








专利摘要
本实用新型公开了一种可高速旋转的微细电火花/电解加工机床。所述机床结构包括:微细电火花/电解加工主轴模块、立柱模块、微三维运动平台模块、工作台模块以及工作液槽;其中立柱模块和微三维运动平台模块均设置在工作台模块上;工作液槽安装在微三维运动平台模块上;主轴模块安装在立柱模块上,装置结构简单、紧凑。主轴模块以BM320F电主轴做为动力源,在高的回转精度下可以实现1000‑80000r/min连续可调,实现微细电火花/电解的高速、超高速旋转加工;其引电支撑件采用绝缘的PLA材料3D打印,可以实现复杂结构一体打印成型,确保主轴模块整体简单、结构紧凑;其主轴动力传动装置采用双锥螺栓孔绝缘套筒转接结构,在保证高的传动精度下实现与电主轴的有效绝缘。
权利要求
1.一种可高速旋转的微细电火花/电解加工机床,其特征在于,所述微细电火花/电解加工机床包括:微细电火花加工或微细电解加工主轴模块、立柱模块、微三维运动平台模块、工作台模块以及工作液槽;所述立柱模块和所述微三维运动平台模块均设置在所述工作台模块上;所述工作液槽安装在所述微三维运动平台模块上;所述主轴模块安装在所述立柱模块上;
所述微细电火花加工或微细电解加工主轴模块包括:动力源模块、动力传动模块、引电模块;所述动力源模块包括BM320F电主轴和锥螺栓轴;所述锥螺栓轴的一端为细轴,所述锥螺栓轴的另一端为带有锥度过渡的螺栓轴;所述动力传动模块包括双锥螺栓孔绝缘套筒和工具电极夹头;所述双锥螺栓孔绝缘套筒上端具有第一不锈钢螺栓孔,所述双锥螺栓孔绝缘套筒下端具有第二不锈钢螺栓孔;所述第一不锈钢螺栓孔与所述第二不锈钢螺栓孔不连通;所述工具电极夹头顶部具有螺纹;所述引电模块包括引电支撑件、旋紧撑开螺栓、旋紧撑开螺母、工具电极、石墨块、导电螺栓、导电弹簧和导电铜片;
所述引电支撑件顶部两翼板通过所述旋紧撑开螺栓和所述旋紧撑开螺母安装在所述BM320F电主轴的轴身上;所述锥螺栓轴的一端通过电主轴夹头安装在所述BM320F电主轴上;所述锥螺栓轴的另一端旋入所述双锥螺栓孔绝缘套筒上端的第一不锈钢螺栓孔内;所述工具电极夹头通过其顶部螺纹旋入所述双锥螺栓孔绝缘套筒下端的所述第二不锈钢螺栓孔内;所述工具电极夹装在所述工具电极夹头底部;所述引电支撑件底部设有通孔;所述导电螺栓、所述导电铜片、所述导电弹簧以及所述石墨块依次连接设置在所述通孔内;所述石墨块首部与所述工具电极接触,所述石墨块尾部连接所述导电弹簧的一端;所述导电弹簧的另一端连接所述导电铜片一侧;所述导电螺栓首部顶着所述导电铜片另一侧,所述导电螺栓尾部连接电火花电源或电解电源的一极。
2.根据权利要求1所述的微细电火花/电解加工机床,其特征在于,所述BM320F电主轴的转速范围为1000-80000r/min。
3.根据权利要求1所述的微细电火花/电解加工机床,其特征在于,所述锥螺栓轴的所述细轴的直径为3.175mm。
4.根据权利要求1所述的微细电火花/电解加工机床,其特征在于,所述工具电极夹头为调质钢沉头锥螺栓;所述工具电极为直径1mm的碳化钨圆柱棒;所述石墨块采用石墨材料制成;所述引电支撑件采用PLA材料3D打印制成。
5.根据权利要求1所述的微细电火花/电解加工机床,其特征在于,所述工作台模块包括:大理石工作台、水平调节仪和钢筋混凝土底座;所述大理石工作台的四个角分别通过4个所述水平调节仪安放在所述钢筋混凝土底座上;4个所述水平调节仪的上、下表面均安装有一层橡胶垫。
6.根据权利要求5所述的微细电火花/电解加工机床,其特征在于,所述微三维运动平台模块包括:微三维运动平台和微三维运动平台转接板;所述微三维运动平台通过所述微三维运动平台转接板安装在所述大理石工作台上;所述微三维运动平台包括:X轴微运动平台、Y轴微运动平台和Z轴微运动平台;所述X轴微运动平台安装在所述Z轴微运动平台上;所述Y轴微运动平台安装在所述X轴微运动平台上。
