






专利摘要
本发明涉及3D打印技术领域,特别涉及一种3D打印机热床平衡调节装置及调节方法。所述热床上表面设置有三个以上的定位点,且其中至少三个定位点不在同一直线上;包括,控制3D打印机挤出喷头运动至指定位置的上位机;接收挤出喷头位置信息及热床定位点位置信息,并控制热床定位点上升或下降至指定位置的微控制器;设置在热床定位点处的限位开关;所述限位开关在和所述挤出喷头接近到指定距离以内或完全接触时,向所述微控制器发出定位点位置信息。与现有人工手动调节方法相比,本发明采用微控制的方式,自动完成3D打印机底座热床与挤出喷头运动路径平面之间平衡度的校正。具有速度快,精度高,操作简单的优点。
权利要求
1.一种3D打印机热床平衡调节装置,所述热床上表面设置有三个以上的定位点,且其中至少三个定位点不在同一直线上;其特征在于,包括,
上位机,控制3D打印机挤出喷头运动至指定位置;
微控制器,接收挤出喷头位置信息及热床定位点位置信息,并控制热床定位点上升或下降至指定位置;
限位开关,设置在热床定位点处;所述限位开关在和所述挤出喷头接近到指定距离以内或完全接触时,向所述微控制器发出定位点位置信息。
2.如权利要求1所述的3D打印机热床平衡调节装置,其特征在于,所述限位开关为接触开关;其与热床上表面处于同一平面。
3.如权利要求1所述的3D打印机热床平衡调节装置,其特征在于,所述微处理器与所述挤出喷头的供料步进电机连接,当所述挤出喷头的供料步进电机作出供料动作时,其以脉冲信号的形式向所述微处理器发出挤出喷头位置信息;或,
所述上位机将所述挤出喷头位置信息发送至所述微处理器。
4.如权利要求1所述的3D打印机热床平衡调节装置,其特征在于,所述微控制器包括至少一个接收端口及至少一个控制输出端口;所述接收端口用于接收挤出喷头位置信息和/或热床定位点位置信息;所述控制输出端口用于控制热床定位点上升或下降。
5.如权利要求4所述的3D打印机热床平衡调节装置,其特征在于,所述微处理器包括一个脉冲接收端口、和定位点数量相同的定位点位置信息接收端口以及和定位点数量相同的控制输出端口;
所述脉冲接收端口用于接收挤出喷头发出的脉冲形式的挤出喷头位置信息;
各个定位点位置信息接收端口分别与各个定位点一一对应,并接收对应定位点的定位点位置信息;
各个控制输出端口分别与各个定位点一一对应,并分别控制各个定位点的上升或下降。
6.如权利要求1所述的3D打印机热床平衡调节装置,其特征在于,所述热床定位点位置设置有步进电机及传动装置;所述步进电机接受所述微处理的控制,并通过传动装置带动所述热床定位点上升或下降。
7.如权利要求1所述的3D打印机热床平衡调节装置,其特征在于,所述微处理器接收到挤出喷头位置信息后,根据挤出喷头的位置信息,控制对应位置的热床定位点上升,直至所述限位开关与所述挤出喷头接近到指定距离或完全接触。
8.如权利要求7所述的3D打印机热床平衡调节装置,其特征在于,微处理器接收到定位点位置信息后,停止该定位点上升操作,并控制该定位点下降至指定位置或下降指定距离。
9.一种3D打印机热床平衡调节方法,其特征在于,
上位机控制挤出喷头移动至指定位置;
挤出喷头到达指定位置后,微处理器获取挤出喷头位置信息;
微处理器控制与挤出喷头位置相对应的热床定位点上升,直至设置在定位点的限位开关和所述挤出喷头接近到指定距离以内或完全接触时,所述限位开关向所述微控制器发出定位点位置信息;
