







专利摘要
一种铝镁合金三层不等厚复合环形铸坯的制造方法,属于环件制造技术领域,其特征在于包括以下工艺步骤:1)分炉同时冶炼铝合金和镁合金;2)在离心浇铸机上浇注外层6061铝合金,浇注温度为650~670℃,待温度降至530~550℃时开始浇注中层AZ31B镁合金,浇注温度为660~680℃,8~10s后立即浇注内层6061铝合金,浇注温度为650~670℃,时间为5~7s;3)随金属模具铸型缓冷至室温,出模;4)双级均匀化处理;5)退火处理。本发明优点是能够提高复合环形铸坯内、中、外层交界面的冶金熔触结合质量和结合强度,制造工艺流程短,节能节材,生产效率高。
权利要求
1.一种铝镁合金三层不等厚复合环形铸坯的制造方法,其特征在于按以下工艺步骤实现:
(1)分炉同时冶炼铝合金和镁合金:铝合金冶炼温度为720~750℃,镁合金冶炼温度为710~730℃;
(2)在离心浇铸机上浇注外层6061铝合金,浇注温度为650~670℃,浇注速度为121~140g/s,浇注时间为5~7s,金属模具铸型预热温度为190~220℃,铸型转速为180~200r/min,待外层温度降至530~550℃时开始浇注中层AZ31B镁合金,浇注温度为660~680℃,浇注速度为103~254kg/s,铸型转速为180~200r/min,达到浇注时间8~10s后立即浇注内层6061铝合金,浇注温度为650~670℃,浇注速度为121~140g/s,浇注时间为5~7s,铸型转速为260~290r/min,待外层6061铝合金、中层AZ31B镁合金和内层6061铝合金的表面温度均降至120~150℃时,停机;
(3)随金属模具铸型缓冷至室温,出模,得到三层不等厚复合环形铸坯的尺寸为:外层6061铝合金的外径D
