








专利摘要
本发明公开一种自动售卖设备,包括包装袋输送模块、称重模块以及包装模块;其中,所述包装袋输送模块包括输送机构、裁切机构以及展开机构;所述称重模块包括若干个装有商品的储存容器、输送管道、称重机以及控制系统;所述包装模块包括用于固定包装袋上端的固定机构以及将包装袋的袋口封闭的封口机;所述固定机构设置在称重机的两侧,所述封口机设置在称重机的上方。本发明将包装袋的输送、商品的装袋和称重以及包装结合为一体,从而形成一个能够自动售卖的设备,给零散商品的售卖带来极大方便,并节省了人力。
权利要求
1.一种自动售卖设备,其特征在于,包括包装袋输送模块、称重模块以及包装模块;其中:
所述包装袋输送模块包括输送机构、裁切机构以及展开机构;所述输送机构包括用于夹紧包装袋的夹紧机构以及驱动所述夹紧机构上下移动的竖向驱动机构,所述夹紧机构包括两个夹紧组件以及驱动所述两个夹紧组件闭合或分离的夹紧驱动机构;所述裁切机构包括用于将包装袋切断的裁切组件以及驱动所述裁切组件闭合或分离的裁切驱动机构;所述展开机构包括展开组件、驱动所述展开组件分离或闭合的展开驱动机构以及驱动展开组件和展开驱动机构横向移动的横向驱动机构,所述展开组件包括两个展开执行件,两个展开执行件在相对的一侧均设有用于吸附包装袋的吸附块;所述两个夹紧组件设置在裁切机构的两侧,所述展开组件设置在裁切组件的上方;
所述称重模块包括若干个装有商品的储存容器、输送管道以及称重机;所述储存容器的出料口处设有控制出料口打开或关闭的放料控制机构;所述输送管道与所有储存容器的出料口连通且延伸到称重机处;机架上设有用于检测输送管道重量的重量传感器;还包括控制系统,该控制系统与放料控制机构、重量传感器以及称重机连接,所述控制系统用于控制放料控制机构的打开和关闭,所述重量传感器和称重机分别将商品重量信号传递给控制系统,控制系统根据重量传感器和称重机传递过来的商品重量信号计算两者中商品的总重量,并与商品目标重量进行比较,当所述总重量等于商品目标重量时控制所述控制放料控制机构关闭。
所述包装模块包括用于固定包装袋上端的固定机构以及将包装袋的袋口封闭的封口机;所述固定机构设置在称重机的两侧,所述封口机设置在称重机的上方。
2.根据权利要求1所述的自动售卖设备,其特征在于,所述固定机构由收缩机构构成,该收缩机构包括两个相对设置在封口工位两侧且能够将包装袋逐渐收缩在一起的收缩件、两个分别驱动对应的收缩件向封口工位中心移动的收缩驱动机构以及驱动所述两个收缩件同时升降的竖向动力机构。
3.根据权利要求2所述的自动售卖设备,其特征在于,所述两个收缩件在相对的一侧均设有开口,且均逐渐向外侧收拢,直至封闭;在竖直方向上,所述两个收缩件错开设置在封口工位的两侧;当两个收缩件相对运动将包装袋收缩在一起时,两个收缩件之间留有用于封口机困住包装袋的间隙。
4.根据权利要求1所述的自动售卖设备,其特征在于,所述裁切组件包括裁切挡板以及切刀;所述裁切挡板固定设置在机架上,所述切刀固定设置在裁切驱动机构的动力输出件上。
5.根据权利要求4所述的自动售卖设备,其特征在于,机架上设有用于驱动裁切挡板向后移动的挡板驱动机构;所述裁切挡板包括阻挡部和设置在阻挡部下面的夹紧部;所述夹紧部比阻挡部宽,从而形成呈“凸”字型的裁切挡板,所述两个夹紧组件分别设置在阻挡部的两侧;所述裁切槽设置在阻挡部上;所述切刀下方设有弹性夹紧机构,该弹性夹紧机构包括设置在夹紧部后方的弹性夹紧件、连接在弹性夹紧件后面的滑行杆以及设置在机架上的U型导向槽,所述滑行杆设置在U型导向槽上,所述弹性夹紧件与U型导向槽之间设有弹性元件;在弹性元件的自然状态下,所述弹性夹紧件的位置比切刀靠前。
6.根据权利要求1所述的自动售卖设备,其特征在于,所述两个展开执行件上的吸附块上设有多个吸风孔,该多个吸风孔与负压装置连接。
7.根据权利要求1所述的自动售卖设备,其特征在于,所述储存容器为上下两端互通的筒体结构,且包括储存部以及过渡部;其中,所述过渡部呈上大下小的锥形状,所述过渡部的下端为出料口。
8.根据权利要求1所述的自动售卖设备,其特征在于,所述放料控制机构包括设置在储存容器下方的放料支架、用于挡住储存容器的出料口的挡板以及驱动所述挡板移动的放料驱动机构;所述挡板设置在放料支架的顶面;所述放料驱动机构与控制系统连接。
9.根据权利要求8所述的自动售卖设备,其特征在于,所述放料支架包括两个相对设置的立板以及设置在两个立板上端的横板;所述挡板以及放料驱动机构均设置在横板上;其中,所述横板上设有导轨,所述挡板上设有与导轨匹配的凹槽,所述横板上还设有用于商品穿过的避让孔,所述挡板设置在与避让孔对应的位置处。
