主轴精密套置的轴套内孔和锥紧螺丝固定的内螺牙孔,偏心轮的椭圆形铁饼的一个最高点,形成压榨刀顶置的压榨点,缺口轮的圆铁饼占圆周的1/4圆周加工有缺口,其余的3/4圆周弧度线线段,形成压件的顶置按压段;缺口轮和三个偏心轮在主轴的排列中,以缺口轮的缺口为0°基准,三个偏心轮的压榨点,分别以90°、180°和270°的角度错 开排列,实现主轴每旋转一周,三把压榨刀相继完成砍剁和压件在砍剁过程中始终保持按压作业;
转盘组合件,由转盘、中心轴、圆托垫、前向台面板、后向台面板和设置在转盘旁边的拉子组件联动开关组成,中心轴由电焊直接垂直固定在前向台面板的相应位置,转盘包含由转盘包圈和底板构成的转盘托,转盘托内设置有垂直木纹的圆形木墩为剁板并由自攻螺丝固定,木墩圆中心加工有与底板穿透的转盘中心孔,转盘包圈圈外上下层边缘等分的圆弧处,分别设置有手动转盘转动的手柄和加工有喇叭槽缺口,由转盘中心孔并配置前向台面板与加厚的后向台面板互补成平面的圆托垫套入中心轴,在木墩表面的相应位置,设置有与喇叭槽缺口相同数量的、设定猪脚摆放位置的定位钉,并在前向台面板一边与喇叭槽缺口相应位置,设置有与喇叭槽缺口密切配置、控制主轴转动与停止的砍剁与输送猪脚的拉子组件联动开关;
拉子组件联动开关,由拉子组件和联动开关组成,拉子组件,由拉子件套和该拉子件套的件套内孔内设置的顶力弹簧及顶力弹簧后端的弹簧座、后盖、调压螺丝及前端设置有推杆的定位撞针组成,定位撞针包含撞针杆、撞针头和尾端加工有套置顶力弹簧的弹簧内套座,撞针头加工成与转盘包圈中喇叭槽缺口相吻合的顶端一字型两边人字形形状,在撞针杆的一面,加工有装置推杆的内螺牙孔;拉子件套为后端设置有中心带凸块并加工有装置调压螺丝的内螺牙孔的后盖,前端在装置定位撞针的推杆相应位置,加工有穿出推杆并可随定位撞针进出滑动而滑动的定位长槽孔,并在拉子件套两端底部,设置有与前向台面板螺丝固定的件套脚及其螺丝孔;联动开关为两个常闭触点与推杆相配置组成;通过手搬手柄转动转盘、转盘包圈上的喇叭槽缺口,推动拉子组件上的撞针头来回滑动,实现联动开关上两个触点的开启与闭合,从而实现猪脚的输送与砍剁;
涡轮减速器,根据每个猪脚砍剁所需时间的要求,按主轴以20-40 转/分钟的转速,选择涡轮减速器的减速比,实现3-6秒钟完成一个猪脚的砍剁;
电动机,根据力与速度的比值关系,选择1.1-1.5千瓦、三相四级的小型交流异步电动机。
本发明一种半自动猪脚砍剁机,针对砍剁猪脚,采用包括构成砍剁机构的电磁离合器、偏心轮、缺口轮、主轴、压榨刀、压件、涡流减速器、电动机和构成手动转盘及控制机构的木墩、转盘、拉子组件联动开关及机架的机械结构,实现了利用半自动机械代替人工砍剁猪脚作业,克服了传统的人工砍猪脚存在劳动强度大、速度慢、功效低的缺陷,适应副食品加工领域中猪脚加工行业使用。
附图说明
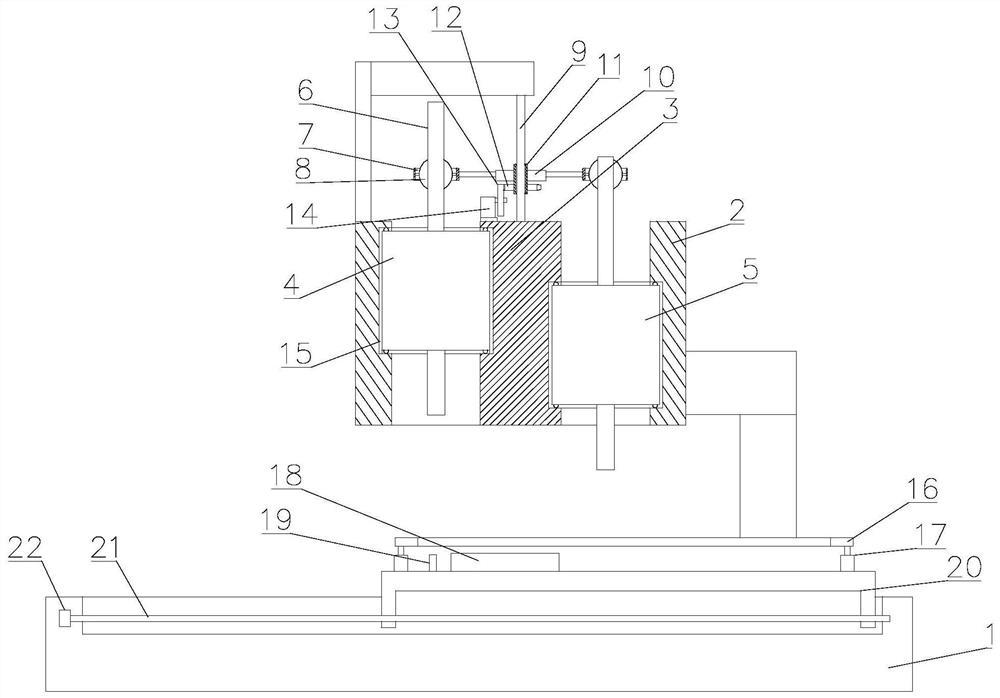