微处理器控制该热床定位点下降指定距离。
10.如权利要求9所述的3D打印机热床平衡调节方法,其特征在于,所述挤出喷头先上升指定高度后,再在一平面内移动至指定位置。
说明书
技术领域
本发明涉及3D打印技术领域,特别涉及一种3D打印机热床平衡调节装置及调节方法。
背景技术
3D打印技术越来越受人们的重视,被广泛应用于加工制造、航空航天、医疗修复、教育科研等领域。目前的3D打印驱动电机采用细分驱动的方式大大提高了打印的分辨率,步进电机的步进角已不再是影响3D打印产品精度的主要因素,目前真正制约3D打印精度的是3D打印设备自身组成框架的机械基本偏差,由于3D打印机多采用拼接结构,即使经过精确校准的3D打印设备在运行一段时间后,机械结构都会出现不同程度的偏差,尤其是3D打印机底座热床与挤出喷头运动路径平面之间平衡度的偏差,会严重影响3D打印的精度。
目前常用的解决办法是每次打印之前都要对3D打印机热床与挤出喷头运动路径平面的机械偏差进行人工校正,如,现有的校正方法是通过3D打印上位机控制软件,控制打印喷头分别运行至底座热床(以热床表面为矩形为例)表面的四个角上方,四个角分别选取一个定位点,每到一个角的定位点,通过人工调节此处羊角螺母的方式来完成此点高度的校正,通过将四个角的四个定位点与打印喷头距离保持一致的方式来确保3D打印机底座热床与挤出喷头运动路径平面之间的平衡。但是现行的3D打印技术每层厚度最小可达0.02mm,即使对于0.3mm的打印精度,也远远超出人眼可目测的范围,所以现有的使用人眼目测调平的方法不能有效的解决3D打印机底座热床表面与挤出喷头之间的平衡问题。
发明内容
本发明的目的在于克服现有技术中3D打印机热床需要通过人工进行平衡度校正,从而达不到目标精度的问题,提供一种采用微处理器结合设置在定位点的限位开关来进行所述热床平衡度校正的3D打印机热床平衡调节装置。
该3D打印机热床平衡调节装置,所述热床上表面设置有三个以上的定位点,且其中至少三个定位点不在同一直线上;包括,
上位机,控制3D打印机挤出喷头运动至指定位置;
微控制器,接收挤出喷头位置信息及热床定位点位置信息,并控制热床定位点上升或下降至指定位置;
限位开关,设置在热床定位点处;所述限位开关在和所述挤出喷头接近到指定距离以内或完全接触时,向所述微控制器发出定位点位置信息。
众所周知的,所述热床定位点上下运动需在所述热床定位点位置下方或定位点附近下方设置有动力装置及传动装置,所述动力装置可接收所述微控制器的命令带动热床定位点上升或下降。
所述上位机控制所述挤出喷头运动依靠加载G-code文件的方式,通过模拟打印过程的方式,控制所述挤出喷头的位置,G-code文件中记载有热床定位点的坐标信息,从而上位机可直接控制挤出喷头运动至定位点上方;由于目前的3D打印机挤出喷头运动多采用高精度步进电机,其控制精度可达0.02mm,定位点处的限位开关的触点面积约为2mm*2mm,因此上位机通过该方式可轻松将挤出喷头控制运动至任意指定位置;另外用于平衡调节的的G-code文件(含有各个定位点坐标信息)可一次编写,多次使用。
通常,3D打印机的热床上表面形状为规则多边形,如矩形、菱形等;当3D打印机的热床上表面形状为规则多边形时,所述定位点优选在规则多边形的顶点处,如矩形、菱形的四个顶点;如3D打印机热床上表面为圆形时,所述定位点优选的均匀分布在热床圆形上表面的内切多边形顶点处;当所述3D打印机热床表面为不规则形状、规则多边形或圆形时,所述定位点满足三点不在一条直线上同样可以实现发明目的。
