

IPC分类号 : B29D7/00,B02C23/00,C08L89/00,C08L9/02,C08L27/06,C08K5/12





专利摘要
本发明提供一种利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,该方法是将废弃铬鞣制皮革材料制品和废弃NBR/PVC类橡塑保温材料制品处理为粉体,再将粉体分别或是混合后加入磨盘型固相力化学反应器中碾磨粉碎,然后共混成型为类人造革材料制品。该方法利用固相剪切碾磨技术有效分离破坏了废弃铬鞣制皮革材料中交联在一起的胶原蛋白纤维束,以及有效降低了废弃NBR/PVC类橡塑保温材料中原有的交联密度,再将上述两种碾磨后的废弃材料进行组合制备类人造革材料,该材料具有良好的力学性能,实现了废弃皮革材料和废弃NBR/PVC类橡塑保温材料的高价值化回收再利用。
权利要求
1.一种利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,其特征在于按重量份数计主要包括以下步骤:
(1-1)选择废弃铬鞣制皮革材料制品或角料,经过包括洗净的预处理后,将其处理粉碎至均粒径不高于7mm的废弃皮革粉体;
(1-2)选择NBR质量占比为50~80%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径不高于6mm的NBR/PVC粉体;
(1-3)将废弃皮革粉体和NBR/PVC粉体分别加入磨盘型固相力化学反应器中分别进行碾磨粉碎,待碾磨完成后,分别收集得皮革纤维分离超细粉体和NBR/PVC超细条状粉体;其中,磨盘型固相力化学反应器的工艺参数为:碾磨压力为15~20KN,磨盘盘面温度通过通入温度为-10~-12℃恒温循环液体介质进行控制,循环碾磨6~30次,磨盘转速10~40转/分;
(1-4)将包括30~70份NBR/PVC超细条状粉体、30~70份皮革纤维分离超细粉体、聚氯乙烯稳定剂、增塑剂进行熔融混炼,制备为类人造革材料制品;其中,NBR/PVC超细条状粉体和皮革纤维分离超细粉体共为100份;
或为,
(2-1)选择废弃铬鞣制皮革材料制品或角料,经过包括洗净的预处理后,将其处理粉碎至均粒径不高于7mm的废弃皮革粉体;
(2-2)选择NBR质量占比为50~80%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径不高于6mm的NBR/PVC粉体;
(2-3)将30~70份废弃皮革粉体和30~70份NBR/PVC粉体搅拌混合均匀后,加入磨盘型固相力化学反应器中进行碾磨粉碎,待碾磨完成后,收集得经碾磨后的混合超细粉体;其中,NBR/PVC超细粉体和废弃皮革超细粉体共为100份;磨盘型固相力化学反应器的工艺参数为:碾磨压力为15~20KN,磨盘盘面温度通过通入温度为-10~-12℃恒温循环液体介质进行控制,循环碾磨6~30次,磨盘转速10~40转/分;
(2-4)将包括经碾磨后的混合超细粉体、聚氯乙烯稳定剂、增塑剂共混成型制备为类人造革材料制品。
2.根据权利要求1所述方法,其特征在于:步骤(1-4)为将包括30~70份NBR/PVC超细条状粉体、30~70份废弃皮革纤维分离超细粉体、聚氯乙烯稳定剂、增塑剂放入密炼机中共混5~8min,密炼机温度为160~165℃,冷却后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10~12Mpa,温度165~170℃,保压时间5~10min;NBR/PVC超细条状粉体和皮革纤维分离超细粉体共为100份;
步骤(2-4)为将包括经碾磨后的混合超细粉体、聚氯乙烯稳定剂、增塑剂经共混机混合均匀,之后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10~12Mpa,温度165~175℃,保压时间5~10min。
3.根据权利要求1所述方法,其特征在于:步骤(1-4)为将包括30~70份NBR/PVC超细条状粉体、30~70份废弃皮革纤维分离超细粉体、聚氯乙烯稳定剂、增塑剂放入双螺杆挤出机中共混,温度为140~170℃,冷却后造粒,之后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10~12Mpa,温度165~170℃,保压时间5~10min;NBR/PVC超细条状粉体和皮革纤维分离超细粉体共为100份;
步骤(2-4)为将包括经碾磨后的混合超细粉体、聚氯乙烯稳定剂、增塑剂经共混机混合均匀,之后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10~12Mpa,温度165~175℃,保压时间5~10min。
4.根据权利要求1所述方法,其特征在于:步骤(1-4)、(2-4)所述聚氯乙烯稳定剂包括钙锌稳定剂、金属皂类稳定剂、铅盐类稳定剂其中任意一种。
5.根据权利要求4所述方法,其特征在于:步骤(1-4)、(2-4)所述聚氯乙烯稳定剂为3~7份钙锌稳定剂。
6.根据权利要求1所述方法,其特征在于:步骤(1-4)、(2-4)所述增塑剂包括邻苯二甲酸酯类增塑剂、聚酯类增塑剂、环氧类增塑剂其中任意一种。
7.根据权利要求6所述方法,其特征在于:步骤(1-4)、(2-4)所述增塑剂为2~4份邻苯二甲酸酯类增塑剂;所述邻苯二甲酸酯类增塑剂为邻苯二甲酸二丁酯和邻苯二甲酸二辛酯中的至少一种。
8.根据权利要求1所述方法,其特征在于:
步骤(1-2)所述废弃NBR/PVC类橡塑保温材料制品,选择NBR质量占比分别为58~60%;