图1为整体结构正面示意图;
图2为整体结构侧面示意图;
图3为整体结构俯视示意图;
图4为压榨刀结构示意图,其中:a为整体结构正面图,b为整体结构侧面图,c为压榨轴结构示意图图,d为砍剁刀结构图;
图5为压件结构示意图,其中:a为整体结构正面图;b为整体结构侧面图;c为压套结构示意图图,c-1为正面图,c-2为侧面图;d 为压轴结构示意图图;
图6为轴套件和定位螺丝结构示意图,其中:a为轴套件结构示意图,a-1为平面图,a-2为俯视图;b为定位螺丝结构示意图;
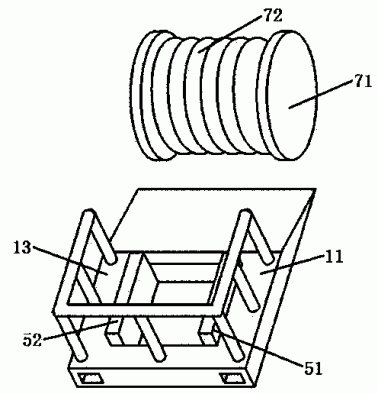
图7为偏心轮和缺口轮结构示意图,其中:a为偏心轮结构示意图,a-1为平面图,a-2为侧面图;b为缺口轮结构示意图,b-1为平面图,b-2为侧面图;
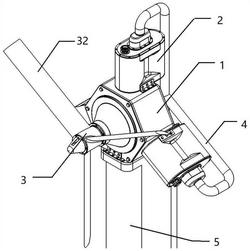
图8为转盘组合件整体结构示意图,其中:a为平面图,b为正面图;
图9为拉子组件联动开关结构示意图,其中:a为整体结构平面图;b为整体结构正面图;c为定位撞针和拉子套件结构示意图,c-1 为定位撞针平面图,c-2为定位撞针侧面图,c-3为拉子件套结构图。附图标号说明:
附图1中:1、为机架,2、为链轮,3、为电磁离合器,4、为轴承座,5、为偏心轮,6、为缺口轮,7、为主轴,8、为砍剁机构,9、为压榨刀,10、为压件,11、为后壁竖板,12、为转盘组合件,13、为木墩,14、为转盘,15、为拉子组件联动开关,16、为上机架,17、为前向台面板,18、为下机架,19、为中心轴,20、为链条,21、为涡轮减速器,22、为电动机,23、为三角皮带轮,24、为三角皮带, 25、为装机板,26、为横梁;
附图2中:27、为手柄,28、为圆托垫,29、为后向台面板,30、为螺母,31、为螺丝;
附图3中:32、为喇叭槽缺口,33、为撞针头,34、为拉子组件, 35、为联动开关;
附图4中:36、为压榨轴,37、为顶力弹簧,38、为定位长槽, 39、为内螺牙孔,40、为轴套件,41、为砍剁刀,42、为定位螺丝,43、为刀轴,44、为锥紧螺丝,45、为压榨轴头,46、为压榨轴杆, 47、为刀轴孔,48、为刀板;
附图5中:49、为压套,50、为定位长槽孔,51、为外卡簧,52、为压轴,53、为压轴座,54、为压力弹簧,55、为压叉,56、为人字形压套头,57、为压套管,58、为卡簧槽,59、为压套管内孔,60、为压轴杆;
附图6中:61、为底座,62、为螺丝孔,63、为腰铁,64、为轴套内孔,65、为轴套,66、为定位轴;
附图7中:67、为延伸套,68、为椭圆形铁饼,69、为压榨点, 70、为缺口,71、为为圆铁饼,72、为圆周弧度线;
附图8中:73、为转盘包圈,74、为推杆,75、为自攻螺丝,76、为定位钉,77、为转盘中心孔,78、为底板,79、为转盘托;
