







专利摘要
本发明的目的在于,提供:不良粒料的发生被抑制的树脂粒料的制造方法。本发明的树脂粒料的制造方法的特征在于,具备下述工序,股线状的树脂的直径为1.5~4.5mm,牵拉速度为1.5m/s~10m/s,模具有10个以上的模孔,以式2定义的股线间隔X满足下述式1。工序1:将熔融状态的热塑性树脂从模以股线状拉出的工序。工序2:用制冷剂将拉出后的股线状的树脂冷却的工序。工序3:裁切冷却后的股线状的树脂而得到树脂粒料的工序。1.73×a≤Xb≤2.81×a式1a=0.524、b=0.367、X(cm)={(有效模板宽度)(cm)‑(股线直径)(cm)×(股线数‑1)}/{(股线数)‑1}式2有效模板宽度为模两端的从模孔的外侧的孔中心至外侧的孔中心为止的最大距离。
权利要求
1.一种树脂粒料的制造方法,其特征在于,具备下述工序1~工序3,
工序1:将熔融状态的热塑性树脂从模以股线状拉出的工序;
工序2:用制冷剂将拉出后的股线状的树脂冷却的工序;
工序3:裁切冷却后的股线状的树脂而得到树脂粒料的工序,
所述热塑性树脂的工序1中的拉出时的树脂温度下的熔融粘度在剪切速度122sec
所述工序2以滑块冷却方式进行,
所述工序2中的制冷剂的温度为10~70℃,
所述工序2中的制冷剂为水
所述股线状的树脂与制冷剂的接触时间为0.1~6.7秒
股线状的树脂的直径为1.5~4.5mm,
以股线状拉出的牵拉速度为1.5m/s~10m/s,
所述模具有10个以上的模孔,
以下述式2定义的股线间隔X满足下述式1,
二连粒料的发生概率为0.5%以上且低于8.5%,
1.73×a≤X
此处,a、b和X如以下所述,
a=0.524
b=0.367
X(cm)={(有效模板宽度)(cm)-(股线直径)(cm)×(股线数-1)}/{(股线数)-1} 式2
有效模板宽度为模两端的从模孔的外侧的孔中心至外侧的孔中心为止的最大距离。
2.根据权利要求1所述的树脂粒料的制造方法,其中,所述热塑性树脂为聚酰胺树脂。
3.根据权利要求1或2所述的树脂粒料的制造方法,其中,所述模孔的孔径为0.2~1.5cm。
4.根据权利要求1或2所述的树脂粒料的制造方法,其中,所述热塑性树脂是使包含30摩尔%以上的碳数4~20的α,ω-脂肪族二羧酸的二羧酸成分、与总计包含70摩尔%以上的选自苯二甲胺和双(氨基甲基)环己烷中的二胺的二胺成分进行熔融聚合而得到的聚酰胺树脂。
5.根据权利要求1或2所述的树脂粒料的制造方法,其中,所述工序1为在加压下从反应槽拉出热塑性树脂的工序,此时的压力为0.1~1MPaG。
说明书
技术领域
本发明涉及树脂粒料的制造方法。
背景技术
热塑性树脂作为家电制品、各种汽车用部件、计算机的壳体等注射成型材料、纺丝、编织物等衣料品、轮胎帘布、渔网、钓鱼线等工业用或休闲用长丝材料、食品包装用的薄膜、各种容器用片材或者瓶用材料被使用,根据其种类而具有高强力、耐磨性、耐疲劳性、良好的染色性、阻气性等化学性质、机械性质。
通常,以间歇式聚合的热塑性树脂通过用非活性气体对聚合槽内加压,另外,连续式的情况下,通过齿轮泵、螺杆等机械动力,从多个喷出口以被称为股线的丝状挤出后,利用造粒装置进行冷却固化·切断形成粒料而制品化、或形成固相聚合用原料而使用。该工序一般被称为造粒工序。
热塑性树脂的造粒有多种方法,但从较低成本、机构单纯且容易维护、粒料形状也稳定的方面出发,一般为如下方法:将熔融股线用制冷剂冷却固化后,用切割机等切断而粒料化。此时,与相邻的股线接触或粘接的状态下进行粒料化时,形成粘接有多个粒料的二连粒料和多连粒料。另外,出于冷却不充分等原因,排出中产生气泡的生成时,有时形成异形粒料。这样的二连粒料、多连粒料和异形粒料在注射/挤出成型时成为供给不良的原因、成为注射成型机、挤出机劣化的原因,因此,一般会通过筛等筛选机来去除至工序外。
专利文献1中,出于抑制异形粒料的发生的目的,记载了一种具有特定形状的聚酰胺成型用喷嘴。
现有技术文献
专利文献
专利文献1:日本特开平8-290454号公报
发明内容
