

IPC分类号 : B23P25/00,B24B1/00,B24B41/02,B24B41/04,B24B47/12,B24B5/04,B24B5/35,B24B55/00




专利摘要
一种内嵌式激光辅助超精密外圆磨削装置及其工作方法,属于外圆磨削加工技术领域,包括机床主体、中央控制单元、砂轮架、滑台系统、乳化液供给系统以及激光系统,所述滑台系统包括X向往复运动滑台、X向滑台调节手轮、X向滑台自动调节开关、Y向进给滑台、Y向滑台自动调节开关、Y向滑台手动调节开关以及启停开关,所述砂轮架设置在Y向进给滑台上部,包括砂轮动力源、砂轮、砂轮主轴、皮带轮以及皮带保护罩。本发明采用主轴一体化设计模型,将激光系统从外圆磨床的主轴中心引入到砂轮中心,再通过砂轮中心的分光设计,将聚焦激光引入到加工死区中间,此种技术对扩展现有磨床的加工范围,提高生产效率有显著改善。
权利要求
1.一种内嵌式激光辅助超精密外圆磨削装置,其特征是:包括机床主体(101)、中央控制单元(3)、砂轮架(4)、滑台系统、乳化液供给系统(6)以及激光系统,
所述机床主体(101)为成垂直型布置;
所述滑台系统包括X向往复运动滑台(202)、X向滑台调节手轮(102)、X向滑台自动调节开关(103)、Y向进给滑台(8)、Y向滑台自动调节开关(104)、Y向滑台手动调节开关(105)以及启停开关(106),所述X向往复运动滑台(202)设置在机床主体(101)的长边一侧,X向往复运动滑台(202)上设置有磨床头架(203)以及磨床尾架(201);所述Y向进给滑台(8)设置在机床主体(101)的短边一侧;所述X向滑台调节手轮(102)、X向滑自动台调节开关(103)、Y向滑台自动调节开关(104)、Y向滑台手动调节开关(105)以及启停开关(106)均设置在机床主体(101)的侧面;
所述砂轮架(4)设置在Y向进给滑台(8)上部,包括砂轮动力源(401)、砂轮(403)、砂轮主轴(408)、皮带轮(407)以及皮带保护罩(410),所述砂轮动力源(401)与皮带轮(407)连接,所述皮带轮(407)与砂轮主轴(408)连接,皮带轮(407)外部设置有皮带保护罩(410);所述砂轮主轴(408)上设置有砂轮(403);所述砂轮(403)包括粗磨区域、激光辅助磨削区域以及精密修整区域,砂轮(403)的圆周面上设置有六个孔,且每个孔内均设置有端部为球头光纤的透明红宝石;