10.根据权利要求9所述的自动售卖设备,其特征在于,在横板的下方设有导向机构,该导向机构包括设置在两个立板之间的转动杆以及导向板;其中,所述导向板的其中一端固定设置在转动杆上,所述转动杆的两端分别与两个立板转动连接,转动杆的两端与两个立板之间均设有弹性元件;在弹性元件的自然状态下,所述导向板的自由端倾斜向上;所述输送管道设置在导向板的自由端对应处。
说明书
技术领域
本发明涉及一种超市售卖设备,具体涉及一种自动售卖设备。
背景技术
在实际生活中,超市里经常会出现零散商品的售卖,例如大米和豆类;在售卖过程中,服务员会根据客户的实际需要,装取一定重量的商品并进行称重,最后对商品进行包装处理,从而对客户的购物提供帮助;具体过程是:服务员首先从包装袋袋卷中撕扯出独立的包装袋,并用双手搓开袋口或采用吹风的方式使袋口张开,接着装取指定重量的商品,并进行包装。在上述整个零散商品的售卖过程均是人工操作,步骤繁琐,效率低;另外,在包装袋的准备过程中容易将包装袋破坏,并且服务员难以一次性准确装取指定重量的商品并进行包装,通过会进行多次添加或减少。针对诸如大米、豆类等称重商品的售卖,自动售卖设备不仅能够节省人力,也会使得商品的购买变得更加快速和便捷,能准确地称取客户所需要的重量的商品是自动售卖设备的关键,现有技术中仍然欠缺针对超市中诸如大米和豆类等散装商品的自动售卖设备。
发明内容
本发明目的在于克服现有技术的不足,提供一种自动售卖设备,该设备能够自动取出独立的包装袋,并准确地将指定重量的商品装取到包装袋中,最后进行封口处理。
本发明的目的通过以下技术方案实现:
一种自动售卖设备,其特征在于,包括包装袋输送模块、称重模块以及包装模块;其中:
所述包装袋输送模块包括输送机构、裁切机构以及展开机构;所述输送机构包括用于夹紧包装袋的夹紧机构以及驱动所述夹紧机构上下移动的竖向驱动机构,所述夹紧机构包括两个夹紧组件以及驱动所述两个夹紧组件闭合或分离的夹紧驱动机构;所述裁切机构包括用于将包装袋切断的裁切组件以及驱动所述裁切组件闭合或分离的裁切驱动机构;所述展开机构包括展开组件、驱动所述展开组件分离或闭合的展开驱动机构以及驱动展开组件和展开驱动机构横向移动的横向驱动机构,所述展开组件包括两个展开执行件,两个展开执行件在相对的一侧均设有用于吸附包装袋的吸附块;所述两个夹紧组件设置在裁切机构的两侧,所述展开组件设置在裁切组件的上方;
所述称重模块包括若干个装有商品的储存容器、输送管道以及称重机;所述储存容器的出料口处设有控制出料口打开或关闭的放料控制机构;所述输送管道与所有储存容器的出料口连通且延伸到称重机处;机架上设有用于检测输送管道重量的重量传感器;还包括控制系统,该控制系统与放料控制机构、重量传感器以及称重机连接,所述控制系统用于控制放料控制机构的打开和关闭,所述重量传感器和称重机分别将商品重量信号传递给控制系统,控制系统根据重量传感器和称重机传递过来的商品重量信号计算两者中商品的总重量,并与商品目标重量进行比较,当所述总重量等于商品目标重量时控制所述控制放料控制机构关闭。
所述包装模块包括用于固定包装袋上端的固定机构以及将包装袋的袋口封闭的封口机;所述固定机构设置在称重机的两侧,所述封口机设置在称重机的土方。
上述自动售卖设备的工作原理是:
初始状态下,所述裁切组件以及展开组件均处于分离状态,并且第一个包装袋从袋卷中释放出来后,该包装袋的上端位于裁切组件之间,所述两个夹紧组件将该包装袋的上端的两侧夹住。当客户对商品进行挑选,确认商品的种类以及所需商品的重量后,所述包装袋输送模块开始工作,将包装袋从包装袋卷中取出,并输送到称重机处,为商品的装袋作准备,工作过程如下:
所述竖向驱动机构驱动所述夹紧机构向上移动,直至被夹住的第一个包装袋与第二个包装袋之间的连接处位于裁切组件的裁切工位;此时,所述裁切驱动机构驱动所述裁切组件闭合,从而将第一个包装袋和第二个包装袋切断,使得第一个包装袋独立;紧接着,所述竖向驱动机构继续驱动夹紧组件向上移动,直至包装袋的上端移动到两个展开执行件之间;随后,所述展开驱动机构驱动两个展开执行件闭合,夹紧驱动机构驱动两个夹紧组件分离从而松开包装袋,将包装袋交接到展开执行件上;紧接着,所述横向驱动机构驱动夹住包装袋的展开执行件移动到封口工位,此时所述展开驱动机构驱动展开执行件分离,由于展开执行件上的吸附块将包装袋的两侧粘住,因此包装袋的袋口也随展开执行件张开,从而实现包装袋的展开,等待商品的装入;