专利文献1中记载的聚酰胺成型用喷嘴设为符合特定的树脂的形状,存在其应用范围受到限制的问题,在相同的反应槽中制造其他树脂的情况下,需要更换成型用喷嘴。
造粒工序中,产生二连粒料、多连粒料、异形粒料等不良粒料时,作为结果,存在热塑性树脂粒料的成品率恶化的问题。
本发明的目的在于,提供:二连粒料以及多连粒料和异形粒料等其他不良粒料的发生被抑制的树脂粒料的制造方法。
本发明人等鉴于上述课题而进行了深入研究,结果发现:使拉出的股线状的树脂的直径和牵拉速度为特定的范围,进而,使股线间隔为满足特定的式子的范围,从而二连粒料、多连粒料、异形粒料等不良粒料的发生被抑制,至此完成了本发明。本发明提供以下的〔1〕~〔10〕。
[1]一种树脂粒料的制造方法,其特征在于,具备下述工序1~工序3,
工序1:将熔融状态的热塑性树脂从模以股线状拉出的工序;
工序2:用制冷剂将拉出后的股线状的树脂冷却的工序;
工序3:裁切冷却后的股线状的树脂而得到树脂粒料的工序,
股线状的树脂的直径为1.5~4.5mm,
以股线状拉出的牵拉速度为1.5m/s~10m/s,
所述模具有10个以上的模孔,
以下述式2定义的股线间隔X满足下述式1。
1.73×a≤X
此处,a、b和X如以下所述。
a=0.524
b=0.367
X(cm)={(有效模板宽度)(cm)-(股线直径)(cm)×(股线数-1)}/{(股线数)-1} 式2
有效模板宽度为模两端的从模孔的外侧的孔中心至外侧的孔中心为止的最大距离
[2]根据[1]所述的树脂粒料的制造方法,其中,前述热塑性树脂为聚酰胺树脂。
[3]根据[1]或[2]所述的树脂粒料的制造方法,其中,前述模孔的孔径为0.2~1.5cm。
[4]根据[1]~[3]中任一项所述的树脂粒料的制造方法,其中,前述热塑性树脂的工序1中的拉出时的树脂温度下的熔融粘度在剪切速度122sec
[5]根据[1]~[4]中任一项所述的树脂粒料的制造方法,其中,前述工序2以滑块冷却方式进行。
[6]根据[1]~[5]中任一项所述的树脂粒料的制造方法,其中,前述工序2中的制冷剂的温度为10~70℃。
[7]根据[1]~[6]中任一项所述的树脂粒料的制造方法,其中,前述工序2中的制冷剂为水。
[8]根据[1]~[7]中任一项所述的树脂粒料的制造方法,其中,股线状的树脂与制冷剂的接触时间为0.1~6.7秒。
[9]根据[1]~[8]中任一项所述的树脂粒料的制造方法,其中,前述热塑性树脂是使包含30摩尔%以上的碳数4~20的α,ω-脂肪族二羧酸的二羧酸成分、与总计包含70摩尔%以上的苯二甲胺和双(氨基甲基)环己烷的二胺成分进行熔融聚合而得到的聚酰胺树脂。
[10]根据[1]~[9]中任一项所述的树脂粒料的制造方法,其中,前述工序1为在加压下从反应槽拉出热塑性树脂的工序,此时的压力为0.1~1MPaG。
根据本发明,可以提供:二连粒料以及多连粒料和异形粒料等其他不良粒料的发生被抑制的树脂粒料的制造方法。
附图说明
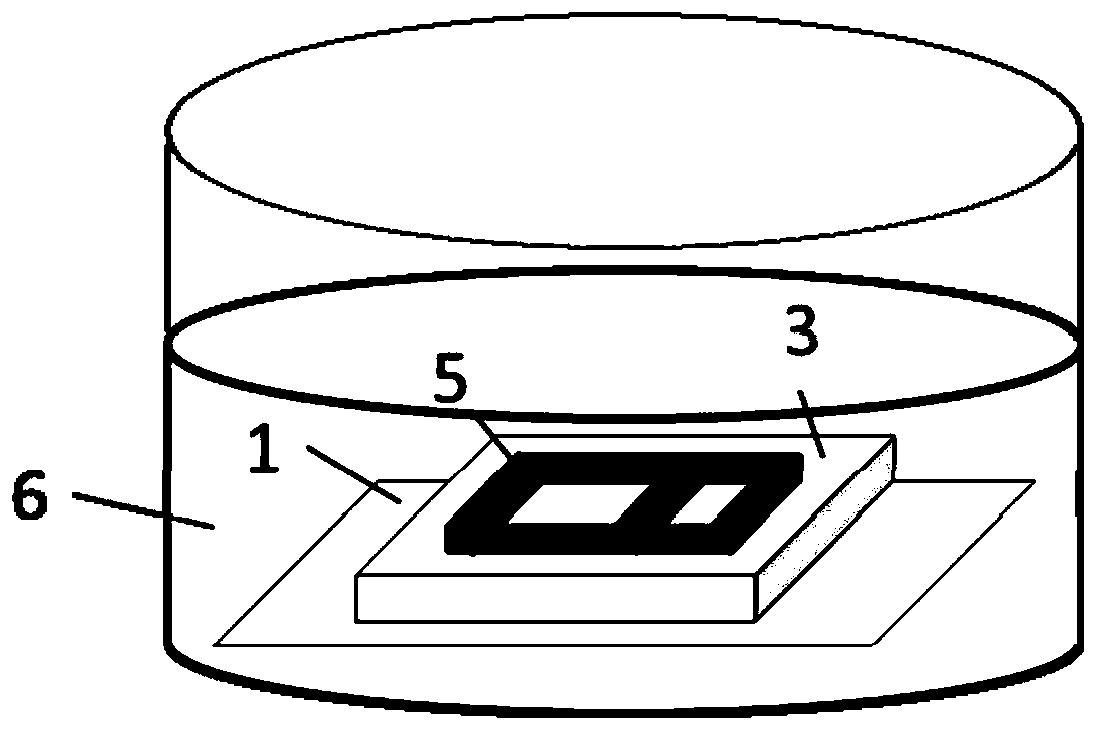
图1为从模板拉出股线时的俯视简图的一例。
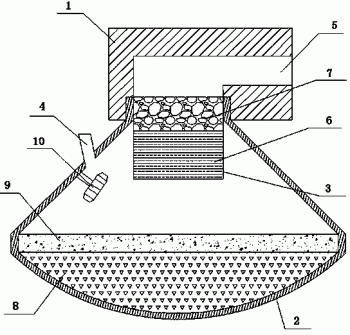
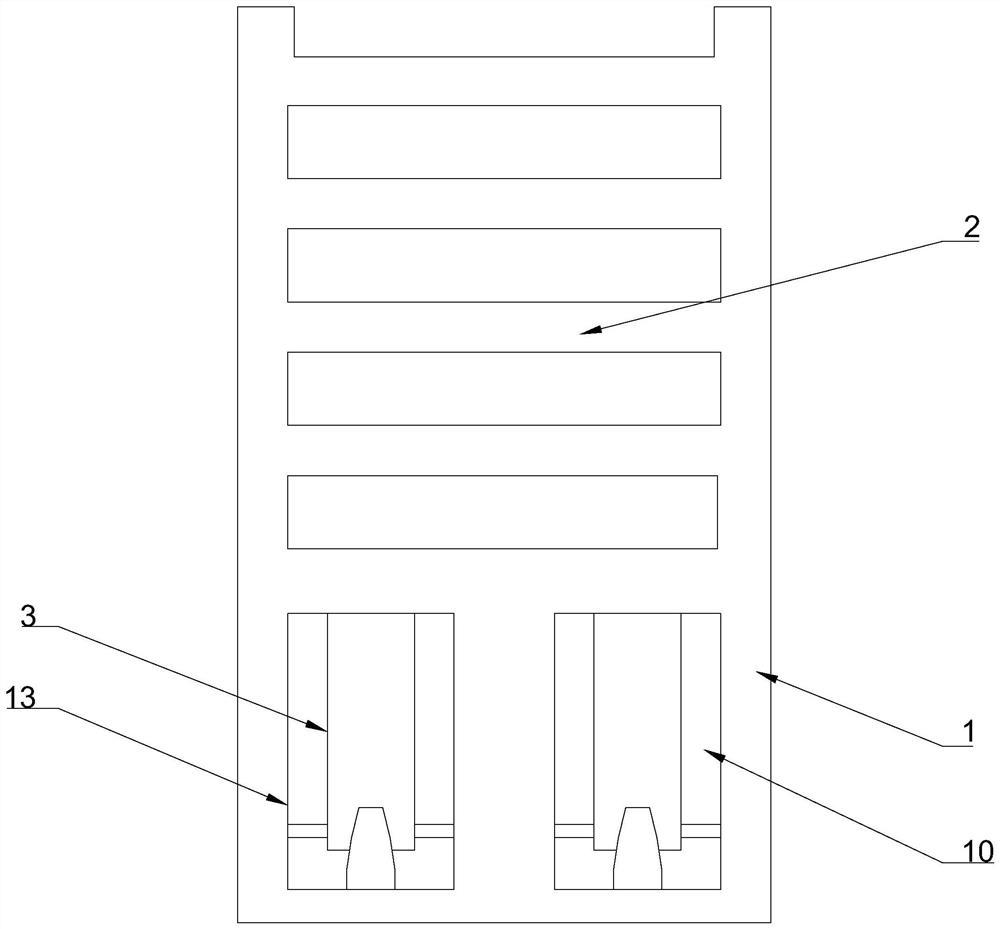
图2为模板的俯视图的另一例。
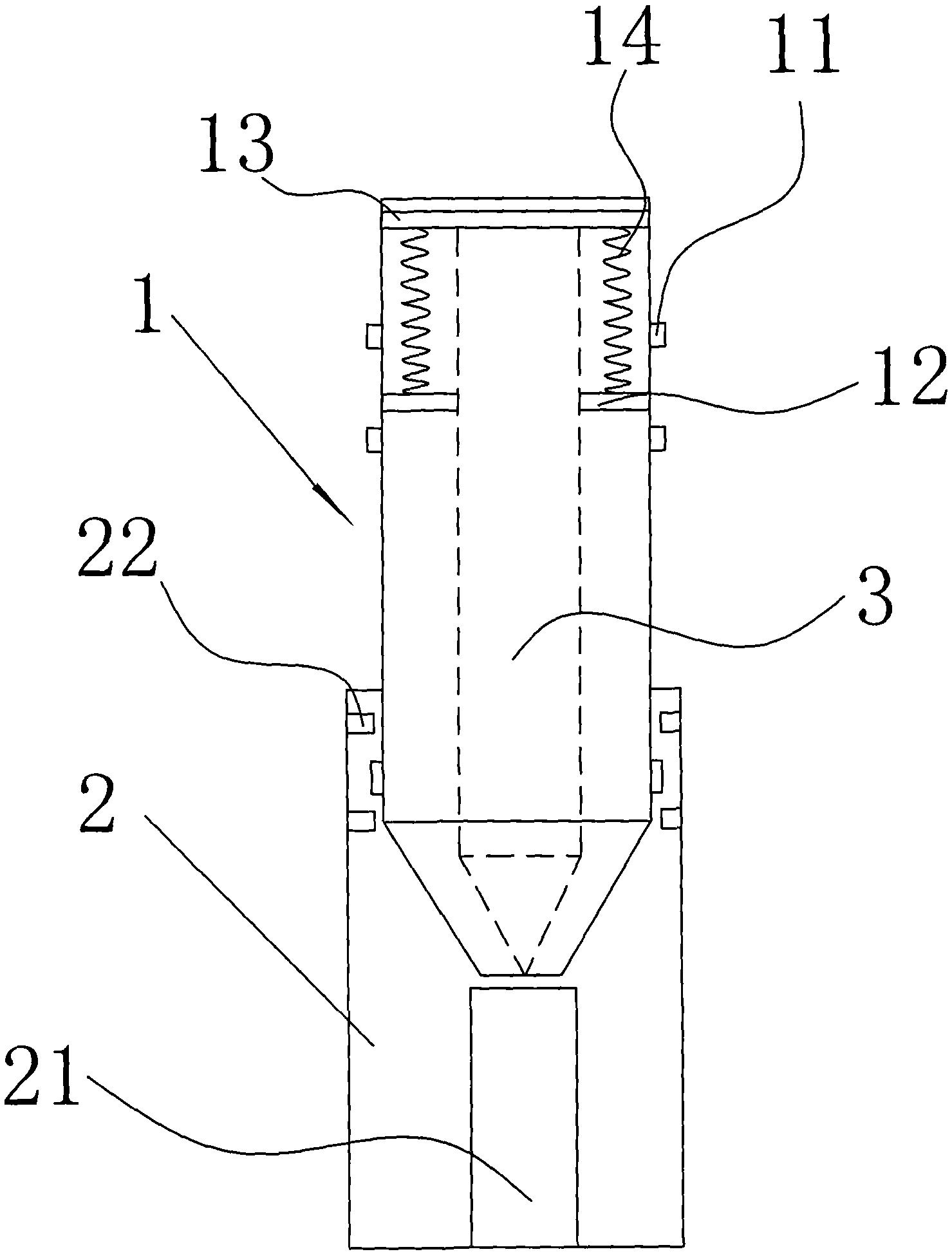
图3为从模板拉出股线时的俯视简图的另一例。
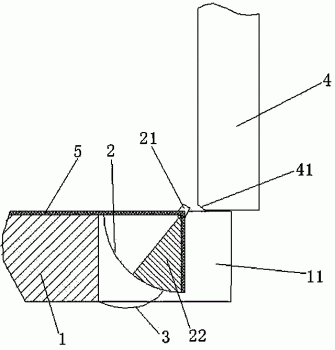
图4为示出模板的树脂的流动方向上的剖视图的一例。
具体实施方式
以下,利用实施方式对本发明进行说明。需要说明的是,以下的说明中,表示数值范围的“A~B”的记载表示“A以上且B以下”(A<B的情况)、或“A以下且B以上”(A>B的情况)。即,表示包含作为端点的A和B的数值范围。
另外,质量份和质量%分别与重量部和重量%为相同含义。
本发明的树脂粒料的制造方法的特征在于,具备以下的工序1~工序3。
工序1:将熔融状态的热塑性树脂从模以股线状拉出的工序
