







专利摘要
本发明公开了一种CuW/CuCr复合材料的制备方法,首先制备CuFe过饱和固溶体合金薄带,然后将CuFe过饱和固溶体合金薄带置于CuW合金与CuCr合金之间进行烧结熔渗,最后对烧结熔渗后的材料进行固溶时效处理得到结合面为冶金结合的CuW/CuCr复合材料。本发明一种CuW/CuCr复合材料的制备方法,通过引入CuFe合金薄带强化Cu/W相界面,使骨架W与基体相Cu之间实现了冶金结合,骨架与基体相结合力增强,提高了CuW/CuCr材料界面结合强度,解决了现有方法制备的CuW/CuCr异质材料界面结合强度低,整体材料容易沿结合面发生断裂造成CuW端脱落的问题,工艺简单,成本低。
权利要求
1.一种CuW/CuCr复合材料的制备方法,其特征在于,首先制备CuFe过饱和固溶体合金薄带,然后将CuFe过饱和固溶体合金薄带置于CuW合金与CuCr合金之间进行烧结熔渗,最后对烧结熔渗后的材料进行固溶时效处理得到结合面为冶金结合的CuW/CuCr复合材料。
2.如权利要求1所述的一种CuW/CuCr复合材料的制备方法,其特征在于,具体包括以下步骤:
步骤1,制备CuFe过饱和固溶体合金薄带
从纯Cu棒上截取需要质量的小块,与Fe粉在1200℃~1400℃反复熔炼多次后,制备成CuFe过饱和固溶体合金薄带;
步骤2,清洗合金薄带
将步骤1制备的CuFe过饱和固溶体合金薄带剪成与结合面面积相等的圆片,清洗后,烘干备用;
步骤3,清洗CuW结合面
根据整体产品尺寸,选取合适长度的CuW合金,采用机械加工车平预结合的端部后,将其新鲜端部清洗干净后烘干备用;
步骤4,清洗CuCr合金棒预结合面
根据整体产品尺寸,截取合适长度的铬青铜合金棒材,选择截取的机加工面做为预结合面,清洗后晾干备用;
步骤5,整体材料组装
将经步骤2、3、4处理过的三种材料从下而上依次按照CuW合金、CuFe过饱和固溶体合金薄带、CuCr合金的顺序叠放置于坩埚内;
步骤6,整体材料的烧结熔渗
将步骤5中放有装好的三部分材料的坩埚置于还原气氛烧结炉内进行整体烧结熔渗,烧结熔渗的温度为1100℃~1300℃,保温时间为0.5~4小时,随后随炉冷却至室温,取出熔铸好的整体材料;
步骤7,整体材料的热处理
将步骤6熔铸好的材料置于热处理炉中进行固溶处理,随后对进行水淬,再将淬火后的整体材料置于热处理炉内进行时效热处理,然后随炉冷却出炉,最后对热处理后的整体材料进行机加工,得到成品。
3.如权利要求2所述的一种CuW/CuCr复合材料的制备方法,其特征在于,所述步骤1中Fe粉用量为Cu块质量的2~15wt%。
4.如权利要求2所述的一种CuW/CuCr复合材料的制备方法,其特征在于,所述步骤1中熔炼次数为2-5次。
5.如权利要求2所述的一种CuW/CuCr复合材料的制备方法,其特征在于,所述步骤1中合金薄带的厚度为30-80μm。
6.如权利要求2所述的一种CuW/CuCr复合材料的制备方法,其特征在于,所述步骤3中CuW合金中Cu的质量百分数为10~30%。
7.如权利要求2所述的一种CuW/CuCr复合材料的制备方法,其特征在于,所述步骤4中铬青铜合金棒材中Cr的质量百分数为0.5~1.2%。
8.如权利要求2所述的一种CuW/CuCr复合材料的制备方法,其特征在于,所述步骤5中选用的坩埚直径比所装整体材料直径大2~3mm,高度高于所装料5~10mm。
9.如权利要求2所述的一种CuW/CuCr复合材料的制备方法,其特征在于,所述步骤7中固溶温度为800℃~950℃,保温2~5h。
10.如权利要求2所述的一种CuW/CuCr复合材料的制备方法,其特征在于,所述步骤7中时效热处理的温度为400℃~550℃,保温3~5h。
说明书
技术领域
本发明属于异质材料连接制备技术领域,具体涉及一种CuW/CuCr复合材料的制备方法。