进一步的,所述限位开关为接触开关;其与热床上表面处于同一平面
进一步的,所述微处理器与所述挤出喷头的供料步进电机连接,当所述挤出喷头的供料步进电机作出供料动作时,其以脉冲信号的形式向所述微处理器发出挤出喷头位置信息;或,
所述上位机将所述挤出喷头头位置信息发送至所述微处理器。
优选的,所述上位机为PC端上位机、手持触摸屏上位机、LCD按键上位机或其他任何可实现操作挤出喷头作出可控运动的装置,一些实施例中,本发明中提到的上位机及微处理器可集成为一体。
进一步的,所述微控制器包括至少一个接收端口及至少一个控制输出端口;所述接收端口用于接收挤出喷头位置信息和/或热床定位点位置信息;所述控制输出端口用于控制热床定位点上升或下降。
进一步的,所述微处理器包括一个脉冲接收端口、和定位点数量相同的定位点位置信息接收端口以及和定位点数量相同的控制输出端口;
所述脉冲接收端口用于接收挤出喷头发出的脉冲形式的挤出喷头位置信息;
各个定位点位置信息接收端口分别与各个定位点一一对应,并接收对应定位点的定位点位置信息;
各个控制输出端口分别与各个定位点一一对应,并分别控制各个定位点的上升或下降。
进一步的,所述热床定位点位置下方或定位点位置附近下方的动力装置为步进电机;所述步进电机接受所述微处理的控制,通过传动装置带动所述热床定位点上升或下降;优选的,所述传动装置为传动螺杆;本发明中,实现热床定位点上升或下降的步进电机采用细分驱动方式,同时选用螺距较小的传动螺杆传动调节热床高度,具有更高的控制精度。
但应声明的是,任何可实现定位点上升、下降的装置或方法均可应用在热床定位点处以实现本发明的发明目的,因此本发明保护范围包括但并不限定带动定位点上升或下降的装置为步进电机。
进一步的,所述微处理器接收到挤出喷头位置信息后,根据挤出喷头的位置信息,控制对应位置的热床定位点上升,直至所述限位开关与所述挤出喷头接近到指定距离或完全接触。
进一步的,微处理器接收到定位点位置信息后,停止该定位点上升操作,并控制该定位点下降至指定位置或下降指定距离。
本发明同时提供一种3D打印机热床平衡调节方法,
上位机控制挤出喷头移动至指定位置;
挤出喷头到达指定位置后,微处理器获取挤出喷头位置信息;
微处理器控制与挤出喷头位置相对应的热床定位点上升,直至设置在定位点的限位开关和所述挤出喷头接近到指定距离以内或完全接触时,所述限位开关向所述微控制器发出定位点位置信息;
微处理器控制该热床定位点下降指定距离。
进一步的,所述挤出喷头先上升指定高度(如校正开始时,先上升3mm)后,再在一平面内移动至指定位置。这种先上升一定高度再在一平面内进行移动的方式,可有效避免在自动调节过程中发生挤出喷头与热床的非控制性机械碰撞。
与现有技术相比,本发明的有益效果:
1)对于现有的3D打印机热床调节方式,本发明通过加载G-code文件的方式,模拟打印过程,直接使用自动调平的方式进行热床平衡度的调节,具有调节速度快、操作简洁的优点。且G-code文件一次编写,多次使用。
2)与现有的人眼目测方式相比,本发明优选方案中使用步进电机细分驱动及选用螺距较小传动螺杆调节热床定位点高度,结合高精度限位开关,实现3D打印机底座热床与挤出喷头运动路径平面之间平衡度的精确调节,较现有的人眼目测调节方式,具有较高的精确度。