工序2:用制冷剂将拉出后的股线状的树脂冷却的工序
工序3:裁切冷却后的股线状的树脂而得到树脂粒料的工序
另外,股线状的树脂的直径(以下,也称为“股线直径”)为1.5~4.5mm,以股线状拉出的牵拉速度为1.5m/s~10m/s,前述模具有10个以上的模孔,以下述式2定义的股线间隔X满足下述式1。
1.73×a≤X
此处,a、b和X如以下所述。
a=0.524
b=0.367
X(cm)={(有效模板宽度)(cm)-(股线直径)(cm)×(股线数-1)}/{(股线数)-1} 式2
有效模板宽度为模两端的从模孔的外侧的孔中心至外侧的孔中心为止的最大距离。
本发明中,通过形成满足上述各特征的树脂粒料的制造方法,从而二连粒料、多连粒料、异形粒料等不良粒料的发生被抑制。需要说明的是,本发明中,将2个股线接触或粘接而生成的树脂粒料称为二连粒料,将3个以上的股线接触或粘接而生成的树脂粒料称为多连粒料。另外,将包含二连粒料、多连粒料在内的、不良品的树脂粒料整体统称为不良粒料,将从该不良粒料去除了二连粒料的不良粒料称为其他不良粒料。因此,不良粒料由二连粒料和其他不良粒料构成。
认为通过增大股线间隔、或抑制股线彼此的粘接、且增加制冷剂相对于股线的量从而可以抑制源自股线彼此的粘接的二连粒料和多连粒料的发生、源自冷却不良的异形粒料的发生。然而,增大股线间隔时,存在制造效率降低的问题。
因此,发明人等出于在特定的股线直径和特定的牵拉速度下得到抑制不良粒料的发生、且生产率优异的树脂粒料的制造方法的目的,进行了深入研究,结果发现:股线彼此的粘接的发生源自冷却中的股线的波动,使用股线间隔X时,良好地吻合特定的数学式,其发生概率体现正态分布的行为,至此完成了本发明。
在不良粒料的发生中,发现特别是二连粒料的发生多,而且通过抑制二连粒料的发生,也可抑制包含多连粒料的其他不良粒料的发生。
以下,参照附图进行说明。需要说明的是,以下的说明中,同一符号表示同一对象。
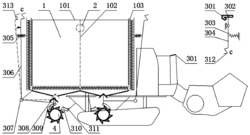
图1为从本发明中使用的模板拉出股线时的俯视简图的一例。图1为从排出的一侧、即反应槽的外侧观察模板并用箭头表示股线的流动方向。
模板10上设有模孔12,其数量总计为10个以上。模孔12的数量还依赖于使用的反应槽的大小,优选20个以上、更优选32个以上、进一步优选42个以上,而且优选120个以下、更优选108个以下、进一步优选98个以下。
本发明中,股线间隔X(cm)以下述式2定义。
X(cm)={(有效模板宽度)(cm)-(股线直径)(cm)×(股线数-1)}/{(股线数)-1} 式2
此处,有效模板宽度是指,模的两端的从模孔的一个外侧的孔中心向另一个外侧的孔中心为止的最大距离。图1中,有效模板宽度用Dmax表示。有效模板宽度为从两端的股线的模孔的外侧的孔中心至外侧的孔中心为止的最大距离,后述的工序2以滑块冷却方式进行的情况下,为滑块上的两端的股线的模孔的外侧的孔中心至外侧的孔中心为止的距离。图1中,股线直径用St表示。
需要说明的是,如图2所示那样,使用圆形的模的情况下,有效模板宽度如用Dmax表示那样,为与股线的拉出方向垂直、即、滑块冷却方式的情况下与制冷剂的流动方向(滑块方向)垂直的方向上的、模的两端的模孔的外侧的孔中心至外侧的孔中心为止的距离。
本发明中,工序1中拉出后的股线状的树脂的直径(股线直径、图1中St)为1.5~4.5mm。股线直径低于1.5mm时,每单位时间内从反应槽拉出熔融状态的热塑性树脂的速度变慢,树脂粒料的生产率降低。另外,超过4.5mm时,有利用制冷剂的股线的冷却变得不充分的担心。
股线直径优选1.8mm以上、更优选2mm以上、进一步优选2.2mm以上,而且优选4.2mm以下、更优选3.8mm以下、进一步优选3.5mm以下。
需要说明的是,股线直径(St(cm))利用模孔每一个孔的聚合物流量(B(cm
St=2×{(B/C)÷π}
工序1中,以股线状拉出的牵拉速度为1.5m/s~10m/s。牵拉速度低于1.5m/s时,每单位时间内从反应槽拉出熔融状态的热塑性树脂的速度变慢,树脂粒料的生产率降低。另外,超过10m/s时,有利用制冷剂的股线的冷却变得不充分的担心。