背景技术
自力型高压整体电触头由耐电弧烧损的CuW触指部分和提供弹性的CuCr部分连接而成,CuW/CuCr整体复合材料综合了这两种异质材料各自的性能优势,广泛用于高压断路器的电触头中。随着高压开关向超特高压、大容量、小型化趋势发展,灭弧室内CuW/CuCr整体电触头在使用过程中所承受的热载荷和机械载荷会变得更大,服役环境更为恶劣,对其核心部件—CuW/CuCr整体材料界面结合强度提出了更高的要求。
已有的研究表明,异质材料界面结合强度取决于界面结合性质,冶金结合高于机械结合。由于Cu、W两相互不相溶,也不形成金属间化合物,在采用液态连接技术制备CuW/CuCr整体材料过程中,结合面处的W骨架表面与Cu液不能形成冶金结合,因此结合面处大量存在的以Cu-W方式结合而成的机械结合偶成为制约界面结合强度不能大幅度提高的主要因素。另外,Cu与W两相间仅以机械结合为主,相间结合强度不足,在服役过程中,结合面产生的裂纹极易沿Cu/W相界面的进一步扩展,最终导致材料沿结合面断裂,造成CuW端脱落。
发明内容
本发明的目的在于提供一种CuW/CuCr复合材料的制备方法,解决了现有方法制备的CuW/CuCr异质材料界面结合强度低,整体材料容易沿结合面发生断裂造成CuW端脱落的问题。
本发明所采用的技术方案是:一种CuW/CuCr复合材料的制备方法,首先制备CuFe过饱和固溶体合金薄带,然后将CuFe过饱和固溶体合金薄带置于CuW合金与CuCr合金之间进行烧结熔渗,最后对烧结熔渗后的材料进行固溶时效处理得到结合面为冶金结合的CuW/CuCr复合材料。
具体包括以下步骤:
步骤1,制备CuFe过饱和固溶体合金薄带
从纯Cu棒上截取需要质量的小块,与Fe粉在1200℃~1400℃反复熔炼多次后,制备成CuFe过饱和固溶体合金薄带;
步骤2,清洗合金薄带
将步骤1制备的CuFe过饱和固溶体合金薄带剪成与结合面面积相等的圆片,清洗后,烘干备用;
步骤3,清洗CuW结合面
根据整体产品尺寸,选取合适长度的CuW合金,采用机械加工车平预结合的端部后,将其新鲜端部清洗干净后烘干备用;
步骤4,清洗CuCr合金棒预结合面
根据整体产品尺寸,截取合适长度的铬青铜合金棒材,选择截取的机加工面做为预结合面,清洗后晾干备用;
步骤5,整体材料组装
将经步骤2、3、4处理过的三种材料从下而上依次按照CuW合金、CuFe过饱和固溶体合金薄带、CuCr合金的顺序叠放置于坩埚内;
步骤6,整体材料的烧结熔渗
将步骤5中放有装好的三部分材料的坩埚置于还原气氛烧结炉内进行整体烧结熔渗,烧结熔渗的温度为1100℃~1300℃,保温时间为0.5~4小时,随后随炉冷却至室温,取出熔铸好的整体材料;
步骤7,整体材料的热处理
将步骤6熔铸好的材料置于热处理炉中进行固溶处理,随后对进行水淬,再将淬火后的整体材料置于热处理炉内进行时效热处理,然后随炉冷却出炉,最后对热处理后的整体材料进行机加工,得到成品。
本发明的特点还在于,
步骤1中Fe粉用量为Cu块质量的2~15wt%。
步骤1中熔炼次数为2-5次。
步骤1中合金薄带的厚度为30-80μm。
步骤3中CuW合金中Cu的质量百分数为10~30%。
步骤4中铬青铜合金棒材中Cr的质量百分数为0.5~1.2%。
步骤5中选用的坩埚直径比所装整体材料直径大2~3mm,高度高于所装料5~10mm。
步骤7中固溶温度为800℃~950℃,保温2~5h。
步骤7中时效热处理的温度为400℃~550℃,保温3~5h。
本发明的有益效果是:本发明一种CuW/CuCr复合材料的制备方法,通过引入CuFe合金薄带强化Cu/W相界面,使骨架W与基体相Cu之间实现了冶金结合,骨架与基体相结合力增强,提高了CuW/CuCr材料界面结合强度,解决了现有方法制备的CuW/CuCr异质材料界面结合强度低,整体材料容易沿结合面发生断裂造成CuW端脱落的问题,工艺简单,成本低。
