








专利摘要
本发明公开了用于内齿圈磨削的锥形螺旋齿砂轮,为轮齿型砂轮,砂轮本体呈锥形,砂轮本体的头部直径小,砂轮本体的尾部直径大,自该砂轮本体的头部至尾部的直径逐渐增大,砂轮本体圆周上有若干个螺旋齿,螺旋齿的齿面是由若干共轭线拟合而成的自由曲面,若干共轭线分别与被加工工件的不同加工余量的磨削面共轭。根据工件齿面的加工余量分层,分层取端截形曲线计算求出共轭线,共轭线拟合成自由曲面后而得到设计的砂轮,设计的砂轮单次轴向进给即可完成工件加工,提高齿圈磨削的加工效率。
权利要求
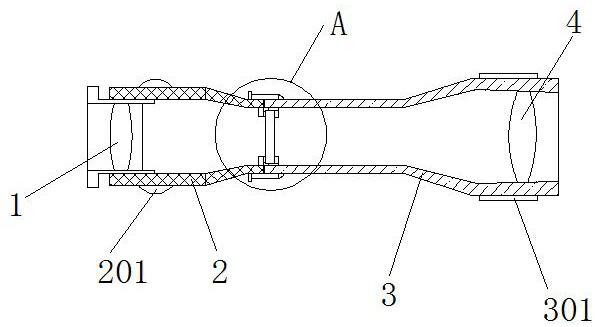
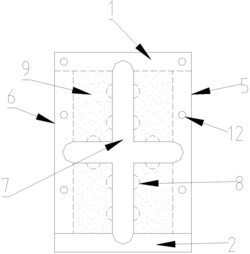
1.一种用于内齿圈磨削的锥形螺旋齿砂轮,其特征在于:所述螺旋齿砂轮为轮齿型砂轮,包括砂轮本体,所述砂轮本体呈锥形,所述砂轮本体的头部(1)直径小,砂轮本体的尾部(2)直径大,自该砂轮本体的头部至尾部直径逐渐增大,所述砂轮本体圆周上有若干个螺旋齿,所述螺旋齿包括齿面(3)、齿顶面(4)、齿根面(5)和端面(6),所述齿面(3)是由若干共轭线拟合而成的自由曲面,所述若干共轭线分别与被加工工件的不同加工余量的磨削面共轭;其中,每个螺旋齿的尺寸相同,每个螺旋齿通过如下步骤构造而成:
(1)根据被加工内齿圈的参数及加工余量,建立工件模型,将加工余量均匀分成n
(2)将所述步骤(1)得到的n
(3)根据所述步骤(2)中得到的n
(4)将所述步骤(3)得到的若干条共轭线拟合成自由曲面,所得自由曲面为锥形螺旋齿砂轮的齿面;
(5)根据所述步骤(4)形成的所述自由曲面与齿砂轮的回转轴线相垂直的平面截交,得到的平面为锥形螺旋齿砂轮的端面;
(6)利用所得的齿面、端面,构建单齿模型,并按齿数要求建模得到锥形螺旋齿砂轮。
说明书
技术领域
本发明属于机械加工技术领域,尤其是涉及一种用于内齿圈磨削的锥形螺旋齿砂轮。
背景技术
内齿圈广泛应用在汽车自动变速箱和混合动力汽车的动力传动系统中。为了获得高品质内齿圈,目前普遍采用热处理后成形磨削加工方法,成形磨齿是间歇分度、单齿加工,加工效率低,并且当内齿圈直径较小时,砂轮容易与齿圈发生干涉,导致无法磨削。
因此,亟需设计一种能够解决上述技术问题的内齿圈磨削加工的相适应的砂轮。
发明内容
本发明的目的是提供一种结构简单、可实现内齿圈连续分度磨削、单次轴向进给加工便可完成用于内齿圈磨削的锥形螺旋齿砂轮。
本发明的技术方案如下:
一种用于内齿圈磨削的锥形螺旋齿砂轮,为轮齿型砂轮,所述砂轮本体呈锥形,所述砂轮本体的头部直径小,砂轮本体的尾部直径大,自该砂轮本体的头部至尾部的直径逐渐增大,所述砂轮本体圆周上有若干个螺旋齿,所述螺旋齿的齿面是由若干共轭线拟合而成的自由曲面,所述若干共轭线分别与被加工工件的不同加工余量的磨削面共轭。
本发明具有的优点和积极效果是:
1.锥形螺旋齿砂轮的齿面根据若干共轭线拟合而成,且若干共轭线分别与被加工工件的不同加工余量的磨削面共轭,使得螺旋齿砂轮在单次轴向进给过程中,实现砂轮逐层切入工件齿面,减小砂轮在磨削过程当中的不均匀磨削,提高砂轮的使用寿命。
2.砂轮逐层切入工件齿面,单次轴向进给便可完成加工,提高内齿圈磨削的加工效率。