牵拉速度优选1.8m/s以上、更优选2.1m/s以上、进一步优选2.3m/s以上,而且优选7m/s以下、更优选5m/s以下、进一步优选4.4m/s以下、更进一步优选4.0m/s以下、更进一步优选3.8m/s以下。
需要说明的是,本发明中,牵拉速度(m/s)是指,工序3中的即将裁切前的股线的牵拉速度,实质上与向裁切用的切割机送入股线的、导入用的牵拉辊的转速近似。
本发明人等着眼于在制冷剂中牵拉的股线摇动,从而与相邻的股线接触并粘接,因此产生二连股线,考虑并研究了股线间隔X与二连粒料的发生概率体现正态分布的相关性,但仅凭借股线间隔X,无法得到充分的正态分布的相关性。
因此,进行了深入研究,结果发现:股线间隔X的b次幂与二连粒料的发生概率跟正态分布良好地一致,另外发现:此时采用特定的值(a)作为标准偏差,从而与实际的二连粒料的发生概率良好地一致。
认为,为了将二连粒料的发生抑制为低于8.5%,从而将不良粒料整体的发生抑制为10%以下,作为X
此外,如果增大股线间隔X,则二连粒料的发生概率减少,可是认为二连粒料的发生低于0.5%时虽然成品率良好,但树脂粒料的生产率降低,经济效果低,作为X
由此,X
1.73×a≤X
发现:式1中的a和b采用a=0.524、b=0.367,从而实测的二连粒料的发生概率与由式1算出的发生概率良好地一致。
需要说明的是,为了使二连粒料的发生为0.5%以上且5%以下,可以选择X使其满足(1.96×a≤X
另外,为了使二连粒料的发生为1%以上且5%以下,可以选择X使其满足(1.96×a≤X
本发明中,模孔的孔径(图1和图3中的Dh)优选0.2~1.5cm(2~15mm)。模孔的孔径可以以与牵拉速度的关系适宜选择使其成为适合的股线直径,考虑拉出的容易性等,优选上述范围。
需要说明的是,对于模孔的孔径,模孔为圆形的情况下,是指模孔的直径,如图3所示那样,不是圆形的情况下,是指与股线的拉出方向垂直的方向上的最大直径。另外,模孔的孔径是指,股线出口处的孔径。
模孔的孔径更优选0.42cm以上、进一步优选0.62cm以上,而且更优选1.18cm以下、进一步优选0.98cm以下。
需要说明的是,存在多个模孔的孔径在模的整体中无需相同,例如进行如下操作:容易施加排出压力的衣架模中,在模的中央部,减少模孔,或在不易施加排出压力的模的两端附近增大模孔等。
模孔的孔形状可以举出圆形、椭圆形、多边形、星形、或它们的一部分形状(半圆形、半椭圆形等)、进而组合了它们的形状(在长方形的两端附加了半圆的形状等)等。其中,模孔的形状优选圆形或椭圆形,更优选圆形。
另外,模孔的从树脂的入口(反应槽内部侧)至出口为止的形状只要为公知的形状就没有特别限定。图4示出优选的模板10的树脂的流动方向上的剖视图。如图4所示那样,从抑制树脂的滞留的观点出发,优选的是,模板10的模孔12的孔径在入口侧宽、且缓慢变窄的同时,在接近于出口的部分为恒定距离、与出口部的模孔为相同的形状。需要说明的是,图4中,用箭头表示树脂的流动。
本发明中,热塑性树脂的工序1中的拉出时的树脂温度下的熔融粘度在剪切速度122sec
拉出时的树脂温度下的熔融粘度在剪切速度122sec
上述熔融粘度更优选90Pa·s以上、进一步优选160Pa·s以上、更优选1800Pa·s以下,进一步优选780Pa·s以下。
上述熔融粘度通过实施例中记载的方法而测定。
[工序1~工序3]
本发明的树脂粒料的制造方法具备上述工序1~工序3。以下,对各工序进行说明。
〔工序1〕
工序1为将熔融状态的热塑性树脂从模以股线状拉出的工序。需要说明的是,工序1优选为将熔融状态的热塑性树脂从使该热塑性树脂聚合的反应槽通过模以股线状拉出的工序。
作为将熔融状态的热塑性树脂从模以股线状拉出的方法,优选的是,通过挤出机、齿轮泵、连接于经加压的熔融聚合反应槽的配管等,将熔融状态的热塑性树脂导入至模,从设置于模的前端的模孔以股线状喷出。