所述激光系统包括激光光纤发生器(7)、激光保护罩(402)、激光光纤固定架(404)、折射透镜(405)、激光光纤固定架轴承(406)以及激光光纤(409),所述激光光纤(409)设置由激光光纤固定架(404)在砂轮主轴(408)内部,激光光纤固定架(404)上设置有激光光纤固定架轴承(406);所述折射透镜(405)设置在激光光纤固定架(404)与激光光纤(409)的连接处砂轮(403)的中心位置;所述激光保护罩(402)设置在砂轮(403)的外侧,激光光纤固定架(404)的上部;所述激光光纤发生器(7)设置在机床主体(101)上部;
所述乳化液供给系统(6)包括乳化液供给和乳化液回收,设置在机床主体(101)的短边一侧;
所述中央控制单元(3)设置在机床主体(101)上部,中央控制单元(3)内部设置有加工程序,与滑台系统、砂轮动力源(401)、乳化液供给系统(6)以及激光系统通过数据线或无线通信连接。
2.根据权利要求1所述的一种内嵌式激光辅助超精密外圆磨削装置,其特征是:所述磨床头架(203)用于安装工件(5)的一端,并为工件(5)提供动力,带动工件(5)旋转。
3.根据权利要求1所述的一种内嵌式激光辅助超精密外圆磨削装置,其特征是:所述磨床尾架(201)与磨床头架(203)配合使用,用于安装工件(5)的另一端,装夹和拆卸工件(5)。
4.根据权利要求1所述的一种内嵌式激光辅助超精密外圆磨削装置,其特征是:所述砂轮(403)的粗磨区域、激光辅助磨削区域以及精密修整区域的厚度不同。
5.一种内嵌式激光辅助超精密外圆磨削装置的工作方法,其特征是:应用权利要求1所述的一种内嵌式激光辅助超精密外圆磨削装置,包括以下步骤,且以下步骤顺次进行,
步骤一、将进行过车削加工后的工件(5)经过丙酮溶液超声振动清洗10分钟,取出烘干备用;
步骤二、检查机床的滑台系统,通过X向滑台调节手轮(102)和Y向滑台手动调节开关(105)进行手动运动;检查砂轮架(4)以及磨床头架(203)和磨床尾架(201);打开乳化液供给系统(6),检查乳化液供给和乳化液回收的准确度;打开激光系统,检查激光聚焦和能量值;校验中央控制单元(3)加工程序,模拟加工演示;