7.根据权利要求6所述的微细电火花/电解加工机床,其特征在于,所述工作液槽安装在所述微三维运动平台上;所述工作液槽用于盛放电火花加工工作液或者电解加工工作液以及安装被加工工件;微细电火花加工或者微细电解加工时,微细电火花电源或者微细电解电源的另一极连接到安装在工作液中的所述被加工工件上。
8.根据权利要求6所述的微细电火花/电解加工机床,其特征在于,所述立柱模块包括:伺服电机、立式导轨滑台、电主轴支撑座、立式导轨、大理石立柱和大理石转接底座;所述大理石立柱通过所述大理石转接底座安装在所述大理石工作台上;所述大理石转接底座位于所述微三维运动平台转接板一侧;所述立式导轨安装在所述大理石立柱一侧;所述立式导轨滑台安装在所述立式导轨上,沿所述立式导轨滑动;所述伺服电机安装在所述立式导轨上方且与所述立式导轨滑台连接;所述电主轴支撑座安装在所述立式导轨滑台上;所述微细电火花加工或微细电解加工主轴模块安装在所述电主轴支撑座上且位于所述工作液槽上方。
说明书
技术领域
本实用新型涉及微细特种加工技术领域,特别是涉及一种可高速旋转的微细电火花/电解加工机床。
背景技术
微细电火花加工(Electrical Discharge Machining,EDM)又称为放电加工或电蚀加工,它是在加工过程中,使工具和工件之间不断产生脉冲性的火花放电,利用放电时产生的瞬时、局部高温将金属材料蚀掉;加工过程中,工具与工件不接触。该技术已经广泛应用于诸如硬质合金、模具钢、淬火钢、聚晶金刚石等硬质、难加工材料的微细加工,亦可用于加工低刚度和复杂表面形状工件的微细加工。
微细电解加工(Electrochemical Machining,ECM)是通过化学反应去除工件材料或在其上镀覆金属材料的特种加工方法,现已广泛应用筒形零件、花键孔、内齿轮、模具、阀片等异形零件的精密超精密微细加工。
微细电火花加工和微细电解加工的实施基础是相对应的微细电火花加工机床和微细电解加工机床。微细电火花加工机床和微细电解加工机床需要实现的功能共同点为:一是机床主轴需要高精度旋转且转速可调;二是需要将微细电火花电源或者微细电解电源的一极引入到微细工具上;三是工具电极与机床本体需要电绝缘。目前,微细电火花加工和微细电解加工中应用的比较普遍的是基于电机驱动的V块主轴搭建的机床,这种微细电火花/电解机床虽然能实现比较高精度的回转,但也存在以下一些问题:一是电机驱动的主轴转速不高,一般最高转速为4000-5000r/min,难以实现高速、超高速旋转加工;二是加工装置比较复杂,结构不是很紧凑;三是工具电极与机床本体之间不能良好的电绝缘,影响加工效率和加工质量。
实用新型内容
本实用新型的目的是提供一种可高速旋转的微细电火花/电解加工机床,以解决传统基于电机驱动的V块主轴搭建的机床主轴转速低、装置复杂、结构不紧凑、与机床本体之间无法实现良好电绝缘的问题。
为实现上述目的,本实用新型提供了如下方案:
一种可高速旋转的微细电火花/电解加工机床,所述微细电火花/电解加工机床包括:微细电火花加工或微细电解加工主轴模块、立柱模块、微三维运动平台模块、工作台模块以及工作液槽;所述立柱模块和所述微三维运动平台模块均设置在所述工作台模块上;所述工作液槽安装在所述微三维运动平台模块上;所述主轴模块安装在所述立柱模块上;
所述微细电火花加工或微细电解加工主轴模块包括:动力源模块、动力传动模块、引电模块;所述动力源模块包括BM320F电主轴和锥螺栓轴;所述锥螺栓轴的一端为细轴,所述锥螺栓轴的另一端为带有锥度过渡的螺栓轴;所述动力传动模块包括双锥螺栓孔绝缘套筒和工具电极夹头;所述双锥螺栓孔绝缘套筒上端具有第一不锈钢螺栓孔,所述双锥螺栓孔绝缘套筒下端具有第二不锈钢螺栓孔;所述第一不锈钢螺栓孔与所述第二不锈钢螺栓孔不连通;所述工具电极夹头顶部具有螺纹;所述引电模块包括引电支撑件、旋紧撑开螺栓、旋紧撑开螺母、工具电极、石墨块、导电螺栓、导电弹簧和导电铜片;
