








专利摘要
本发明大范围多角度复合材料纤维铺放拼接精度检测装置,应用于航空复合材料构件的加工制造;该装置包括:工业CCD相机与定焦镜头采集待检测丝束铺设区域,两表面反射镜对光路进行弯折,三条均匀高亮条形光源分别针对上下两层丝束带铺设的不同角度,对待检测区域进行照明,通过侧壁板将所有的结构连接为一个整体。本发明装置包含多光源分时照明系统,用来检测上下层丝束带成任意拼接角度情况下的拼接精度,通过两个平行的表面反射镜组成的光路弯折系统,将工作距离延长,扩大了可检测的视场范围,可以用来检测同时铺设16条丝束带的大型铺丝头的拼接精度,而且本发明装置安装简单,使用方便,同时可以校正由安装、制造误差引起的测量视场的偏差。
权利要求
1.大范围多角度复合材料纤维铺放拼接精度检测装置,其特征在于:包括左右对称设置的第一N型安装板(13)和第二N型安装板(4),第一N型安装板(13)和第二N型安装板(4)的顶部通过相机固定盒(2)相连,工业CCD相机(1)安装在相机固定盒(2)的顶部,定焦镜头(3)安装在工业CCD相机(1)上,且其安装方向向下;
第一N型安装板(13)和第二N型安装板(4)的中部安装有两面平行设置的第一面反射镜组件(14)和第二面反射镜组件(5),其中,第一面反射镜组件(14)的左右两侧分别安装在第一N型安装板(13)和第二N型安装板(4)的内壁上,第二面反射镜组件(5)的背面安装在二维水平调节台(6)上,二维水平调节台(6)安装在连接梁(7)上,该连接梁(7)的左右两端分别安装在第一N型安装板(13)和第二N型安装板(4)的内壁上;
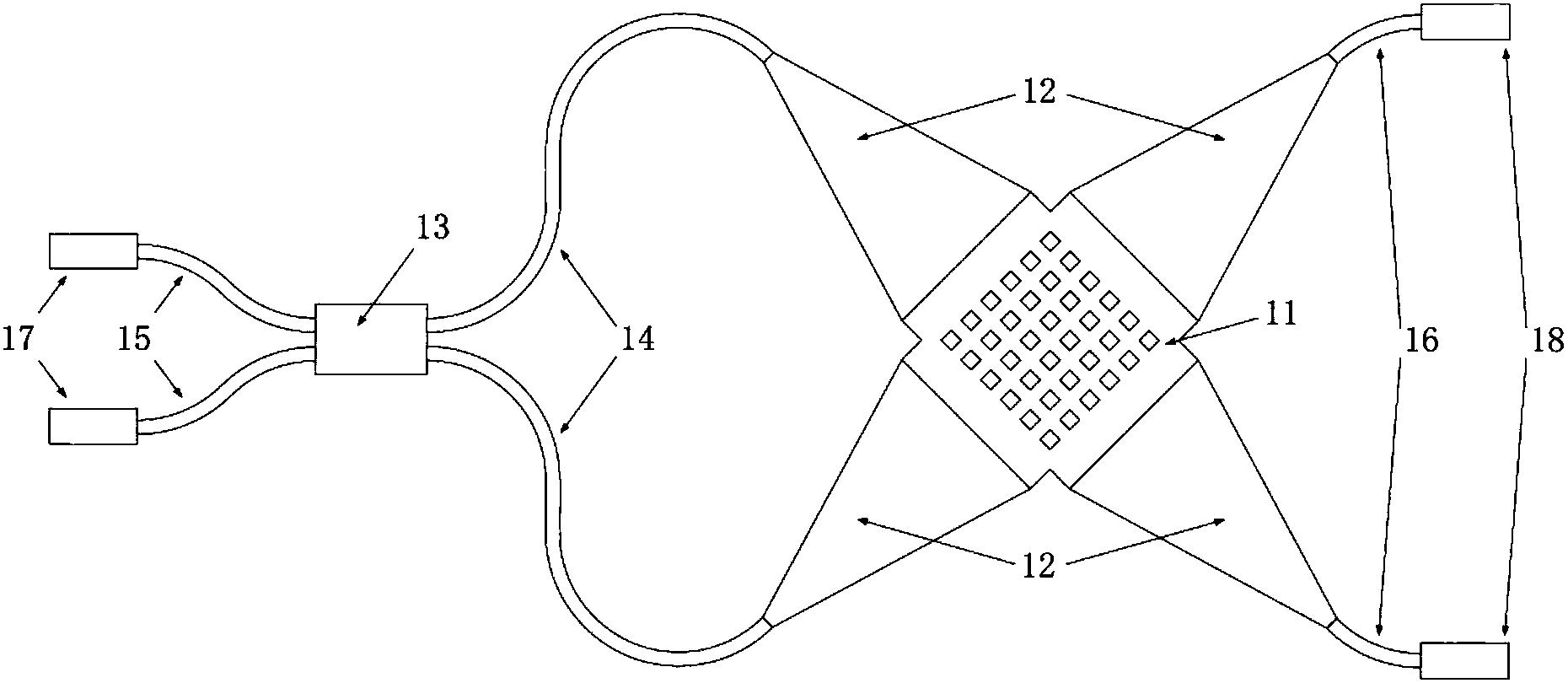
第一N型安装板(13)和第二N型安装板(4)底部分别安装有对称设置的两个左侧面光源垂直固定杆(12)和两个右侧光源垂直固定杆(8);两个左侧面光源垂直固定杆(12)通过一个侧面光源水平固定杆(15)相连,该侧面光源水平固定杆(15)上安装有第一侧面均匀高亮条形光源(11);两个右侧光源垂直固定杆(8)通过一个侧面光源水平固定杆(15)相连,该侧面光源水平固定杆(15)上安装有第二侧面均匀高亮条形光源(10);前侧的左侧面光源垂直固定杆(12)和右侧光源垂直固定杆(8)之间通过斜上侧光源水平固定杆(9)相连,该斜上侧光源水平固定杆(9)上安装有斜上侧均匀高亮条形光源(16)。