附图说明
图1是本发明的工件齿面分层示意;
图2是本发明的锥形螺旋齿砂轮的齿面构造;
图3是本发明的内齿圈齿面成形示意;
图4是本发明的锥形螺旋齿砂轮的主视图;
图5是本发明的锥形螺旋齿砂轮的左视图;
图6是本发明的锥形螺旋齿砂轮的齿面;
图7是本发明的锥形螺旋齿砂轮的模型。
图中:
1、头部 2、尾部 3、齿面
4、齿顶面 5、齿根面 6、端面
具体实施方式
以下结合具体实施例对本发明作进一步详细说明。应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明,决不限制本发明的保护范围。
实施例1
如图所示,本发明的一种用于内齿圈磨削的锥形螺旋齿砂轮,为轮齿型砂轮,所述砂轮本体呈锥形,所述砂轮本体的头部1直径小,砂轮本体的尾部2直径大,自该砂轮本体的头部1至尾部2的直径逐渐增大,所述砂轮本体在圆周方向上均布有若干个螺旋齿,所述螺旋齿的齿面3是由若干共轭线拟合而成的自由曲面,所述若干共轭线分别与待加工工件的不同加工余量的磨削面共轭。
上述每个所述螺旋齿的尺寸相同,每个螺旋齿包括齿顶面4、齿根面5、两个齿面3和两个端面6。
用于内齿圈磨削的锥形螺旋齿砂轮结构的采取以下步骤构造完成。
(1)在MATLAB软件中,根据被加工内齿圈的参数及加工余量,建立工件模型,将加工余量均匀分成np层,得到np+1个磨削面
(2)在MATLAB软件中,将所述步骤(1)得到的np+1个磨削面沿工件轴线方向均匀分成nq层,在每个所述磨削面上得到nq+1条端截形曲线
(3)根据所述步骤(2)中得到的nq+1条端截形曲线,在每个所述磨削面上依次对应选取一条端截形曲线 根据曲线共轭原理计算出每条所述端面截形曲线的共轭线,得到若干条共轭线
(4)根据所述步骤(3)得到的若干条共轭线拟合成自由曲面,所得自由曲面为锥形螺旋齿砂轮的齿面3;
(5)根据所述步骤(4)形成的所述自由曲面与齿砂轮的回转轴线相垂直的平面截交,得到的平面为锥形螺旋齿砂轮的端面6;
(6)在SolidWorks软件中,利用所得的齿面3、端面6,构建单齿模型,并按齿数要求建模得到锥形螺旋齿砂轮。
加工时,共轭线沿着工件齿向方向进给,共轭线 分别与对应的磨削面 共轭,锥形螺旋齿砂轮的头部1先与工件接触参与磨削,头部1的共轭线 与磨削面 上的端截形曲线 共轭,随着工件(或齿砂轮)进给,工件移动的同时有一个附加转动,使得工件磨削面 上的其他端截形曲线依次运动到 的位置与共轭线 共轭,因此,在进给过程当中,整个工件的磨削面 与共轭线 共轭,齿砂轮中部也进入磨削,其上的共轭线依次与不同位置的磨削面共轭,随着齿砂轮逐渐切入工件,背吃刀量逐渐增大;当砂轮尾部2进入磨削时,齿砂轮完全参与磨削,工件的设计齿形由砂轮尾部2的共轭线r00共轭生成,当齿砂轮完全贯通工件后,加工形成工件齿形。
以上对本发明做了示例性的描述,应该说明的是,在不脱离本发明核心的情况下,任何简单的变形、修改或者其他本领域技术人员能够不花费创造性劳动的等同替换,均属于本发明的保护范围。
一种用于内齿圈磨削的锥形螺旋齿砂轮专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。




动态评分
0.0