所述引电支撑件顶部两翼板通过所述旋紧撑开螺栓和所述旋紧撑开螺母安装在所述BM320F电主轴的轴身上;所述锥螺栓轴的一端通过电主轴夹头安装在所述BM320F电主轴上;所述锥螺栓轴的另一端旋入所述双锥螺栓孔绝缘套筒上端的第一不锈钢螺栓孔内;所述工具电极夹头通过其顶部螺纹旋入所述双锥螺栓孔绝缘套筒下端的所述第二不锈钢螺栓孔内;所述工具电极夹装在所述工具电极夹头底部;所述引电支撑件底部设有通孔;所述导电螺栓、所述导电铜片、所述导电弹簧以及所述石墨块依次连接设置在所述通孔内;所述石墨块首部与所述工具电极接触,所述石墨块尾部连接所述导电弹簧的一端;所述导电弹簧的另一端连接所述导电铜片一侧;所述导电螺栓首部顶着所述导电铜片另一侧,所述导电螺栓尾部连接电火花电源或电解电源的一极。
可选的,所述BM320F电主轴的转速范围为1000-80000r/min。
可选的,所述锥螺栓轴的所述细轴的直径为3.175mm。
可选的,所述工具电极夹头为调质钢沉头锥螺栓;所述工具电极为直径1mm的碳化钨圆柱棒;所述石墨块采用石墨材料制成;所述引电支撑件采用PLA材料3D打印制成。
可选的,所述工作台模块包括:大理石工作台、水平调节仪和钢筋混凝土底座;所述大理石工作台的四个角分别通过4个所述水平调节仪安放在所述钢筋混凝土底座上;4个所述水平调节仪的上、下表面均安装有一层橡胶垫。
可选的,所述微三维运动平台模块包括:微三维运动平台和微三维运动平台转接板;所述微三维运动平台通过所述微三维运动平台转接板安装在所述大理石工作台上;所述微三维运动平台包括:X轴微运动平台、Y轴微运动平台和Z轴微运动平台;所述X轴微运动平台安装在所述Z轴微运动平台上;所述Y轴微运动平台安装在所述X轴微运动平台上。
可选的,所述工作液槽安装在所述微三维运动平台上;所述工作液槽用于盛放电火花加工工作液或者电解加工工作液以及安装被加工工件;微细电火花加工或者微细电解加工时,微细电火花电源或者微细电解电源的另一极连接到安装在工作液中的所述被加工工件上。
可选的,所述立柱模块包括:伺服电机、立式导轨滑台、电主轴支撑座、立式导轨、大理石立柱和大理石转接底座;所述大理石立柱通过所述大理石转接底座安装在所述大理石工作台上;所述大理石转接底座位于所述微三维运动平台转接板一侧;所述立式导轨安装在所述大理石立柱一侧;所述立式导轨滑台安装在所述立式导轨上,沿所述立式导轨滑动;所述伺服电机安装在所述立式导轨上方且与所述立式导轨滑台连接;所述电主轴支撑座安装在所述立式导轨滑台上;所述微细电火花加工或微细电解加工主轴模块安装在所述电主轴支撑座上且位于所述工作液槽上方。
根据本实用新型提供的具体实施例,本实用新型公开了以下技术效果:
本实用新型提供一种可高速旋转的微细电火花/电解加工机床,所述微细电火花/电解加工机床包括:微细电火花/电解加工主轴模块、立柱模块、微三维运动平台模块、工作台模块以及工作液槽;所述立柱模块和所述微三维运动平台模块均设置在所述工作台模块上;所述工作液槽安装在所述微三维运动平台模块上;所述主轴模块安装在所述立柱模块上,装置结构简单、紧凑。所述主轴模块以BM320F电主轴做为动力源,在高的回转精度下可以实现1000-80000r/min连续可调,实现微细电火花/电解的高速、超高速旋转加工;其引电支撑件采用绝缘的PLA材料3D打印,可以实现复杂结构一体打印成型,确保主轴模块整体简单、结构紧凑;其主轴动力传动装置采用双锥螺栓孔绝缘套筒转接结构,在保证高的传动精度下实现与电主轴的有效绝缘。
此外,所述工作台模块的大理石工作台通过4个水平调节仪放在钢筋混凝土底座上,能够实现良好的隔振、防振效果。所述微三维运动平台模块的微三维运动平台通过微三维运动平台转接板安装在大理石工作台上,可以满足微细电火花/电解加工对运动控制精度的要求。