工序1优选为从反应槽(优选聚合反应槽)将热塑性树脂在加压下拉出的工序,该压力优选0.1~1MPaG。本发明中,从反应槽的挤出压力小、冷却中的股线的波动大的情况下,不良粒料的发生也被抑制,树脂粒料的生产率优异。
上述压力更优选0.2~0.8MPaG、进一步优选0.25~0.55MPaG。
〔工序2〕
工序2为用制冷剂将拉出后的股线状的树脂冷却的工序。
工序2中,使股线状的热塑性树脂与制冷剂接触,将股线状的树脂与制冷剂一起导入至裁切机(造粒机)。
工序2中使用的制冷剂为液态流体,只要有冷却股线状的树脂的能力、且使股线溶解或劣化就没有特别限定,从操作的容易性、和成本的观点出发,特别优选水。
制冷剂的温度没有特别限定,使用水作为制冷剂的情况下,优选10~70℃、更优选15~60℃、进一步优选20~50℃。
需要说明的是,制冷剂可以包含抗静电剂、杀菌剂、防氧化皮剂等添加剂。另外,循环而使用的情况下,优选利用过滤器等去除由股线切断而产生的切屑。
工序2可以举出:方法(i),使股线状的树脂浸渍于槽内填充的制冷剂;方法(ii),使滑块上流动的制冷剂与股线状的树脂接触。但从冷却效率、装置的简便性的观点出发,优选上述(ii)的方法。
即,工序2优选以滑块冷却方式进行,滑块冷却方式是指,边使股线状的树脂沿着制冷剂流动的滑块边与该制冷剂接触从而进行的冷却方式。
滑块的长度没有特别限定,从充分冷却的观点出发,优选1~10m、更优选1.5~7.5m、进一步优选2~5m。
另外,与制冷剂的接触时间由牵拉速度和滑块的长度确定,优选0.1~6.7秒、更优选0.2~4.3秒、进一步优选0.4~3.3秒、更进一步优选0.5~2.2秒。
需要说明的是,与制冷剂的接触时间是指,从反应槽以股线状拉出、与制冷剂接触后直至即将用造粒机裁切前为止的时间。
另外,滑块上流动的制冷剂的流量相对于股线状的树脂,优选1~100体积倍、更优选3~48体积倍、进一步优选6~38体积倍。
〔工序3〕
工序3为裁切冷却后的股线状的树脂而得到树脂粒料的工序。工序3中,将冷却后的股线状的树脂以上述牵拉速度送入造粒机(裁切机)并裁切。需要说明的是,股线状的树脂只要冷却至能裁切的程度即可。
裁切而得到的树脂粒料的长度优选0.3~9mm、更优选1.2~4.8mm、进一步优选2.2~3.8mm。
本发明中,工序3后,优选具备使树脂粒料干燥的工序,另外,进一步优选接下来具备利用树脂粒料的尺寸筛选机等去除不良粒料的工序。
以下,对本发明中使用的热塑性树脂进行说明。
<热塑性树脂>
作为热塑性树脂,没有特别限定,可以举出聚乙烯、聚丙烯、聚苯乙烯、聚氯乙烯、聚乙酸乙烯酯、丙烯腈-丁二烯-苯乙烯树脂(ABS)、丙烯腈-苯乙烯树脂(AS树脂)等乙烯基系聚合物;具有源自(甲基)丙烯酸和其酯的结构单元的丙烯酸聚合物;通过多元醇与多异氰酸酯的加聚而得到的聚氨酯;聚碳酸酯;聚缩醛;聚对苯二甲酸乙二醇酯(PET)、聚萘二甲酸乙二醇酯等聚酯树脂;聚酰胺;聚酰胺酰亚胺等。
其中,聚酯树脂、聚酰胺树脂那样的玻璃化转变温度较低的树脂中,在股线接触时容易熔接,而且刚性、韧性优异,因此,切割股线时容易受到影响,本发明中,可以适合使用。
特别是,己二酰间苯二甲胺(通过间苯二甲胺与己二酸的缩聚而得到的聚酰胺)那样的聚合物主链中含有间二甲苯基的聚酰胺为高弹性模量的聚合物,股线的硬度高,因此,存在较容易受到造粒工序的条件变化的影响的倾向,本发明中,可以适合使用。
〔聚酰胺树脂〕
以下,本发明中,对适合作为热塑性树脂使用的聚酰胺树脂进行说明。
聚酰胺树脂优选为通过二胺成分与二羧酸成分的缩聚而得到的聚酰胺,优选通过熔融缩聚法而进行。
作为熔融缩聚法的适合例,可以举出在熔融后的二羧酸中直接加入二胺并缩聚的、所谓直接聚合法。更具体而言,在反应槽中边将处于熔融状态的二羧酸搅拌,边连续地或间歇地添加二胺,边将缩合水去除边进行缩聚,且在添加二胺的期间,使反应温度上升使其不低于生成的聚合物的熔点。此处,优选在添加二胺的期间对反应体系进行加压。另外,二胺添加结束后,优选继续加压的同时,控制温度使其不低于生成的聚酰胺的熔点,同时进一步继续反应。但是,对于以上的反应,也可以在常压下实施。之后,可以依次减压,成为低于常压的压力,进一步继续恒定时间的反应。需要说明的是,本制造方法中的反应温度的上限值通常控制为得到的聚酰胺的熔点+30℃左右以下。