2.根据权利要求1所述的大范围多角度复合材料纤维铺放拼接精度检测装置,其特征在于:第一面反射镜组件(14)包括第一面反射镜固定架(141)以及设置在第一面反射镜固定架(141)中心的第一面反射镜(142)。
3.根据权利要求1所述的大范围多角度复合材料纤维铺放拼接精度检测装置,其特征在于:第二面反射镜组件(5)包括第二面反射镜固定架(501)以及设置在第二面反射镜固定架(501)中心的第二面反射镜(502)。
4.根据权利要求1所述的大范围多角度复合材料纤维铺放拼接精度检测装置,其特征在于:第一N型安装板(13)的中部上开设有若干第一安装孔(131),第二N型安装板(4)的中部上开设有若干与第一安装孔(131)相对应的第二安装孔(401),若干第一安装孔(131)和第二安装孔(401)用来与铺丝头设备固定,使其随着铺丝头设备一同运动。
5.根据权利要求1所述的大范围多角度复合材料纤维铺放拼接精度检测装置,其特征在于:第一面反射镜组件(14)与第二面反射镜组件(5)之间的距离为60mm;第一面反射镜组件(14)的设置角度是54±2度;第二面反射镜组件(5)通过二维水平调节台(6)能够调节的角度范围是±3°。
6.根据权利要求1所述的大范围多角度复合材料纤维铺放拼接精度检测装置,其特征在于:第一侧面均匀高亮条形光源(11)和第二侧面均匀高亮条形光源(10)相对设置,且第一侧面均匀高亮条形光源(11)和第二侧面均匀高亮条形光源(10)的设置角度均为向内侧15度倾斜,朝下照明。
7.根据权利要求1所述的大范围多角度复合材料纤维铺放拼接精度检测装置,其特征在于:斜上侧均匀高亮条形光源(16)的设置角度是向内侧45度倾斜,朝下照明。
说明书
技术领域:
本发明属于复合材料纤维丝束铺放的精度检测技术领域,具体涉及一种大范围多角度复合材料纤维铺放拼接精度检测装置。
背景技术:
纤维增强树脂基复合材料与其他材料相比具有强度高、质量轻和耐高温等优点,广泛应用于航空航天领域,例如波音787客机的复合材料使用量高达50%,空客A380的复合材料使用量也达到25%左右。纤维铺放技术是一种自动化程度很高的复合材料制造技术,一般使用铺丝机进行自动铺放。对于大型复合材料构件制造,纤维自动铺放技术具有成本低、生产效率高和易于保证成型质量等优点。