附图说明
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
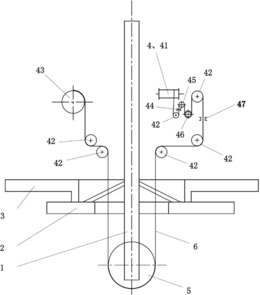
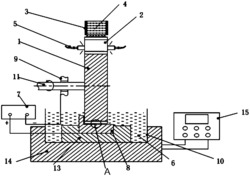
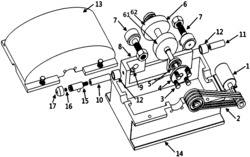
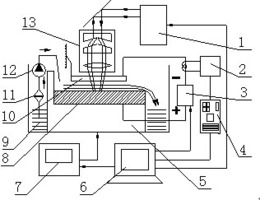
图1为本实用新型提供的微细电火花/电解加工机床的整体结构示意图;其中图1(a)为机床整体结构的立体结构图;图1(b)为机床整体结构的局部放大图;
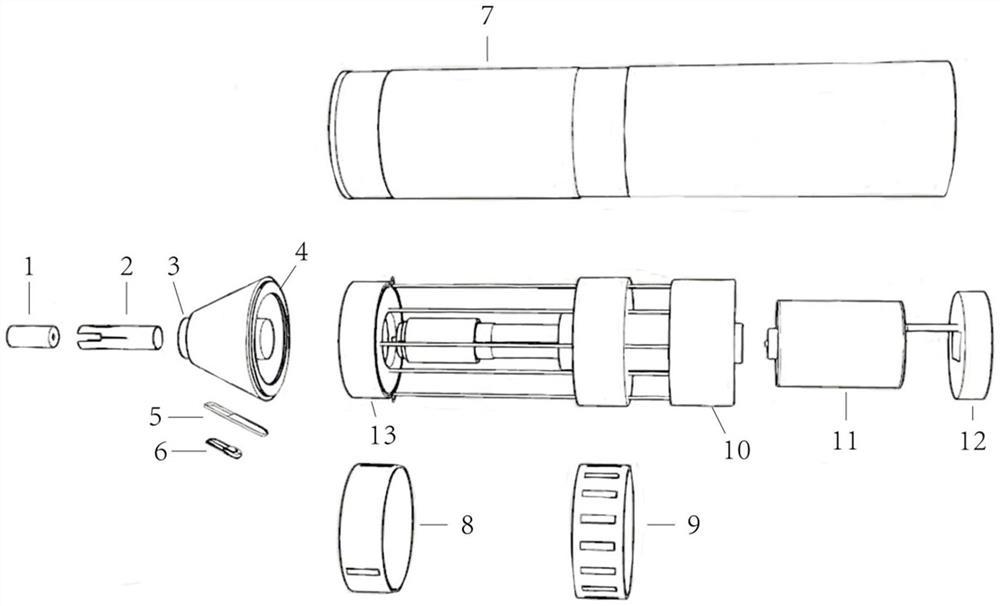
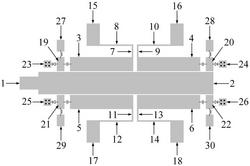
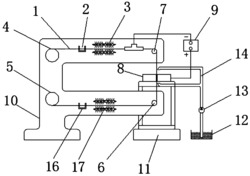
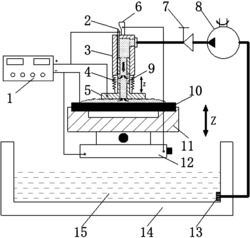
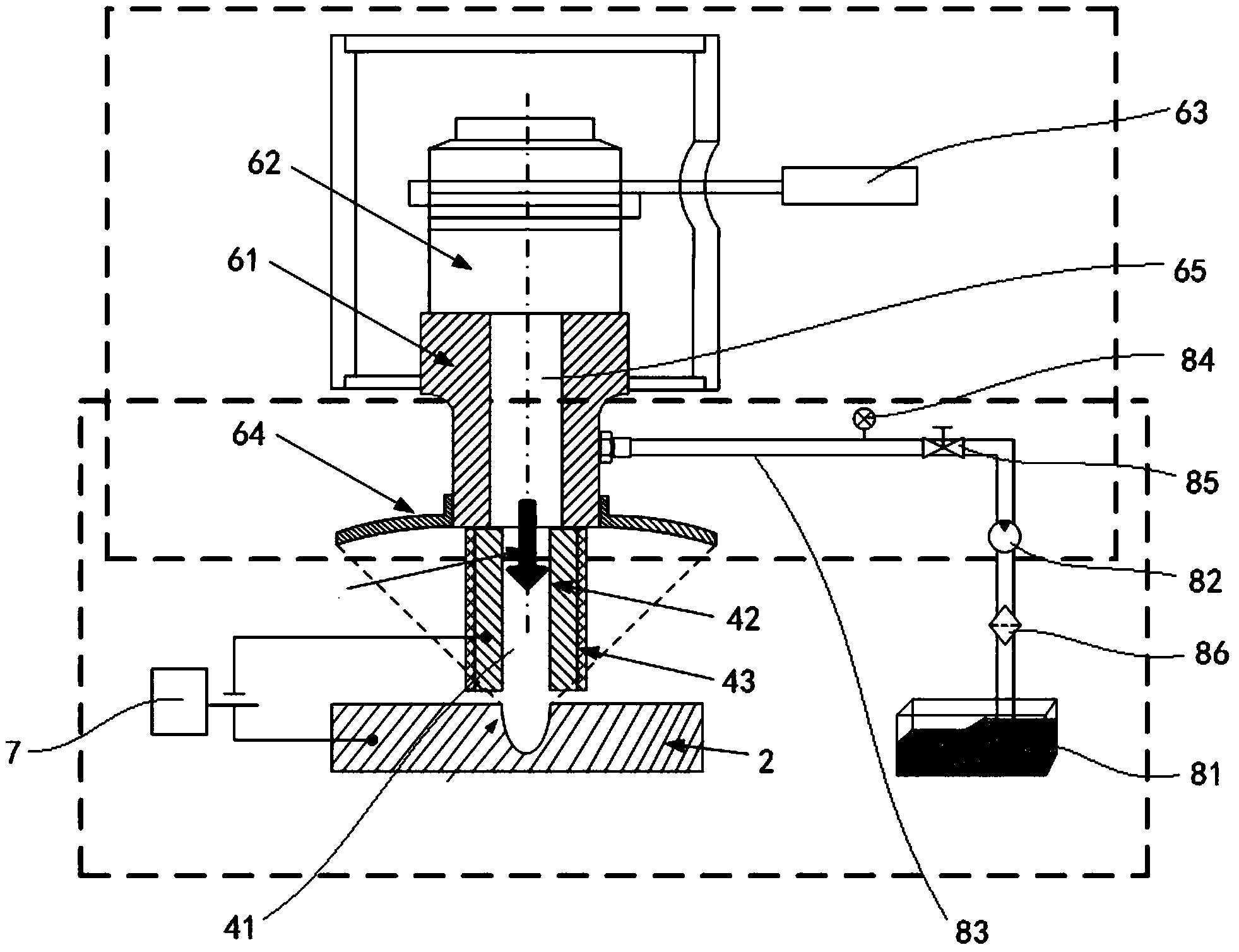
图2为本实用新型提供的微细电火花/电解加工主轴模块的整体结构示意图;其中图2(a)为主轴模块的正视图;图2(b)为主轴模块的立体结构图;
图3为本实用新型提供的锥螺栓轴的结构示意图;其中图3(a)为锥螺栓轴的正视图;图3(b)为锥螺栓轴的立体结构图;
图4为本实用新型提供的双锥螺栓孔绝缘套筒的结构示意图;其中图4(a)为双锥螺栓孔绝缘套筒的剖面图;图4(b)为双锥螺栓孔绝缘套筒的立体结构图;
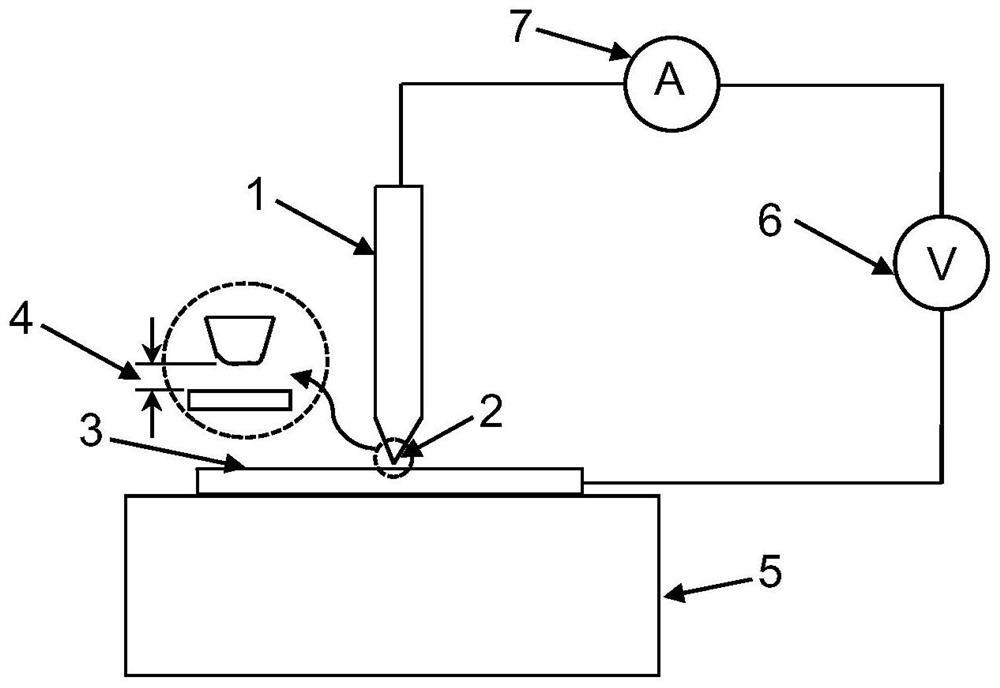
图5为本实用新型提供的工具电极夹头与工件电极安装示意图;
图6为本实用新型提供的引电装置的部分结构示意图;其中图6(a)为引电装置部分结构的剖面图;图6(b)为引电装置部分结构的立体结构图;
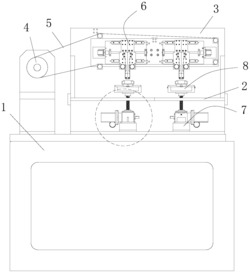
图7为本实用新型提供的立柱模块的部分结构示意图;
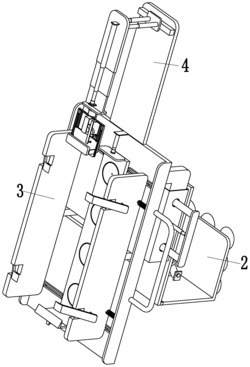
图8为本实用新型提供的微三维运动平台的结构示意图;
图9为本实用新型提供的工作台模块的结构示意图;
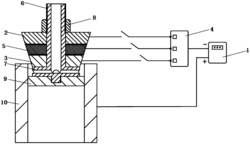
图10为本实用新型提供的工作液槽的结构示意图;
图中标号分别为:1、伺服电机;2、立式导轨滑台;3、电主轴支撑座;4、立式导轨;5、大理石立柱;6、大理石转接底座;7、大理石工作台;8、Y轴微运动平台;9、X轴微运动平台;10、Z轴微运动平台;11、微三维运动平台转接板;12、水平调节仪;13、钢筋混凝土底座;14、BM320F电主轴;15、引电支撑件;16、锥螺栓轴;17、双锥螺栓孔绝缘套筒;18、工具电极夹头;19、工具电极;20、石墨块;21、导电螺栓;22、工作液槽;23、导电铜片;24、导电弹簧;25、旋紧撑开螺母;26、旋紧撑开螺栓;27、细轴;28、螺栓轴;29、第一不锈钢螺栓孔;30、第二不锈钢螺栓孔。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
本实用新型的目的是提供一种可高速旋转的微细电火花/电解加工机床,以解决传统基于电机驱动的V块主轴搭建的机床主轴转速低、装置复杂、结构不紧凑、与机床本体之间无法实现良好电绝缘的问题。
为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
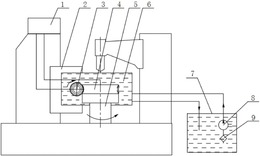