步骤三、安装工件(5),调整砂轮架(4)位置,移动砂轮(403)与工件(5)进行接触对刀;
步骤四、打开乳化液供给系统(6)和激光系统,打开中央控制单元(3)加工程序,进行加工。
说明书
技术领域
本发明属于外圆磨削加工技术领域,特别是涉及到一种激光辅助外圆磨削装置及其工作方法。
背景技术
超精密外圆磨削是一种通用的加工设备,超精密加工技术是指加工的尺寸、形状精度达到亚微米级,加工表面粗糙度Ra达到纳米级的加工技术的总称,而且这些加工技术指标也是随着科学技术的发展而不断更新。超精密磨床加工精度可以达到1nm~100nm,适用于圆柱面、圆锥面、阶梯轴等样件的超精密加工。
激光束激光表面刻蚀技术是指利用高亮度、方向性强、高强度的高能脉冲激光束直接作用于材料,属于宏观非接触加工,该种激光可以通过调整激光功率、加工速度、加工间距等参数,在零件表面刻蚀出规则的微纳结构,改善材料表面润湿性能。根据脉冲宽度的不同,可分为纳秒、皮秒、飞秒激光。激光加工具有无工具磨损、适用范围广、灵活性高、加工材料的热影响区小等优势。激光辅助电化学微增材制造技术正是凭借激光加工与电化学加工两者优势,而能获得较为理想加工效果的一种新型功能表面的制造方法。
内嵌式激光辅助磨削就是通过激光加热使超硬材料软化从而进行磨削的一种技术,称为辅助加热磨削。激光辅助高效磨削加工的优点是激光传热的区域小,磨削的效率高,是磨削硬脆材料比较有潜力的加工方法。
现有激光辅助磨削都是外加激光头,无法将激光直接照射到加工死区之内,对工件的左右影响很小,而内嵌式激光辅助外圆磨削装置,将激光从砂轮的中心主轴方向引入,在砂轮中心进行分光,直接从砂轮的外缘进入到加工区域,砂轮随即对已加热区域进行磨削加工,加工质量和效率显著提高,尤其是在对高硬材料的加工上效果显著。此外,外圆磨削黑色金属时,会有乳化液喷射到磨削区域内,激光辐照可以避免防止乳化液中的粒子产生团聚现象,提高磨削效率,防止工件烧伤。因此,现有技术中急需一种新颖的技术方案来改变高硬脆材料的外圆表面磨削问题。
发明内容
本发明所要解决的技术问题是:提供一种内嵌式激光辅助超精密外圆磨削装置及其工作方法,采用主轴一体化设计方法,将激光系统从外圆磨床的主轴中心引入到砂轮中心,再通过砂轮中心的分光设计,将聚焦激光引入到加工死区中间,此种技术对扩展现有磨床的加工范围,提高生产效率有显著改善。
