







专利摘要
本发明涉及一种用于金属橡胶一体化自动成型系统的毛坯自动缠绕与成型装置,属于新型金属材料加工技术领域。本发明在一种金属橡胶自动成型系统中,可实现不同规格金属丝螺旋卷自动缠绕毛坯与缠绕成型,替代手工缠绕与成型。本发明可实现对大螺距金属丝螺旋卷加工成金属橡胶,以此替代手工方式制作金属橡胶。金属橡胶毛坯缠绕与成型设备缠绕金属丝螺旋卷,拉伸速度快、精确度高。同时与定距拉伸装置配合工作能缠绕出一定纹路,避免了传统手工作业中生产的金属橡胶均匀性差,精度低,容易分层等问题。
权利要求
1.一种用于金属橡胶成型系统中的缠绕与成型装置,包括定模具端盖、第一连杆、第二连杆、第一转动支座、第二转动支座、定模具、冷压丝杠、定位细针、针顶、芯轴、针套、动模具、动模具螺母、主轴、冷压导轨、称重传感器、接触开关、第三行程开关、第四行程开关,其特征在于:
所述冷压导轨安装在机架上,用于支撑整个装置;所述冷压丝杠安装于冷压导轨两端轴承中,与冷压电机联接,控制其旋转;
所述主轴的一端穿过动模具通孔,与主轴电机联接;所述芯轴有内孔,安装时主轴插入芯轴中,并用键联接;
所述定模具安装在机架上;所述动模具与定模具轴心共线,下部连接动模具螺母;所述动模具螺母与冷压丝杠组成螺母传动副,啮合传动,当冷压丝杠转动时,动模具推动芯轴对毛坯进行冷压成型;
所述芯轴安装在主轴上,可沿主轴向定模具滑动;所述定位细针插入芯轴左右两端中,一端外露,另一端穿过针顶,连接针套,依靠针套实现在主轴上滑动;
所述定模具端盖上端与机架上的第一转动支座连接,使其可绕第一转动支座转动,下端与第一连杆连接;所述第一连杆、第二连杆依次首尾连接,第二连杆下端连接第二转动支座;
所述称重传感器安装在芯轴正中的主轴中心,用于测量该点应力变化并计算出芯轴处毛坯质量;所述接触开关安装在第二连杆下方,检测第二连杆是否打开;所述第三行程开关安装在冷压导轨左端,限制动模具左端移动;所述第四行程开关安装在冷压导轨右端,限制动模具右端移动;
所述第一连杆、第二连杆、定模具端盖与机架组成平面四杆机构,当定模具端盖合上时,第一连杆与第二连杆中心线共线;当动模具与定模具合模时,定模具端盖处于死点位置,整个机构自锁,定模具端盖无法打开;当冷压完成后,转动第二连杆,定模具端盖可打开,对动模具继续移动,则可将冷压后的毛坯从定模具中推出;
所述主轴有左右两半部分,中间通过柔性连接方式连接,称重传感器安装于主轴的内部方可感知重量,正常旋转时依靠芯轴固定保证其刚性;
所述动模具有磁性,使得返回脱模时可将芯轴吸回到原来位置;所述动模具内孔与芯轴相配合,动模具外圆与定模具内孔相配合。
说明书
技术领域
本发明涉及一种应用于材料加工等等领域中的装置,具体地说,是涉及一种应用于金属橡胶一体化自动成型系统中,对密匝金属丝螺旋卷进行自动缠绕与成毛坯并冷压加工成型的装置,属于新型多孔金属材料加工技术领域。
背景技术
金属橡胶是一种弹性阻尼材料。由勾结交错的金属丝制成的网状结构,通过对特定金属丝螺旋绕制、螺旋定距拉伸、毛坯缠绕、毛坯冷压成型及后处理等工艺制备而成。它既具有橡胶的高弹性、大阻尼,又具有所用金属的固化特性,与普通橡胶相比较,具有不挥发、抗辐射、耐高/低温、寿命长的特点,多应用在航空航天深海等条件极端恶劣的工作环境中。
在目前多孔金属橡胶缠绕成型工艺中,通常通过手工缠绕毛坯,再进入模具冷压成型的成型方式。该种成型方式劳动强度大,步骤离散化,且精度不高。由于手工缠绕金属丝排布不均匀,导致生产的金属橡胶性能不稳定,成型后金属橡胶松散分层,影响金属橡胶在实际过程中的性能发挥。