附图9中:80、为定位撞针,81、为弹簧座,82、为调压螺丝, 83、为后盖,84、为拉子件套,85、为触点,86、为撞针杆,87、为弹簧内套座,88、为件套脚,89、为件套内孔,90、为凸块。
具体实施方式
下面结合说明书附图对本发明进一步说明:
一种半自动猪脚砍剁机,按附图1、2、3,主要包括构成砍剁机构8的电磁离合器3、偏心轮5、缺口轮6、主轴7、压榨刀9、压件 10、涡流减速器21、电动机22和构成手动转盘及控制机构12的木墩 13、转盘14、拉子组件联动开关15及机架1,其特征在于:机架1 分为上机架16和下机架18,上机架16上方设置有主轴7,上机架内设置有后壁竖板11,后壁竖板11上装置有三把压榨刀9和一个压件 10,下机架18上方设置有前向台面板17和后向台面板29,前向台面板17和后向台面板29上方,设置有应对并承载三把压榨刀9的压榨力和一个压件10的压力的转盘14及木墩13为剁板,下机架18内设置有电动机22、涡轮减速器21及其装机板25、横梁26和三角皮带轮 23、三角皮带24、链轮2、链条20,主轴7两端分别设置有包含轴承的轴承座4,主轴一端轴承座4外设置有电磁离合器3和链轮2,两轴承座中间,分别设置有与后壁竖板11上的三把压榨刀9和一个压件 10密切配合的三个偏心轮5和一个缺口轮6,并由两端轴承座4由螺丝31、螺母30固定在上机架16的上方,并在转盘14的一边设置有控制主轴7旋转的电磁离合器3的拉子组件34及联动开关35;由电动机22与涡轮减速器21的三角皮带轮23三角皮带24传动、涡轮减速器21与主轴7上的链轮2链条20链接,构成压件10以主轴7每转四分之三的时间压紧猪脚和每把压榨刀9分别以主轴7每转四分之一的时间砍剁猪脚的压榨结构,通过电动机22的旋转和不断地往转盘 14的木墩13上摆放猪脚,并通过主轴7每旋转一转,一次性将猪脚砍为四段后,手动转动转盘14,拉子组件联动开关15自动控制主轴7 停止转动后进入下一轮猪脚的砍剁,如此周而复始,实现方便快捷高效的半自动机械砍猪脚作业;
压榨刀9,按附图4,由压榨轴36、顶力弹簧37、轴套件40和砍剁刀41组成,压榨轴36包含压榨轴头45和与附图6中轴套件40的轴套内孔64精密配置的压榨轴杆46,在压榨轴杆46的中段,加工有与定位螺丝42定位可上下滑动的定位长槽38,压榨轴杆46的底部轴中心,加工有装置并紧固砍剁刀41的刀轴孔47和锥紧螺丝44的内螺牙孔39,由压榨轴杆46套置在轴套内孔64内并由定位螺丝42锁定,并在压榨轴杆46的轴套件40上方与压榨轴头45下方,套置有顶力弹簧37和压榨轴杆46底部的刀轴孔47内,套置并由锥紧螺丝44紧固的、由刀轴43和刀板48构成的砍剁刀41,构成压榨刀9的整体结构,并由螺丝31、螺母30固定设置在附图1、2后壁竖板11及偏心轮5 下方,构成压榨式砍剁的压榨机构;