图1为本实用新型提供的微细电火花/电解加工机床的整体结构示意图。如图1所示,所述可高速旋转的微细电火花/电解加工机床整体采用立式结构,包括:微细电火花加工或微细电解加工主轴模块(也称微细电火花/电解加工主轴模块)、立柱模块、微三维运动平台模块、工作台模块以及工作液槽;所述立柱模块和所述微三维运动平台模块均设置在所述工作台模块上;所述工作液槽安装在所述微三维运动平台模块上;所述主轴模块安装在所述立柱模块上。
图2为本实用新型提供的微细电火花/电解加工主轴模块的整体结构示意图。如图2所示,可高速旋转的所述微细电火花/电解加工主轴模块包括:动力源模块、动力传动模块、引电模块。
其中,所述动力源模块由BM320F电主轴14和锥螺栓轴16金属件组成。所述BM320F电主轴14为日本NSK(日本精工株式会社)生产,其转速1000-80000r/min连续可调。本实用新型采用NSK生产的BM320F电主轴(简称电主轴)14做为动力源,在高的回转精度下可以实现1000-80000r/min连续可调,能够实现微细电火花/电解的高速、超高速旋转加工。
图3为本实用新型提供的锥螺栓轴的结构示意图。如图3所示,所述锥螺栓轴16的一端为细轴27,直径为3.175mm,所述细轴27通过电主轴夹头安装在BM320F电主轴14上。所述锥螺栓轴16的另一端为带有锥度过渡的螺栓轴28,所述螺栓轴28上具有左旋螺纹,用于与双锥螺栓孔绝缘套筒17连接。
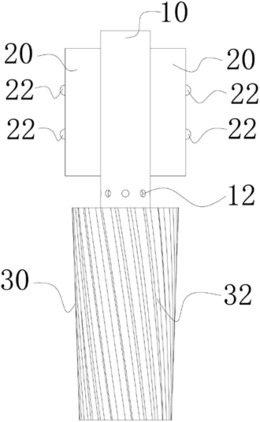
所述动力传动模块由双锥螺栓孔绝缘套筒17和工具电极夹头18组成。图4为本实用新型提供的双锥螺栓孔绝缘套筒的结构示意图。如图4所示,所述双锥螺栓孔绝缘套筒17外形为带有倒角的长方体结构,所述双锥螺栓孔绝缘套筒17上端具有第一不锈钢螺栓孔29,所述双锥螺栓孔绝缘套筒17下端具有第二不锈钢螺栓孔30;所述第一不锈钢螺栓孔29与所述第二不锈钢螺栓孔30不连通。
图5为本实用新型提供的工具电极夹头与工件电极安装示意图。如图5所示,所述工具电极夹头18顶部具有螺纹,优选为右旋螺纹。所述双锥螺栓孔绝缘套筒17整体为塑料材料,其上下端嵌入不锈钢螺栓孔(也称锥螺栓孔)但不连通且需要保证两螺栓孔的同轴度要求,上、下两螺栓孔29、30的旋向相反,例如所述第一不锈钢螺栓孔29采用左旋螺纹,形成锥形沉头螺纹孔;所述第二不锈钢螺栓孔30采用右旋螺纹,也形成一个锥形沉头螺纹孔,结构如图4所示。所述双锥螺栓孔绝缘套筒17上端的第一锥螺栓孔29入口设置一定的锥度,其锥度值与锥螺栓轴28上的锥过渡段的锥度值相同,所述双锥螺栓孔绝缘套筒17下端的第二锥螺栓孔30入口设置一定的锥度,其锥度值与工件电极夹头18上的锥度值相同,利用锥孔的配合来保证双锥螺栓孔绝缘套筒17与电主轴14、双锥螺栓孔绝缘套筒17与工具电极19的同轴度,达到保证工具电极19和BM320F电主轴14同轴度的要求。
在使用时,所述锥螺栓轴16通过顶部的所述细轴27与所述BM320F电主轴14的主轴联接;所述锥螺栓轴16的底部的所述螺栓轴28旋入所述双锥螺栓孔绝缘套筒17上端的第一锥螺栓孔29内;所述工具电极夹头18通过顶部螺纹旋入所述双锥螺栓孔绝缘套筒17下端的第二锥螺栓孔30内。
所述引电模块包括引电支撑件15、旋紧撑开螺栓26、旋紧撑开螺母25、工具电极夹头18、工具电极19、石墨块20、导电螺栓21、导电弹簧24和导电铜片23。
本实用新型提供的工具电极夹头18与工件电极19的组装结构图如图5所示,其中,所述工具电极夹头18为调质钢沉头锥螺栓,其顶部具有螺纹。所述工具电极19为直径1mm的碳化钨圆柱棒。