附图说明
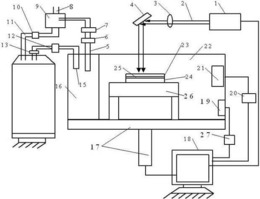
图1是本发明CuW/CuCr复合材料的制备方法的流程图;
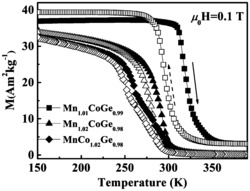
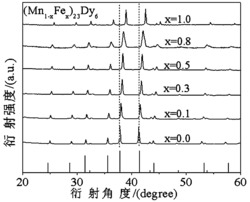
图2(a)是本发明制备的不同Fe含量CuFe过饱和固溶体合金薄带的XRD图谱;
图2(b)是图2(a)的局部放大图;
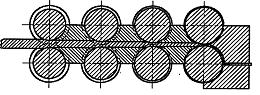
图3是本发明制备得到的CuW/CuCr复合材料界面示意图。
具体实施方式
下面结合附图和具体实施方式对本发明进行详细说明。
本发明一种CuW/CuCr复合材料的制备方法,如图1所示,具体包括以下步骤:
步骤1,制备CuFe过饱和固溶体合金薄带
从购买来的纯Cu棒(含量99.99%)上截取需要质量的小块,用表面活性剂清洗祛除表面杂质,然后将Cu块放在烧杯中,向烧杯中注入酒精,当Cu块完全浸入酒精时,然后将烧杯放入超声波清洗器中清洗3-5min后取出晾干。称取所需含量的纯Fe粉(纯度为99.7%的电解铁粉,粒度为200目),Fe粉用量为Cu块质量的2~15wt%,将纯Cu块和Fe粉放入高纯石英坩埚中并置入高频感应电炉内,采用惰性气体Ar气做为保护气氛,在1200℃~1400℃反复熔练2-5次后,采用已有的单辊急冷快速凝固装置制备为CuFe过饱和固溶体合金薄带,其厚度为30~80μm;
步骤2,清洗合金薄带
将步骤1制备的CuFe过饱和固溶体合金薄带剪成与结合面面积相等的圆片,表面活性剂清洗后放入无水乙醇中浸泡1-2min后,放入干燥箱烘干备用;
步骤3,清洗CuW结合面
根据整体电触头的产品尺寸,选取合适长度的商用CuW合金(其中Cu的质量百分数为10~30%),采用机械加工车平预结合的端部后,结合面先用表面活性剂清洗干净后,再放入盛有无水乙醇的超声波震荡器清洗20~30min,最后放入真空干燥箱烘干备用;
步骤4,清洗CuCr合金棒预结合面
根据整体电触头的产品尺寸,截取合适长度的商用铬青铜合金棒材(其中Cr的质量百分数为0.5~1.2%),选择截取的机加工面做为预结合面,并用去离子水或无水乙醇清洗后晾干备用;
步骤5,整体材料组装
将经步骤2、3、4处理过的三种材料从下而上依次按照CuW合金、CuFe过饱和固溶体合金薄带、CuCr合金的顺序叠放置于石墨坩埚内;选用的坩埚直径比所装整体材料直径大2~3mm,高度高于所装料5~10mm;
步骤6,整体材料的烧结熔渗
将步骤5中放有装好的三部分材料的坩埚置于还原气氛烧结炉内进行整体烧结熔渗,通入炉内的还原气体为H2+CO混合气体,两种气体流量之比为(90~95):(10~5),通入气体30min后,然后以10~15℃/min的加热速度进行加热,当炉内温度达到1100℃~1350℃,保温0.5~4小时,随后关闭加热电源经随炉冷却降至室温,取出熔铸好的整体材料;
步骤7,整体材料的热处理
将步骤6熔铸好的材料置于热处理炉中进行固溶处理,固溶温度为800℃~950℃,保温2~5h,随后打开炉门对高温整体材料进行水淬,再将淬火后的整体材料置于热处理炉内进行时效热处理,时效热处理的温度为400℃~550℃,保温3~5h,然后随炉冷却出炉,最后对热处理后的整体材料进行机加工,得到成品。