此时,将客户所需要的商品的重量输入控制系统,开始商品的自动装袋以及自动称重,过程如下:控制系统接收到所需重量的数据Z(即所述“商品目标重量”)后控制对应的储存容器的放料控制机构工作,从而打开该储存容器的出料口,使得储存容器内的商品经过输送管道转移到称重机的包装袋上;在商品转移到称重机上的过程中,所述控制系统实时监测重量传感器的重量数据X以及称重机上商品的重量数据Y;当重量传感器的重量数据X与称重机上商品的重量数据Y之和等于所需重量的数据Z时,所述控制系统控制放料控制机构关闭该储存容器的出料口,从而停止储存容器内的商品继续排出;此时,当输送管道上的商品完全转移到称重机上时,称重机上的商品的重量与客户所需要的重量相符合,从而满足客户的要求。在商品的称重过程中,整个过程无需人工参与,相比于人工称重能够避免在人工装袋过程中对商品的损坏或污染;另外,更重要的是本发明的自动售卖设备中的称重模块能够通过检测重量传感器以及称重机的数据,及时对储存容器的出料口进行关闭,以防过多的商品排出,从而确保最终转移到称重机上的商品的重量与客户所需要的符合,进而满足客户的要求;
商品装入完毕后,所述固定机构将包装袋的上端固定,所述横向驱动机构驱动展开组件往回运动,离开封口工位;最后,所述封口机将该包装袋的袋口封住,完成整个包装过程。
本发明的一个优选方案,所述固定机构由收缩机构构成,该收缩机构包括两个相对设置在封口工位两侧且能够将包装袋逐渐收缩在一起的收缩件、两个分别驱动对应的收缩件向封口工位中心移动的收缩驱动机构以及驱动所述两个收缩件同时升降的竖向动力机构。
优选地,所述两个收缩件在相对的一侧均设有开口,且均逐渐向外侧收拢,直至封闭;在竖直方向上,所述两个收缩件错开设置在封口工位的两侧;当两个收缩件相对运动将包装袋收缩在一起时,两个收缩件之间留有用于封口机困住包装袋的间隙。上述收缩件结构简单,并且容易将包装袋收缩在一起。
本发明的一个优选方案,所述裁切组件包括裁切挡板以及切刀;所述裁切挡板固定设置在机架上,所述切刀固定设置在裁切驱动机构的动力输出件上。
优选地,机架上设有用于驱动裁切挡板向后移动的挡板驱动机构;所述裁切挡板包括阻挡部和设置在阻挡部下面的夹紧部;所述夹紧部比阻挡部宽,从而形成呈“凸”字型的裁切挡板,所述两个夹紧组件分别设置在阻挡部的两侧;所述裁切槽设置在阻挡部上;所述切刀下方设有弹性夹紧机构,该弹性夹紧机构包括设置在夹紧部后方的弹性夹紧件、连接在弹性夹紧件后面的滑行杆以及设置在机架上的U型导向槽,所述滑行杆设置在U型导向槽上,所述弹性夹紧件与U型导向槽之间设有弹性元件;在弹性元件的自然状态下,所述弹性夹紧件的位置比切刀靠前。
本发明的一个优选方案,所述两个展开执行件上的吸附块上设有多个吸风孔,该多个吸风孔与负压装置连接。
本发明的一个优选方案,所述储存容器为上下两端互通的筒体结构,且包括储存部以及过渡部;其中,所述过渡部呈上大下小的锥形状,所述过渡部的下端为出料口。
本发明的一个优选方案,所述放料控制机构包括设置在储存容器下方的放料支架、用于挡住储存容器的出料口的挡板以及驱动所述挡板移动的放料驱动机构;所述挡板设置在放料支架的顶面;所述放料驱动机构与控制系统连接。
本发明的一个优选方案,所述放料支架包括两个相对设置的立板以及设置在两个立板上端的横板;所述挡板以及放料驱动机构均设置在横板上;其中,所述横板上设有导轨,所述挡板上设有与导轨匹配的凹槽,所述横板上还设有用于商品穿过的避让孔,所述挡板设置在与避让孔对应的位置处。
本发明的一个优选方案,在横板的下方设有导向机构,该导向机构包括设置在两个立板之间的转动杆以及导向板;其中,所述导向板的其中一端固定设置在转动杆上,所述转动杆的两端分别与两个立板转动连接,转动杆的两端与两个立板之间均设有弹性元件;在弹性元件的自然状态下,所述导向板的自由端倾斜向上;所述输送管道设置在导向板的自由端对应处。
本发明与现有技术相比具有以下有益效果:
1、本发明中的包装袋输送模块通过夹紧机构以及驱动夹紧机构上下移动的竖向驱动机构从而实现对包装袋的自动输送,通过设置裁切机构对连接在一起的包装袋进行切断,最后通过展开机构与夹紧机构进行交接,并将包装袋的袋口顺利张开,整个过程无需人工参与,自动化程度高,并且能够避免包装袋在撕扯和输送过程中被破坏,设计巧妙。