图6为本实用新型提供的引电装置的部分结构示意图。本实用新型所述石墨块20为石墨材料,所述引电支撑件15采用塑料PLA(polylactic acid,聚乳酸)材料3D打印制成,组装结构如图6所示。所述引电支撑件15顶部具有结构为U型的两翼板,两翼板下方设置L形的支撑杆,L形支撑杆底部横杆内设有通孔,所述导电螺栓21、所述导电铜片23、所述导电弹簧24以及所述石墨块20依次连接设置在所述通孔内。其中,所述石墨块20装在引电支撑件15内,石墨块20尾部接有导电弹簧24,导电弹簧24保证石墨块20能与工具电极19始终接触,导电弹簧24另一端连接导电铜片23,导电螺栓21顶着导电铜片23,导电螺栓21尾部接电火花电源/电解电源一极。
本实用新型所述可高速旋转的微细电火花/电解加工主轴模块的装配图如图2所示,所述BM320F电主轴14装夹在锥螺栓轴16一端,锥螺栓轴16另一端旋入双锥螺栓孔绝缘套筒17上端的第一锥形沉头螺纹孔29内,通过锥度配合与锥螺栓轴16连接,保证同轴度;工具电极夹头18旋入双锥螺丝孔绝缘套筒17下端的第二锥形沉头螺纹孔30内,工具电极夹头18处的锥度与双锥螺栓孔绝缘套筒17下端的锥度配合,保证其同轴度;工具电极19装在工具电极夹头18上。引电支撑件15顶部两翼板安装在BM320F电动高速主轴1的轴身上,通过旋紧撑开螺栓26与螺母25固定在BM320F电主轴1上。如图1所示,所述可高速旋转的微细电火花/电解加工主轴模块通过电主轴支撑座3安装在立式导轨滑台2上。
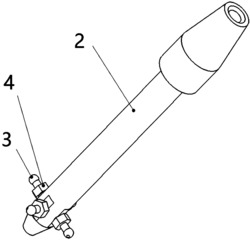
图7为本实用新型提供的立柱模块的部分结构示意图。如图1和图7所示,所述立柱模块主要由伺服电机1、立式导轨滑台2、电主轴支撑座3、立式导轨4、大理石立柱5和大理石转接底座6组成。所述大理石立柱5通过大理石转接底座6安装在大理石工作台7上,宏观Z轴由伺服电机1、立式导轨4和立式导轨滑台2构成,宏观Z轴安装在大理石立柱5上,通过伺服电机1的正反转达到控制立式导轨滑台5Z向大行程运动的目的,从而带动所述微细电火花/电解加工主轴模块的Z向运动。
如图1所示,本实用新型所述微三维运动平台模块包括:微三维运动平台和微三维运动平台转接板11;所述微三维运动平台通过所述微三维运动平台转接板11安装在所述大理石工作台7上。
图8为本实用新型提供的微三维运动平台的结构示意图。如图8所示,本实用新型采用的所述微三维运动平台由德国PI(Physik Instrumente)公司生产,主要由X轴微运动平台9、Y轴微运动平台8和Z轴微运动平台10构成。其中上述X轴微运动平台9安装在Z轴微运动平台10上,Y轴微运动平台8安装在X轴微运动平台9上,XYZ三轴的行程分别为102mm×102mm×25mm,各轴的最小分辨率都为0.1μm,能够满足微细电火花加工/微细电解加工对控制精度的要求。
图9为本实用新型提供的工作台模块的结构示意图。如图9所示,所述工作台模块由大理石工作台7、水平调节仪12、钢筋混凝土底座13等构成,所述大理石工作台7和所述钢筋混凝土底座13均为长方体形。所述大理石工作台7的四个角分别通过4个水平调节仪12安放在钢筋混凝土底座13上,4个水平调节仪12上下表面均安装有一层橡胶垫,不仅可以调节大理石工作台7处于水平状态,而且能起到防振、隔振效果。
图10为本实用新型提供的工作液槽的结构示意图。如图10所示,所述工作液槽22用于盛放电火花加工工作液或者电解加工工作液以及安装被加工工件。如图1所示,所述工作液槽22安装在所述微三维运动平台上。微细电火花加工或者微细电解加工时,微细电火花电源或者微细电解电源的一极连接到安装在工作液中的工件上。
本实用新型一种可高速旋转的微细电火花/电解加工机床总装图如图1所示,其中,主轴模块通过电主轴支撑座3安装在立柱模块的立式导轨滑台2上,立柱模块通过大理石转接底座6安装在大理石工作台7上,微三维运动平台通过微三维运动平台转接板11安装在大理石工作台7上,工作液槽22安装在微三维运动平台上。