对于本制造方法中使用的二胺和二羧酸如后述,使用的全部二胺中的各二胺(间苯二甲胺等)的每个种类的含有比率(摩尔%)与源自上述聚酰胺中的二胺单元中的各二胺的每个种类的结构单元的比率(摩尔%)同样。对于二羧酸也同样。
另外,熔融缩聚法不限定于直接聚合法,可以以尼龙盐法进行,所述尼龙盐法是在水的存在下、在加压下加热由二羧酸和二胺形成的尼龙盐而进行的。
进一步,缩聚反应可以以反应挤出法进行,所述反应挤出法使由二胺和二羧酸形成的聚酰胺的低聚物在挤出机中熔融混炼并反应。反应挤出法中,为了充分反应,用适于反应挤出的螺杆、优选用L/D较大的双螺杆挤出机。
缩聚结束后得到的处于熔融状态的聚酰胺例如从反应槽的底部所具备的模以股线状拉出。此处,对于模的形状如后述。另外,拉出股线时的聚酰胺的温度只要为聚酰胺的熔点以上使得聚酰胺保持为熔融状态即可,优选为熔点以上且(熔点+30℃)以下的温度。
《二羧酸单元》
适合于本发明的聚酰胺中的二羧酸单元优选包含30摩尔%以上的碳数4~20的α,ω-脂肪族二羧酸。作为碳数4~20的α,ω-脂肪族二羧酸,可以举出琥珀酸、戊二酸、己二酸、庚二酸、辛二酸、壬二酸、癸二酸、1,9-壬烷二羧酸(别称:九亚甲基二羧酸)、1,10-癸烷二羧酸(别称:十亚甲基二羧酸)等。其中,更优选己二酸和癸二酸。
作为除碳数4~20的α,ω-脂肪族二羧酸以外的二羧酸单元,可以举出1,3-环己烷二羧酸、1,4-环己烷二羧酸等脂环族二羧酸;对苯二甲酸、间苯二甲酸、邻苯二甲酸、亚二甲苯基二羧酸、萘二羧酸等芳香族二羧酸等,但不限定于这些。
《二胺单元》
作为聚酰胺中的二胺成分,优选为总计包含70摩尔%以上的选自苯二甲胺和双(氨基甲基)环己烷中的二胺的二胺成分。
作为苯二甲胺,可以为邻苯二甲胺、间苯二甲胺、对苯二甲胺中的任意一者,另外,也可以将多种混合而使用,优选间苯二甲胺、对苯二甲胺、或其混合物,更优选间苯二甲胺单独、或间苯二甲胺与对苯二甲胺的混合物。
另外,双(氨基甲基)环己烷优选为1,3-或1,4-双(氨基甲基)环己烷。1,3-双(氨基甲基)环己烷和1,4-双(氨基甲基)环己烷中存在有顺式体和反式体,但从耐热性等观点出发,1,3-双(氨基甲基)环己烷中,顺式体/反式体比优选50/50~100/0、更优选55/45~100/0、进一步优选65/35~100/0。1,4-双(氨基甲基)环己烷中,顺式体/反式体比优选60/40~0/100、更优选40/60~0/100、进一步优选25/75~0/100。
聚酰胺中,作为除苯二甲胺和双(氨基甲基)环己烷以外的二胺,可以举出四亚甲基二胺、五亚甲基二胺、2-甲基-1,5-戊二胺、六亚甲基二胺、七亚甲基二胺、八亚甲基二胺、九亚甲基二胺、十亚甲基二胺、十二亚甲基二胺、2,2,4-或2,4,4-三甲基六亚甲基二胺等脂肪族二胺;1,3-或1,4-二氨基环己烷、双(4-氨基环己基)甲烷、2,2-双(4-氨基环己基)丙烷、双(氨基甲基)十氢萘、双(氨基甲基)三环癸烷等脂环族二胺;双(4-氨基苯基)醚、对苯二胺、双(氨基甲基)萘等具有芳香环的二胺类等,但不限定于这些。
其中,作为聚酰胺树脂,优选示例:(1)使总计包含40摩尔%以上、优选50摩尔%以上的选自己二酸和癸二酸中的二羧酸的二羧酸成分、与包含70摩尔%以上的双(氨基甲基)环己烷的二胺成分熔融聚合而得到的聚酰胺树脂;(2)使总计包含70摩尔%以上的选自己二酸和癸二酸中的二羧酸的二羧酸成分、与总计包含70摩尔%以上的选自间苯二甲胺和对苯二甲胺中的二胺的二胺成分熔融聚合而得到的聚酰胺树脂;(3)使总计包含30摩尔%以上的选自己二酸和癸二酸中的二羧酸、以及包含1~70摩尔%的间苯二甲酸的二羧酸成分、与总计包含70摩尔%以上的选自间苯二甲胺和对苯二甲胺中的二胺的二胺成分熔融聚合而得到的聚酰胺树脂。