2、在商品的称重过程中,整个过程无需人工参与,相比于人工称重能够避免在人工装袋过程中对商品的损坏或污染;另外,更重要的是本发明的自动售卖设备中的称重模块能够通过检测重量传感器以及称重机的数据,及时对储存容器的出料口进行关闭,以防过多的商品排出,从而确保最终转移到称重机上的商品的重量与客户所需要的符合,进而满足客户的要求。
3、本发明中的包装模块通过固定机构以及封口机自动将装入商品后的包装袋进行封口处理,提高了包装袋的包装效率,节省人力。
4、本发明将包装袋的输送、商品的装袋和称重以及包装结合为一体,从而形成一个能够自动售卖的设备,给零散商品的售卖带来极大方便,并节省了人力。
附图说明
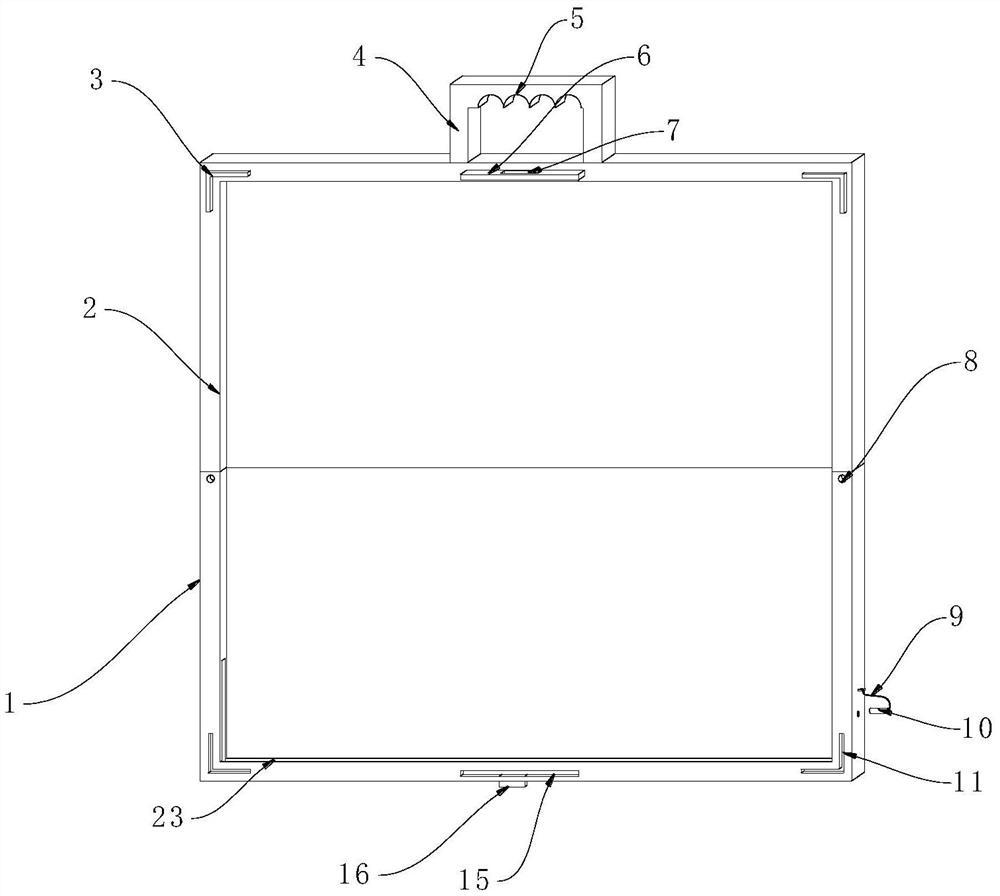
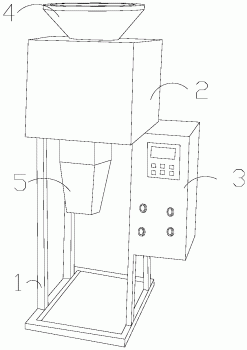
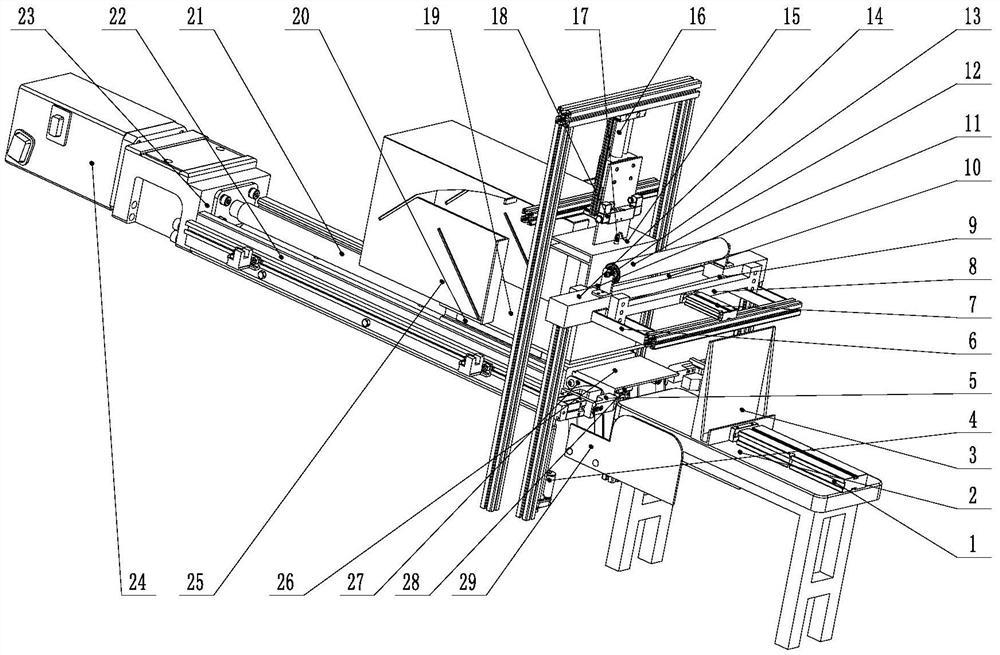
图1-图2为本发明的自动售卖设备与部分机架的一个具体实施方式的结构示意图,其中,图1为主视图,图2为立体结构示意图。
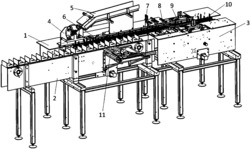
图3为图2中包装袋输送模块以及包装模块的立体结构示意图。
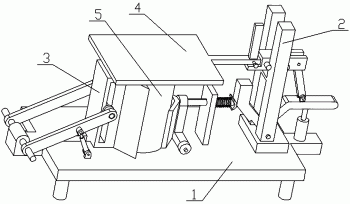
图4为图3中称重设备以及收缩机构的立体结构示意图。
图5为图4中收缩件的立体结构示意图。
图6为图3中输送机构、裁切机构以及展开机构的立体结构示意图。
图7为图6中省去展开机构的侧视图。
图8为夹紧机构和裁切机构的立体结构示意图。
图9为裁切机构的侧视图。
图10为图9中裁切挡板的主视图。
图11为输送机构的立体结构示意图。
图12为展开机构的立体结构示意图。
图13为换向滚轴和物料袋卷的立体结构示意图。
图14为图11中竖向驱动机构的立体结构示意图。
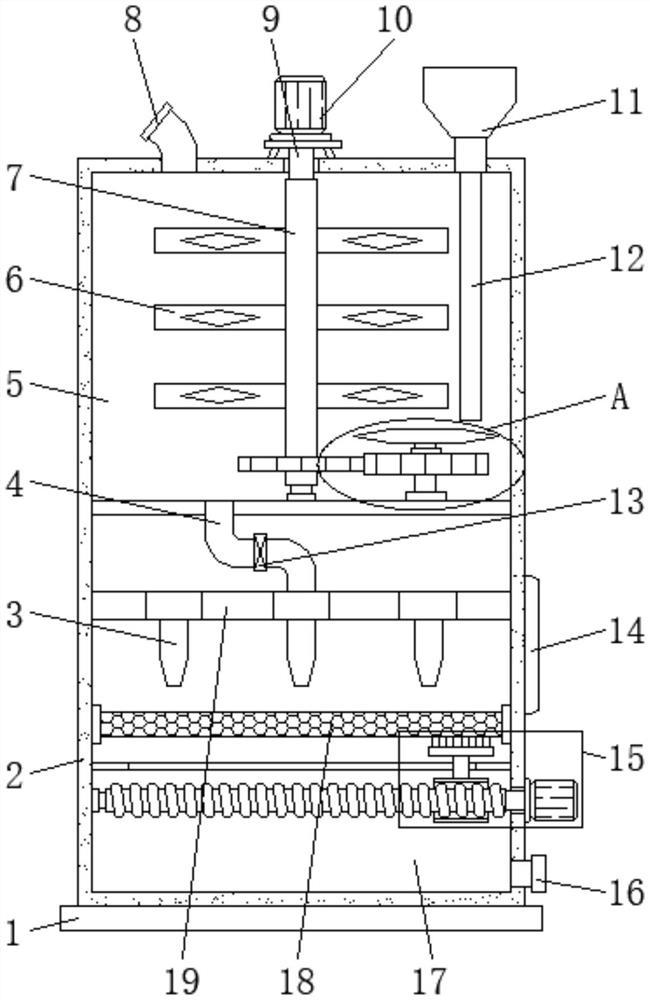
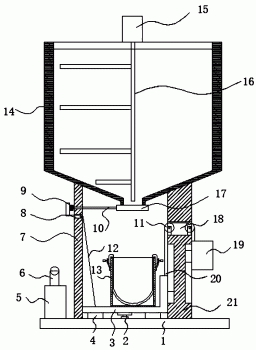
图15为图1中称重模块的主视图。
图16为图14中省去称重机的立体结构示意图。
图17为输送管道的立体结构示意图。
图18为储存容器、固定架以及放料控制机构的立体结构示意图。
图19为图18中储存容器的立体结构示意图。
图20为图18中固定架的立体结构示意图。
图21为图18中放料控制机构的立体结构示意图。
图22为图21中省去挡板的立体结构示意图。
图23为导向机构的立体结构示意图。
图24为导向机构以及输送管道的主视图。
具体实施方式
下面结合实施例和附图对本发明作进一步描述,但本发明的实施方式不仅限于此。
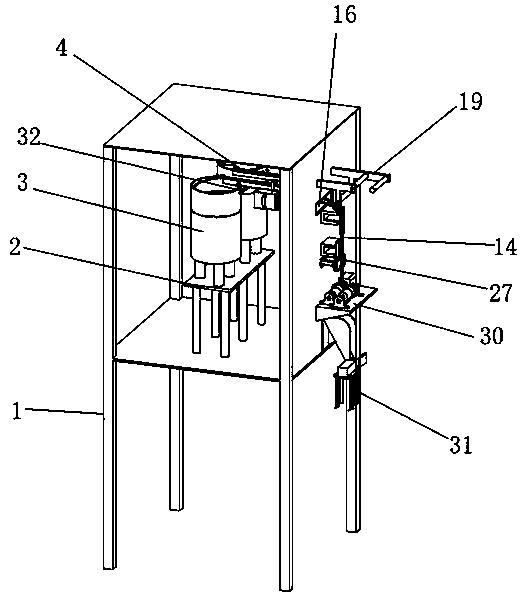
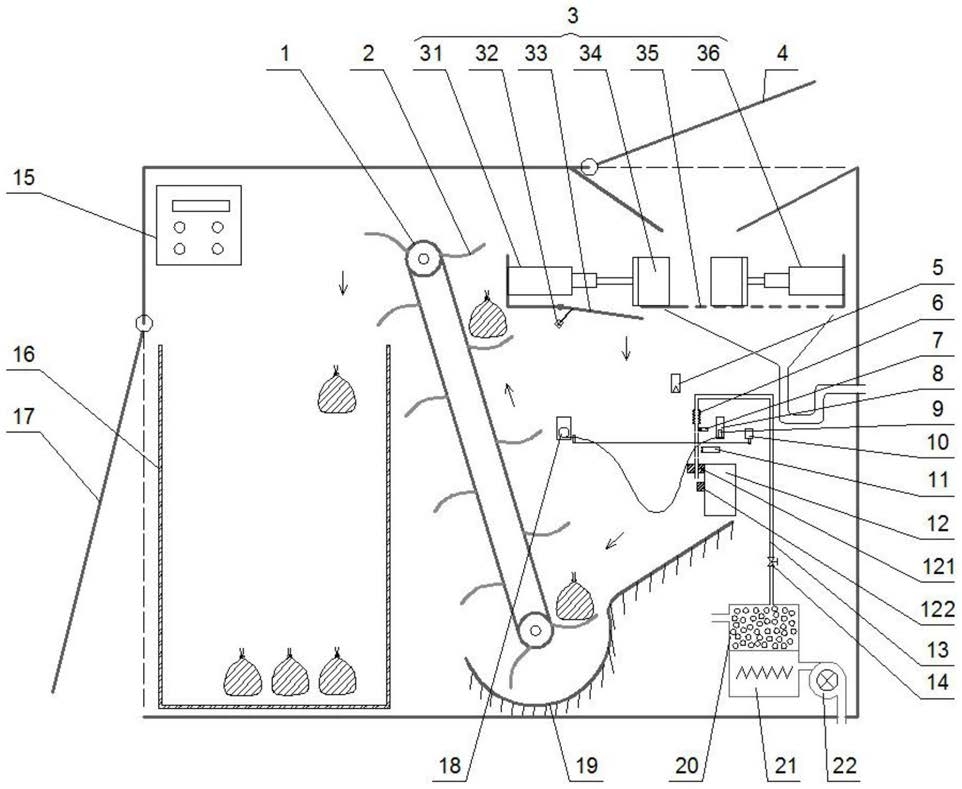
参见图1-图24,本实施例的自动售卖设备包括包装袋输送模块3b、称重模块2b以及包装模块4b;其中,所述包装袋输送模块3b包括输送机构3、裁切机构2、展开机构4以及封口机构;所述输送机构3包括用于夹紧包装袋的夹紧机构3-4以及驱动所述夹紧机构3-4上下移动的竖向驱动机构3-1,所述夹紧机构3-4包括两个夹紧组件以及驱动所述两个夹紧组件闭合或分离的夹紧驱动机构;所述裁切机构2包括用于将包装袋切断的裁切组件以及驱动所述裁切组件闭合或分离的裁切驱动机构2-2;所述展开机构4包括展开组件、驱动所述展开组件分离或闭合的展开驱动机构4-3以及驱动展开组件和展开驱动机构4-3横向移动的横向驱动机构14,所述展开组件包括两个展开执行件4-1,两个展开执行件4-1在相对的一侧均设有用于吸附包装袋的吸附块4-2;所述两个夹紧组件设置在裁切机构2的两侧,所述展开组件设置在裁切组件的上方;所述包装模块4b包括用于固定包装袋上端的固定机构以及将包装袋的袋口封闭的封口机11;所述固定机构设置在称重机5a的两侧,所述封口机11设置在称重机5a的上方。
所述称重模块2b包括若干个装有商品的储存容器3a、输送管道4a以及称重机5a;所述储存容器3a的出料口处设有控制出料口打开或关闭的放料控制机构6a;所述输送管道4a与所有储存容器3a的出料口连通且延伸到称重机5a处;机架1上设有用于检测输送管道4a重量的重量传感器7a;还包括控制系统,该控制系统与放料控制机构6a、重量传感器7a以及称重机5a连接,所述控制系统用于控制放料控制机构6a的打开和关闭,所述重量传感器7a和称重机5a分别将商品重量信号传递给控制系统,控制系统根据重量传感器7a和称重机5a传递过来的商品重量信号计算两者中商品的总重量,并与商品目标重量进行比较,当所述总重量等于商品目标重量时控制所述控制放料控制机构6a关闭。