压件10,按附图5,由压套49、顶力弹簧37、轴套件40、压轴 52和压力弹簧54组成,压套49包含压套管57和人字形压套头56,压套管57管内精加工有套置压轴52的压套管内孔59,顶部设置有两边斜面的人字形压套头56、中段加工有定位长槽孔50、底部设置有卡置外卡簧51的卡簧槽58;压轴52外表精加工有与压套管内孔59精密套置的压轴杆60,底部设置有带压叉55的压轴座53,上部加工有与压套49的定位长槽孔50相对应的定位长槽38,由压轴下端的压轴座53上方套置压力弹簧54、压力弹簧54上方套置压套49、压套49 上方至人字形压套头56之间套置顶力弹簧37,并由定位螺丝42锁定形成压件10的整体;
轴套件40和定位螺丝42,按附图6,轴套件40由轴套65、腰铁 63和底座61构成整体,轴套65圆中心和正面,精加工有与压榨轴杆 46精密配置的轴套内孔64和装置定位螺丝42的内螺牙孔39,底座 61两端,加工有与后壁竖板11螺丝固定的螺丝孔62,定位螺丝42 由普通全螺牙螺丝的螺牙端,加工有与其配置的定位长槽38相吻合的定位轴66;
偏心轮5和缺口轮6,按附图7,分别由椭圆形铁饼68、圆铁饼 71与各自的延伸套67组成,偏心轮5的延伸套67,位于偏离椭圆形铁饼68中心点的一边,缺口轮6的延伸套67,位于圆铁饼71的圆中心,各延伸套67的正面圆中心和一侧面,分别精加工有与主轴7精密套置的轴套内孔64和锥紧螺丝44固定的内螺牙孔39,偏心轮5的椭圆形铁饼68的一个最高点,形成压榨刀9顶置的压榨点69,缺口轮6 的圆铁饼71占圆周的1/4圆周加工有缺口70,其余的3/4圆周弧度线72线段,形成压件10的顶置按压段;缺口轮6和三个偏心轮5在主轴7的排列中,以缺口轮6的缺口70为0°基准,三个偏心轮5的压榨点69,分别以90°、180°和270°的角度错 开排列,实现主轴7 每旋转一周,三把压榨刀9相继完成砍剁和压件10在砍剁过程中始终保持按压作业;
转盘组合件12,按附图8,由转盘14、中心轴19、圆托垫28、前向台面板17、后向台面板29和设置在转盘14旁边的拉子组件联动开关15组成,中心轴19由电焊直接垂直固定在前向台面板17的相应位置,转盘14包含由转盘包圈73和底板78构成的转盘托79,转盘托79内设置有垂直木纹的圆形木墩13为剁板并由自攻螺丝75固定,木墩13圆中心加工有与底板78穿透的转盘中心孔77,转盘包圈73 圈外上下层边缘等分的圆弧处,分别设置有手动转盘14转动的手柄 27和加工有喇叭槽缺口32,由转盘中心孔77并配置前向台面板17 与加厚的后向台面板29互补成平面的圆托垫28套入中心轴19,在木墩13表面的相应位置,设置有与喇叭槽缺口32相同数量的、设定猪脚摆放位置的定位钉76,并在前向台面板17一边与喇叭槽缺口32相应位置,设置有与喇叭槽缺口密切配置、控制主轴7转动与停止的砍剁与输送猪脚的拉子组件联动开关15;