步骤(1-3)所述磨盘型固相力化学反应器的工艺参数为:碾磨压力为18~20KN,磨盘盘面温度通过通入温度为-10~-12℃恒温循环液体介质进行控制,循环碾磨9~10次,磨盘转速35~40转/分;
步骤(1-3)为包括48~52份NBR/PVC超细条状粉体、48~52份皮革纤维分离超细粉体,NBR/PVC超细条状粉体和皮革纤维分离超细粉体共为100份。
9.根据权利要求1所述方法,其特征在于:
步骤(2-2)所述废弃NBR/PVC类橡塑保温材料制品,选择NBR质量占比分别为78~80%;
步骤(2-3)所述磨盘型固相力化学反应器的工艺参数为:碾磨压力为18~20KN,磨盘盘面温度通过通入温度为-10~-12℃恒温循环液体介质进行控制,循环碾磨28~30次,磨盘转速18~20转/分;
步骤(2-3)为将48~52份NBR/PVC超细粉体、48~52份废弃皮革超细粉体,NBR/PVC超细粉体和废弃皮革超细粉体共为100份。
10.一种由权利要求1所述利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法所制备得到的类人造革材料制品。
说明书
技术领域
本发明属于废弃皮革材料和废弃NBR/PVC类橡塑保温材料回收再利用技术领域,涉及利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,特别是针对利用中国授权专利ZL 95111258.9所公开的力化学反应器对废弃皮革材料和废弃NBR/PVC类橡塑保温材料进行了处理。
背景技术
皮革材料是借助机械、物理、化学加工手段,制成主要成分为胶原蛋白纤维的材料,广泛应用于皮衣,汽车内饰坐垫,家具沙发,大众皮鞋穿戴,钱包手套以及各种皮质装饰品。中国早在2005年左右,即成为全世界的皮革制造中心,同时国内形成了产学研为一体的生产链。但是,皮革工业的生产过程中会造成大量的固体废物,皮革成型过程,常选用铬鞣制剂进行交联,这使得该种废弃铬鞣制皮革材料难以通过简单的方式进行回收再利用,并且在回收再利用的工艺中通常需要使用到化学方式,额外成本较高且不宜于工业放大化。
橡塑保温材料广泛应用于中央空调、建筑、化工等行业和部分的冷热介质管道、容器,其功能主要为降低冷损和热损,同时这种材料不含纤维粉尘,因此不会滋长霉菌。此外,在施工时环保效果好,进而得以广泛使用。其中NBR/PVC 共混胶是橡塑保温材料中应用较广泛的一个商用材料品种,该共混材料具有良好的力学性能、较高的阻燃和抗化学性,应用历史已有七十多年。NBR/PVC类橡塑保温材料为保证橡塑保温材料的耐热性与结构稳定性,通常在材料中引入了交联结构,以提高其使用寿命。
但同时NBR/PVC类橡塑保温材料,因其交联度较高、交联机理复杂,废弃 NBR/PVC类橡塑保温材料呈现不溶不熔的特征。通常认为,传统高分子加工方法无法破坏NBR/PVC类橡塑保温材料交联点之间强烈的共价键作用,难以从聚合物网络结构恢复为可塑性的线性大分子结构。更进一步地,由于聚合物大分子链熵弹性特征,经溶液及熔融处理时,高分子链伸展,交联点之间的距离增加,构象熵降低,属于熵减过程,不符合热力学定律,因而大分子链会回缩,限制大分子的取向重排,交联高分子材料无法加工成型。因此,自然也无法采用溶液及熔融加工方法处理废弃NBR/PVC类橡塑保温材料,如同废弃橡胶材料及热固性树脂(D.Wim,W.Johan et al,Chemical Science,2016,7)。这使得该种废弃橡塑保温材料难以通过常规的溶液、熔融、填埋、焚烧等回收方法实现高值化回收再利用,仅能做到常规的废弃处理。
现阶段,在废弃NBR/PVC类橡塑保温材料的处理方式中,填埋和焚烧是主要的回收处理手段。但是在针对废弃NBR/PVC类橡塑保温材料的处理方式中,利用常规填埋和焚烧处理存在以下问题:仅采用单纯的填埋方式,会造成大面积土地资源浪费,甚至会出现甲烷泄露和其他化学物质渗漏导致土壤污染;采用焚烧处理,会产生呋喃、二噁英、粉尘、氯化氢等有害气体,不仅容易腐蚀设备,还对人体致癌,导致了严重的二次环境污染,通常需要配套成本较高的除废设备。
因此,以上回收技术不能解决废弃NBR/PVC类橡塑保温材料和铬鞣质皮革废料的高值化、低成本、零废回收利用问题,因而亟需开发铬鞣质皮革废弃材料与废弃NBR/PVC类橡塑保温材料回收利用的新工艺、新技术,并且若能够将废弃材料进行组合实现零废回收,将具备极佳的商业价值。
发明内容
本发明为了解决上述背景技术中的问题,提供一种利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,该方法利用固相剪切碾磨技术有效分离破坏了废弃铬鞣制皮革材料中原本经由羟基间氢键及铬离子金属配位耦合作用所交联在一起的胶原蛋白纤维束,增加活性反应区间并形成良好的复合界面,以及有效降低了废弃NBR/PVC类橡塑保温材料中原有的交联密度,再将上述两种碾磨后的废弃材料进行组合制备类人造革材料,该材料具有良好的力学性能,实现了废弃皮革材料和废弃NBR/PVC类橡塑保温材料的高价值化回收再利用。
为实现上述目的,本发明是采用由以下技术措施构成的技术方案来实现的。
一种利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,按重量份数计主要包括以下步骤:
(1-1)选择废弃铬鞣制皮革材料制品或角料,经过包括洗净的预处理后,将其处理粉碎至均粒径不高于7mm的废弃皮革粉体;
(1-2)选择NBR质量占比为50~80%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径不高于6mm的NBR/PVC 粉体;