参见图3和图4,本实施例中的固定机构由收缩机构12构成,该收缩机构12包括两个相对设置在封口工位两侧且能够将包装袋逐渐收缩在一起的收缩件12-1、两个分别驱动对应的收缩件12-1向封口工位中心移动的收缩驱动机构12-2以及驱动所述两个收缩件12-1同时升降的竖向动力机构。当商品装入完毕后,所述竖向动力机构驱动收缩件12-1向上运动,接着两个收缩驱动机构12-2驱动收缩件12-1运动,包装袋的上端在两个收缩件12-1的推动下脱离展开执行件4-1,并最终收缩在一起;此时,包装袋的上端收缩在一起,有利于封口机11通过胶袋或铁钉将包装袋困住,从而完成包装;采用这样的方式对包装袋进行包装,能够利用现有技术中常规的胶袋封口机11就能完成包装袋的封口,降低设计以及制造成本。
参见图4,本实施例中的竖向动力机构包括竖向驱动电机以及竖向皮带传动机构,所述竖向皮带传动机构包括与竖向驱动电机的动力输出轴连接的竖向主动传动轮、竖向从动传动轮以及环绕在竖向主动传动轮和竖向从动传动轮之间的竖向传动皮带,所述两个收缩件12-1通过升降架12-3与竖向传动皮带连接;通过竖向驱动电机的正反转控制升降架12-3上升或下降,从而控制收缩件12-1在竖直方向上的移动。所述升降架12-3和机架之间还设有导向机构,该导向机构包括设置在机架上的导轨以及设置在升降架12-3上的滑块,从而使得升降架12-3的移动更加稳定。
参见图4和图5,所述两个收缩件12-1在相对的一侧均设有开口,且均逐渐向外侧收拢,直至封闭;在竖直方向上,所述两个收缩件12-1错开设置在封口工位的两侧;当两个收缩件12-1相对运动将包装袋收缩在一起时,两个收缩件12-1之间留有用于封口机11困住包装袋的间隙。上述收缩件12-1结构简单,并且容易将包装袋收缩在一起。
本实施例的封口机11通过连接架与机架连接,所述连接架上设有驱动封口机11前后运动的封口驱动机构,当封口驱动机构驱动封口机11向后运动时,封口机11的封口处理位置与收缩在一起的包装袋对应。
参见图3和图4,所述封口工位上设有用于称量商品重量的称重设备13,该称重设备13的称重面比包装袋的下端高。由于称重设备13的称重面比包装袋的下端高,因此当展开机构将包装袋输送到封口工位时,只是包装袋的上端位于封口工位,而包装袋的下半部分由于称重设备13的阻碍,无法准确位于封口工位上,但是由于包装袋较为柔软,因此当向包装袋内装入商品后,包装袋会随商品的重量而顺势移动到封装工位上,即位于称重设备13的称重面上,从而时刻检测商品的重量,在商品装入时带来极大的方便。
在机架1上与封口工位的对应处可以设置风枪,当展开执行件将包装袋的袋口张开后,所述风枪对准包装袋的内部并进行吹风,从而将包装袋完全打开,有利于商品的装入。
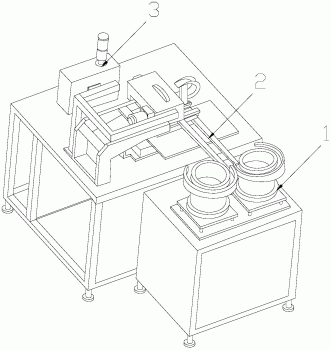
参见图8-图10,所述裁切组件包括裁切挡板2-3以及切刀2-1;所述裁切挡板2-3固定设置在机架1上,所述切刀2-1固定设置在裁切驱动机构2-2的动力输出件上。裁切驱动机构2-2只需要驱动切刀2-1向前移动,就能够实现裁切组件的闭合,从而将包装袋切断,实现包装袋之间的分离。
参见图10,所述裁切挡板2-3与切刀2-1的对应处设有裁切槽2-31;当切刀2-1与裁切挡板2-3闭合时,所述切刀2-1位于裁切槽2-31内。这样的设置的好处在于能够确保切刀2-1与裁切挡板2-3完全闭合,从而保证将两个包装袋的连接处切断。
参见图8-图10,机架1上设有用于驱动裁切挡板2-3向后移动的挡板驱动机构2-4;所述裁切挡板2-3包括阻挡部2-32和设置在阻挡部2-32下面的夹紧部2-33;所述夹紧部2-33比阻挡部2-32宽,从而形成呈“凸”字型的裁切挡板2-3,所述两个夹紧组件分别设置在阻挡部2-32的两侧;所述裁切槽2-31设置在阻挡部2-32上;所述切刀2-1下方设有弹性夹紧机构3-4,该弹性夹紧机构3-4包括设置在夹紧部2-33后方的弹性夹紧件5、连接在弹性夹紧件5后面的滑行杆以及设置在机架1上的U型导向槽,所述滑行杆设置在U型导向槽上,所述弹性夹紧件5与U型导向槽之间设有弹性元件6;在弹性元件6的自然状态下,所述弹性夹紧件5的位置比切刀2-1靠前。
