






专利摘要
一种射孔枪内盲孔加工装置及方法。主要目的在于避免现有加工方式中需要动力传输产生的转动不稳定的问题。所述装置包括工作台、移动回转机构、支撑固定机构、电解加工系统、动力传输机构以及电解液循环机构;所述加工方法包括:将射孔枪枪身装夹在工作台上,并通过支撑固定机构支撑架上的弹簧万向轮将电解加工系统伸入射孔枪枪身内,通过移动回转机构将电解加工系统中的工具端对准待加工内盲孔位置;通过电动机提供运动和扭矩,经过一级减速器减速,带动整个动力传输机构完成电解加工工具端的纵向移动,工具端与连接电解加工电源阳极的射孔枪枪身及经小型磁力泵和导液管输送的电解液形成导电通路,实现内盲孔的加工。
权利要求
1.一种射孔枪内盲孔加工装置,包括工作台,其特征在于:
所述装置还包括移动回转机构、支撑固定机构、电解加工系统、动力传输机构以及电解液循环机构;
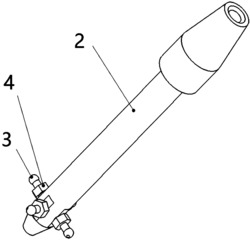
其中,所述移动回转机构,包括轴向手柄、分度盘手柄、分度盘、导轨滑块以及燕尾槽支架;所述燕尾槽支架下端固定在工作台上并与导轨滑块连接;所述分度盘固定在燕尾槽支架上端;操纵轴向手柄带动导轨滑块在导轨上横向移动,导轨滑块上燕尾槽支架带动整个分度盘移动,用于实现射孔枪枪身的左右移动;操纵分度盘手柄实现射孔枪枪身的回转运动;
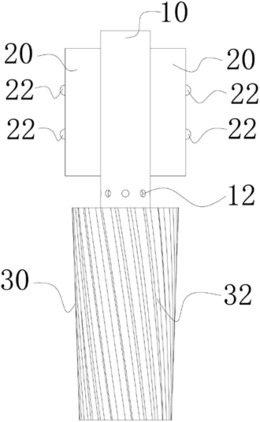
所述电解加工系统,包括电解加工电源、磁力泵、电解加工工具端以及导液管;所述电解加工工具端两侧端包裹绝缘材料,防止短路,所述电解加工工具端包裹绝缘材料的右侧开槽口,以利于回液畅通;所述电解加工工具端与电解加工电源阴极相连,射孔枪枪身与电解加工电源阳极相连,电解液通过磁力泵及导液管输送到电解加工工具端与射孔枪枪身之间,用于实现对内盲孔的加工;
所述支撑固定机构包括筋板、支撑架、万向轮支撑机构、分度盘夹具以及枪身支撑台;枪身支撑台上配备9个弹簧减震器,筋板对支撑架起支撑作用,支撑架用于支撑所述电解加工系统;射孔枪枪身前端由分度盘夹具夹持,另一端由支撑固定机构支撑防止出现悬臂梁结构损伤;所述的万向轮支撑机构包括伸缩杆、弹簧、轴承以及万向轮,万向轮支撑机构安装在支撑架上,用于对支撑架和电解加工系统起固定作用;
所述动力传输机构包括直流电机、减速器、联轴器A1、联轴器A2、轴B1、轴B2、轴B3、连接轴B1与连接轴B2的锥齿轮、连接在轴B4上的丝杠螺母以及丝杠螺母下的光杆;直流电机转动经减速器减速后带动轴B1转动,通过锥齿轮使连接轴B2改变转动方向,同时进行二级减速,连接轴B2与连接轴B3通过联轴器A2连接;所述丝杠螺母上焊接一个突出的立方小块,与支撑架通孔处的凹槽相配合;丝杠螺母上焊接一个长套筒包裹丝杠;所述光杆下端连接电解加工工具端,通过所述光杆的运动带动电解加工工具端的纵向移动;