本发明的有益效果是:在结合面处引入采用快速凝固-甩带法制备的CuFe过饱和固溶体合金薄带,通过高含量的Fe元素在烧结熔渗过程中向W骨架中的扩散,与W形成W-Fe固溶体,使骨架W与基体相Cu之间实现了冶金结合;结合面上及靠近CuW合金侧原本以机械结合方式存在的Cu-W结合偶发生改变,取而代之的是以冶金结合方式存在的Cu-Fe-W结合偶,骨架与基体相结合力增强,同时结合面处的W颗粒表面也实现了冶金结合并形成了过渡层,提高了材料的界面结合强度。添加CuFe过饱和固溶体合金薄带后制得的CuW/CuCr整体材料界面拉伸强度可达到401.849MPa,与未添加CuFe过饱和固溶体合金薄带后制得的CuW/CuCr整体材料界面拉伸强度相比,提高了18.5%,且本发明方法制备成本较低、操作工艺简单。
实施例1
步骤1,制备CuFe过饱和固溶体合金薄带
从购买来的纯Cu棒(含量99.99%)上截取需要质量的小块,用表面活性剂清洗祛除表面杂质,然后将Cu块放在烧杯中,向烧杯中注入酒精,当Cu块完全浸入酒精时,然后将烧杯放入超声波清洗器中清洗3min后取出晾干。称取所需含量的纯Fe粉(纯度为99.7%的电解铁粉,粒度为200目),Fe粉用量为Cu块质量的2wt%,将纯Cu块和Fe粉放入高纯石英坩埚中并置入高频感应电炉内,采用惰性气体Ar气做为保护气氛,在1200℃反复熔练5次后,采用快速凝固单辊甩带法制备CuFe过饱和固溶体合金薄带,其厚度为30μm;
步骤2,清洗合金薄带
将步骤1制备的CuFe过饱和固溶体合金薄带剪成与结合面面积相等的圆片,表面活性剂清洗后放入无水乙醇中浸泡1min后,放入干燥箱烘干备用;
步骤3,清洗CuW结合面
根据整体电触头的产品尺寸,选取合适长度的商用CuW合金(其中Cu的质量百分数为10%),采用机械加工车平预结合的端部后,结合面先用表面活性剂清洗干净后,再放入盛有无水乙醇的超声波震荡器清洗30min,最后放入真空干燥箱烘干备用;
步骤4,清洗CuCr合金棒预结合面
根据整体电触头的产品尺寸,截取合适长度的商用铬青铜合金棒材(其中Cr的质量百分数为0.5%),选择截取的机加工面做为预结合面,并用去离子水清洗后晾干备用;
步骤5,整体材料组装
将经步骤2、3、4处理过的三种材料从下而上依次按照CuW合金、CuFe过饱和固溶体合金薄带、CuCr合金的顺序叠放置于石墨坩埚内;选用的坩埚直径比所装整体材料直径大2mm,高度高于所装料5mm;
步骤6,整体材料的烧结熔渗
将步骤5中放有装好的三部分材料的坩埚置于还原气氛烧结炉内进行整体烧结熔渗,通入炉内的还原气体为H2+CO混合气体,两种气体流量之比为90:10,通入气体30min后,然后以10℃/min的加热速度进行加热,当炉内温度达到1200℃,保温0.5~4小时,随后关闭加热电源经随炉冷却降至室温,取出熔铸好的整体材料;
步骤7,整体材料的热处理
将步骤6熔铸好的材料置于热处理炉中进行固溶处理,固溶温度为800℃,保温5h,随后打开炉门对高温整体材料进行水淬,再将淬火后的整体材料置于热处理炉内进行时效热处理,时效热处理的温度为450℃,保温3h,然后随炉冷却出炉,最后对热处理后的整体材料进行机加工,得到成品。
实施例2
步骤1,制备CuFe过饱和固溶体合金薄带
从购买来的纯Cu棒(含量99.99%)上截取需要质量的小块,用表面活性剂清洗祛除表面杂质,然后将Cu块放在烧杯中,向烧杯中注入酒精,当Cu块完全浸入酒精时,然后将烧杯放入超声波清洗器中清洗4min后取出晾干。称取所需含量的纯Fe粉(纯度为99.7%的电解铁粉,粒度为200目),Fe粉用量为Cu块质量的4wt%,将纯Cu块和Fe粉放入高纯石英坩埚中并置入高频感应电炉内,采用惰性气体Ar气做为保护气氛,在1300℃反复熔练3次后,采用快速凝固单辊甩带法制备CuFe过饱和固溶体合金薄带,其厚度为45μm;
步骤2,清洗合金薄带
将步骤1制备的CuFe过饱和固溶体合金薄带剪成与结合面面积相等的圆片,表面活性剂清洗后放入无水乙醇中浸泡2min后,放入干燥箱烘干备用;
步骤3,清洗CuW结合面