一种内嵌式激光辅助超精密外圆磨削装置,其特征是:包括机床主体、中央控制单元、砂轮架、滑台系统、乳化液供给系统以及激光系统,
所述机床主体为成垂直型布置;
所述滑台系统包括X向往复运动滑台、X向滑台调节手轮、X向滑台自动调节开关、Y向进给滑台、Y向滑台自动调节开关、Y向滑台手动调节开关以及启停开关,所述X向往复运动滑台设置在机床主体的长边一侧,X向往复运动滑台上设置有磨床头架以及磨床尾架;所述Y向进给滑台设置在机床主体的短边一侧;所述X向滑台调节手轮、X向滑自动台调节开关、Y向滑台自动调节开关、Y向滑台手动调节开关以及启停开关均设置在机床主体的侧面;
所述砂轮架设置在Y向进给滑台上部,包括砂轮动力源、砂轮、砂轮主轴、皮带轮以及皮带保护罩,所述砂轮动力源与皮带轮连接,所述皮带轮与砂轮主轴连接,皮带轮外部设置有皮带保护罩;所述砂轮主轴上设置有砂轮;所述砂轮包括粗磨区域、激光辅助磨削区域以及精密修整区域,砂轮的圆周面上设置有六个孔,且每个孔内均设置有端部为球头光纤的透明红宝石;
所述激光系统包括激光光纤发生器、激光保护罩、激光光纤固定架、折射透镜、激光光纤固定架轴承以及激光光纤,所述激光光纤设置由激光光纤固定架在砂轮主轴内部,激光光纤固定架上设置有激光光纤固定架轴承;所述折射透镜设置在激光光纤固定架与激光光纤的连接处砂轮的中心位置;所述激光保护罩设置在砂轮的外侧,激光光纤固定架的上部;所述激光光纤发生器设置在机床主体上部;
所述乳化液供给系统包括乳化液供给和乳化液回收,设置在机床主体的短边一侧;
所述中央控制单元设置在机床主体上部,中央控制单元内部设置有加工程序,与滑台系统、砂轮动力源、乳化液供给系统以及激光系统通过数据线或无线通信连接。
所述磨床头架用于安装工件的一端,并为工件提供动力,带动工件旋转。
所述磨床尾架与磨床头架配合使用,用于安装工件的另一端,装夹和拆卸工件。
所述砂轮的粗磨区域、激光辅助磨削区域以及精密修整区域的厚度不同。
一种内嵌式激光辅助超精密外圆磨削装置的工作方法,其特征是:应用所述的一种内嵌式激光辅助超精密外圆磨削装置,包括以下步骤,且以下步骤顺次进行,
步骤一、将进行过车削加工后的工件5经过丙酮溶液超声振动清洗10分钟,取出烘干备用;