拉子组件联动开关15,按附图9,由拉子组件34和联动开关35 组成,拉子组件34,由拉子件套84和该拉子件套的件套内孔89内设置的顶力弹簧37及顶力弹簧后端的弹簧座81、后盖83、调压螺丝82 及前端设置有推杆74的定位撞针80组成,定位撞针80包含撞针杆86、撞针头33和尾端加工有套置顶力弹簧37的弹簧内套座87,撞针头33加工成与转盘包圈73中喇叭槽缺口32相吻合的顶端一字型两边人字形形状,在撞针杆86的一面,加工有装置推杆74的内螺牙孔39;拉子件套84,为后端设置有中心带凸块90并加工有装置调压螺丝82的内螺牙孔39的后盖83,前端在装置定位撞针86的推杆74相应位置,加工有穿出推杆74并可随定位撞针进出滑动而滑动的定位长槽孔 50,并在拉子件套84两端底部,设置有与前向台面板17螺丝固定的件套脚88及其螺丝孔62;联动开关35为两个常闭触点85与推杆74 相配置组成;通过手搬手柄转动转盘14,转盘包圈73上的喇叭槽缺口32推动拉子组件34上的撞针头33来回滑动,实现联动开关35上两个触点85的开启与闭合,从而实现猪脚的输送与砍剁;
涡轮减速器21,根据每个猪脚砍剁所需时间的要求,按主轴7以 20-40转/分钟的转速,选择涡轮减速器21的减速比,实现3-6秒钟完成一个猪脚的砍剁;
电动机22,根据力与速度的比值关系,选择1.1-1.5千瓦、三相四级的小型交流异步电动机。
本发明一种半自动猪脚砍剁机,采用在同一根主轴7上设置三个相互错开排列的偏心轮5和一个缺口轮6、电磁离合器3固定在上机架16上方,下方设置有与其对应精密配置的三把压榨刀9和一个压件 10,在三把压榨刀9和一个压件10下方,设置有对应并承载三把压榨刀9的压榨力和一个压件10的按压力的转盘14的木墩13为剁板构成砍剁结构,并在转盘14的转盘包圈73边缘,加工有喇叭槽缺口32 和在喇叭槽缺口32旁边,设置有与其密切配置的拉子组件联动开关 15,配合主轴7上的电磁离合器3对主轴7转动的控制和涡轮减速器21的变速的技术方案,通过小型电动机的旋转和涡轮减速器的变速及拉子组件联动开关的控制,实现主轴7以20-40转/分钟的转速,且每旋转一周,三把压榨刀9相继完成砍剁和压件10在砍剁过程中始终保持按压的机械化取代人工的高效砍剁猪脚作业。针对砍剁猪脚,克服了传统的人工砍猪脚存在劳动强度大、速度慢、功效低的缺陷。
本发明采用机械化取代人工的高效砍剁猪脚作业的技术方案,在副食品加工行业的猪脚砍剁领域与现有技术的人工砍剁相比,具有突出的实际性特点和显著进步,在利用机器取代人工作业起到减轻工人劳动强度和提高功效的积极的作用,并且结构简单,原材料普通,加工制造易于实现,具有较高的应用价值,值得推广应用。
一种半自动猪脚砍剁机专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。



动态评分
0.0