(4)双级均匀化处理:将上述三层不等厚复合环形铸坯加热至470~490℃,保温3~5h,然后继续加热至520~540℃,保温8~12h,再风冷至室温;
(5)退火处理:将均匀化的三层不等厚复合环形铸坯加热至温度为400~420℃,保温3~5h,最后随炉缓冷至室温。
说明书
技术领域
本发明属于环件制造技术领域,具体涉及一种铝镁合金三层不等厚复合环形铸坯的制造方法。
背景技术
铝镁合金复合环件,能够兼具镁合金优良的抗冲击性、阻尼减震与铝合金的耐表面腐蚀性、可焊接性、良好的导电和导热等特性,可满足零部件物理、化学和力学性能多样化以及减轻自重的效果,其所具有的物理、化学以及力学性能都比单一金属材料环件优越得多,逐渐成为贵重单金属环件的替代产品,作为轻量化连接、传动构件在航空、汽车、家电和军事装备行业具有广泛应用价值;目前国内外生产该类复合环件的方法主要是采用机械嵌套同心贴合组装两个单一金属环形锻坯,再利用辗环机进行热辗扩,使其产生直径扩大、壁厚减薄、截面轮廓成形的连续局部塑性变形,该方法存在辗扩前制坯工序繁多,包括开坯、镦粗和冲孔以及多次加热工序,制坯设备投资巨大,辗扩过程稳定性差,能源和材料浪费严重,仅仅适用于直径小、内外层等壁厚的复合环件生产;当制造中层AZ31B镁合金壁厚较大、内外层6061铝合金壁厚较小的三层不等厚复合环件时,如果采用现有的制造方法极易导致薄壁厚一侧发生翘曲、边裂,内外层接触界面无原子扩散结合,几乎只为机械结合界面,冶金熔触结合效果与质量很差,应力集中严重,并且仅仅依赖于辗扩过程的温度和进给速度等参数控制无法充分抑制交界面的氧化层和高硬度脆性的金属间化合物Al2Mg3生成,增加了交界面的断裂倾向,降低了复合环件交界面的冶金熔触结合质量和结合强度,恶化了其服役性能。