(1-3)将废弃皮革粉体和NBR/PVC粉体分别加入磨盘型固相力化学反应器中分别进行碾磨粉碎,待碾磨完成后,分别收集得皮革纤维分离超细粉体和 NBR/PVC超细条状粉体;其中,磨盘型固相力化学反应器的工艺参数为:碾磨压力为15~20KN,磨盘盘面温度通过通入温度为-10~-12℃恒温循环液体介质进行控制,循环碾磨6~30次,磨盘转速10~40转/分;
(1-4)将包括30~70份NBR/PVC超细条状粉体、30~70份皮革纤维分离超细粉体、聚氯乙烯稳定剂、增塑剂进行熔融混炼,制备为类人造革材料制品;其中,NBR/PVC超细条状粉体和皮革纤维分离超细粉体共为100份;
或为,
(2-1)选择废弃铬鞣制皮革材料制品或角料,经过包括洗净的预处理后,将其处理粉碎至均粒径不高于7mm的废弃皮革粉体;
(2-2)选择NBR质量占比为50~80%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径不高于6mm的NBR/PVC 粉体;
(2-3)将30~70份废弃皮革粉体和30~70份NBR/PVC粉体搅拌混合均匀后,加入磨盘型固相力化学反应器中进行碾磨粉碎,待碾磨完成后,收集得经碾磨后的混合超细粉体;其中,NBR/PVC超细粉体和废弃皮革超细粉体共为100 份;磨盘型固相力化学反应器的工艺参数为:碾磨压力为15~20KN,磨盘盘面温度通过通入温度为-10~-12℃恒温循环液体介质进行控制,循环碾磨6~30次,磨盘转速10~40转/分;
(2-4)将包括经碾磨后的混合超细粉体、聚氯乙烯稳定剂、增塑剂共混成型制备为类人造革材料制品。
其中,步骤(1-1)、(2-1)所述废弃铬鞣制皮革材料制品或角料,其具体为皮革工业中经铬鞣制后所得的皮革制品或角料。
其中,步骤(1-1)、(2-1)所述包括洗净的预处理,其主要是将废弃皮革制品或角料表面杂质进行清除,如有必要,还需将非皮革材质的部分除去,本领域技术人员可根据其需要回收利用的废弃皮革制品或角料的实际状况,根据现有技术进行具体的处理。
其中,步骤(1-2)、(2-2)所述废弃NBR/PVC类橡塑保温材料制品为主要组分为NBR/PVC材料的塑保温材料制品,通常制品形式为保温管、保温板,本领域技术人员可查询橡塑保温材料制品的规格确定是否符合将其作为本发明回收利用工艺的原料。
其中,步骤(1-2)、(2-2)所述包括洗净的预处理,其主要是将废弃制品表面杂质进行清除,如有必要,还需将非NBR/PVC材质的部分除去,本领域技术人员可根据其需要回收利用的废弃NBR/PVC类橡塑保温材料制品的实际状况,根据现有技术进行具体的处理。
通常地,步骤(1-2)、(2-2)所述处理粉碎至粒径不高于6mm的NBR/PVC 粉体,可通过行星球磨机,颚式破碎机,冷冻球磨机等现有粉碎技术常规设备进行处理。
其中,步骤(1-3)、(2-3)所述磨盘型固相力化学反应器为本发明申请人在先授权专利ZL 95111258.9所公开的力化学反应器,并通过在磨盘内通入恒温循环液体介质对磨盘温度进行控制。通常而言,所述液体介质为水或乙二醇。
其中,步骤(1-4)、(2-4)所述制备为类人造革材料制品,可根据类人造革材料所需目标制件,由本领域技术人员参照现有技术自行选择适合的工艺条件,为了更好地说明本发明,并提供几种可供参照的技术方案,步骤(1-4)、(2-4) 具体可为:
其一,步骤(1-4)为将包括30~70份NBR/PVC超细条状粉体、30~70份废弃皮革纤维分离超细粉体、聚氯乙烯稳定剂、增塑剂放入密炼机中共混5~8min,密炼机温度为160~165℃,冷却后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10~12Mpa,温度165~170℃,保压时间5~10min;NBR/PVC超细条状粉体和皮革纤维分离超细粉体共为100份;
步骤(2-4)为将包括经碾磨后的混合超细粉体、聚氯乙烯稳定剂、增塑剂经共混机混合均匀,之后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10~12Mpa,温度165~175℃,保压时间5~10min。
其二,步骤(1-4)为将包括30~70份NBR/PVC超细条状粉体、30~70份废弃皮革纤维分离超细粉体、聚氯乙烯稳定剂、增塑剂放入双螺杆挤出机中共混,温度为140~170℃,冷却后造粒,之后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10~12Mpa,温度165~170℃,保压时间5~10min;NBR/PVC超细条状粉体和皮革纤维分离超细粉体共为100份;
步骤(2-4)为将包括经碾磨后的混合超细粉体、聚氯乙烯稳定剂、增塑剂经共混机混合均匀,之后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10~12Mpa,温度165~175℃,保压时间5~10min。
其中,步骤(1-4)、(2-4)所述聚氯乙烯稳定剂为聚氯乙烯加工领域中常规使用的聚氯乙烯用加工热稳定剂,包括钙锌稳定剂、金属皂类稳定剂、铅盐类稳定剂,值得说明的是,所述聚氯乙烯稳定剂的添加量与现有技术中聚氯乙烯加工工艺一致,技术人员可根据所选择的聚氯乙烯稳定剂判断其具体的添加量;为了更好地说明本发明,并提供一种可供参照的技术方案,步骤(1-4)、(2-4)所述聚氯乙烯稳定剂为3~7份钙锌稳定剂。