所述的电解液循环机构包括磁力泵、出液管、导液管、漏液装置、回流管、橡胶套以及储液罐;所述磁力泵用于将电解液由储液罐中泵出,所述电解液顺着出液管流经导液管后经过漏液装置的导流,流到所述电解加工工具端与射孔枪枪身间隙,然后通过套在射孔枪枪身的橡胶套上连接的回流管回到储液罐内,实现电解液的循环。
2.一种利用权利要求1所述装置对射孔枪内盲孔进行加工的方法,包括如下步骤:
(1)将射孔枪枪身装夹在工作台上,再将装在支撑架上的电解加工系统通过支撑架上的万向轮支撑机构伸入射孔枪枪身内;
(2)利用移动回转机构,将电解加工系统工具端对准待加工内盲孔加工位置;
(3)利用电解加工装置中的动力传输机构通过丝杠螺母机构调节电解加工装置工具端与射孔枪枪身间隙,使间隙距离最佳;
(4)接通磁力泵后,打开电解加工电源,电解液由导液管流出,经过漏液装置导流流经工具端及射孔枪枪身间,发生电解反应,随着反应的进行,通过小型直流电机不断改变工具端纵向位置使间隙最佳直至内盲孔加工完成;
(5)电解加工工具端向上移动,小型磁力泵、电解加工电源开关暂时关闭;
(6)利用移动回转机构移动射孔枪枪身,使得电解加工工具端对准下一个待加工内盲孔,固定枪身后再按照步骤3)、4)的步骤加工下一个内盲孔;
(7)枪身整体加工完成后,加工车向右侧退出从而使加工装置退出,同时万向轮支撑机构逐渐退出枪身。
说明书
技术领域
本发明涉及一种对油气井用射孔枪内盲孔进行加工的装置及方法。
背景技术
目前,石油射孔枪内盲孔技术被广泛应用与油田生产作业中,内盲孔射孔枪与外盲孔射孔枪和无盲孔射孔枪相比具有定向性好、增加炸高、增加射孔枪聚能射流的穿透深度、能量利用率高等优点。目前的射孔枪内盲孔加工技术大多采用两种方法加工,一是刀具加工、补焊台阶通孔的方法,这一方法有不易散热、排屑困难、刀具结构尺寸受限、不能直接观察刀具情况、补焊后容易产生应力缺陷而降低射孔枪承受的压力载荷等缺点;二是用齿轮组或者带轮组实现超长杆传递运动和动力,具有较大的功率损失,同时由于传动距离较长而产生传动不稳定等缺点。公布号为CN 102489738 A 的油气井用射孔枪内盲孔加工方法与装置发明专利,给出了一种新的加工方法,但是存在以下问题:在射孔枪内部加工内盲孔处于不可视状态,该专利采用铣削加工方式加工后需对安装立式铣床位置的孔进行压片补焊处理。
发明内容
为了解决背景技术中所提到的技术问题,本发明提出了一种采用电解加工技术完成内盲孔加工的射孔枪内盲孔加工装置和方法,本装置和加工方法改变了传统刀具加工内盲孔时散热差、排屑困难、无法直接观察刀具情况和孔的概况等缺点,同时减少了封堵、压盖、焊接修磨、探伤、压力检测等繁琐的工艺流程。