步骤二、检查机床的滑台系统,通过X向滑台调节手轮和Y向滑台手动调节开关进行手动运动;检查砂轮架以及磨床头架和磨床尾架;打开乳化液供给系统,检查乳化液供给和乳化液回收的准确度;打开激光系统,检查激光聚焦和能量值;校验中央控制单元加工程序,模拟加工演示;
步骤三、安装工件,调整砂轮架位置,移动砂轮与工件进行接触对刀;
步骤四、打开乳化液供给系统和激光系统,打开中央控制单元加工程序,进行加工。
通过上述设计方案,本发明可以带来如下有益效果:一种内嵌式激光辅助超精密外圆磨削装置及其工作方法,针对高硬脆材料难加工过程中切削效率低、刀具磨损严重等问题,利用内嵌式激光辅助超精密外圆磨削加工方法对超硬材料进行高效加工,主要利用激光辐照对工件表面改性,并且通过激光辐照减少乳化液中的颗粒团聚现象;
通过砂轮中心引入激光,完全进入到加工死区之中,用同一个砂轮,将砂轮的厚度分为三个部分,第一部分为粗磨加工,中间部分为激光辅助磨削部分,第三部分为精密修整部分,做到同一个砂轮对工件直接实现超精密加工的目的。
附图说明
以下结合附图和具体实施方式对本发明作进一步的说明:
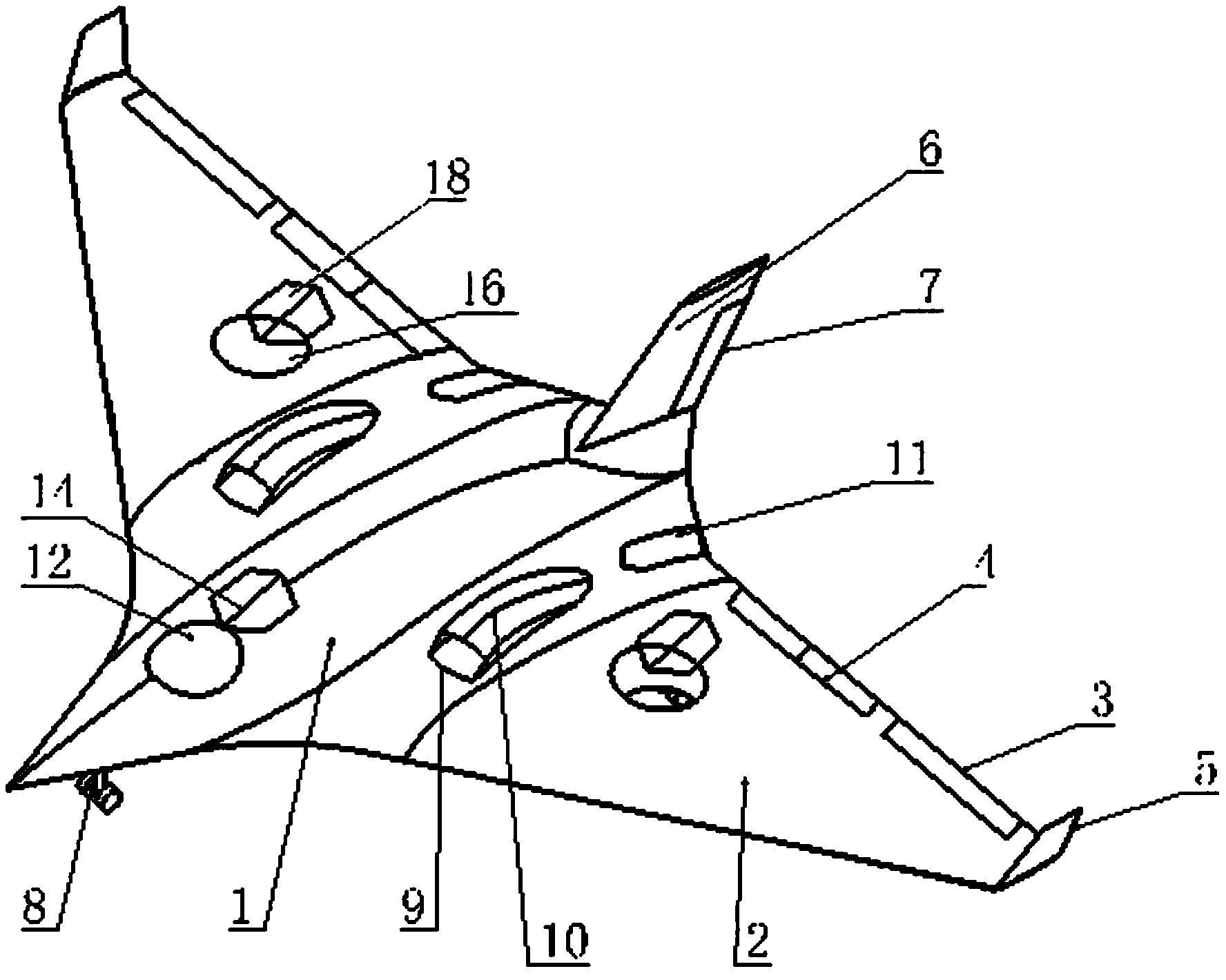
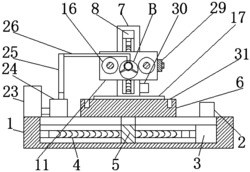
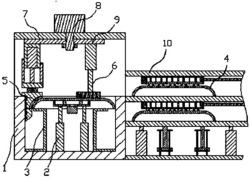
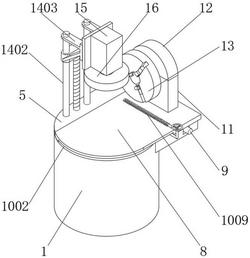
图1为本发明内嵌式激光辅助超精密外圆磨削装置正等轴侧示意图。
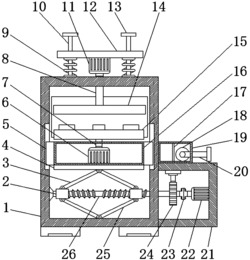
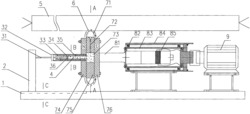
图2为本发明内嵌式激光辅助超精密外圆磨削装置砂轮架正等轴侧示意图。
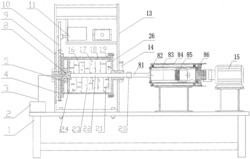
图3为本发明内嵌式激光辅助超精密外圆磨削装置砂轮主轴截面示意图。
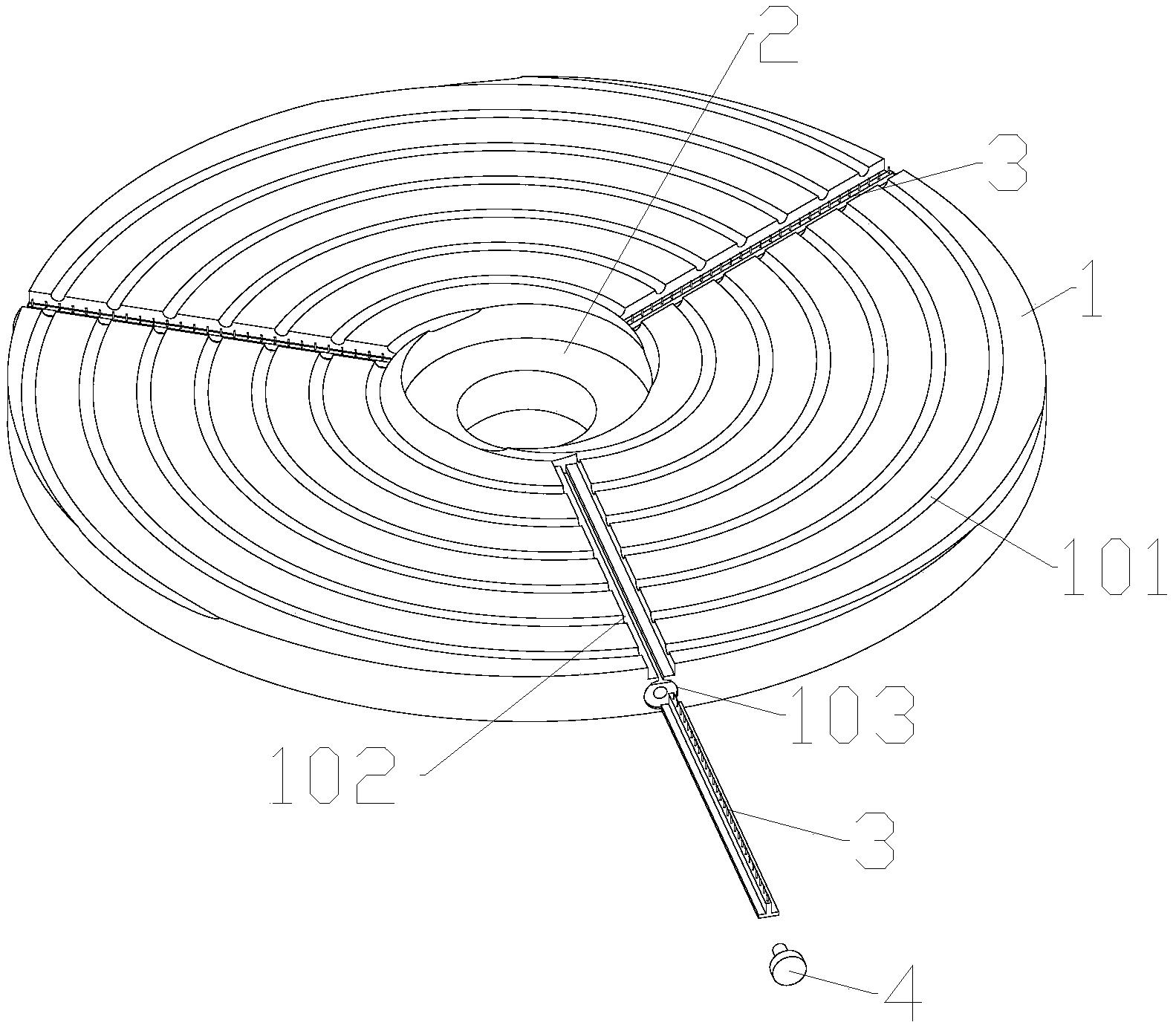
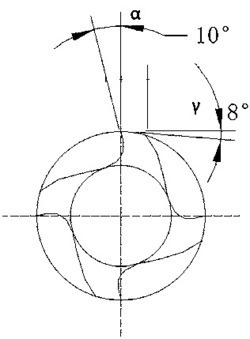
图4为本发明内嵌式激光辅助超精密外圆磨削装置激光系统光路分光示意图。