纤维丝束铺放过程中,两次铺放行程之间存在一定的缝隙,在铺丝过程中需要控制这个缝隙足够小,并且均匀,才能保证航空复合材料构件的均匀性和强度指标。但是,在纤维丝束的铺放过程中,由于两次行程之间可能存在误差,或者铺丝机在工作过程中的各种干扰和不稳定因素,例如电机的转速波动、纤维喂料机构波动,都会造成铺放过程拼接精度发生变化,因此需要对拼接精度进行实时监控,以保证铺丝过程的均匀性。
目前,现有的针对纤维复合材料的拼接精度在线检测技术一般都是通过计算机视觉的方法来实现的,通过计算机视觉处理系统可以实现铺丝过程的在线实时监测,如南京航空航天大学申请的专利CN200710024358.8以及CN200710024357.3,就是通过计算机视频处理实现在线精度检测的方法。但是,在该方法中,铺放质量检测装置的采用的是单一光源,在其设置的照明角度下,只能检测上下层纤维丝束带成45°角度左右的情况。但是,对于复杂的纤维复合材料结构,在纤维丝束带实际的铺设过程中,两层纤维丝束带的角度可能是0°-90°之间的任何值,因此,采用单一的照明光源将无法满足实际工业中的测量要求。而且,在这两个专利中镜头与待检测铺放平面距离较近,镜头工作距离较短,因此工业CCD相机的视场范围较小,只能检测3-5条左右的少数丝束带之间的间距,对于同时铺设8条乃至16条丝束带的大型铺丝机结构,无法满足检测要求。
在铺丝头铺放纤维丝束带的过程中,需要实时监测控制丝束带之间的缝隙大小和是否出现丝束带之间的重叠倾轧,而且,在铺放的过程中,由于铺丝机床的结构、工作环境复杂,无法直接通过人工对铺设状况进行现场监控,因此需要开发一种装置,对铺丝机床的实时的铺放拼接精度进行监控,以保证复合材料结构件的质量。
发明内容:
本发明的目的是为了克服上下层的纤维丝束带存在不同角度时检测困难的情况,提供了一种大范围多角度复合材料纤维铺放拼接精度检测装置。
为实现上述目的,本发明采用如下的技术方案予以实现:
大范围多角度复合材料纤维铺放拼接精度检测装置,包括左右对称设置的第一N型安装板和第二N型安装板,第一N型安装板和第二N型安装板的顶部通过相机固定盒相连,工业CCD相机安装在相机固定盒的顶部,定焦镜头安装在工业CCD相机上,且其安装方向向下;