具体的,所述微细电火花加工或微细电解加工主轴模块包括:动力源模块、动力传动模块、引电模块;所述动力源模块包括BM320F电主轴14和锥螺栓轴16;所述锥螺栓轴16的一端为细轴27,所述锥螺栓轴16的另一端为带有锥度过渡的螺栓轴28;所述动力传动模块包括双锥螺栓孔绝缘套筒17和工具电极夹头18;所述双锥螺栓孔绝缘套筒17上端具有第一不锈钢螺栓孔29,所述双锥螺栓孔绝缘套筒17下端具有第二不锈钢螺栓孔30;所述第一不锈钢螺栓孔29与所述第二不锈钢螺栓孔30不连通;所述工具电极夹头18顶部具有螺纹;所述引电模块包括引电支撑件15、旋紧撑开螺栓26、旋紧撑开螺母25、工具电极19、石墨块20、导电螺栓21、导电弹簧24和导电铜片23。
所述引电支撑件15顶部两翼板通过所述旋紧撑开螺栓26和所述旋紧撑开螺母25安装在所述BM320F电主轴14的轴身上;所述锥螺栓轴16的一端通过电主轴夹头安装在所述BM320F电主轴14上;所述锥螺栓轴16的另一端旋入所述双锥螺栓孔绝缘套筒17上端的第一不锈钢螺栓孔29内;所述工具电极夹头18通过其顶部螺纹旋入所述双锥螺栓孔绝缘套筒17下端的所述第二不锈钢螺栓孔30内;所述工具电极19夹装在所述工具电极夹头18底部;所述引电支撑件15底部设有通孔;所述导电螺栓21、所述导电铜片23、所述导电弹簧24以及所述石墨块20依次连接设置在所述通孔内;所述石墨块20首部与所述工具电极19接触,所述石墨块20尾部连接所述导电弹簧24的一端;所述导电弹簧24的另一端连接所述导电铜片23一侧;所述导电螺栓21首部顶着所述导电铜片23另一侧,所述导电螺栓21尾部连接电火花电源或电解电源的一极。
其中,所述BM320F电主轴14的转速范围为1000-80000r/min。所述锥螺栓轴16的所述细轴27的直径为3.175mm。所述工具电极夹头18为调质钢沉头锥螺栓;所述工具电极19为直径1mm的碳化钨圆柱棒;所述石墨块20采用石墨材料制成;所述引电支撑件15采用PLA材料3D打印制成。
如图9所示,所述工作台模块包括:大理石工作台7、水平调节仪12和钢筋混凝土底座13;所述大理石工作台7的四个角分别通过4个所述水平调节仪12安放在所述钢筋混凝土底座13上;4个所述水平调节仪12的上、下表面均安装有一层橡胶垫。
如图1和图8所示,所述微三维运动平台模块包括:微三维运动平台和微三维运动平台转接板11;所述微三维运动平台通过所述微三维运动平台转接板11安装在所述大理石工作台7上;所述微三维运动平台包括:X轴微运动平台9、Y轴微运动平台8和Z轴微运动平台10;所述X轴微运动平台9安装在所述Z轴微运动平台10上;所述Y轴微运动平台8安装在所述X轴微运动平台9上。
如图1和图10所示,所述工作液槽22安装在所述微三维运动平台上;所述工作液槽22用于盛放电火花加工工作液或者电解加工工作液以及安装被加工工件;微细电火花加工或者微细电解加工时,微细电火花电源或者微细电解电源的另一极连接到安装在工作液中的所述被加工工件上。
如图1和图8所示,所述立柱模块包括:伺服电机1、立式导轨滑台2、电主轴支撑座3、立式导轨4、大理石立柱5和大理石转接底座6;所述大理石立柱5通过所述大理石转接底座6安装在所述大理石工作台7上;所述大理石转接底座6位于所述微三维运动平台转接板11一侧。如图7所示,所述立式导轨4安装在所述大理石立柱5一侧;所述立式导轨滑台2安装在所述立式导轨4上,可沿所述立式导轨4上下滑动。所述伺服电机1安装在所述立式导轨4上方且与所述立式导轨滑台2连接,用于通过伺服电机1的正反转带动立式导轨滑台2沿Z向上下运动。所述电主轴支撑座3安装在所述立式导轨滑台2上,可随着导轨滑台2的运动沿Z向上下运动。所述微细电火花加工或微细电解加工主轴模块安装在所述电主轴支撑座3上且位于所述工作液槽22上方。