根据整体电触头的产品尺寸,选取合适长度的商用CuW合金(其中Cu的质量百分数为20%),采用机械加工车平预结合的端部后,结合面先用表面活性剂清洗干净后,再放入盛有无水乙醇的超声波震荡器清洗20min,最后放入真空干燥箱烘干备用;
步骤4,清洗CuCr合金棒预结合面
根据整体电触头的产品尺寸,截取合适长度的商用铬青铜合金棒材(其中Cr的质量百分数为0.8%),选择截取的机加工面做为预结合面,并用无水乙醇清洗后晾干备用;
步骤5,整体材料组装
将经步骤2、3、4处理过的三种材料从下而上依次按照CuW合金、CuFe过饱和固溶体合金薄带、CuCr合金的顺序叠放置于石墨坩埚内;选用的坩埚直径比所装整体材料直径大3mm,高度高于所装料10mm;
步骤6,整体材料的烧结熔渗
将步骤5中放有装好的三部分材料的坩埚置于还原气氛烧结炉内进行整体烧结熔渗,通入炉内的还原气体为H2+CO混合气体,两种气体流量之比为93:7,通入气体30min后,然后以15℃/min的加热速度进行加热,当炉内温度达到1250℃,保温1小时,随后关闭加热电源经随炉冷却降至室温,取出熔铸好的整体材料;
步骤7,整体材料的热处理
将步骤6熔铸好的材料置于热处理炉中进行固溶处理,固溶温度为850℃,保温2h,随后打开炉门对高温整体材料进行水淬,再将淬火后的整体材料置于热处理炉内进行时效热处理,时效热处理的温度为400℃,保温5h,然后随炉冷却出炉,最后对热处理后的整体材料进行机加工,得到成品。
实施例3
步骤1,制备CuFe过饱和固溶体合金薄带
从购买来的纯Cu棒(含量99.99%)上截取需要质量的小块,用表面活性剂清洗祛除表面杂质,然后将Cu块放在烧杯中,向烧杯中注入酒精,当Cu块完全浸入酒精时,然后将烧杯放入超声波清洗器中清洗5min后取出晾干。称取所需含量的纯Fe粉(纯度为99.7%的电解铁粉,粒度为200目),Fe粉用量为Cu块质量的8wt%,将纯Cu块和Fe粉放入高纯石英坩埚中并置入高频感应电炉内,采用惰性气体Ar气做为保护气氛,在1350℃反复熔练4次后,采用快速凝固单辊甩带法制备CuFe过饱和固溶体合金薄带,其厚度为50μm;
步骤2,清洗合金薄带
将步骤1制备的CuFe过饱和固溶体合金薄带剪成与结合面面积相等的圆片,表面活性剂清洗后放入无水乙醇中浸泡2min后,放入干燥箱烘干备用;
步骤3,清洗CuW结合面
根据整体电触头的产品尺寸,选取合适长度的商用CuW合金(其中Cu的质量百分数为30%),采用机械加工车平预结合的端部后,结合面先用表面活性剂清洗干净后,再放入盛有无水乙醇的超声波震荡器清洗25min,最后放入真空干燥箱烘干备用;
步骤4,清洗CuCr合金棒预结合面
根据整体电触头的产品尺寸,截取合适长度的商用铬青铜合金棒材(其中Cr的质量百分数为1.0%),选择截取的机加工面做为预结合面,并用无水乙醇清洗后晾干备用;
步骤5,整体材料组装
将经步骤2、3、4处理过的三种材料从下而上依次按照CuW合金、CuFe过饱和固溶体合金薄带、CuCr合金的顺序叠放置于石墨坩埚内;选用的坩埚直径比所装整体材料直径大2mm,高度高于所装料8mm;
步骤6,整体材料的烧结熔渗
将步骤5中放有装好的三部分材料的坩埚置于还原气氛烧结炉内进行整体烧结熔渗,通入炉内的还原气体为H2+CO混合气体,两种气体流量之比为94:6,通入气体30min后,然后以12℃/min的加热速度进行加热,当炉内温度达到1350℃,保温2小时,随后关闭加热电源经随炉冷却降至室温,取出熔铸好的整体材料;
步骤7,整体材料的热处理
将步骤6熔铸好的材料置于热处理炉中进行固溶处理,固溶温度为900℃,保温3h,随后打开炉门对高温整体材料进行水淬,再将淬火后的整体材料置于热处理炉内进行时效热处理,时效热处理的温度为500℃,保温4h,然后随炉冷却出炉,最后对热处理后的整体材料进行机加工,得到成品。