本发明的技术方案是:所述射孔枪内盲孔加工装置,包括工作台,其独特之处在于:
所述装置还包括移动回转机构、支撑固定机构、电解加工系统、动力传输机构以及电解液循环机构;
其中,所述移动回转机构,包括轴向手柄、分度盘手柄、分度盘、导轨滑块以及燕尾槽支架;所述燕尾槽支架下端固定在工作台上并与导轨滑块连接;所述分度盘固定在燕尾槽支架上端;操纵轴向手柄带动导轨滑块在导轨上横向移动,导轨滑块上燕尾槽支架带动整个分度盘移动,用于实现射孔枪枪身的左右移动;操纵分度盘手柄实现射孔枪枪身的回转运动;
所述电解加工系统,包括电解加工电源、磁力泵、电解加工工具端以及导液管;所述电解加工工具端两侧端包裹绝缘材料,防止短路,所述电解加工工具端包裹绝缘材料的右侧开槽口,以利于回液畅通;所述电解加工工具端与电解加工电源阴极相连,射孔枪枪身与电解加工电源阳极相连,电解液通过磁力泵及导液管输送到电解加工工具端与射孔枪枪身之间,用于实现对内盲孔的加工;
所述支撑固定机构包括筋板、支撑架、万向轮支撑机构、分度盘夹具以及支撑固定机构;支撑固定机构上配备9个弹簧减震器,筋板对支撑架起支撑作用,支撑架用于支撑所述电解加工系统;射孔枪枪身前端由分度盘夹具夹持,另一端由支撑固定机构支撑防止出现悬臂梁结构损伤;所述的万向轮支撑机构包括伸缩杆、弹簧、轴承以及万向轮,万向轮支撑机构安装在支撑架上,用于对支撑架和电解加工系统起固定作用;
所述动力传输机构包括直流电机、减速器、联轴器A1、联轴器A2、轴B1、轴B2、轴B3、连接轴B1与连接轴B2的锥齿轮、连接在轴B3上的丝杠螺母以及丝杠螺母下的光杆;直流电机转动经减速器减速后带动轴B1转动,通过锥齿轮使连接轴B2改变转动方向,同时进行二级减速,连接轴B2与连接轴B3通过联轴器A2连接;所述丝杠螺母上焊接一个突出的立方小块,与支撑架通孔处的凹槽相配合;丝杠螺母上焊接一个长套筒包裹丝杠;所述光杆下端连接电解加工工具端,通过所述光杆的运动带动电解加工工具端的纵向移动;
所述的电解液循环机构包括磁力泵、出液管、导液管、漏液装置、回流管、橡胶套以及储液罐;所述磁力泵用于将电解液由储液罐中泵出,所述电解液顺着出液管流经导液管后经过漏液装置的导流,流到所述电解加工工具端与射孔枪枪身间隙,然后通过套在射孔枪枪身的橡胶套上连接的回流管回到储液罐内,实现电解液的循环。
利用前述装置对射孔枪内盲孔进行加工的方法,包括如下步骤:
(1)将射孔枪枪身装夹在工作台上,再将装在支撑架上的电解加工系统通过支撑架上的万向轮支撑机构伸入射孔枪枪身内;
(2)利用移动回转机构,将电解加工系统工具端对准待加工内盲孔加工位置;