在裁切过程中,所述挡板驱动机构2-4驱动裁切挡板2-3向后移动,直至与弹性夹紧件5闭合并继续向后移动一段距离,从而将下一个包装袋的上端夹紧,以防脱落;随后所述裁切驱动机构2-2驱动所述切刀2-1向前移动,与裁切挡板2-3上的裁切槽2-31闭合,从而将两个包装袋裁切分离;由于裁切挡板2-3呈“凸”字型,切刀2-1未能在阻挡部2-32上完全切断包装袋,因此两个包装袋之间的连接处未分离的部分在输送机构3将上面的包装袋向上输送时扯断,从而实现两个包装袋的完全分离。由于所述弹性夹紧件5与U型导向槽之间设有弹性元件6,因此当裁切挡板2-3上的阻挡部2-32与弹性夹紧件5闭合且继续向后移动一段距离后,所述弹性元件6的弹力促使弹性夹紧件5向前移动,从而增加对下面的包装袋的夹紧力,保证下面的包装袋不会脱落。
参见图9,所述弹性夹紧件5包括圆弧形的圆弧部以及设置在圆弧部后面的连接部,所述连接部与滑行杆连接。通过设置上述弹性夹紧件5,使得当包装袋滑过圆弧部时能够圆滑过渡,以防被划破。
参见图12,其中一个展开执行件4-1通过向后延伸的延长板4-4固定设置在展开工位的后面,另一个展开执行件4-1设置在展开驱动机构4-3的动力输出件上且位于展开工位的前面。裁切完的包装袋输送到两组展开执行件4-1之间时,所述展开驱动机构4-3驱动动力输出件上的展开执行件4-1向后移动,从而将包装袋夹紧,随后展开驱动机构4-3驱动其动力输出件上的展开执行件4-1向前移动,使得两个展开执行件4-1分离,从而完成包装袋的展开;在整个展开过程中,只需要驱动一组展开执行件4-1移动就能够实现包装袋的展开,便于控制。
参见图12,所述两个展开执行件4-1上的吸附块4-2上设有多个吸风孔,该多个吸风孔与负压装置连接。通过负压装置的作用将包装袋的两侧吸住,从而实现吸附的功能,确保展开执行件4-1将包装袋张开时不会损坏包装袋。
所述横向驱动机构14包括横向驱动电机以及横向皮带传动机构,所述横向皮带传动机构包括与横向驱动电机的动力输出轴连接的横向主动传动轮、横向从动传动轮以及环绕在横向主动传动轮和横向从动传动轮之间的横向传动皮带,所述展开组件还包括移动板,所述展开驱动机构以及展开执行件设置在移动板上,所述移动板与横向传动皮带连接;通过横向驱动电机的正反转控制展开组件横向移动,从而将包装袋输送到封口工位上。所述移动板和机架之间还设有横向导向机构,该横向导向机构包括设置在机架上的横向导轨以及设置在移动板上的横向滑块,从而使得展开组件的移动更加稳定。
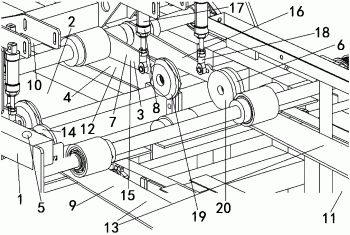
参见图10,在裁切工位的正下方设有换向滚轴9,该换向滚轴9通过固定板10连接在机架1上;在所述换向滚轴9的一侧设有用于安装包装袋卷8的支架,该支架包括与机架1底面连接的固定架以及设置在固定架上的安装杆7,所述包装袋卷8设置在安装杆7上;所述包装袋从包装袋卷8上释放,绕过换向滚轴9后被夹紧机构3-4夹住。通过换向滚轴9将包装袋顺利输送到夹紧的夹紧组件之间,从而能够将包装袋卷8设置在机架1的底部,使得整个装置更加紧凑,缩短了包装袋的输送距离,保证包装袋在输送过程中不被损坏。
参见图11,所述夹紧机构3-4还包括横向移动架,该横向移动架包括移动板3-3以及设置在移动板3-3两端且延伸到裁切工位的连接板3-2;所述夹紧驱动机构有两个且分别设置在连接板3-2上,两个夹紧驱动机构均由夹紧手指气缸构成,对应的夹紧组件设置在夹紧手指气缸的动力输出件上。通过设置这样的夹紧机构3-4,从而实现将包装袋的上端两侧夹紧,完成横向方向的输送。
参见图5和图8,所述移动板3-3上设有镂空孔3-31,从而减轻横向移动架的重量,便于控制横向移动架的移动,提高包装袋的输送速度。
参加图11,所述横向驱动机构3-1包括设置在机架1上的电机3-11以及皮带传动机构,所述皮带传动机构包括与电机3-11的动力输出轴连接的主动传动轮3-12、设置在主动传动轮3-12上方的从动传动轮3-13以及设置在主动传动轮3-12和从动传动轮3-13之间的传动皮带3-14,所述移动板3-3与传动皮带3-14的其中一侧固定。设置上述横向驱动机构3-1,通过控制电机3-11的正反转从而控制横向移动架的上下移动,实现包装袋在横向方向的移动。
参见图11,所述横向移动架与机架1之间设有横向导向机构,该横向导向机构包括设置在机架1上的横向导轨3-5以及设置在移动板3-3上的横向滑块3-6。通过设置这样的横向导向机构,使得横向移动架的移动更加稳固。