其中,步骤(1-4)、(2-4)所述增塑剂为聚氯乙烯加工领域中常规使用的聚氯乙烯用增塑剂,包括邻苯二甲酸酯类增塑剂、聚酯类增塑剂、环氧类增塑剂,值得说明的是,所述增塑剂的添加量与现有技术中聚氯乙烯加工工艺一致,技术人员可根据所选择的增塑剂判断其具体的添加量;为了更好地说明本发明,并提供一种可供参照的技术方案,步骤(1-4)、(2-4)所述增塑剂为2~4份邻苯二甲酸酯类增塑剂。进一步优选地,所述邻苯二甲酸酯类增塑剂为邻苯二甲酸二丁酯和邻苯二甲酸二辛酯中的至少一种。
值得说明的是,本发明技术方案中,为提高最终制得类人造革材料制品的力学性能,发明原理在于经碾磨处理的铬鞣质皮革材料,胶原纤维分离,纤维表面暴露出更多的活性位点易于反应。同时碾磨过程破坏了胶原纤维表面的氢键作用及铬离子配位作用,羟基与铬离子裸露在皮革纤维表层,更易于解交联后的 NBR/PVC橡塑材料发生相互作用。羟基呈现极性,根据相似相溶原理,皮革纤维易于极性橡塑材料共混,同时铬离子的配位作用易发生在NBR组分的氰基部分,增强了皮革纤维与橡塑材料的界面相互作用,利于提高类人造革材料的力学性能改善。
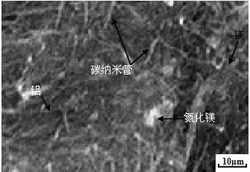
其中,铬鞣制皮革材料经过固相剪切碾磨技术处理后,以铬鞣制猪皮材料为例,随固相力化学反应器碾磨次数的增加,废弃铬鞣制皮革材料原胶原蛋白纤维束结构受到破坏,胶原蛋白纤维束直径减小,碾磨至后期捆绑再一起的胶原蛋白纤维束逐渐分离(说明书附图1、2)。电镜图中可明显观察到单根纤维束结构的出现,表明废弃铬鞣制皮革材料粉末在碾磨过程中,解交联程度逐渐增加,纤维束特征面积增大,活性反应区间增加,更易于与经过同样磨盘形力化学反应器作用的废弃橡塑粉体之间形成良好的复合界面。
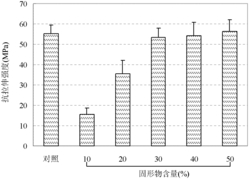
同时,经本发明的发明人对比实验发现,若将NBR/PVC材料仅通过粉碎处理,即便粉碎至粒度达3000~6000μm,其交联密度经测试仍达到68.04%,将其作为类人造革材料制品的主要组分时,所得样品材料的韧性和冲击性能提升有限,这是由于所共混橡塑材料粒径过大,同时交联度较高,难以与皮革材料形成良好界面效应,同时易形成应力集中点,导致力学性能无法与商业化皮革材料制品性能相比较。
而经过固相剪切碾磨技术处理后,随工艺参数中循环碾磨次数增加, NBR/PVC材料超细粉末中原泡孔结构(说明书附图3)全部塌陷,颗粒尺寸减小,循环碾磨至4次时粉体微观形貌逐渐向条状转变。条状结构的出现,表明 NBR/PVC材料在碾磨过程中,解交联程度逐渐增加,使高分子链活动性增加,粉末颗粒在碰撞过程更易受热软化融合(说明书附图4)。
经本发明的发明人研究发现,在固相碾磨强大的剪切力作用下,NBR/PVC 材料超细粉末中原有的交联键被打破,交联密度下降,其交联密度经测试降低至 53.15%以下,实现了不溶不熔的交联废弃材料解交联再生,为其实现热塑加工性创造了条件。
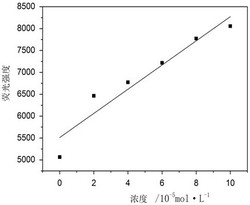
碾磨之后的皮革纤维分离超细粉体和NBR/PVC材料超细条状粉末粒径分布图如说明书附图5、6所示。其中从图6可以明显看出碾磨之后的皮革中胶原蛋白纤维束直径随着固相剪切遍数的增加而逐渐减小,利于破坏纤维束之间的相互作用力,赋予再生利用的潜力;经过测试,NBR/PVC橡塑材料粉末随着循环碾磨次数增加,粒度增加(因趋于条形化),同时粉末粒度之间差异减小,利于制备高均一性粉末制品。从图8可明显看出经碾磨后的NBR/PVC材料粉末粒径趋于均一化,同时根据SEM结果,说明NBR/PVC材料超细粉末随碾磨处理,逐渐趋于条形化。
此外,NBR/PVC橡塑保温材料中的PVC组分在生产过程中未产生交联结构,且比例较大,熔融共混时PVC组分易转换为类人造革基体材料。NBR橡胶粒子在受外力时诱发银纹、剪切带改善类人造革制品的力学性能。皮革纤维由于碾磨过程剪切作用,纤维长度变短,纤维束消失,可以起到类似短切纤维增强类人造革PVC基体的作用。
综合上述条件,因此参照本发明技术方案制备所得类人造革材料制品的韧性和冲击性能得以大幅提升,具有极佳的商业价值。
注意的是,经本发明的发明人研究发现,将废弃皮革粉体和NBR/PVC粉体分别加入磨盘型固相力化学反应器中分别进行碾磨粉碎(即步骤(1-1)~(1-4)),与将废弃皮革粉体和NBR/PVC粉体搅拌混合均匀后,加入磨盘型固相力化学反应器中进行碾磨粉碎(即步骤(2-1)~(2-4))相较,在相同工艺条件下,后者所制得类人造革材料制品的力学性能更佳。推测是固相剪切共碾磨时,解交联的 NBR/PVC橡塑保温材料与充分剥离的皮革纤维之间接触更加充分、混合更加均匀、界面相互作用更佳,如形成金属铬离子与橡塑材料中的氰基与皮革材料中的羟基形成金属配位作用,皮革纤维间的羟基与橡塑材料氯形成氢键等相互作用,进而所制得的皮革橡塑复合材料力学性能更优异。
其中,为了得到综合性能更佳的类人造革材料制品,优选地:
步骤(1-2)、(2-2)所述废弃NBR/PVC类橡塑保温材料制品,选择NBR质量占比分别为58~60%、78~80%。
步骤(2-3)所述磨盘型固相力化学反应器的工艺参数为:碾磨压力为 18~20KN,磨盘盘面温度通过通入温度为-10~-12℃恒温循环液体介质进行控制,循环碾磨28~30次,磨盘转速18~20转/分;
步骤(1-3)所述磨盘型固相力化学反应器的工艺参数为:碾磨压力为 18~20KN,磨盘盘面温度通过通入温度为-10~-12℃恒温循环液体介质进行控制,循环碾磨9~10次,磨盘转速35~40转/分;
步骤(2-3)为将48~52份NBR/PVC超细粉体、48~52份废弃皮革超细粉体, NBR/PVC超细粉体和废弃皮革超细粉体共为100份;
步骤(1-3)为包括48~52份NBR/PVC超细条状粉体、48~52份皮革纤维分离超细粉体,NBR/PVC超细条状粉体和皮革纤维分离超细粉体共为100份。