(3)利用动力传输机构通过丝杠螺母机构调节电解加工装置工具端与射孔枪枪身间隙,使间隙距离最佳;
(4)接通磁力泵后,打开电解加工电源,电解液由导液管流出,经过漏液装置导流流经工具端及射孔枪枪身间,发生电解反应,随着反应的进行,通过直流电机不断改变工具端纵向位置使间隙最佳直至内盲孔加工完成;
(5)电解加工工具端向上移动,磁力泵、电解加工电源开关暂时关闭;
(6)利用移动回转机构移动射孔枪枪身,使得电解加工工具端对准下一个待加工内盲孔,固定枪身后再按照步骤(3)、(4)的步骤加工下一个内盲孔。
(7)枪身整体加工完成后,加工车向右侧退出从而使加工装置退出,同时万向轮支撑机构逐渐退出枪身。
本发明具有如下有益效果:本发明所给出的装置和加工方法采用电解加工方式,与现有的铣削方式相比,具有以下益处:
首先,铣削方式在不可视状态下刀具加工孔不稳定,电解加工方式可控性更强,不会产生废屑和过多铣削热,保证内盲孔加工成型过程稳定,不受其他不稳定性因素影响,加工后也无需进行其他复杂操作影响枪身某个位置。电解加工同样可控制内盲孔形状、加工速度以及加工深度。
其次,在固定支撑及加工位置确定方面,现有技术中采用胀紧装置将刀具连杆支撑座锁紧在射孔枪内壁上,单一通过移动整个加工装置完成对钻头位置的移动;而本发明所述装置采用多种固定方式对射孔枪枪身进行固定,射孔枪枪身尾端的支撑台同样对射孔枪枪身起到支撑作用,防止枪身过长加工时出现悬臂梁结构损伤情况,加工装置与射孔枪枪身用多个弹簧万向轮固定,该种固定方式较胀紧结构相比简单且无需其他动力参与,并且加工射孔枪枪身其他位置需要旋转时无需重复进行固定操作,旋转分布盘可改变圆周位置、调节轨道滑块既可改变水平位置。
再次,在动力传输方面:现有技术采用动力传输杆带动钻头旋转方式,通过啮合方式连接,而本发明所述装置采用电动机、减速器、轴、联轴器及丝杠螺母连接,较齿轮啮合方式传动过程更加稳定并可实现变速进给。
附图说明:
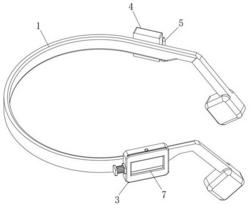
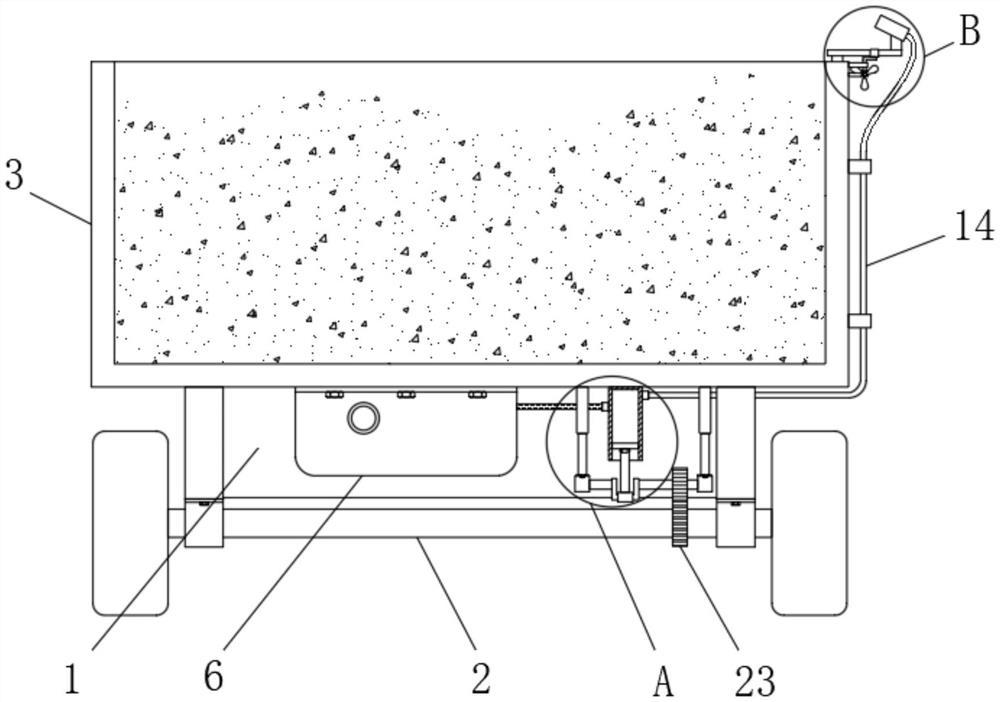
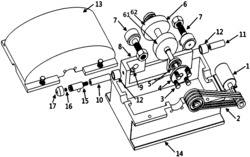
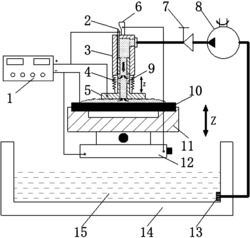
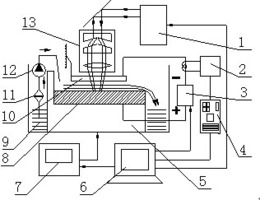
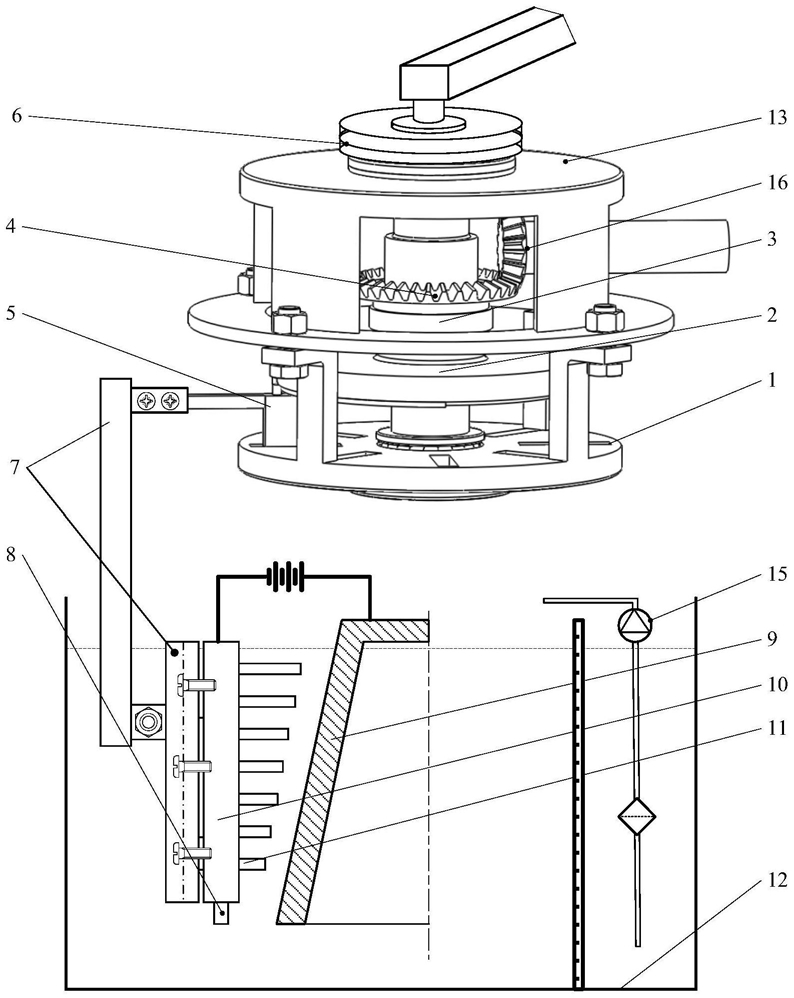
图1是本发明的一种内盲孔加工实施装置整体结构图。
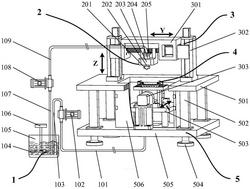