3)使用单独的微控制器对热床平衡调节装置进行控制,模块化设计,更方便装置的调试及维护。
4)G-code代码可通过定点、逐条发送语句的形式进行自定义编程。通过路径设定的方式,有效避免了自动调节过程中的机械碰撞。
5)直接以打印喷头的运功平面为参照(而不是水平面),确保了3D打印机热床与挤出喷头运动路径平面之间的平衡。
与现有人工手动调节方法相比,本发明采用微控制的方式,自动完成3D打印机底座热床与挤出喷头运动路径平面之间平衡度的校正。具有速度快,精度高,操作简单的优点。
附图说明:
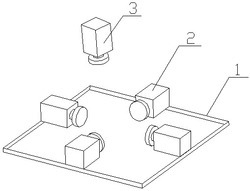
图1为本发明实施例1中3D打印机热床平衡调节装置结构框图
图2为本发明实施例1中微处理器结构框图。
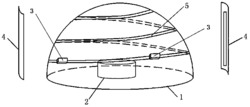
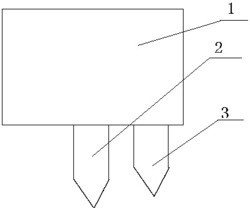
图3为本发明实施例1中挤出喷头移动路径俯视图。
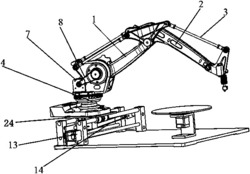
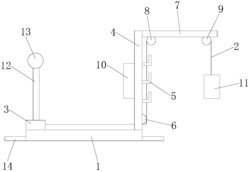
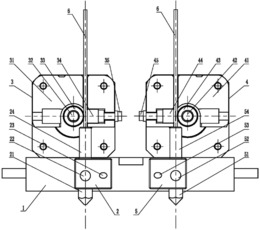
图4为本发明实施例1中3D打印机热床平衡调节装置工作简图。
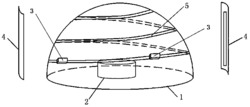
图5为实施例2中3D打印机热床平衡调节装置结构框图。
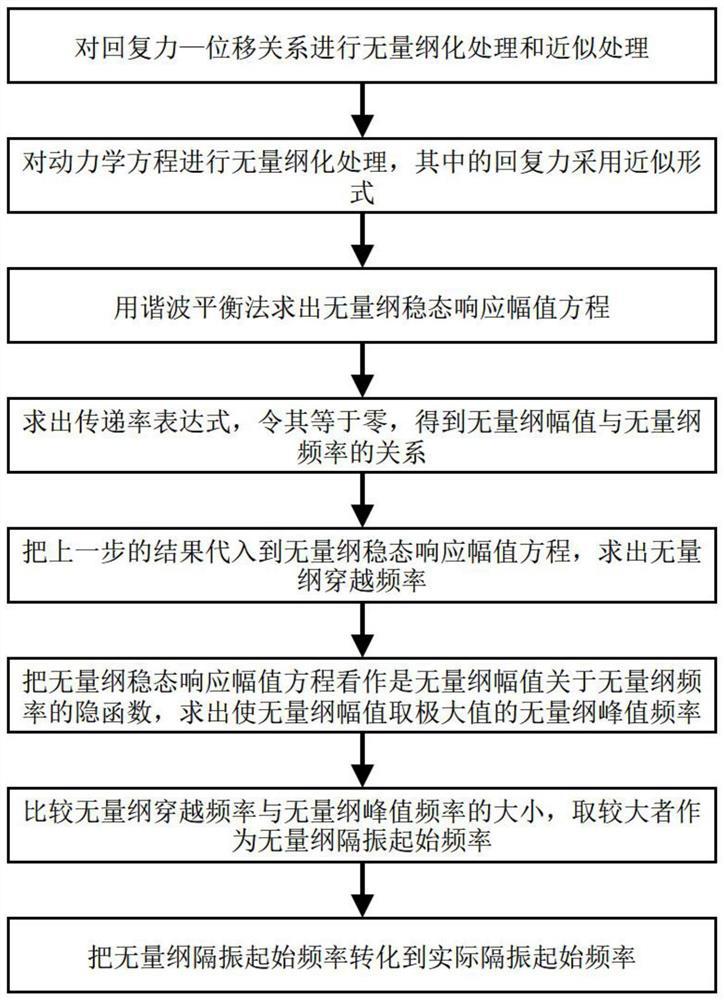
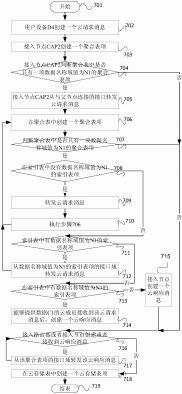
图6为本发明实施例3中3D打印机热床平衡调节方法流程图。
图中:1-上位机,2-微处理器,3-挤出喷头,4-热床,41-限位开关,A-第一定位点,B-第二定位点,C-第三定位点,D-第四定位点,42-定位点步进电机,421-第一定位点步进电机,422-第二定位点步进电机,423-第三定位点步进电机,424-第四定位点步进电机。
具体实施方式
下面结合附图及具体实施例对本发明作进一步的详细描述。但不应将此理解为本发明上述主题的范围仅限于以下的实施例,凡基于本发明内容所实现的技术均属于本发明的范围。
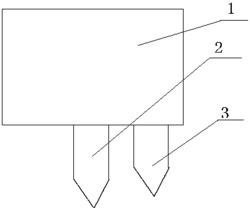
实施例1:如图1至图4所示,本实施例提供一种用于热床上表面为矩形的3D打印机热床平衡调节装置,所述3D打印机的热床的矩形上表面的四个顶点处分别设置一个定位点,其分别命名为第一定位点A、第二定位点B、第三定位点C、第四定位点D;同时,每个定位点设置有一个限位开关41;本实施例中,所述限位开关41为接触开关(如压敏传感器,或其他可以通过接触触发信号的开关器件);其与热床上表面处于同一平面,当设置在各个定位点的接触开关随定位点上升接触到所述挤出喷头3时,所述接触开关被触发,并向所述微处理器2发出信号;如本实施例中,在第一定位点A、第二定位点B、第三定位点C及第四定位点D处分别设置有第一限位开关41、第二限位开关41、第三限位开关41及第四限位开关41。
所述平衡调节装置还包括,
上位机1,控制3D打印机挤出喷头3运动至指定位置;该指定位置通常为各个定位点的正上方。