通常地,上述循环碾磨的工艺实际操作为将混合物料经磨盘型固相力化学反应器碾磨后,收集出料端产物后再度放入磨盘型固相力化学反应器中进行碾磨处理,上述过程视为循环碾磨1次。
通常地,除所述稳定剂和增塑剂外,本发明还可添加其它现有技术公知的抗氧剂、阻燃剂、防老剂等其它加工助剂。但前提是,这些加工助剂对本发明的目的实现以及对本发明优良效果的取得不得造成不利影响。
参照本发明其中一种技术方案,所得类人造革材料制品的拉伸强度为8~16MPa,断裂伸长率为30%~50%,,如说明书附图5所示。
本发明具有如下的有益效果:
1、本发明该方法利用固相剪切碾磨技术有效分离破坏了废弃铬鞣制皮革材料中原本经由羟基间氢键及铬离子金属配位耦合作用所交联在一起的胶原蛋白纤维束,增加活性反应区间并形成良好的复合界面以及有效降低了废弃 NBR/PVC类橡塑保温材料中原有的交联密度,再将上述两种碾磨后的废弃材料进行组合制备类人造革材料,该材料具有良好的力学性能,实现了废弃皮革材料和废弃NBR/PVC类橡塑保温材料的高价值化回收再利用
2、本发明利用固相剪切碾磨技术有效降低了废弃NBR/PVC类橡塑保温材料中原有的交联密度,进一步研究了固相碾磨强大的剪切力作用下,高交联密度材料的解交联情况,为今后进一步提高废弃NBR/PVC类橡塑保温材料利用回收问题提供了指导。
3、本发明基于固相剪切技术,具有生产工艺简单,易于操作,可批量化、连续化生产,适用于绝大部分废弃铬鞣制皮革材料和废弃NBR/PVC类橡塑保温材料,具有明显的商业推广优势。
附图说明
图1为本发明实施例6中废弃皮革超细粉体的SEM照片。
图2为本发明实施例6中经碾磨后的皮革纤维分离超细粉体的SEM照片。
图3为本发明实施例6中NBR/PVC超细粉体的SEM照片。
图4为本发明实施例6中经碾磨后的NBR/PVC超细条状粉体的SEM照片。
图5为本发明实施例6中废弃皮革超细粉体的粒径分布图。
图6为本发明实施例6中经碾磨后的皮革纤维分离超细粉体的粒径分布图。
图7为本发明实施例6中NBR/PVC超细粉体的粒径分布图。
图8为本发明实施例1中经碾磨后的NBR/PVC超细条状粉体的粒径分布图。
图9为本发明实施例6中废弃铬鞣制皮革材料制品预处理后的照片(左图),及经过固相力化学反应器中碾磨粉碎后所收集的皮革纤维分离超细粉体的照片 (右图)。
图10为本发明实施例6中NBR/PVC类橡塑保温材料制品经预处理后的照片(左图),及经过固相力化学反应器中碾磨粉碎后所收集的NBR/PVC超细条状粉体的照片(右图)。
具体实施方式
下面通过实施例并结合附图对本发明作进一步说明。值得指出的是,给出的实施例不能理解为对本发明保护范围的限制,该领域的技术人员根据本发明的内容对本发明作出的一些非本质的改进和调整仍应属于本发明保护范围。
注意的是,实施例中采用扫描电子显微镜(SEM)用来考察不同碾磨遍数橡塑保温材料粉体的表观形貌。
蓝光粒度仪用来考察不同碾磨遍数橡塑保温材料粉体的粒径尺寸即粒度分布。
力学性能测试遵照ASTM D 412规则,夹头的运行速度为5mm/min。
实施例1
本实施例是采用由以下技术措施构成的技术方案来实现的:
一种利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,按重量份数计主要包括以下步骤:
(2-1)选择废弃铬鞣制皮革材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为4500~7000μm的废弃皮革粉体;
(2-2)选择NBR质量占比为60%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为3000~6000μm的NBR/PVC 粉体;
(2-3)将50份废弃皮革粉体和50份NBR/PVC粉体搅拌混合均匀后,加入磨盘型固相力化学反应器中进行碾磨粉碎,待碾磨完成后,收集得经碾磨后的粒径<1000μm的混合超细粉体;磨盘型固相力化学反应器的工艺参数为:碾磨压力为15KN,磨盘盘面温度通过通入温度为-10℃恒温循环液体介质进行控制,循环碾磨8次,磨盘转速10转/分;
(2-4)将经碾磨后的混合超细粉体放入烘箱中于80℃下烘干24h,冷却后添加3份钙锌稳定剂、2份邻苯二甲酸二丁酯,经高速共混机混合均匀,之后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10Mpa,温度165℃,保压时间5min。
将所得类人造革复合板材进行测试,拉伸强度为10MPa,断裂伸长率为41%。
实施例2
本实施例是采用由以下技术措施构成的技术方案来实现的:
一种利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,按重量份数计主要包括以下步骤:
(2-1)选择废弃铬鞣制皮革材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为4500~7000μm的废弃皮革粉体;
(2-2)选择NBR质量占比为80%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为3000~6500μm的NBR/PVC 粉体;
(2-3)将50份废弃皮革粉体和50份NBR/PVC粉体搅拌混合均匀后,加入磨盘型固相力化学反应器中进行碾磨粉碎,待碾磨完成后,收集得经碾磨后的粒径<1000μm的混合超细粉体;磨盘型固相力化学反应器的工艺参数为:碾磨压力为20KN,磨盘盘面温度通过通入温度为-11℃恒温循环液体介质进行控制,循环碾磨30次,磨盘转速20转/分;