中国发明专利申请号“201510610418.9”公开了一种内层Q345B外层40Cr复合环件的离心铸造方法,采用分层离心铸造的内层Q345B外层40Cr复合环坯内、外层通过冶金过程紧密结合在一起,交界面无间隙,生产工艺简单可靠。然而当制造外层和内层材质为铝合金、中层材质为镁合金的不等厚复合环件所需的环形铸坯时,中层与内外层材料的冶炼温度和浇注温度存在差别,其材质的不同决定了铸造过程中层与内外层的收缩量也存在显著差别,所以必须严格控制中层与内外层的浇注速度、浇注时间以及金属模具铸型转速。如果仅仅采用上述专利中双金属环形铸坯的离心铸造方法,则会因为中层与内外层金属液在凝固过程中收缩量的不同和无准确的浇注时间而导致外层与中层、内层与中层的交界面出现孔洞、裂纹等缺陷,降低了三层不等厚复合环形铸坯的冶金熔触结合质量和结合强度,也无法为后续热辗扩成形复合环件提供性能优良、质量较高的环形铸坯。
发明内容
本发明的目的在于提供一种铝镁合金三层不等厚复合环形铸坯的制造方法,可以有效克服现有技术存在的缺点。
本发明目的是这样实现的,其特征在于包括以下工艺步骤:
(1)分炉同时冶炼铝合金和镁合金:铝合金冶炼温度为720~750℃,镁合金冶炼温度为710~730℃;
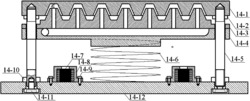
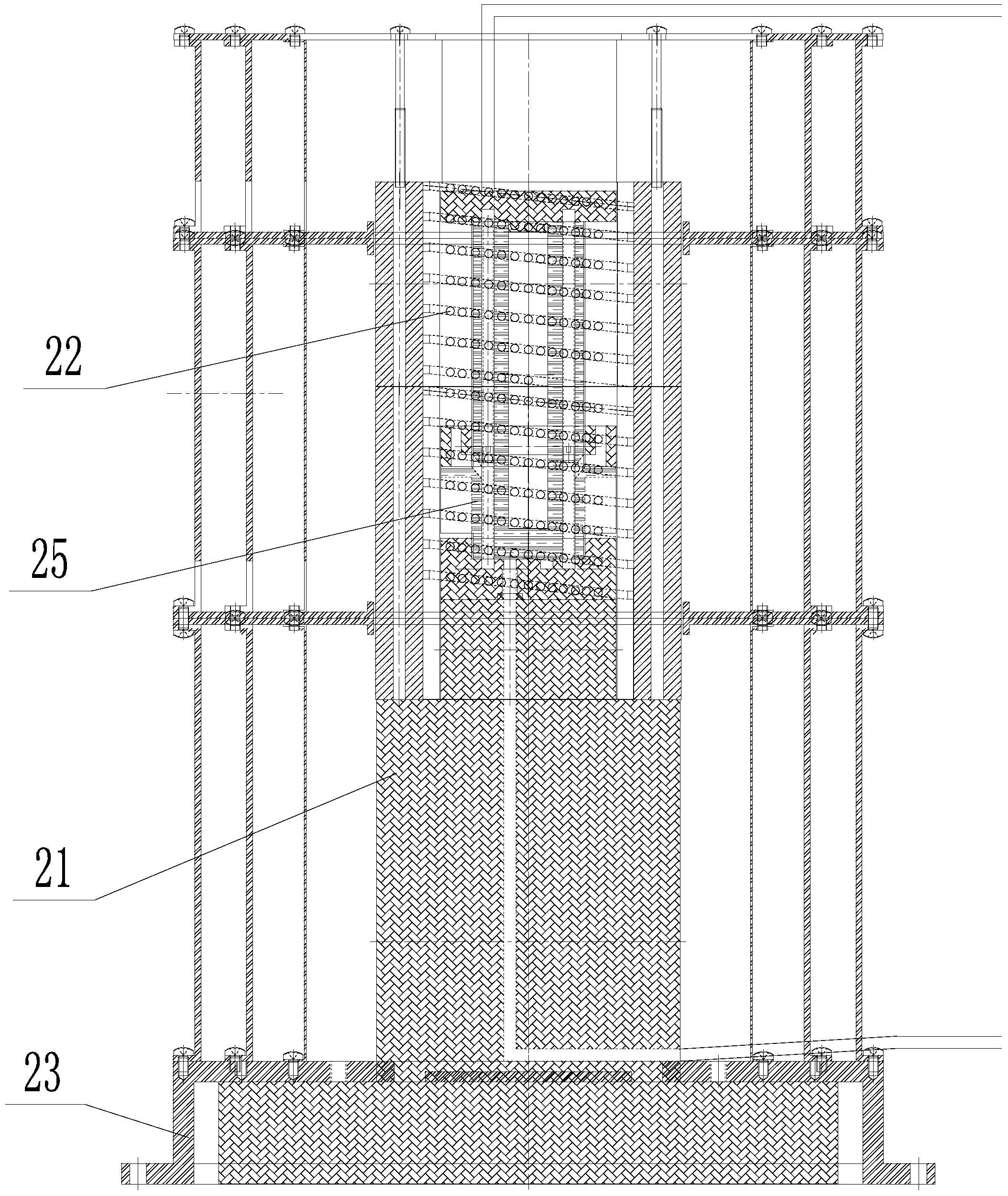
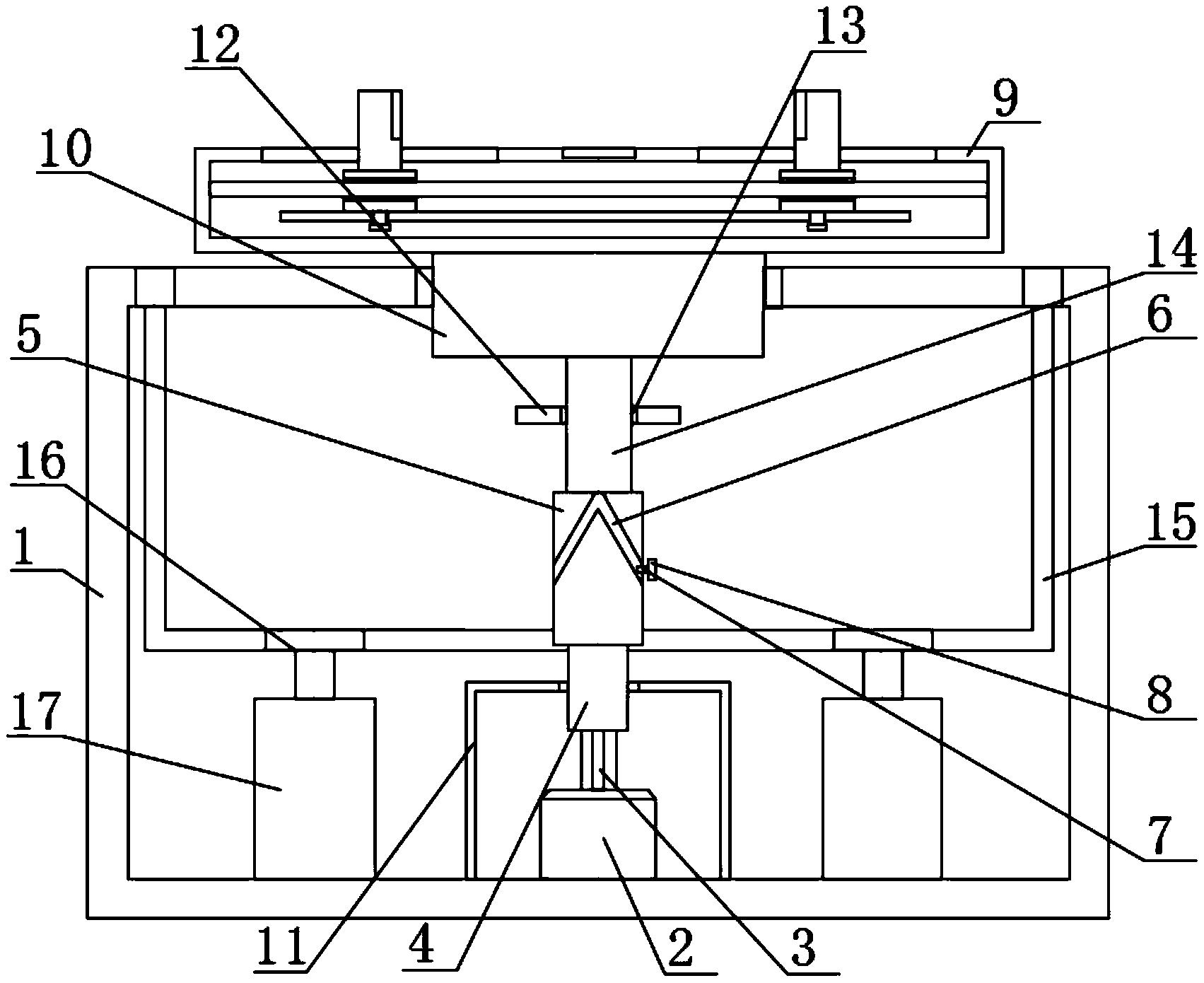
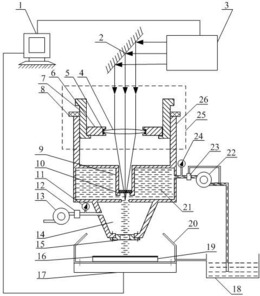
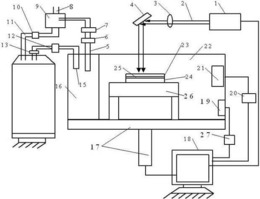
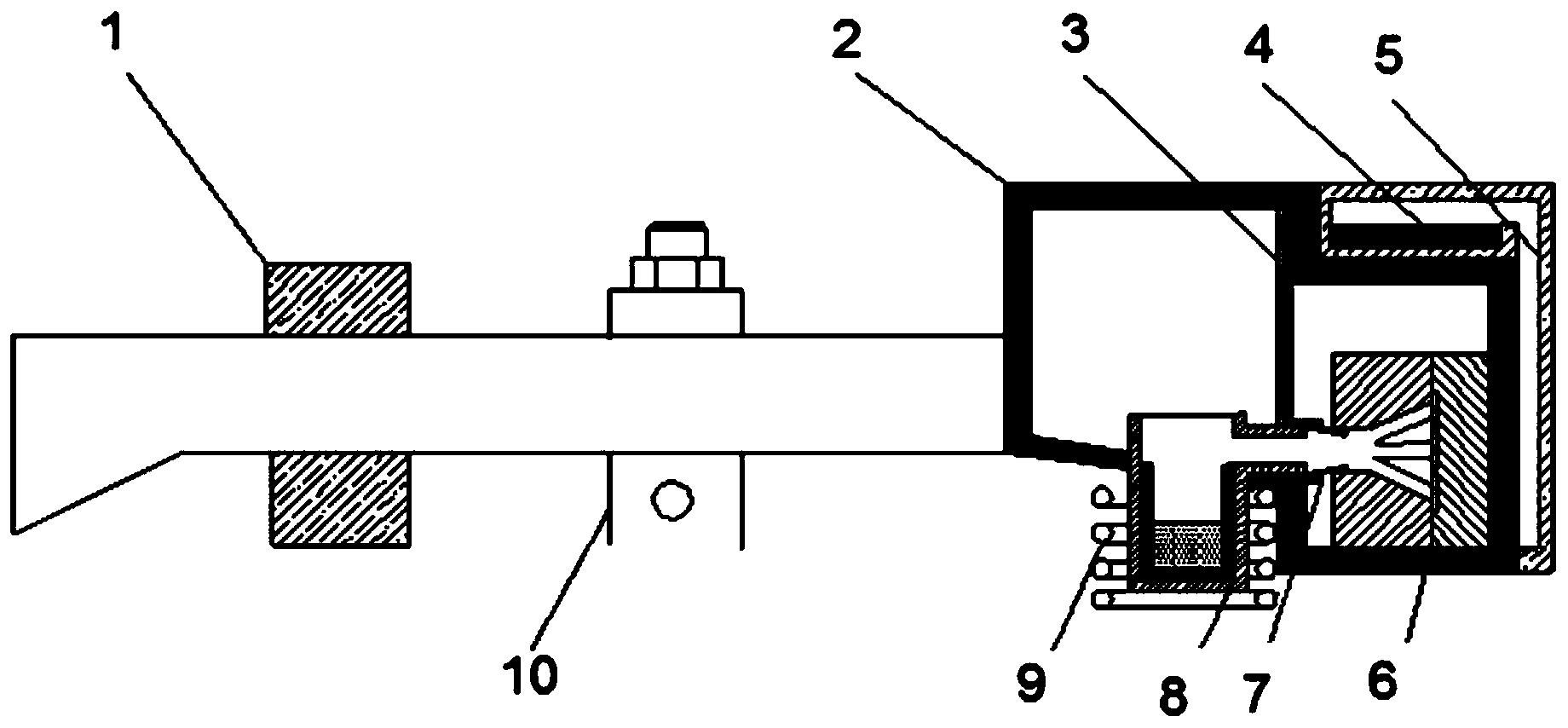
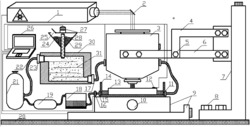