图中,101-机床主体、102-X向滑台调节手轮、103-X向滑台自动调节开关、104-Y向滑台自动调节开关、105-Y向滑台手动调节开关、106-启停开关、201-磨床尾架、202-X向往复运动滑台、203-磨床头架、3-中央控制单元、4-砂轮架、401-砂轮动力源、402-激光保护罩、403-砂轮、404-激光光纤固定架、405-折射透镜、406-激光光纤固定架轴承、407-皮带轮、408-砂轮主轴、409-激光光纤、5-工件、6-乳化液供给系统、7-激光光纤发生器、8-Y向进给滑台。
具体实施方式
一种内嵌式激光辅助超精密外圆磨削装置,如图1所示,包括机床主体101、中央控制单元3、砂轮架4、滑台系统、乳化液供给系统6以及激光系统,
所述机床主体101为成垂直型布置;
所述滑台系统包括X向往复运动滑台202、X向滑台调节手轮102、X向滑台自动调节开关103、Y向进给滑台8、Y向滑台自动调节开关104、Y向滑台手动调节开关105以及启停开关106,
所述X向往复运动滑台202设置在机床主体101的长边一侧,为工件纵向往复运动提供动力,X向往复运动滑台202上设置有磨床头架203以及磨床尾架201,两者配合安装固定工件5;所述磨床头架203,磨床头架为工件5提供部分工件的安装部位,为工件提供动力,带动工件旋转;所述磨床尾架201,尾架为工件5提供另外一部分安装部位,装夹和卸载工件;
所述Y向进给滑台8设置在机床主体101的短边一侧,为砂轮架4提供快速进给和工作进给运动;
所述X向滑台调节手轮102、X向滑自动台调节开关103、Y向滑台自动调节开关104、Y向滑台手动调节开关105以及启停开关106均设置在机床主体101的侧面;
如图2和图3所示,所述砂轮架4为整个内嵌式激光辅助超精密外圆磨削加工装置的核心部件,设置在Y向进给滑台8上部,包括砂轮动力源401、砂轮403、砂轮主轴408、皮带轮407以及皮带保护罩410,所述砂轮动力源401与皮带轮407连接,所述皮带轮407与砂轮主轴408连接,皮带轮407外部设置有皮带保护罩410;所述砂轮主轴408上设置有砂轮403;所述砂轮403包括粗磨区域、激光辅助磨削区域以及精密修整区域,砂轮403的圆周面上设置有六个孔,且每个孔内均设置有端部为球头光纤的透明红宝石;