(2-4)将经碾磨后的混合超细粉体放入烘箱中于80℃下烘干24h,冷却后添加4份钙锌稳定剂、3份邻苯二甲酸二丁酯,经高速共混机混合均匀,之后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10Mpa,温度165℃,保压时间7min。
将所得类人造革复合板材进行测试,拉伸强度为16MPa,断裂伸长率为47%。
实施例3
本实施例是采用由以下技术措施构成的技术方案来实现的:
一种利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,按重量份数计主要包括以下步骤:
(2-1)选择废弃铬鞣制皮革材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为4500~7000μm的废弃皮革粉体;
(2-2)选择NBR质量占比为60%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为3000~6000μm的NBR/PVC 粉体;
(2-3)将30份废弃皮革粉体和70份NBR/PVC粉体搅拌混合均匀后,加入磨盘型固相力化学反应器中进行碾磨粉碎,待碾磨完成后,收集得经碾磨后的粒径<1000μm的混合超细粉体;磨盘型固相力化学反应器的工艺参数为:碾磨压力为15KN,磨盘盘面温度通过通入温度为-12℃恒温循环液体介质进行控制,循环碾磨15次,磨盘转速30转/分;
(2-4)将经碾磨后的混合超细粉体放入烘箱中于80℃下烘干24h,冷却后添加3份钙锌稳定剂、3份邻苯二甲酸二丁酯经高速共混机混合均匀,之后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力 10Mpa,温度165℃,保压时间5min。
将所得类人造革复合板材进行测试,拉伸强度为7.5MPa,断裂伸长率为 36%。
实施例4
本实施例是采用由以下技术措施构成的技术方案来实现的:
一种利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,按重量份数计主要包括以下步骤:
(2-1)选择废弃铬鞣制皮革材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为4500~7000μm的废弃皮革粉体;
(2-2)选择NBR质量占比为70%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为3000~6500μm的NBR/PVC 粉体;
(2-3)将30份废弃皮革粉体和70份NBR/PVC粉体搅拌混合均匀后,加入磨盘型固相力化学反应器中进行碾磨粉碎,待碾磨完成后,收集得经碾磨后的粒径<1000μm的混合超细粉体;磨盘型固相力化学反应器的工艺参数为:碾磨压力为20KN,磨盘盘面温度通过通入温度为-11℃恒温循环液体介质进行控制,循环碾磨30次,磨盘转速25转/分;
(2-4)将经碾磨后的混合超细粉体放入烘箱中于80℃下烘干24h,冷却后添加4份钙锌稳定剂、2份邻苯二甲酸二丁酯经高速共混机混合均匀,之后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力 10Mpa,温度165℃,保压时间6min。
将所得类人造革复合板材进行测试,拉伸强度为11MPa,断裂伸长率为41%。
实施例5
本实施例是采用由以下技术措施构成的技术方案来实现的:
一种利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,按重量份数计主要包括以下步骤:
(2-1)选择废弃铬鞣制皮革材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为4500~7000μm的废弃皮革粉体;
(2-2)选择NBR质量占比为80%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为3000~6500μm的NBR/PVC 粉体;
(2-3)将30份废弃皮革粉体和70份NBR/PVC粉体搅拌混合均匀后,加入磨盘型固相力化学反应器中进行碾磨粉碎,待碾磨完成后,收集得经碾磨后的粒径<1000μm的混合超细粉体;磨盘型固相力化学反应器的工艺参数为:碾磨压力为18KN,磨盘盘面温度通过通入温度为-12℃恒温循环液体介质进行控制,循环碾磨30次,磨盘转速40转/分;
(2-4)将经碾磨后的混合超细粉体放入烘箱中于80℃下烘干24h,冷却后添加3份钙锌稳定剂、2份邻苯二甲酸二丁酯经高速共混机混合均匀,之后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力 10Mpa,温度165℃,保压时间6min。
将所得类人造革复合板材进行测试,拉伸强度为15MPa,断裂伸长率为48%。
实施例6
本实施例是采用由以下技术措施构成的技术方案来实现的:
一种利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,按重量份数计主要包括以下步骤:
(1-1)选择废弃铬鞣制皮革材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为4500~7000μm的废弃皮革粉体;
(1-2)选择NBR质量占比为60%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为3000~6000μm的NBR/PVC 粉体;