发明内容
为了解决背景技术中所提到的技术问题,本发明提供了一种用于金属橡胶成型系统中的缠绕与成型装置,利用该装置,缠绕金属丝螺旋卷,拉伸速度快、精确度高。同时与定距拉伸装置配合工作能缠绕出一定纹路,避免了传统手工作业中生产的金属橡胶均匀性差,精度低,容易分层等问题。
本发明的技术方案是:该种用于金属橡胶成型系统中的缠绕与成型装置,包括定模具端盖42、第一连杆43、第二连杆44、第一转动支座41、第二转动支座45、定模具40、冷压丝杠39、定位细针52、芯轴54、针套55、动模具50、动模具螺母48、主轴51、冷压导轨38、称重传感器100、接触开关101、第三行程开关102、第四行程开关103,其特征在于:
所述冷压导轨38安装在机架上,用于支撑整个装置;所述冷压丝杠39安装于冷压导轨38两端轴承中,与冷压电机37联接,控制其旋转;
所述主轴51的一端穿过动模具50通孔,与主轴电机36联接;所述芯轴54有内孔,安装时插入主轴51中,并用键联接;
所述定模具40安装在机架上;所述动模具50与定模具40轴心共线,下部连接动模具螺母48;所述动模具螺母48与冷压丝杠39组成螺母传动副,啮合传动,当冷压丝杠39转动时,动模具50推动芯轴54对毛坯进行冷压成型;
所述芯轴54安装在主轴51上,可沿主轴51向定模具50滑动;所述定位细针52插入芯轴54左右两端中,一端外露,另一端穿过针顶53,连接针套55,依靠针套55实现在主轴51上滑动;
所述定模具端盖52上端与机架上的第一转动支座41连接,使其可绕支座转动,下端与第一连杆41连接;所述第一连杆43、第二连杆44依次首尾连接,第二连杆44下端连接第二转动支座45;
所述称重传感器100安装在芯轴54正中的主轴51中心,用于测量该点出应力变化并计算出芯轴处毛坯质量;所述接触开关101安装在第二连杆44下方,检测第二连杆44是否打开;所述第三行程开关102安装在冷压导轨左端,限制动模具左端移动;所述第四行程开关103安装在冷压导轨右端,限制动模具右端移动;
所述第一连杆43、第二连杆44、定模具端盖42与机架组成平面四杆机构,当定模具端盖42合上时,第一连杆43与第二连杆44中心线共线;当动模具50与定模具40合模时,定模具端盖42处于死点位置,整个机构自锁,定模具端盖42无法打开;当冷压完成后,转动第二连杆44,定模具端盖42可打开,如对动模具50继续移动,则可将冷压后的毛坯从定模具40中推出;
所述主轴51有左右两半部分,中间通过柔性连接方式连接,称重传感器100安装于主轴51的内部方可感知重量,正常旋转时依靠芯轴54固定以保证其刚性;
所述动模具50有磁性,使得返回脱模时可将芯轴54吸回到原来位置;所述动模具50内孔与芯轴54相配合,动模具50外圆与定模具40内孔相配合。
本发明具有如下有益效果:
本种装置可应用在一种金属橡胶自动成型系统中,可实现不同规格金属丝螺旋卷自动缠绕毛坯与缠绕后成型,替代手工缠绕与成型。本发明可实现对大螺距金属丝螺旋卷加工成金属橡胶,以此替代手工方式制作金属橡胶。金属橡胶缠绕与成型装置缠绕金属丝螺旋卷,拉伸速度快、精确度高。同时与金属卷定距拉伸装置配合工作能缠绕出一定纹路,避免了以往手工作业中生产的金属橡胶均匀性差,精度低,容易分层等问题。
附图说明:
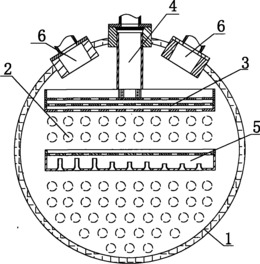
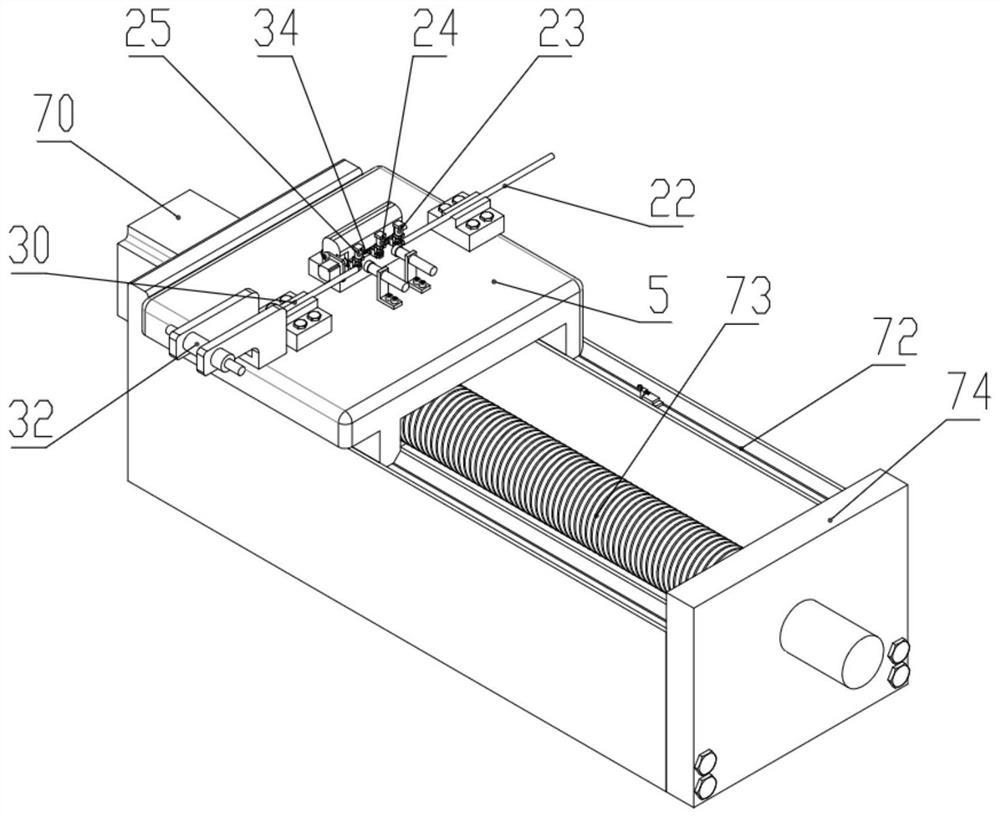
图1是金属橡胶毛坯自动缠绕与成型装置的整体结构视图;
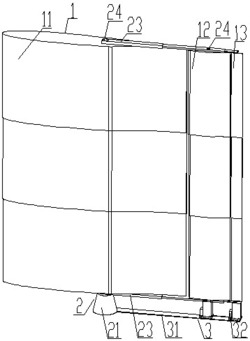
图2是冷压导轨部件与定模具端盖机构的结构视图;
图3是冷压导轨部件与定模具端盖机构的主视图;
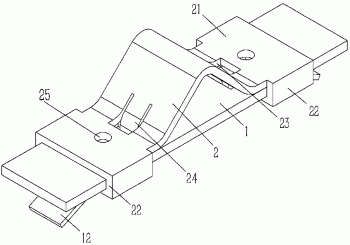
图4是主轴部件与动模具的结构视图;
图5是主轴部件的剖视图;
图6是一种金属橡胶一体化自动成型系统的整体结构实体;
图7~9是毛坯缠绕与成型装置的PLC梯形图;
图10是毛坯缠绕与成型装置PLC梯形图的I/O表。
图中36-主轴电机;37-冷压电机;38-冷压导轨架;39-冷压丝杠;40-定模具;41-第一转动支座;42-定模具端盖;43-第一连杆;44-第二连杆;45-第二转动支座;46-冷压导轨端盖;47-第四六角螺栓;48-动模具螺母;49-动模具端盖;50-动模具;51-主轴;52-定位细针;53-针顶;54-芯轴;55-针套;56-迷你气缸;57-上夹爪;58-下夹爪;59-销;60-夹爪套;61-爪根螺母;100-称重传感器;101-接触开关;102-第三行程开关;103-第四行程开关。
具体实施方式:
下面结合附图对本发明作进一步说明:
一种用于金属橡胶自动成型系统的毛坯缠绕与成型装置,包括有:定模具端盖42、第一连杆43、第二连杆44、第一转动支座41、第二转动支座45、定模具40、冷压丝杠39、定位细针52、芯轴54、针套55、动模具50、动模具螺母48、主轴51、冷压导轨38、称重传感器100、接触开关101、第三行程开关102、第四行程开关103;所述冷压导轨38安装在机架上,支撑整个装置;所述冷压丝杠39安装与冷压导轨38两端轴承中,与冷压电机37联接,控制其旋转;所述主轴51一端穿过动模具50通孔,与主轴电机36联接;所述芯轴54有内孔,安装时插入主轴51中,并用键联接;所述定模具40安装在机架上;所述动模具50下部连接动模具螺母48,与定模具40轴心共线;所述动模具螺母48与冷压丝杠39组成螺母传动副,啮合传动,冷压丝杠39转动时,动模具50推动芯轴54对毛坯进行冷压成型;所述芯轴54安装在主轴51上,可沿主轴51向定模具50滑动;所述定位细针52插入芯轴54左右两端中,一端外露,一端穿过针顶53,连接针套55,依靠针套55实现在主轴51上滑动,设备工作时,勾住金属丝螺旋卷一端,使金属丝螺旋卷缠绕在芯轴54上,同时定位细针52采用一种可变形材料,合模时变形脱出芯轴54,脱模后芯轴54返回时,又回到芯轴孔内,到原来位置;所述定模具端盖52上端与机架上的第一转动支座41连接,使其可绕支座转动,下端与第一连杆41连接;所述第一连杆43、第二连杆44依次首尾连接,第二连杆44下端连接第二转动支座45;所述称重传感器100安装在芯轴54正中的主轴51中心,测量该点出应力变化并计算出芯轴处毛坯质量;所述接触开关101安装在第二连杆44下方,检测第二连杆44是否打开;所述第三行程开关102安装在冷压导轨左端,限制动模具左端移动;所述第四行程开关103安装在冷压导轨右端,限制动模具右端移动。