第一N型安装板和第二N型安装板的中部安装有两面平行设置的第一面反射镜组件和第二面反射镜组件,其中,第一面反射镜组件的左右两侧分别安装在第一N型安装板和第二N型安装板的内壁上,第二面反射镜组件的背面安装在二维水平调节台上,二维水平调节台安装在连接梁上,该连接梁的左右两端分别安装在第一N型安装板和第二N型安装板的内壁上;
第一N型安装板和第二N型安装板底部分别安装有对称设置的两个左侧面光源垂直固定杆和两个右侧光源垂直固定杆;两个左侧面光源垂直固定杆通过一个侧面光源水平固定杆相连,该侧面光源水平固定杆上安装有第一侧面均匀高亮条形光源;两个右侧光源垂直固定杆通过一个侧面光源水平固定杆相连,该侧面光源水平固定杆上安装有第二侧面均匀高亮条形光源;前侧的左侧面光源垂直固定杆和右侧光源垂直固定杆之间通过斜上侧光源水平固定杆相连,该斜上侧光源水平固定杆上安装有斜上侧均匀高亮条形光源。
本发明进一步的改进在于:第一面反射镜组件包括第一面反射镜固定架以及设置在第一面反射镜固定架中心的第一面反射镜。
本发明进一步的改进在于:第二面反射镜组件包括第二面反射镜固定架以及设置在第二面反射镜固定架中心的第二面反射镜。
本发明进一步的改进在于:第一N型安装板的中部上开设有若干第一安装孔,第二N型安装板的中部上开设有若干与第一安装孔相对应的第二安装孔,若干第一安装孔和第二安装孔用来与铺丝头设备固定,使其随着铺丝头设备一同运动。
本发明进一步的改进在于:第一面反射镜组件与第二面反射镜组件之间的距离为60mm;第一面反射镜组件的设置角度是54±2度;第二面反射镜组件通过二维水平调节台能够调节的角度范围是±3°。
本发明进一步的改进在于:第一侧面均匀高亮条形光源和第二侧面均匀高亮条形光源相对设置,且第一侧面均匀高亮条形光源和第二侧面均匀高亮条形光源的设置角度均为向内侧15度倾斜,朝下照明。
本发明进一步的改进在于:斜上侧均匀高亮条形光源的设置角度是向内侧45度倾斜,朝下照明。
与现有技术相比,本发明具有如下的有益效果:
1、本发明不仅能够测量上下两层存在较大角度的纤维丝束带的拼接精度,通过不同的光源组合,也能方便快速地检测上下两层纤维丝束带平行或夹角较小的情况下的丝束带拼接精度。同时,为了满足同时检测16条丝束带,增大检测范围,本发明装置中设置有两面反射镜组件,包含两面反射镜,实现了光路的弯折和延长,使镜头具有较大的工作距离,实现了大的铺放范围检测,一次可以检测16条丝束带的铺放宽度。该发明装置只需简单地安装在铺丝头机构上即可实现在线检测功能,而且,该发明装置可以通过调整二维水平调节台,来简单地校正由于安装、制造误差导致的检测工业CCD相机视场范围的变化。
2、本发明装置可以有效地针对上下层纤维丝束带存在不同的角度的情况,实现大范围多角度高精度的纤维丝束拼接精度在线实时检测;具体是:定焦镜头与工业CCD相机相连接用来采集纤维丝束带铺放拼接的图像,镜头与工业CCD相机组合后通过相机固定盒来保证工业CCD相机工作姿态,安装方向向下,并通过工业CCD相机、相机固定盒上的螺钉孔固定在本发明装置结构的N型安装板上。N型安装板分为两块,安装位置在工业CCD相机与镜头的两侧,在N型安装板的中部安装有两面平行的单面反射镜,单面反射镜固定在反射镜固定架中,反射镜固定架由上下两部分组成,第一面反射镜的反射镜固定架直接通过在侧面的六个螺钉孔与两侧N型安装板固定,第二面反射镜的背面安装有调节用的二维水平调节台,用于调节由于安装、制造误差导致的工业CCD相机视场变化,第二面反射镜固定架通过螺钉与二维水平调节台相连结,二维水平调节台通过一根连接梁与两侧N型安装板相连结,在两侧N型安装板下部伸出四根光源垂直固定杆,上面开有螺栓孔,再通过三根水平固定杆来固定三根均匀高亮条形白色光源,一条均匀高亮条形光源在斜上45°照明,另外两条均匀高亮条形光源在侧面以倾斜角15°照明。本发明装置通过六颗螺栓固定在铺丝头的一侧,在丝束铺设过程中,该发明装置会跟随铺丝头一同运动,当上下两层的纤维丝束带夹角在20°-90°的范围内时,控制铺丝头运动路径规划的计算机发出指令,控制斜上侧45°的均匀条形光源开启,两侧的均匀条形光源关闭,被测丝束带表面经过两次单面反射镜的反射,折叠光路,并通过工业CCD相机采集图像,这样的照明条件可以使得采集得到的图像中上层纤维丝束带黑暗而下层纤维丝束带明亮,存在明显的对比,易于计算机识别丝束带的拼接精度;而当上下两层的纤维丝束带夹角在0°-20°的范围内时,控制铺丝头运动路径规划的计算机发出指令,控制斜上侧45°的均匀条形光源关闭,两侧的均匀条形光源开启,被测丝束带表面经过两次单面反射镜的反射,折叠光路,并通过工业CCD相机采集图像,这样的照明条件可以使得采集得到的图像上层纤维丝束带的边界明亮而下层纤维丝束带本身黑暗,存在明显的对比,易于计算机识别丝束带的拼接精度。