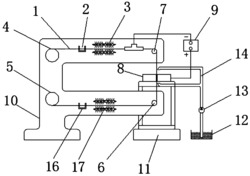
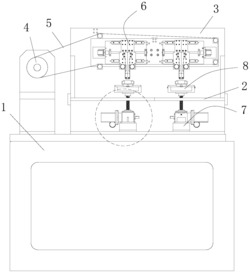
图2是本发明装置的动力传输机构的结构图。
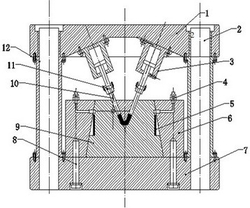
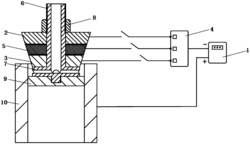
图3是本发明装置的电解加工系统的结构图。
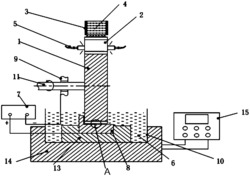
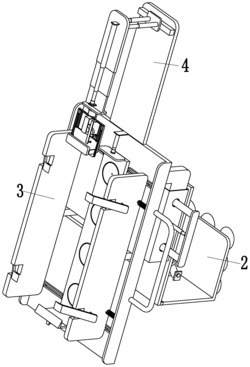
图4是本发明装置的支撑固定机构的结构图。
图5是本发明装置的万向轮支撑机构的结构图。
图中1-工作台,2-导轨滑块,3-燕尾槽支撑台,4-分度盘, 5-动力传输机构,6-电解加工系统,7-万向轮支撑机构,8-回液橡胶塞,9-支撑杆,10-导液管,11-电解加工电源,12-出液管,13-磁力泵,14-电解液槽,15-回液管,16-支撑固定机构,17-射孔枪枪身,18-内盲孔,41-轴向手柄,42-分度盘手柄,51-支撑架,52-直流电机,53-A1联轴器,54-一级减速器,55-A2联轴器,56-B3轴,57-锥齿轮,58-B4轴,59-A3联轴器,61-半圆形堵头,62-限位块,63-进给丝杠,64-隔液套筒,65-漏液装置,66-电极,67-绝缘材料,71-伸缩杆,72-弹簧,73-轴承,74-万向轮,111-电解加工电源阳极,112-电解加工电源阴极,161-机架,162-弹簧,163-限位螺母,164-伸缩杆,165-滚珠,541-B1轴,542-B2轴。
具体实施方式:
下面结合附图对本发明作进一步说明:
如图1至图5所示,本种射孔枪内盲孔加工装置包括工作台1、移动回转机构4、万向轮支撑机构7、支撑固定机构16、电解加工系统6、动力传输机构5以及电解液循环机构。
所述的移动回转机构,是由轴向手柄、分度盘手柄、分度盘、导轨滑块及分度盘下的燕尾槽支架组成。燕尾槽支架下端固定在工作台上并与滑块连接,分度盘固定在燕尾槽支架上端,操纵轴向手柄带动滑块在导轨上横向移动,滑块上上燕尾槽支架带动整个分度盘移动,实现射孔枪枪身的左右移动,操纵分度盘手柄实现射孔枪枪身的回转运动。
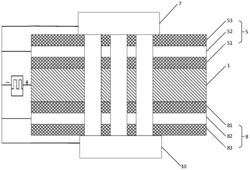
所述的电解加工系统,是由电解加工电源、小型磁力泵、电解加工工具端、丝杠螺母组成,电解加工工具端两侧包裹绝缘材料,防止短路,同时在绝缘材料右侧开出凹槽,便于导流回液。电解加工工具端与电解加工电源阴极相连,射孔枪枪身与电解加工电源阳极相连,电解液通过泵及导液管经过漏液装置导流输送到电解加工工具端与射孔枪枪身之间,完成对内盲孔的加工。