所述激光系统包括激光光纤发生器7、激光保护罩402、激光光纤固定架404、折射透镜405、激光光纤固定架轴承406以及激光光纤409,所述激光光纤409设置由激光光纤固定架404在砂轮主轴408内部,激光光纤固定架404上设置有激光光纤固定架轴承406;所述折射透镜405设置在激光光纤固定架404与激光光纤409的连接处砂轮403的中心位置;所述激光保护罩402设置在砂轮403的外侧,激光光纤固定架404的上部;所述激光光纤发生器7设置在机床主体101上部;
所述乳化液供给系统6包括乳化液供给和乳化液回收,设置在机床主体101的短边一侧;乳化液的加入防止工件表面烧伤,有助于切屑的顺利排出,减少工件5与砂轮403之间的阻力;
所述中央控制单元3设置在机床主体101上部,中央控制单元3内部设置有加工程序,与滑台系统、砂轮动力源401、乳化液供给系统6以及激光系统通过数据线或无线通信连接;为X向往复运动滑台202,Y向进给滑台8,砂轮架4,砂轮403旋转,磨床头架203旋转,激光开启以及乳化液供给进行程序控制。
一种内嵌式激光辅助超精密外圆磨削装置的工作方法,
步骤一、将车削过后的工件5经过丙酮溶液超声振动清洗10分钟,取出烘干备用。
步骤二、检查机床的X向往复运动滑台202,Y向进给滑台8,砂轮架4,磨床头架203和磨床尾架201的状态,并手动运动,确定安全。
步骤三、打开乳化液供给系统6,观察乳化液供给和回收系统是否及时准确。
步骤四、打开激光系统,观察激光聚焦和能量情况。
步骤五、校验中央控制单元3加工程序,模拟加工演示,排除加工程序中的小错误。
步骤六、安装工件5,调整砂轮架4位置,移动砂轮403与工件5进行接触对刀。
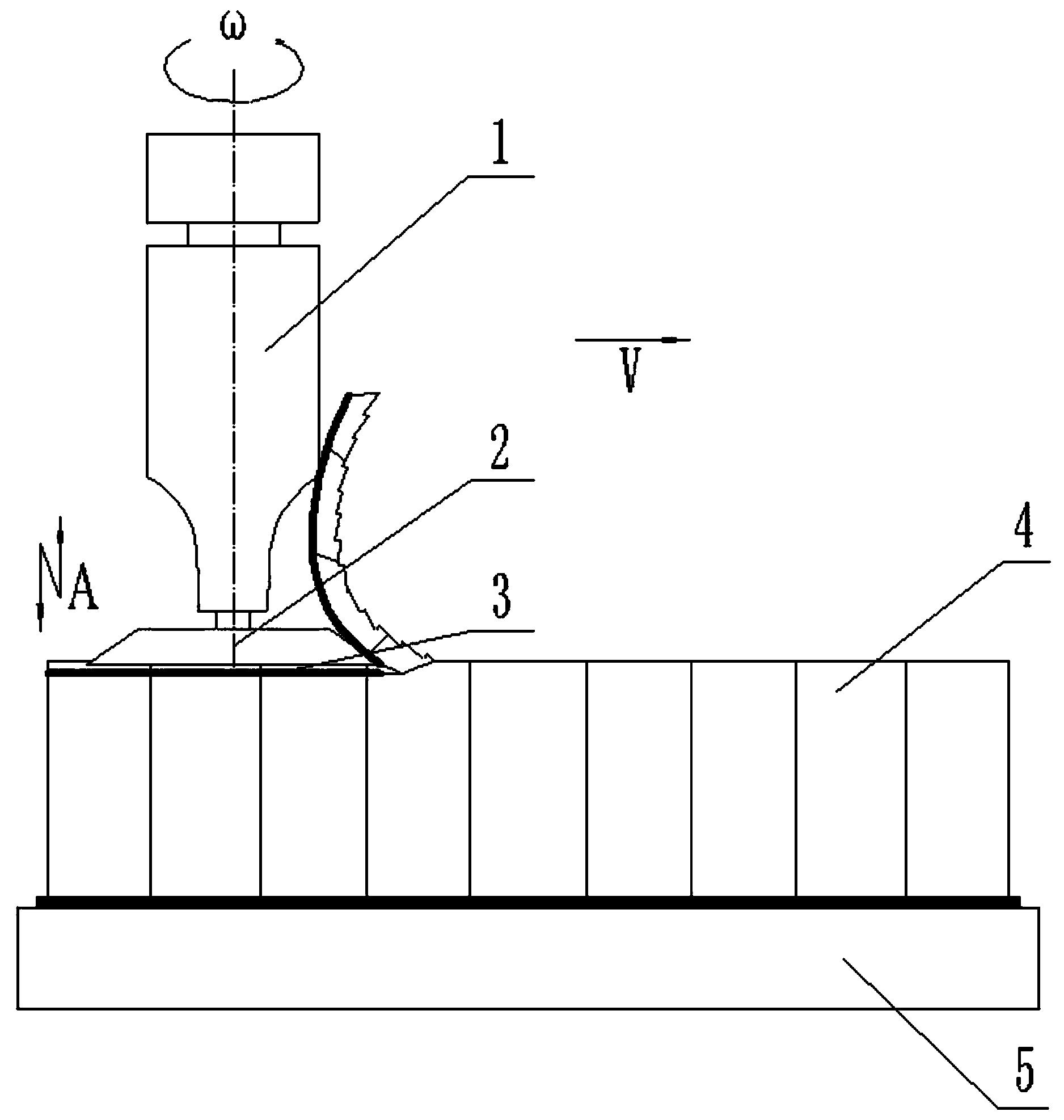
步骤七、打开乳化液供给系统6,打开激光系统,激光在砂轮403中心通过折射透镜405只做单方向的折射照射到工件5表面,如图四所示,激光系统共在砂轮403径向开了6个孔,每个孔内安装的都是中心埋有端部是球头光纤的红宝石,与砂轮403内孔用粘结剂粘接牢固,砂轮403旋转②-⑥号只有转到①位置时激光才能从砂轮403内部发射出来。也就是说,砂轮403旋转一周,砂轮403激光从孔位内发射出六次,起到间歇性的激光辐照作用。
步骤八、打开中央控制单元3程序进行加工。
一种内嵌式激光辅助超精密外圆磨削装置及其工作方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0