综上所述,本发明可以检测上下层纤维丝束带夹角为0°-90°的情况,检测视场范围大,且结构简单,安装方便,通过简单调节即可有效地校正由于安装、制造误差导致的待检测视场范围变化。
附图说明:
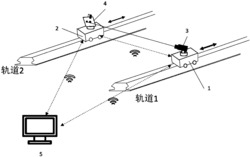
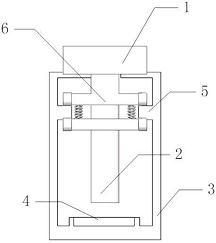
图1是本发明大范围多角度复合材料纤维铺放拼接精度检测装置的轴测图。
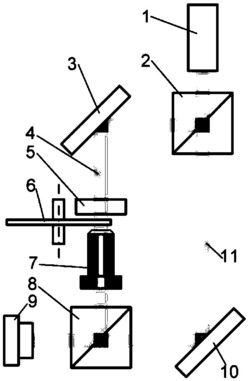
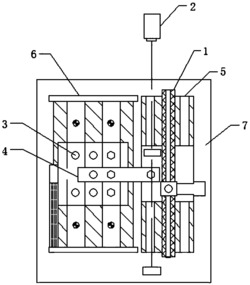
图2是本发明大范围多角度复合材料纤维铺放拼接精度检测装置的主视图。
图3是图2的A-A向剖视图。
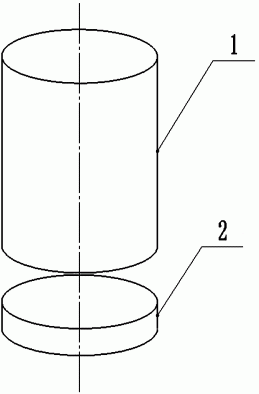
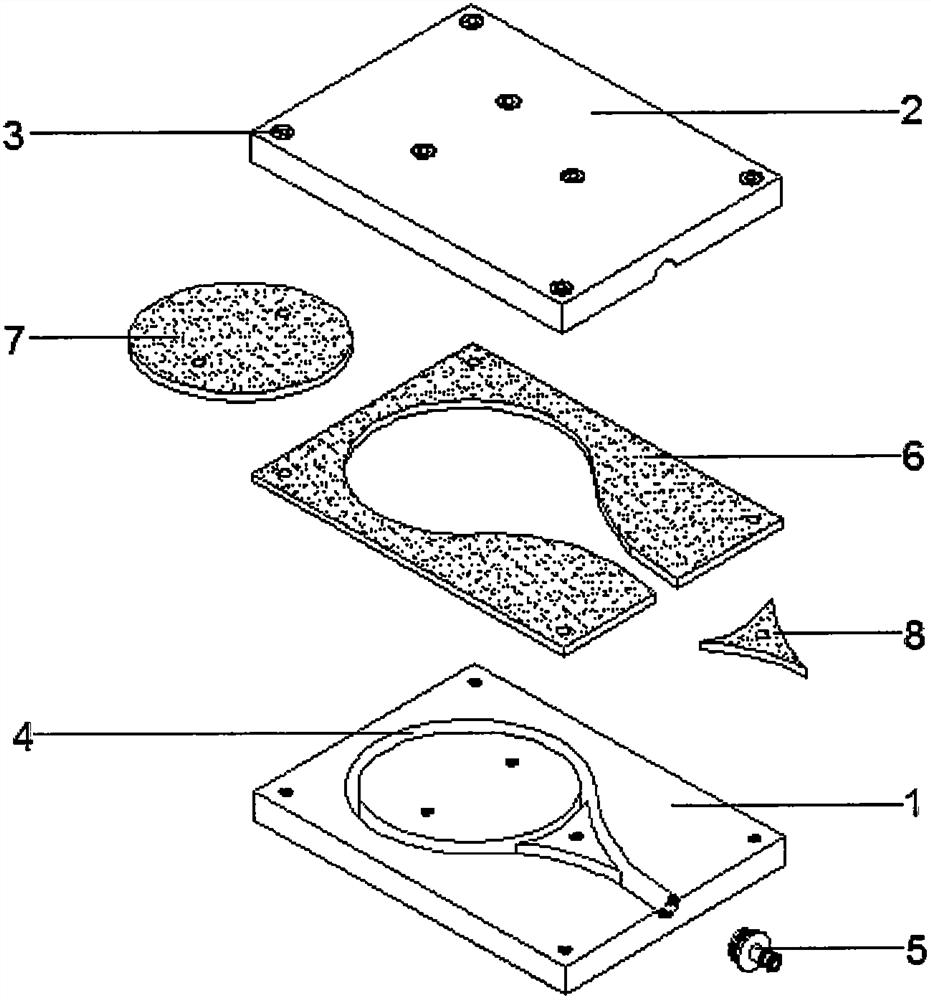
图4是第二面反射镜组件的结构示意图,其中,图4(a)是主视图,图4(b)是俯视图。
图5是第一面反射镜组件的结构示意图,其中,图5(a)是主视图,图5(b)是俯视图。
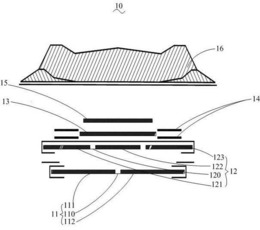
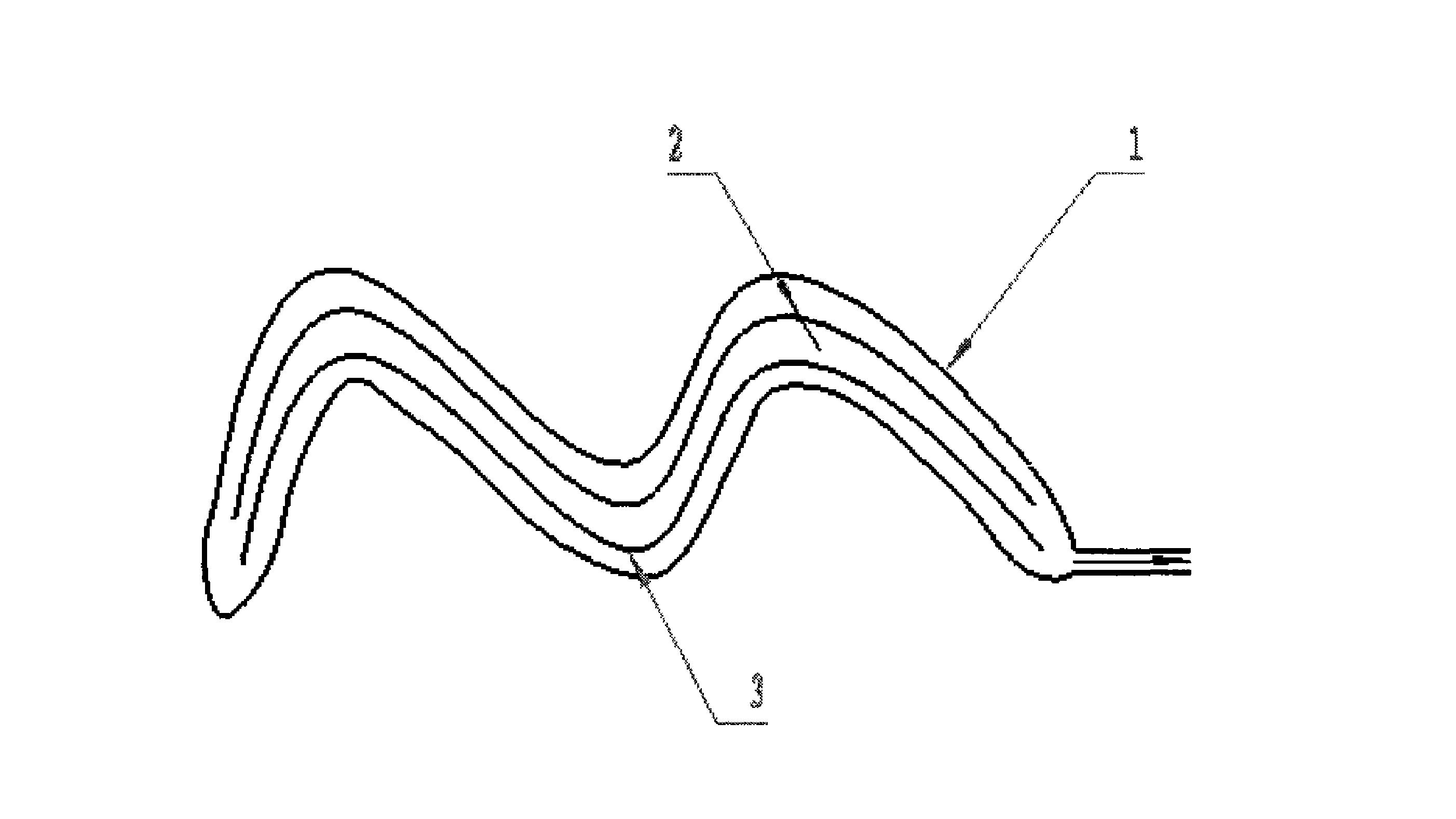
图6是上下层纤维丝束带成90°角度时,开启斜上侧均匀高亮条形光源的实测结果图。
图7是上下层纤维丝束带成0°角度时,开启第一侧面均匀高亮条形光源和第二侧面均匀高亮条形光源的实测结果图。
图中:1、工业CCD相机,2、相机固定盒,3、定焦镜头,4、第二N型安装板,5、第二面反射镜组件,6、二维水平调节台,7、连接梁,8、右侧光源垂直固定杆,9、斜上侧光源水平固定杆,10、第二侧面均匀高亮条形光源,11、第一侧面均匀高亮条形光源,12、左侧面光源垂直固定杆,13、第一N型安装板,14、第一面反射镜组件,15、侧面光源水平固定杆,16、斜上侧均匀高亮条形光源。