上述熔融聚合为缩聚反应,该聚合反应中,二羧酸成分与二胺成分可以在含磷原子的化合物存在下进行缩聚。这样一来通过存在含磷原子的化合物,可以使聚酰胺的聚合性良好,且可以防止聚酰胺的着色。
作为含磷原子的化合物,可以举出二甲基次膦酸、苯基甲基次膦酸等次膦酸化合物;次磷酸、次磷酸钠、次磷酸钾、次磷酸锂、次磷酸镁、次磷酸钙、次磷酸乙酯等次磷酸化合物;膦酸、膦酸钠、膦酸钾、膦酸锂、膦酸钾、膦酸镁、膦酸钙、苯基膦酸、乙基膦酸、苯基膦酸钠、苯基膦酸钾、苯基膦酸锂、苯基膦酸二乙酯、乙基膦酸钠、乙基膦酸钾等膦酸化合物;亚膦酸、亚膦酸钠、亚膦酸锂、亚膦酸钾、亚膦酸镁、亚膦酸钙、苯基亚膦酸、苯基亚膦酸钠、苯基亚膦酸钾、苯基亚膦酸锂、苯基亚膦酸乙酯等亚膦酸化合物;亚磷酸、亚磷酸氢钠、亚磷酸钠、亚磷酸锂、亚磷酸钾、亚磷酸镁、亚磷酸钙、亚磷酸三乙酯、亚磷酸三苯酯、焦亚磷酸等亚磷酸化合物等。
其中,特别是次磷酸钠、次磷酸钙、次磷酸钾、次磷酸锂等次磷酸金属盐的促进缩聚反应的效果高、且防着色效果也优异,故优选使用,特别优选次磷酸钠。需要说明的是,本发明中能使用的含磷原子的化合物不限定于这些化合物。
含磷原子的化合物优选以按照聚酰胺粒料中含有的磷原子浓度换算计成为1~1500ppm的方式进行配混,更优选1~800ppm、进一步优选1~500ppm。如果为1ppm以上,则以适当的速度推进缩聚反应,且缩聚反应中不易产生着色。如果为1500ppm以下,则所得聚酰胺不易凝胶化,另外,也可以降低认为含磷原子的化合物引起的鱼眼混入到成型品中,成型品的外观变良好。
聚合反应可以在含磷原子的化合物和碱金属化合物的存在下进行。通过配混碱金属化合物,从而可以调整酰胺化反应速度,可以防止担心加入含磷原子的化合物所产生的凝胶化。
碱金属化合物和前述含磷原子的化合物通常在二羧酸成分与二胺成分反应前添加至反应体系。
作为碱金属化合物,优选碱金属氢氧化物、碱金属乙酸盐、碱金属碳酸盐、碱金属醇盐等。作为本发明中能使用的碱金属化合物的具体例,可以举出氢氧化锂、氢氧化钠、氢氧化钾、氢氧化铷、氢氧化铯、乙酸锂、乙酸钠、乙酸钾、乙酸铷、乙酸铯、甲醇钠、乙醇钠、丙醇钠、丁醇钠、甲醇钾、甲醇锂、碳酸钠等,但可以不限定于这些化合物地使用。需要说明的是,聚酰胺粒料中的含磷原子的化合物和碱金属化合物的比率(摩尔比)从聚合速度控制的观点、降低黄色度的观点出发,优选含磷原子的化合物/碱金属化合物=1.0/0.05~1.0/1.5的范围、更优选1.0/0.1~1.0/1.2、进一步优选1.0/0.2~1.0/1.1。
另外,反应体系中,除二胺、二羧酸、含磷原子的化合物、碱金属化合物以外,还可以进一步添加分子量调节剂等其他添加剂、后述的其他单体等。
本发明的聚酰胺除二胺单元和二羧酸单元以外,可以以不有损性能的范围含有:源自ε-己内酰胺、ω-月桂内酰胺、ω-庚内酰胺等内酰胺类、6-氨基己酸、7-氨基庚酸、11-氨基十一烷酸、12-氨基十二烷酸、9-氨基壬酸、对氨基甲基苯甲酸的氨基酸等其他单体成分的单元。其中,二胺单元和二羧酸单元在聚酰胺中成为主成分,它们的总计量没有特别限定,通常为全部结构单元的80摩尔%以上左右、优选90摩尔%以上。
另外,本发明的聚酰胺粒料中,在不有损其性能的范围内可以适宜含有聚酰胺以外的其他任意成分。其中,聚酰胺成为粒料中的主成分,其含量相对于粒料整体,没有特别限定,通常为80质量%以上左右、优选90质量%以上。
本发明的树脂粒料根据需要可以在混合其他任意成分的基础上通过注射成型、吹塑成型、挤出成型、压缩成型、拉伸、真空成型等公知的成型方法,成型为期望形状的成型品。作为成型品,没有特别限定,可以举出薄膜、片材、层叠薄膜、层叠片材、导管、软管、管道、中空容器、瓶、纤维、各种形状的部件等各种成型品。
另外,本发明的树脂粒料进一步进行固相聚合,从而可以形成经高分子量化和结晶的粒料。经高分子量化和结晶的粒料也与上述同样地可以利用各成型方法成型为各种成型品。
实施例
以下,利用实施例和比较例对本发明更具体地进行说明,但本发明不限定于这些实施例。
(熔融粘度的测定)
熔融粘度是在以下的条件下测定所得到的粒料从而测量的。