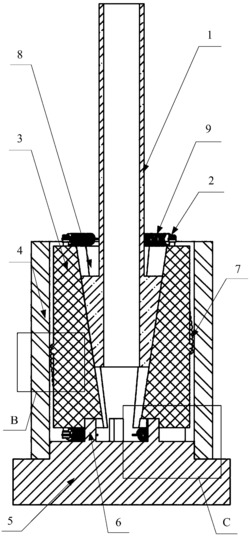
所述的支撑固定机构,是由筋板、支撑架、弹簧、万向轮、分度盘夹具、枪身支撑台组成,枪身支撑台上配备9个弹簧减震器。筋板对支撑架起支撑作用,支撑架对整个电解加工系统起支撑作用,安装在支撑架上的弹簧万向轮对支架和电解加工系统起固定作用,射孔枪枪身前端由分度盘夹具夹持,另一端由枪身支撑台支撑防止出现悬臂梁结构损伤。
所述的动力传输机构由小型直流电机、一级减速器、联轴器A1、A2、A3,轴B1、B2、B3、B4,连接轴B3与B4的锥齿轮、连接在轴B4上的丝杠螺母及丝杠螺母下的光杆组成。通过电动机转动及减速器的减速效果带动B1转动,通过锥齿轮连接轴B4改变转动方向,同时进行二级减速,B3与B4通过联轴器A3连接,B4下端为螺母丝杆及光杆,光杆下端即电解加工工具端,通过该动力传输机构带动电解加工工具端的纵向移动。
所述的电解液循环机构由小型磁力泵、回流管、出液管、导液管、储液罐、隔液套筒、漏液装置、橡胶套组成。电解加工开始时,泵将电解液由储液罐中泵出,电解液顺着出液管流经导液管后经漏液装置导流后流到电解加工工具端与射孔枪枪身间隙,然后通过套在射孔枪枪身的橡胶套上连接的回流管回到储液罐内。
所述的工作台是由金属材料焊接而成,起到承载整个工作装置的作用,承载能力好,可靠性高。
具体应用时,工作台固定在地面,导轨2两端通过轴承固定在机架上,对整个分度装置起左右移动的作用,分度盘的下端与机架通过燕尾槽3相连接,并开一个孔以通过丝杠。
在机架的另一侧有枪身支撑机构16,由三组、每组三颗滚珠165组成枪身支撑结构,其中滚珠装在由弹簧162支撑的可伸缩的伸缩杆164上,9颗不同位置的滚珠可提供更大的支撑力,防止枪身17的悬臂震振动或弯曲,由于伸缩杆的伸缩作用,可有效减轻枪身的受力不均现象。
移动回转机构由分度盘4、导轨滑块2、燕尾槽3组成。轴向手柄控制螺母旋转通过与丝杠的配合实现分度盘整体的左右移动,分度手柄实现枪身的360°旋转以满足不同要求内盲孔的加工。枪身的左侧由分度盘上的三爪卡盘夹紧。动力传输机构5固定在支撑架51上,通过电动机52、联轴器53、减速器54、锥齿轮57实现动力的传输。
电解加工系统6由进给丝杠63、螺母限位块62、电极66、绝缘材料67组成,进给丝杠通过联轴器A3与B4轴58连接实现进给加工。绝缘材料有效隔离工具和工件,同时在绝缘材料右侧开出的槽口有利于电解液的排出。
万向轮支撑机构7由伸缩杆71、弹簧72、轴承73、万向轮74组成。在加工前,万向轮支撑机构随着支撑杆一起进入到枪身中,由于伸缩杆71的伸缩作用,可使支撑杆有效地被支撑又能防止整个加工结构被枪身内壁卡住,防止支撑杆的悬臂过长。