具体实施方式:
下面结合附图和实施例对本发明做进一步的详细说明。
参见图1至图5,本发明大范围多角度复合材料纤维铺放拼接精度检测装置,包括左右对称设置的第一N型安装板13和第二N型安装板4,第一N型安装板13和第二N型安装板4的顶部通过相机固定盒2相连,工业CCD相机1安装在相机固定盒2的顶部,定焦镜头3安装在工业CCD相机1上,且其安装方向向下;
第一N型安装板13和第二N型安装板4的中部安装有两面平行设置的第一面反射镜组件14和第二面反射镜组件5,其中,第一面反射镜组件14的左右两侧分别安装在第一N型安装板13和第二N型安装板4的内壁上,第二面反射镜组件5的背面安装在二维水平调节台6上,二维水平调节台6安装在连接梁7上,该连接梁7的左右两端分别安装在第一N型安装板13和第二N型安装板4的内壁上;
第一N型安装板13和第二N型安装板4底部分别安装有对称设置的两个左侧面光源垂直固定杆12和两个右侧光源垂直固定杆8;两个左侧面光源垂直固定杆12通过一个侧面光源水平固定杆15相连,该侧面光源水平固定杆15上安装有第一侧面均匀高亮条形光源11;两个右侧光源垂直固定杆8通过一个侧面光源水平固定杆15相连,该侧面光源水平固定杆15上安装有第二侧面均匀高亮条形光源10;前侧的左侧面光源垂直固定杆12和右侧光源垂直固定杆8之间通过斜上侧光源水平固定杆9相连,该斜上侧光源水平固定杆9上安装有斜上侧均匀高亮条形光源16。
上述第一N型安装板13和第二N型安装板4的折弯处均设置有加强筋。
参见图4,上述第一面反射镜组件14包括第一面反射镜固定架141以及设置在第一面反射镜固定架141中心的第一面反射镜142。参见图5,上述第二面反射镜组件5包括第二面反射镜固定架501以及设置在第二面反射镜固定架501中心的第二面反射镜502。
在本实施例中,工业CCD相机1采用丹麦JAI公司的工业相机,型号为BM-500GE,接口为GiGE千兆以太网口,其分辨率为2456(h)×2058(v),最高帧频能够达到15fps,其分辨率和采样速率均可满足实际工程检测中的要求。定焦镜头3采用日本computar公司的25mm定焦镜头,型号为M2518-MPW2,光圈F1.8-16可调。