(1-3)将废弃皮革粉体和NBR/PVC粉体分别加入磨盘型固相力化学反应器中分别进行碾磨粉碎,待碾磨完成后,分别收集得粒径约为2~6μm的皮革纤维分离超细粉体和约为100~1000μm的NBR/PVC超细条状粉体;其中,磨盘型固相力化学反应器的工艺参数为:碾磨压力为20KN,磨盘盘面温度通过通入温度为-10℃恒温循环液体介质进行控制,循环碾磨10次,磨盘转速40转/分;
(1-4)将50份NBR/PVC超细条状粉体与50份皮革纤维分离超细粉体放入烘箱中于80℃下烘干24h,再添加4份钙锌稳定剂、4份邻苯二甲酸二丁酯,放入密炼机中共混6min,密炼机温度为165℃,冷却后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力12Mpa,温度165℃,保压时间10min。
将所得类人造革复合板材进行测试,拉伸强度为14MPa,断裂伸长率为44%。
实施例7
本实施例是采用由以下技术措施构成的技术方案来实现的:
一种利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,按重量份数计主要包括以下步骤:
(1-1)选择废弃铬鞣制皮革材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为4500~7000μm的废弃皮革粉体;
(1-2)选择NBR质量占比为60%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为3000~6000μm的NBR/PVC 粉体;
(1-3)将废弃皮革粉体和NBR/PVC粉体分别加入磨盘型固相力化学反应器中分别进行碾磨粉碎,待碾磨完成后,分别收集得粒径约为2~5μm的皮革纤维分离超细粉体和约为100~1000μm的NBR/PVC超细条状粉体;其中,磨盘型固相力化学反应器的工艺参数为:碾磨压力为18KN,磨盘盘面温度通过通入温度为-10℃恒温循环液体介质进行控制,循环碾磨20次,磨盘转速25转/分;
(1-4)将包括70份NBR/PVC超细条状粉体与30份皮革纤维分离超细粉体放入烘箱中于80℃下烘干24h,再添加3份钙锌稳定剂、3份邻苯二甲酸二丁酯,放入密炼机中共混7min,密炼机温度为160℃,冷却后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10Mpa,温度 165℃,保压时间5min。
将所得类人造革复合板材进行测试,拉伸强度为8MPa,断裂伸长率为38%。
实施例8
本实施例是采用由以下技术措施构成的技术方案来实现的:
一种利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,按重量份数计主要包括以下步骤:
(1-1)选择废弃铬鞣制皮革材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为4500~7000μm的废弃皮革粉体;
(1-2)选择NBR质量占比为50%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为3000~5600μm的NBR/PVC 粉体;
(1-3)将废弃皮革粉体和NBR/PVC粉体分别加入磨盘型固相力化学反应器中分别进行碾磨粉碎,待碾磨完成后,分别收集得粒径约为2~7μm的皮革纤维分离超细粉体和约为100~1000μm的NBR/PVC超细条状粉体;其中,磨盘型固相力化学反应器的工艺参数为:碾磨压力为15KN,磨盘盘面温度通过通入温度为-12℃恒温循环液体介质进行控制,循环碾磨20次,磨盘转速10转/分;
(1-4)将包括30份NBR/PVC超细条状粉体与70份皮革纤维分离超细粉体放入烘箱中于80℃下烘干24h,再添加6份钙锌稳定剂、2份邻苯二甲酸二丁酯,放入密炼机中共混8min,密炼机温度为160℃,冷却后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10Mpa,温度 165℃,保压时间6min。
将所得类人造革复合板材进行测试,拉伸强度为14.5MPa,断裂伸长率为 36%。
实施例9
本实施例是采用由以下技术措施构成的技术方案来实现的:
一种利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,按重量份数计主要包括以下步骤:
(1-1)选择废弃铬鞣制皮革材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为4500~7000μm的废弃皮革粉体;
(1-2)选择NBR质量占比为60%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为3000~6000μm的NBR/PVC 粉体;
(1-3)将废弃皮革粉体和NBR/PVC粉体分别加入磨盘型固相力化学反应器中分别进行碾磨粉碎,待碾磨完成后,分别收集得粒径约为2~4μm皮革纤维分离超细粉体和约为100~1000μm的NBR/PVC超细条状粉体;其中,磨盘型固相力化学反应器的工艺参数为:碾磨压力为20KN,磨盘盘面温度通过通入温度为-10℃恒温循环液体介质进行控制,循环碾磨15次,磨盘转速40转/分;
(1-4)将包括50份NBR/PVC超细条状粉体与50份皮革纤维分离超细粉体放入烘箱中于80℃下烘干24h,再添加3份钙锌稳定剂、2份邻苯二甲酸二丁酯,放入双螺杆挤出机中进行共混,温度程序为140℃、145℃、150℃、155℃、 165℃、165℃、165℃、170℃,冷却后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10Mpa,温度165℃,保压时间7min。