通过小型磁力泵13从电解液槽14中泵出液体,经过出液管12、导液管10、漏液装置65、半圆形堵头61、回液橡胶塞8、回液管15实现电解液的循环。
整个加工系统固定在可移动式小车上,车上配备有电解加工电源11,其中电解加工电源正极111接枪身外壁,电解加工电源负极112沿着支撑杆内壁接到进给丝杠63上,从而与电极66相连。加工时,将射孔枪枪身装夹在工作台上,并通过加工装置支撑架上的弹簧万向轮将电解加工装置伸入射孔枪枪身内,通过移动回转机构将电解加工系统中的工具端对准待加工内盲孔位置;通过电动机提供运动和扭矩,经过一级减速器减速,带动整个动力传输机构完成电解加工工具端的纵向移动,工具端与连接电解加工电源阳极的射孔枪枪身及经小型磁力泵和导液管输送的电解液形成导电通路,实现内盲孔的加工。
下面给出一个具体实施示例:
加工射孔枪枪身内盲孔参数为:孔密:16孔/米、相位:90°、孔径:Ø12 mm、内盲孔深度5±0.5 mm、射孔枪枪身6 m。
利用本发明所述方法进行盲孔加工过程如下:
1)将射孔枪枪身17装夹在分度盘4的三爪卡盘上同时调整好枪身支撑装置16支撑枪身另一侧;
2)调节轴向手柄,将电解加工系统工具端66对准待加工内盲孔的加工位置;
3)接通直流电动机52电源,利用动力传输机构5通过丝杠螺母机构63调节电解加工装置工具端与射孔枪枪身间隙,使间隙距离最佳;
4)接通小型磁力泵13后,打开电解加工电源,电解液由导液管10流出,经过漏液装置65导流流经工具端及射孔枪枪身间,发生电解反应,随着反应的进行,通过小型直流电机不断改变工具端纵向位置使间隙最佳直至内盲孔加工完成;
5)电解加工工具端向上移动,小型磁力泵、电解加工电源开关暂时关闭;
6)利用移动回转机构移动射孔枪枪身,使得电解加工工具端对准下一个待加工内盲孔,固定枪身后再按照步骤3)、4)的步骤加工下一个内盲孔;
7)枪身整体加工完成后,加工车向右侧退出从而使加工装置退出,同时万向轮支撑装置7也逐渐退出枪身。
本发明提供的射孔枪内盲孔加工方法,它无需通过长距离动力传动、无需用传统加工方法且无需在射孔枪身开阶梯孔,而是直接通过电解加工的方法加工内盲孔,加工出的内盲孔精度高。整个实施装置刚性好,传输平稳,加工精度高,加工过程可控,可避免手工操作带来的一系列误差,且便于安装、节省人力、提高效率。与刀具加工内盲孔装置相比较,无需考虑散热、排屑、进给量控制等问题,避免通孔加工后焊接封堵台阶孔的复杂工艺。
一种射孔枪内盲孔加工装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0