第一侧面均匀高亮条形光源11、第二侧面均匀高亮条形光源10以及斜上侧均匀高亮条形光源16均采用大恒公司的高亮条形白色光源,共使用两种,分别是型号为TS-2B15030-W,发光面积为150mm×30mm,使用一条,通过不同角度的纤维丝束带反光特性的不同,用来检测当两层铺设角度大于20°的情况;以及型号为TS-2B8030-W,发光面积为80mm×30mm,使用两条,通过两侧倾斜对射,使丝束带边界明亮,用来检测当两层铺设角度小于20°的情况。二维水平调节台6使用上海联谊的手动角度调节台,型号为TRB-2-2,可调角度范围是±3°。
在实际检测过程中,要同时检测16条丝束带之间的拼接精度,将本发明装置用6颗螺栓固定到铺丝头上,通过工业CCD相机采集待检测区域的图像,并辅以数字图像处理的算法,获得每条丝束带之间的实时铺设拼接精度。
为了对本发明进一步的了解,现对其工作过程做一说明。
参见图6和图7,新铺设的复合材料纤维丝束带在第一侧面均匀高亮条形光源11、第二侧面均匀高亮条形光源10和斜上侧均匀高亮条形光源16的下方,丝束带的铺设方向与两侧倾斜照明条形光源相平行,由于下层丝束带的铺设角度是任意的,因此在本发明中安装有三个条形光源组成分时照明系统,通过不同的光源开关的组合,针对不同的上下层丝束带拼接角度分时照明,实现0°-90°全铺放角度情况下的测量;当两层丝束带所成角度大于20°时,斜上侧均匀高亮条形光源16开启,倾斜45°向下照明,第一侧面均匀高亮条形光源11和第二侧面均匀高亮条形光源10关闭;当两层丝束带所成角度小于20°时,斜上侧均匀高亮条形光源16关闭,第一侧面均匀高亮条形光源11和第二侧面均匀高亮条形光源10两光源开启,两侧倾斜15°照明。斜上侧均匀高亮条形光源16要求倾斜45°,且其照明中心位置与工业CCD相机采集图像水平中心线位置重合,第一侧面均匀高亮条形光源11和第二侧面均匀高亮条形光源10要求在检测装置两侧倾斜15°,其安装位置与丝束铺放方向中心线水平距离为177mm,安装位置最低要距离铺设平面23mm,以避免运动中产生干涉。
大范围多角度复合材料纤维铺放拼接精度检测装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0