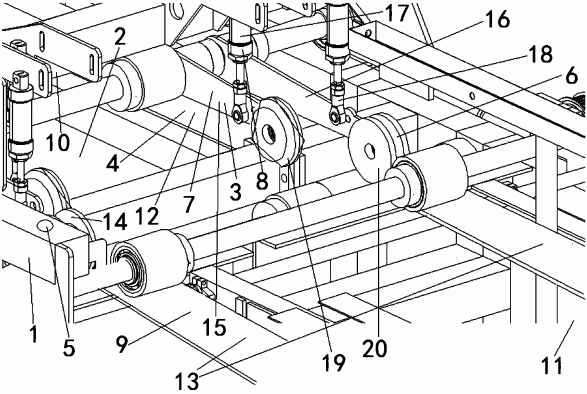
参见图18-图19,所述储存容器3a为上下两端互通的筒体结构,且包括储存部3-1a以及过渡部3-2a;其中,所述过渡部3-2a呈上大下小的锥形状,所述过渡部3-2a的下端为出料口。上述储存容器3a中的过渡部3-2a由于设置为上大下小的锥形状,因此所述过渡部3-2a的壁体能够承受部分商品的重力,从而减轻放料控制机构6a的负载,有利于放料控制机构6a的工作;另外,所述过渡部3-2a的截面面积不断往下缩小,从而使得储存容器3a的出料口便于控制,有利于提高商品的称重精度。
参见图18和图20,所述机架1上设有用于固定所述储存容器3a的固定架2a,该固定架2a上设有多个与所述过渡部3-2a匹配的固定圆环2-1a;所述储存容器3a的过渡部3-2a放置在固定圆环2-1a内。通过设置这样的固定架2a,通过固定圆环2-1a对储存容器3a的过渡部3-2a进行固定,从而能够将整个储存容器3a固定,这样的固定架2a结构简单,并且固定效果好。
参见图21-图22,所述放料控制机构6a包括设置在储存容器3a下方的放料支架6-1a、用于挡住储存容器3a的出料口的挡板6-3a以及驱动所述挡板6-3a移动的放料驱动机构6-4a;所述挡板6-3a设置在放料支架6-1a的顶面;所述放料驱动机构6-4a与控制系统连接。通过放料驱动机构6-4a驱动挡板6-3a移动,从而打开或封闭储存容器3a的出料口,使得商品排出;另外,控制系统能够对放料驱动机构6-4a发出信号,从而控制放料驱动机构6-4a对挡板6-3a的移动距离,进而对出料口打开大小进行控制,使得装置能够根据客户的需要加快或减慢商品的称重速度。
参见图21-图22,所述放料支架6-1a包括两个相对设置的立板6-11a以及设置在两个立板6-11a上端的横板6-12a;所述挡板6-3a以及放料驱动机构6-4a均设置在横板6-12a上;其中,所述横板6-12a上设有导轨6-2a,所述挡板6-3a上设有与导轨6-2a匹配的凹槽,所述横板6-12a上还设有用于商品穿过的避让孔6-5a,所述挡板6-3a设置在与避让孔6-5a对应的位置处。设置上述放料支架6-1a结构简单,通过导轨6-2a的设置,能够使得挡板6-3a的移动更加稳定,并且在放料驱动机构6-4a驱动横板6-12a移动时能够保持直线移动。
参见图23,在横板6-12a的下方设有导向机构7a,该导向机构7a包括设置在两个立板6-11之间的转动杆6-7以及导向板6-6;其中,所述导向板6-6a的其中一端固定设置在转动杆6-7a上,所述转动杆6-7a的两端分别与两个立板6-11a转动连接,转动杆6-7a的两端与两个立板6-11a之间均设有弹性元件6-8a;在弹性元件6-8a的自然状态下,所述导向板6-6a的自由端倾斜向上;所述输送管道4a设置在导向板6-6a的自由端对应处。
当放料驱动机构6-4a驱动挡板6-3a移动,打开储存容器3a的出料口时,商品逐渐掉落到导向板6-6a上,由于在弹性元件6-8a的自然状态下,所述导向板6-6a的自由端倾斜向上,因此当导向板6-6a上堆积一定重量的商品后,克服弹性元件6-8a的弹力使得导向板6-6a倾斜向下,此时商品顺势滑落到输送管道4a中;当放料驱动机构6-4a驱动挡板6-3a移动,从而封闭储存容器3a的出料口,但在挡板6-3a移动过程中,还会有部分商品排出掉落到导向板6-6a上,但由于少量商品的重量无法克服弹性元件6-8a的弹力,因此导向板6-6a的自由端继续保持倾斜向上,从而使得导向板6-6a上的商品不会顺势滑落到输送管道4a中,这样就能够在挡板6-3a开始关闭出料口后,输送管道4a中的商品的重量不会增多,从而不会增多最终在称重机5a上的商品的重量,提高了称重精度。
参见图1、图2、图15以及图16,所述储存容器3a有6个,且分成两列,每列有3个储存容器3;所述输送管道4a设置在两列储存容器3a之间。
在本实施例的所述输送管道4a上可以设有多个震动器,这样能够通过震动器的作用对输送管道4a中的商品进行引导输送,防止商品停留在输送管道4a上。
在本实施例的所述输送管道4a的内壁上可以设有多个驱动风枪,这样能够将商品吹向输送管道4a的末端,从而顺利掉落在称重机5a上,避免少量的商品滞留在输送管道4a上,导致最终商品的重量不准确。
参见图1,本实施例中的输送管道的末端与柔性管道4-1a连接,该柔性管,4-1a延伸到称重机的上方,与输送到称重机处的包装袋对应。