将所得类人造革复合板材进行测试,拉伸强度为15MPa,断裂伸长率为40%。
实施例10
本实施例是采用由以下技术措施构成的技术方案来实现的:
一种利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法,按重量份数计主要包括以下步骤:
(1-1)选择废弃铬鞣制皮革材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为4500~7000μm的废弃皮革粉体;
(1-2)选择NBR质量占比为70%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为3000~6500μm的NBR/PVC 粉体;
(1-3)将废弃皮革粉体和NBR/PVC粉体分别加入磨盘型固相力化学反应器中分别进行碾磨粉碎,待碾磨完成后,分别收集得粒径约为2~5μm的皮革纤维分离超细粉体和约为100~1000μm的NBR/PVC超细条状粉体;其中,磨盘型固相力化学反应器的工艺参数为:碾磨压力为10KN,磨盘盘面温度通过通入温度为-10℃恒温循环液体介质进行控制,循环碾磨20次,磨盘转速40转/分;
(1-4)将包括50份NBR/PVC超细条状粉体与50份皮革纤维分离超细粉体放入烘箱中于80℃下烘干24h,再添加5份钙锌稳定剂、4份邻苯二甲酸二丁酯,放入双螺杆挤出机中进行共混,温度程序为140℃、145℃、155℃、155℃、 165℃、165℃、165℃、170℃,冷却后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10Mpa,温度165℃,保压时间7min。
将所得类人造革复合板材进行测试,拉伸强度为9MPa,断裂伸长率为28%。
对比例1
本对比例是采用由以下技术措施构成的技术方案来实现的:
按重量份数计主要包括以下步骤:
(1)选择废弃铬鞣制皮革材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为4500~6000μm的废弃皮革粉体;
(2)选择NBR质量占比为60%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为3000~6000μm的NBR/PVC粉体;
(3)将50份废弃皮革粉体、50份NBR/PVC粉体、3份钙锌稳定剂、2份邻苯二甲酸二丁酯经高速共混机混合均匀,之后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10Mpa,温度165℃,保压时间5min。
将所得类人造革复合板材进行测试,拉伸强度为7MPa,断裂伸长率为20%。
对比例2
本对比例是采用由以下技术措施构成的技术方案来实现的:
按重量份数计主要包括以下步骤:
(1)选择废弃铬鞣制皮革材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为4500~7000μm的废弃皮革粉体;
(2)选择NBR质量占比为60%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为3000~6000μm的NBR/PVC粉体;
(3)将废弃皮革粉体加入磨盘型固相力化学反应器中进行碾磨粉碎,待碾磨完成后,收集得皮革纤维分离超细粉体;磨盘型固相力化学反应器的工艺参数为:碾磨压力为15KN,磨盘盘面温度通过通入温度为-10℃恒温循环液体介质进行控制,循环碾磨8次,磨盘转速10转/分;
(4)将50份皮革纤维分离超细粉体、50份NBR/PVC粉体、3份钙锌稳定剂、2份邻苯二甲酸二丁酯经高速共混机混合均匀,之后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10Mpa,温度165℃,保压时间5min。
将所得类人造革复合板材进行测试,拉伸强度为8MPa,断裂伸长率为23%。
对比例3
本对比例是采用由以下技术措施构成的技术方案来实现的:
按重量份数计主要包括以下步骤:
(1)选择废弃铬鞣制皮革材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为4500~7000μm的废弃皮革粉体;
(2)选择NBR质量占比为60%的废弃NBR/PVC类橡塑保温材料制品,经过包括洗净的预处理后,将其处理粉碎至粒径约为3000~6000μm的NBR/PVC粉体;
(3)将NBR/PVC粉体加入磨盘型固相力化学反应器中进行碾磨粉碎,待碾磨完成后,收集得NBR/PVC超细条状粉体;磨盘型固相力化学反应器的工艺参数为:碾磨压力为15KN,磨盘盘面温度通过通入温度为-10℃恒温循环液体介质进行控制,循环碾磨8次,磨盘转速10转/分;
(4)将50份皮革纤维分离超细粉体、50份NBR/PVC粉体、3份钙锌稳定剂、2份邻苯二甲酸二丁酯经高速共混机混合均匀,之后置于平板硫化机中处理得到类人造革复合板材;其中平板硫化机的工艺参数为:压力10Mpa,温度165℃,保压时间5min。
将所得类人造革复合板材进行测试,拉伸强度为7MPa,断裂伸长率为18%。
对比例4
本对比例除了循环碾磨次数为2次外,其余工艺条件与实施例1一致。
将所得类人造革复合板材进行测试,拉伸强度为6MPa,断裂伸长率为21%。
利用废弃皮革材料和废弃NBR/PVC类橡塑保温材料制备类人造革材料的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0