(2)如图1所示,在离心浇铸机上浇注外层6061铝合金,图中1是浇包,2是浇道,3是浇口,4是锁紧销,5是模具盖板,6是上沙垫,6′是下沙垫,7是环形铸坯的内层,7′是环形铸坯的中层,7″是环形铸坯的外层,8是冷却水管,9是金属模具铸型,浇注温度为650~670℃,浇注速度为121~140g/s,浇注时间为5~7s,金属模具铸型预热温度为190~220℃,铸型转速为180~200r/min,待外层温度降至530~550℃时开始浇注中层AZ31B镁合金,浇注温度为660~680℃,浇注速度为103~254kg/s,铸型转速为180~200r/min,达到浇注时间8~10s后立即浇注内层6061铝合金,浇注温度为650~670℃,浇注速度为121~140g/s,浇注时间为5~7s,铸型转速为260~290r/min,待外层6061铝合金、中层AZ31B镁合金和内层6061铝合金的表面温度均降至120~150℃时,停机;
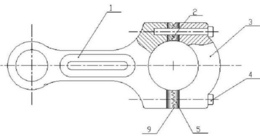
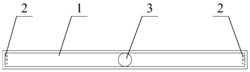
(3)随金属模具铸型缓冷至室温,出模,得到三层不等厚复合环形铸坯的尺寸为:外层6061铝合金的外径D01=240~340mm、壁厚B01=10~15mm,中层AZ31B镁合金的壁厚B03=40~50mm,内层6061铝合金的内径D02=120~160mm、壁厚B02=10~15mm,中层与外层交界面直径d01=220~310mm,中层与内层交界面直径d02=140~190mm,轴向高度H0=50~55mm,如图2所示;
(4)双级均匀化处理:将上述三层不等厚复合环形铸坯加热至470~490℃,保温3~5h,然后继续加热至520~540℃,保温8~12h,再风冷至室温;
(5)退火处理:将均匀化的三层不等厚复合环形铸坯加热至温度为400~420℃,保温3~5h,最后随炉缓冷至室温。