使用株式会社东洋精机(Toyoseiki Seisaku-sho,Ltd.)制的毛细管流变仪(Capillograph)D-1,在模:1mmφ×10mm长度、表观的剪切速度122sec
[实施例1]
<聚酰胺的制造>
将流通有经温度调节的油的分凝器、全凝器、氮气气体导入管、反应槽整面用流通有油的夹套覆盖,用具备二胺滴加用的罐和泵的500升不锈钢制间歇式反应装置,如下合成聚酰胺。
投入己二酸(纯度99.85质量%)150.0kg(1024.9mol),经充分氮气置换后,边在压力0.3MPaG下进行搅拌边将己二酸加热至190℃。达到温度后,边将反应装置内的压力维持为0.3MPaG边用80分钟滴加间苯二甲胺(纯度99.99质量%)138.8kg(1018.8mol)。调整加热使得二胺滴加结束时的温度成为240℃,将分凝器出口侧蒸气温度控制为143~147℃,馏出的蒸气通过全凝器凝缩,释放至体系外。二胺滴加结束后,边搅拌边在压力0.3MPaG下保持20分钟后,以0.01MPa/分钟的速度用30分钟降压至常压,进一步减压至80kPa,进一步搅拌20分钟并保持。从二胺滴加结束至减压结束为止将反应液温升温至256℃。
<树脂粒料的制造>
〔工序1〕
反应结束后,停止搅拌,以氮气对反应装置内加压至0.37MPaG,对于熔融聚合物,通过装置底部的模阀,从有效模板宽度27.55cm、模孔直径0.74cm的股线模,在256℃下,以单位模孔为21.63cm
〔工序2〕
拉出的股线在以30m
〔工序3〕
将冷却后的股线用旋转切割机切断,所得到的粒料得到了长度3.0mm、长径3.1mm、短径2.6mm的粒料。
对于所得树脂粒料,将该不良品筛选为二连粒料和其他不良粒料。筛选方法如下:从所得粒料取样约100g,通过目视,筛选二连粒料和其他不良粒料,测定其质量。其他不良粒料作为三连粒料以上和异形粒料的总和。不良率是二连或其他不良粒料的质量除以取样的粒料的总量而得到的。
将结果示于以下的表2。
[实施例2和3、以及比较例1~3]
如以下变更所使用的模和制造条件,除此之外,与实施例1同样地制造树脂粒料。将二连粒料和其他不良粒料的评价结果示于以下的表2。
对于实施例1~3和比较例1~3中使用的模板、聚合物、造粒条件、和所得粒料,示于以下的表1(a)~表1(d)。
[表1]
表1(a)
表1(b)
表1(c)
表1(d)
[表2]
表2
满足式1的实施例1中,二连粒料的发生被抑制为4.4%,另外,作为整体的不良粒料(二连粒料与其他不良粒料的总计)的发生也被抑制为4.9%。另外,实施例2中,二连粒料的发生被抑制为4.2%,另外,作为整体的不良粒料(二连粒料与其他不良粒料的总计)的发生也被抑制为4.6%。进而,实施例3中,二连粒料的发生被抑制为7.6%,作为整体的不良粒料的发生率也被抑制为9.0%。
另一方面,不满足式1的比较例1中,二连粒料的发生为10.4%,另外,作为整体的不良粒料的发生也为12.7%。同样地,不满足式1的比较例2中,二连粒料的发生为12.2%,另外,作为整体的不良粒料的发生为15.2%。进而,比较例3中,二连粒料的发生为20.1%,作为整体的不良粒料的发生为27.4%。
此处,实施例1的股线间隔X为1.16cm,如下述表3所示那样,由正态分布表求出的二连粒料的发生概率与实测值良好地一致。对于实施例2和3,由正态分布表求出的二连粒料的发生概率与实测值也良好地一致。另外,比较例1的股线间隔X为0.65cm,对于比较例1,由正态分布表求出的二连粒料的发生概率与实测值也良好地一致。对于比较例2和3,由正态分布表求出的二连粒料的发生概率与实测值也良好地一致。
[表3]
表3
根据本发明的树脂粒料的制造方法,包含二连粒料的不良粒料的发生被抑制,可以成品率良好地制造树脂粒料。另外,能预测二连粒料的发生概率,可以根据能允许的二连粒料的发生概率而选择股线间隔。
10 模板
12 模孔
Dh 孔径
St 股线直径
Dmax 有效模板宽度
树脂粒料的制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0