一些实施例中,当挤出喷头3到达指定位置(如第一定位点A、第二定位点B、第三定位点C或第四定位点D任意一个点的上方)时,由上位机1向微控制器2发出挤出喷头3位置信息(该挤出喷头3位置信息用于告诉微处理器2所述挤出喷头3已到达该指定位置);
而在本实施例中,通过在挤出喷头3供料步进电机处接出引线并连接至微控制器2;当上位机1控制所述挤出喷头3到达指定位置后,控制所述供料步进电机作出供料动作,从而挤出喷头3供料步进电机通过引线发出一脉冲信号;当所述微处理器2接收到该脉冲信号后,即确定挤出喷头3已到达指定位置。进一步的,本实施例中,微控制器2对接收到的脉冲信号进行计数,将接收到的脉冲信号数量与定位点一一对应,通过接收到的脉冲信号数量来判断当前挤出喷头3是位于哪一个定位点上方;如,当挤出喷头3到达第一定位点A上方时,发出一次脉冲信号,微处理器2中脉冲信号计数为1,得出挤出喷头3已到达第一定位点A上方的信息;当挤出喷头3到达第二定位点B上方时,再次发出一次脉冲信号,微处理器2第二次收到脉冲信号,脉冲信号计数为2,得出挤出喷头3已达到第二定位点B上方的信息;当挤出喷头3到达第三定位点C上方时,再次发出一次脉冲信号,微处理器2第三次收到脉冲信号,脉冲信号计数为3,得出挤出喷头3已达到第三定位点C上方的信息;当挤出喷头3到达第四定位点D上方时,再次发出一次脉冲信号,微处理器2第四次收到脉冲信号,脉冲信号计数为4,得出挤出喷头3已达到第四定位点D上方的信息。
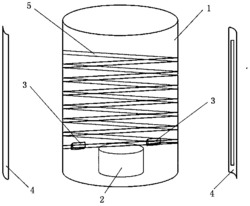
微控制器2,接收挤出喷头3位置信息及热床定位点位置信息,并控制热床定位点上升或下降至指定位置;本实施例中,如图2所示,所述微处理器包括一个脉冲接收端口、四个定位点位置信息接收端口以及四个控制输出端口;所述脉冲接收端口用于接收所述挤出喷头3发出的脉冲信号;所述微控制器2通过接收到的脉冲信号的计数判断当前挤出喷头3位于哪个定位点的上方,并对该定位点进行上升操作;所述四个定位点位置信息接收端口分别与四个定位点的接触开关连接;当任意一个定位点的接触开关随定位点上升至与挤出喷头3接触时,该接触开关触发,并向所述微处理器2发出信号(该信号即该定位点位置信息),微处理器2的相应位置信息接收端口接收到该信号后,通过相应控制输出端口控制对应定位点停止上升,然后下降指定距离,如下降3mm;应注意的是,该下降距离应根据需要设置,且其可以为0。
应注意的,所述上位机1控制挤出喷头3依次移动至四个定位点上方的过程中(如图3所示,该过程可以是,自第一定位点A移动至第二定位点B,在移动至第三定位点C,最后移动至第四定位点D),所述挤出喷头3始终在同一平面内;所述挤出喷头3每到达一个定位点,则所述微控制器2控制该设置在该定位点下方的步进电机上升,以使得该定位点处的触发开关与所述挤出喷头3接触;当所述触发开关与所述挤出喷头3接触后,向所述微处理器2发出信号(该信号即该定位点的定位点位置信息),所述微处理器2接收到该信号后停止上升,并通过控制该定位点下方步进电机使该定位点下降指定距离(本实施例中个,四个定位点与挤出喷头3接触后,均下降3mm)以与挤出喷头3脱离;由于所述挤出喷头3为在一平面内移动,因此当热床4的四个定位点均完成上述步骤后,其上表面可以实现与挤出喷头3运动平面的平行,即完成热床4的平衡调节。