实施例4
步骤1,制备CuFe过饱和固溶体合金薄带
从购买来的纯Cu棒(含量99.99%)上截取需要质量的小块,用表面活性剂清洗祛除表面杂质,然后将Cu块放在烧杯中,向烧杯中注入酒精,当Cu块完全浸入酒精时,然后将烧杯放入超声波清洗器中清洗5min后取出晾干。称取所需含量的纯Fe粉(纯度为99.7%的电解铁粉,粒度为200目),Fe粉用量为Cu块质量的15wt%,将纯Cu块和Fe粉放入高纯石英坩埚中并置入高频感应电炉内,采用惰性气体Ar气做为保护气氛,在1400℃反复熔练2次后,采用快速凝固单辊甩带法制备CuFe过饱和固溶体合金薄带,其厚度为80μm;
步骤2,清洗合金薄带
将步骤1制备的CuFe过饱和固溶体合金薄带剪成与结合面面积相等的圆片,表面活性剂清洗后放入无水乙醇中浸泡2min后,放入干燥箱烘干备用;
步骤3,清洗CuW结合面
根据整体电触头的产品尺寸,选取合适长度的商用CuW合金(其中Cu的质量百分数为15%),采用机械加工车平预结合的端部后,结合面先用表面活性剂清洗干净后,再放入盛有无水乙醇的超声波震荡器清洗20min,最后放入真空干燥箱烘干备用;
步骤4,清洗CuCr合金棒预结合面
根据整体电触头的产品尺寸,截取合适长度的商用铬青铜合金棒材(其中Cr的质量百分数为1.2%),选择截取的机加工面做为预结合面,并用去离子水清洗后晾干备用;
步骤5,整体材料组装
将经步骤2、3、4处理过的三种材料从下而上依次按照CuW合金、CuFe过饱和固溶体合金薄带、CuCr合金的顺序叠放置于石墨坩埚内;选用的坩埚直径比所装整体材料直径大3mm,高度高于所装料6mm;
步骤6,整体材料的烧结熔渗
将步骤5中放有装好的三部分材料的坩埚置于还原气氛烧结炉内进行整体烧结熔渗,通入炉内的还原气体为H2+CO混合气体,两种气体流量之比为95:5,通入气体30min后,然后以13℃/min的加热速度进行加热,当炉内温度达到1100℃,保温4小时,随后关闭加热电源经随炉冷却降至室温,取出熔铸好的整体材料;
步骤7,整体材料的热处理
将步骤6熔铸好的材料置于热处理炉中进行固溶处理,固溶温度为950℃,保温2h,随后打开炉门对高温整体材料进行水淬,再将淬火后的整体材料置于热处理炉内进行时效热处理,时效热处理的温度为550℃,保温3h,然后随炉冷却出炉,最后对热处理后的整体材料进行机加工,得到成品。
图2(a)是本发明实施例1-3制备的不同Fe含量CuFe过饱和固溶体合金薄带的XRD图谱,从图中可以看出:随着Fe含量的增加,Cu的衍射峰向左偏移,且峰的高度降低。为了进一步确定偏移情况,因此对Cu的(220)面的衍射峰进行放大。从图2(a)的放大图(b)可以明显看出,Cu(220)晶面的衍射峰强度随Fe含量的增加下降明显、变宽且衍射峰向左偏移。这是因为随着Fe含量的增加,Cu晶体的完整性受到破坏,使参与衍射的晶粒减少,从而导致衍射峰逐渐降低。同时,Cu的衍射峰的降低,说明Fe固溶入Cu中,形成了CuFe固溶体,Cu晶粒的量减少。
图3是添加CuFe过饱和固溶体合金薄带后制得的CuW/CuCr整体材料界面示意图,从图中可以看出:异质材料界面结合良好,无孔洞、裂纹等缺陷存在,且界面上的W骨架没有发生溃散。观察到在W骨架的外围边上出现了颜色上的变化,由亮色渐渐变成深灰色产生了1-2μm的过渡层。代表产生了一定量的Fe-W固溶组织。这就表明添加CuFe合金夹层的必要,确实会向CuW侧固溶且形成Fe-W固溶体以此来改变界面上的结合方式,其中的Cu-W结合偶也没有因为CuFe过饱和固溶体合金薄带的引入而发生任何的破坏。
一种CuW/CuCr复合材料的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0