本实用新型提供的一种可高速旋转的微细电火花或电解加工机床,该机床整体采用立式结构,大理石工作台7通过4个水平调节仪12放在钢筋混凝土底座13上,能够实现良好的隔振、防振效果;微三维运动平台通过微三维运动平台转接板11安装在大理石工作台7上,可以满足微细电火花/电解加工对运动控制精度的要求;可高速旋转的微细电火花/电解加工主轴模块安装在大理石立柱5上,大理石立柱5安装在大理石工作台7上。可高速旋转的微细电火花/电解加工主轴模块以NSK生产的BM320F电主轴14做为动力源,在高的回转精度下可以实现1000-80000r/min连续可调,实现微细电火花/电解的高速、超高速旋转加工;主轴引电支撑件15采用绝缘的PLA材料3D打印,可以实现复杂结构一体打印成型,确保主轴整体简单、结构紧凑;主轴动力传动装置采用双锥螺栓孔绝缘套筒转接结构,在保证高的传动精度下实现与电主轴的有效绝缘。
可高速旋转的微细电火花加工机床实施例如下:
微细电火花加工前,工具电极19通过工具电极夹头18安装在可高速旋转的微细电火花加工主轴上,块/线电极电火花在线磨削加工装置安装在微三维运动平台上,电火花在线磨削加工电源的阳极接到主轴模块中的导电螺栓21上,电火花在线磨削加工电源的阴极接到反拷块或者线电极上,控制微三维运动平台运动实现块/线电极电火花在线磨削加工,把工具电极19加工到所需的微细尺寸,在线磨削加工后的微细工具电极19与主轴具有极好的同轴度。
微细电火花加工时,电火花加工工作液槽22安装在微三维运动平台上,工件安装在工作液槽22中;微细电火花加工电源的阴极接到主轴模块中的导电螺栓21上,电能通过导电铜片23、导电弹簧24、石墨块20传递到微细工具上,微细电火花加工电源的阳极接到工件上,控制微三维运动平台运动实现微细电火花加工。
可高速旋转的微细电解加工机床实施例如下:
微细电解加工前,工具电极19通过工具电极夹头18安装在可高速旋转的微细电火花加工主轴上,块/线电极电火花在线磨削加工装置安装在微三维运动平台上,电火花在线磨削加工电源的阳极接到主轴模块中的导电螺栓21上,电火花在线磨削加工电源的阴极接到反拷块或者线电极上,控制微三维运动平台运动实现块/线电极电火花在线磨削加工,把工具电极19加工到所需的微细尺寸,在线磨削加工后的微细工具电极19与主轴极好的同轴度。
微细电解加工时,电解加工工作液槽22安装在微三维运动平台上,工件安装在工作液槽22中;微细电解加工电源的阴极接到主轴模块中的导电螺栓21上,电能通过导电铜片23、导电弹簧24、石墨块20传递到微细工具上,微细电解加工电源的阳极接到工件上,控制微三维运动平台运动实现微细电解加工。
本实用新型提供的一种可高速旋转的微细电火花/电解加工机床,其结构紧凑,性能优良,简单方便且实用,可以实现电火花加工、电解加工,其优势如下:
1、机床整体采用立式结构,各模块安装合理,结构紧凑;采用钢筋混凝土底座13与大理石工作台7,能够实现良好的防振、隔振。
2、引电支撑件15采用3D打印的塑料材料以及动力传动部分采用双锥螺栓孔绝缘套筒17,可以很好的实现工具电极18与机床本体的电绝缘。
3、机床以NSK电主轴14作为动力源,该电主轴的转速1000-80000r/min连续可调,可以实现微细电火花/电解加工中主轴高速旋转。
4、通过螺栓21顶着弹簧24连接石墨块20结构,使得电传输具有半自动调节功能,能够保证石墨块20始终与工具电极19接触,保证电传输的稳定性。
5、采用旋向相反的双锥螺栓孔绝缘套筒17,一端通过锥度与锥螺栓轴16配合,另一端通过锥度与工具电极夹头18配合,能够保证工具电极19与电主轴14具有高的回转精度。
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本实用新型的限制。
一种可高速旋转的微细电火花/电解加工机床专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0