进一步的,为避免挤出喷头3在平行移动时与热床4发生非计划内(或非控制)的机械碰撞,所述上位机1在控制所述挤出喷头3先上升指定距离后再进行平行移动,如,上位机1先控制所述挤出喷头3上升3mm在平行移动至定位点上方;一般的挤出喷头3的上升操作发生在如图3所示的原点处;因图3为俯视位移图,因此其未能显示挤出喷头3在原点处垂直方向的上升移动。
另外,本实施例中,实现热床定位点上升或下降的步进电机采用细分驱动方式,同时选用螺距较小的传动螺杆作为传动装置对热床定位点进行控制调节,具有更高的控制精度,众所周知的,实现热床定位点上升或下降的步进电机包含有驱动芯片,所述微控制器2通过该驱动芯片实现对步进电机的控制。
本实施例中,所述上位机1控制所述挤出喷头3运动依靠加载G-code文件的方式,通过模拟打印过程的方式,控制所述挤出喷头3的位置,G-code文件中记载有热床定位点的坐标信息,从而上位机1可直接控制挤出喷头3运动至定位点上方;由于目前的3D打印机挤出喷头3运动多采用高精度步进电机,其控制精度可达0.02mm,定位点处的限位开关41的触点面积约为2mm*2mm,因此上位机1通过该方式可轻松将挤出喷头3控制运动至任意指定位置;另外用于平衡调节的的G-code文件(含有各个定位点坐标信息)可一次编写,多次使用。
本实施例中,所述的微控制器2可用51单片机、AVR、STM32或ARM实现。同时,所述上位机可以为PC端上位机、手持触摸屏上位机、LCD按键上位机或其他任何可实现操作挤出喷头作出可控运动的装置中的一种。
需要注意的是,一些实施例中,本发明中提到的上位机的功能及微处理器的功能可采用同一装置实现。
实施例2:本实施例依然以热床上表面为矩形的3D打印机热床为例,本实施例与实施例1不同点在于,所述上位机1控制所述挤出喷头3达到定位点上方后,由上位机1向所述微处理器2发出挤出喷头3位置信息;应注意的是,该喷头位置信息与实施例1中不同之处在于,实施例1中的挤出喷头3位置信息仅为一脉冲脉冲信号,微处理器2通过接收脉冲信号的计数判断当前挤出喷头3是位于哪个定位点上方;而本实施中,挤出喷头3位置信息还包括定位点编号信息,即上位机1在通知微处理器2挤出喷头3到达定位点上方的同时,会告知微处理器2当前挤出喷头3是位于哪一个定位点上方,如图5所示,本实施例中,所述微处理器2仅包含一个定位点控制端口和一个定位点位置信息接收端口;该定位点控制端口同时和所有定位点的步进电机连接;微处理器2通过上位机1发出的挤出喷头3位置信息判断具体操作哪个定位点步进电机,和,判断是哪个定位点的限位开关41发来的定位点位置信息。
同时,本实施例中,所述设置在定位点的限位开关41是磁敏开关,本实施例中,挤出喷头3上设置磁体,当定位点上升时至和挤出喷头3达到一定距离内时,所述磁敏开关被触发并向所述微处理器发出信号(定位点位置信息);微处理器2接收到该信号后停止该定位点上升操作。
实施例3:本实施例为实施例1中提到的矩形热床提供一种3D打印机热床平衡调节方法,
上位机1控制挤出喷头3移动至指定位置;
挤出喷头3到达指定位置后,微处理器获取挤出喷头3位置信息;
微处理器控制与挤出喷头3位置相对应的热床定位点上升,直至设置在定位点的限位开关41和所述挤出喷头3接近到指定距离以内或完全接触时,所述限位开关41向所述微控制器2发出定位点位置信息;
微处理器控制该热床定位点下降指定距离。