本发明的优点及有益效果是:本发明通过离心铸造方式制造中层AZ31B镁合金壁厚较大、内外层6061铝合金壁厚较小的三层不等厚复合环形铸坯,兼具镁合金优良的抗冲击性、阻尼减震与铝合金的耐表面腐蚀性、可焊接性、良好的导电和导热等特性,可以达到零部件性能多样化和整体减重的效果;并且本发明给出了合适的浇注速度、浇注速度和浇注时间等工艺参数,可以抑制交界面的氧化层和高硬度脆性的金属间化合物Al2Mg3生成,降低交界面的断裂倾向,使其具有较高的冶金熔触结合性能和结合强度,可以为后续热辗扩成形三层不等厚复合环件提供性能优良、质量较高的环形铸坯,制造工艺流程短,节能节材,生产效率高。
附图说明
图1为三层不等厚环形铸坯立式离心铸造示意图;
图2为离心铸造的铝镁合金三层不等厚环形铸坯;
图中:1—浇包 2—浇道 3—浇口 4—锁紧销 5—模具盖板 6—上沙垫 6′—下沙垫 7—环形铸坯的内层 7′—环形铸坯的中层 7″—环形铸坯的外层 8—冷却水管 9—金属模具铸型;
D01—铸坯的外层外径,D02—铸坯的内层外径,d01—毛坯的外中层交界面直径,d02—毛坯的内中层交界面直径,B01—毛坯的外层壁厚,B02—毛坯的内层壁厚,B03—毛坯的中层壁厚,H0—铸坯的轴向高度。
具体实施方式
下面结合附图和具体实施例对本发明所述的一种铝镁合金三层不等厚复合环形铸坯的制造方法作进一步详细说明。
如图1~图2所示,设定离心铸造的铝镁合金三层不等厚复合环形铸坯的尺寸为:外层6061铝合金的外径D01=240mm、壁厚B01=10mm,中层AZ31B镁合金的壁厚B03=40mm,内层6061铝合金的内径D02=120mm、壁厚B02=10mm,中层与外层交界面直径d01=220mm,中层与内层交界面直径d02=140mm,轴向高度H0=50mm,其制造方法包括以下工艺步骤:
(1)分炉同时冶炼铝合金和镁合金:铝合金冶炼温度为730℃,镁合金冶炼温度为710℃;
(2)如图1所示,在离心浇铸机上浇注外层6061铝合金,图中1是浇包,2是浇道,3是浇口,4是锁紧销,5是模具盖板,6是上沙垫,6′是下沙垫,7是环形铸坯的内层,7′是环形铸坯的中层,7″是环形铸坯的外层,8是冷却水管,9是金属模具铸型,浇注温度为660℃,浇注速度为121g/s,浇注时间为5s,金属模具铸型预热温度为190℃,铸型转速为180r/min,待外层温度降至530℃时开始浇注中层AZ31B镁合金,浇注温度为680℃,浇注速度为103kg/s,铸型转速为180r/min,达到浇注时间8s后立即浇注内层6061铝合金,浇注温度为660℃,浇注速度为121g/s,浇注时间为5s,铸型转速为260r/min,待外层6061铝合金、中层AZ31B镁合金和内层6061铝合金的表面温度均降至120℃时,停机;
(3)随金属模具铸型缓冷至室温,出模,得到三层不等厚复合环形铸坯的尺寸为:外层6061铝合金的外径D01=240mm、壁厚B01=10mm,中层AZ31B镁合金的壁厚B03=40mm,内层6061铝合金的内径D02=120mm、壁厚B02=10mm,中层与外层交界面直径d01=220mm,中层与内层交界面直径d02=140mm,轴向高度H0=50mm,如图2所示;
(4)双级均匀化处理:降上述三层不等厚复合环形铸坯加热至490℃,保温5h,然后继续加热至520℃,保温12h,再风冷至室温;
(5)退火处理:将均匀化的三层不等厚复合环形铸坯加热至温度为420℃,保温3h,最后随炉缓冷至室温。
一种铝镁合金三层不等厚复合环形铸坯的制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0