参见图15,所述称重机5a设置在储存容器3a的下方,这样的设置使得商品通过输送管道4a移动到称重机5a上时,能够利用重力的作用使商品顺势滑落到称重机5a上,减轻震动器的工作负荷。
本实施例中的所述封口机由热熔封口机构成,该热熔封口机包括两个发热板以及驱动两个发热板闭合或分离的封口驱动机构;所述两个发热板分别设置在包装袋的上端的两侧。当展开组件离开封口工位后,所述夹持组件将包装袋的上端夹紧固定好,随后所述封口驱动机构驱动两个发热板闭合,从而将包装袋的袋口进行热熔封闭,完成包装。
参见图1-图24,本实施例的自动售卖设备的工作原理是:
初始状态下,所述裁切组件以及展开组件均处于分离状态,并且第一个包装袋从袋卷中释放出来后,该包装袋的上端位于裁切组件之间,所述两个夹紧组件将该包装袋的上端的两侧夹住。当客户对商品进行挑选,确认商品的种类以及所需商品的重量后,所述包装袋输送模块开始工作,将包装袋从包装袋卷中取出,并输送到称重机处,为商品的装袋作准备,工作过程如下:
所述竖向驱动机构3-1驱动所述夹紧机构3-4向上移动,直至被夹住的第一个包装袋与第二个包装袋之间的连接处位于裁切组件的裁切工位;此时,所述裁切驱动机构2-2驱动所述裁切组件闭合,从而将第一个包装袋和第二个包装袋切断,使得第一个包装袋独立;紧接着,所述竖向驱动机构3-1继续驱动夹紧机构3-4向上移动,直至包装袋的上端移动到两个展开执行件4-1之间;随后,所述展开驱动机构4-3驱动两个展开执行件4-1闭合,夹紧驱动机构驱动两个夹紧组件分离从而松开包装袋,将包装袋交接到展开执行件上;紧接着,所述横向驱动机构驱动夹住包装袋的展开执行件4-1移动到封口工位,此时所述展开驱动机构4-3驱动展开执行件4-1分离,由于展开执行件4-1上的吸附块4-2将包装袋的两侧粘住,因此包装袋的袋口也随展开执行件4-1张开,从而实现包装袋的展开,等待商品的装入;
此时,将客户所需要的商品的重量输入控制系统,开始商品的自动装袋以及自动称重,过程如下:控制系统接收到所需重量的数据Z(即所述“商品目标重量”)后控制对应的储存容器3a的放料控制机构6a工作,从而打开该储存容器3a的出料口,使得储存容器3a内的商品经过输送管道4a转移到称重机5a的包装袋上;在商品转移到称重机5a上的过程中,所述控制系统实时监测重量传感器7a的重量数据X以及称重机5a上商品的重量数据Y;当重量传感器7a的重量数据X与称重机5a上商品的重量数据Y之和等于所需重量的数据Z时,所述控制系统控制放料控制机构6a关闭该储存容器3a的出料口,从而停止储存容器3a内的商品继续排出;此时,当输送管道4a上的商品完全转移到称重机5a上时,称重机5a上的商品的重量与客户所需要的重量相符合,从而满足客户的要求。在商品的称重过程中,整个过程无需人工参与,相比于人工称重能够避免在人工装袋过程中对商品的损坏或污染;另外,更重要的是本发明的用于自动售卖设备的称重装置能够通过检测重量传感器7a以及称重机5a的数据,及时对储存容器3a的出料口进行关闭,以防过多的商品排出,从而确保最终转移到称重机5a上的商品的重量与客户所需要的符合,进而满足客户的要求;
商品装入完毕后,所述固定机构将包装袋的上端固定,所述横向驱动机构驱动展开组件往回运动,离开封口工位;最后,所述封口机11将该包装袋的袋口封住,完成整个包装过程。
实施例2
本实施例与实施例1的不同之处在于:所述包装袋的输送模块3b中的固定机构包括用于夹住包装袋上端的夹持组件、驱动所述夹持组件分离或闭合的夹持驱动机构以及驱动所述夹持组件进行升降运动的升降驱动机构。当展开组件离开封口工位后,所述升降驱动机构再驱动夹持组件向上移动,对包装袋的上端进行夹紧,从而避免与展开组件的运动产生干涉;另外,夹持组件将包装袋的上端固定,从而避免包装袋的上端在装入商品后会过大地张开,不利于袋口的封装。
本实施例中的夹持组件以及夹持驱动机构可以通过现有技术中常见的手指气缸构成,通过手指气缸将装有商品的包装袋的上端夹住,以便热熔封口机对包装袋进行封口。
上述为本发明较佳的实施方式,但本发明的实施方式并不受上述内容的限制,其他的任何未背离本发明的精神实质与原理下所做的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
一种自动售卖设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0