进一步的,所述挤出喷头3先上升指定高度(如校正开始时,先上升3mm)后,再在一平面内移动至指定位置。这种先上升一定高度再在一平面内进行移动的方式,可有效避免在自动调节过程中发生挤出喷头3与热床4的非计划性的(或非控制性的)机械碰撞。
具体的,微处理器的处理步骤如图6所示:
S101:将微控制器2中脉冲计数设为0;
S102:微控制器2接收到脉冲信号,脉冲信号加1:
S103:对应定位点上升;该操作通过控制对应定位点步进电机来实现,如当挤出喷头在第一定位点A时,操作第一定位点步进电机421来实现对应定位点的上升、下降;当挤出喷头在第二定位点B时,操作第二定位点步进电机422来实现对应定位点的上升、下降;当挤出喷头在第三定位点C时,操作第三定位点步进电机423来实现对应定位点的上升、下降;当挤出喷头在第四定位点D时,操作第四定位点步进电机424来实现对应定位点的上升、下降;
S104:判断该定位点限位开关41是否触发,如否则保持S103上升操作,如是,进入步骤S105;
S105:停止该定位点上升并将定位点位置下降指定距离,本实施例中,下降距离为3mm。
S106:判断是否接收到新的脉冲信号,如接收到则返回至步骤S102;否则等待超时结束。
进一步的,在处理器进行上述处理过程的同时,上位机1执行如下操作:
S201:在步骤S101执行前后,控制所述挤出喷头3移动至如图3所示的原点位置,该原点位置不在热床4上方;上位机1控制挤出喷头3上升指定距离,以避免后续挤出喷头3移动至热床4上方时与热床4发送非控制的机械碰撞;
S202:将挤出喷头3按照预定路径移动至第一定位点A上方,控制挤出喷头3作出供料动作,从而所述挤出喷头3的供料步进电机向微处理器发出一脉冲信号;
可通过设定G-code文件的方式,控制挤出喷头3从原点移动至第一定位点A上方的花费时间以及挤出喷头3留在第一定位点A上方的时间,本实施例中,挤出喷头3留在每个定位点上时间设定为5S;同时,微处理器在接收到一个脉冲计数后,将忽略接下来5S内再次接收到到的脉冲信号;即微处理器在接收到一个脉冲信号后,忽略挤出喷头3在同一定位点上方停留时间内发出的其他脉冲信号。
S203:控制挤出喷头3在同一平面内移动至第二定位点B上方,控制挤出喷头3作出供料动作并停留5s;
S204:控制挤出喷头3在同一平面内移动至第三定位点C上方,控制挤出喷头3作出供料动作并停留5s;
S205:控制挤出喷头3在同一平面内移动至第四定位点D上方,控制挤出喷头3作出供料动作并停留5s;
S206:操作停止或控制挤出喷头3回归原点后操作停止。
应注意的是,如图4所示,本发明中,所述控制定位点上升下降的步进电机并不限定在定位点的正下方,其只要位于定位点附近位置,可带动定位点上升下降即可实现发明目的。需申明的是,由于定位点仅是在热床上划定的区域(该区域内设置有限位开关),因此本发明中任何有关定位点的上升、下降的描述均指包含该区域的热床的上升或下降。
另外,此发明不仅可以使用在3D打印机上,任何采用喷头、具有平面作业平台的装置,如工业点胶机、工业螺丝机等,均可应用本发明提供的装置及方法对平面作业平台和喷头运动平面进行平衡调节,从而提高作业精度及产品良率。
一种3D打印机热床平衡调节装置及调节方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0