其中,所述主轴51应时刻保持缓慢旋转,保证定位细针52能顺利钩取金属丝螺旋卷。经由主轴转动与金属丝螺旋卷定距拉伸设备中拉伸工作台往复移动,并通过系统控制拉伸工作台移动速度与主轴转动速度可获得不同纹路的金属网。
其中,所述第一连杆43、第二连杆44、定模具端盖42与机架组成平面四杆机构,当定模具端盖42合上时,第一连杆43与第二连杆44中心线共线,动模具50定模具40合模时,由于定模具端盖42处于死点位置,整个机构自锁,定模具端盖42无法打开,冷压完成后,转动第二连杆44,定模具端盖42打开,动模具50继续移动将冷压后的毛坯从定模具40中推出。
其中,主轴51有左右两半部分,中间通过柔性连接方式连接,内部安装的称重传感器100方可感知重量,正常旋转时依靠芯轴54固定以保证其刚性。
其中,动模具50有一定磁性,返回脱模时可将芯轴54吸回到原来位置。
其中,所述动模具50内孔与芯轴54以一定公差配合,动模具50外圆与定模具40内孔以一定公差配合。
参照附图来阅读对于示例性实施例的以下描述,本发明的其他特性特征和优点将变得清晰。
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,在一种金属橡胶自动成型机实例中,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互任意组合。
为确保金属橡胶制造质量以及金属橡胶制造效率与成本,本发明提供用于一种金属橡胶自动成型系统的金属橡胶毛坯缠绕与成型设备。
本发明的毛坯自动缠绕与成型设备的PLC程序是这样实现的:
网络1中,按下启动按钮,线圈I0.6接通,主轴电机36线圈Q0.7闭合,主轴转动,按下停止按钮,线圈I0.7接通,主轴电机36停止转动。
网络2中,称重传感器100的芯轴缠满型号I0.5产生后,接通并自锁辅助继电器M1.2,同时延时接通定时器T42开始计时,计时2s,直到计时结束断开M1.2。该步骤的作用是等待2s进入下一步。
网络3中,定时器T42延时接通后,接通并自锁辅助继电器M1.3,直到到达冷压右限位的第四行程开关103的触点I1.1闭合,断开M1.3。
网络4中,辅助继电器M1.3接通,使得冷压机构驱动电机37的线圈Q1.0接通,带动动模具40向右移动,直到到达冷压右限位停止。
网络5中,第四行程开关I1.1接通后,接通并自锁辅助继电器M1.4,同时延时接通定时器T43开始计时,计时300s,计时结束后断开M1.4。此步骤的作用是动模具40到达位置后,对毛坯进行冷压保压成型。
网络6中,T43延时接通后,接通辅助继电器M1.5并自锁,直到接触开关101上的触点I1.2闭合后断开M1.5。
网络7中,辅助继电器M1.5接通,使得第二连杆电机(图中未标)线圈Q1.2闭合,转动第二连杆44。该步骤的作用为转动第二连杆44,打开定模具端盖42。
网络8中,接触开关101上的触点I1.2闭合后,接通并自锁辅助继电器M1.6,同时延时接通定时器T44开始计时,计时2s,计时结束后断开M1.6。
网络9中,辅助继电器M1.6接通,使得冷压机构驱动电机37的线圈Q1.0接通,带动动模具40向右移动,直到到达冷压右限位停止。该步骤的作用是动模具40向右移动,将芯轴上的金属橡胶推出,完成对金属橡胶的脱模。
网络10中,按下回程按钮I1.3,辅助继电器M1.7接通并自锁,直到左限位的第三行程开关102的触点I1.0接触,断开M1.7。
网络11中,辅助继电器M1.6接通,使得冷压机构驱动电机37的线圈Q1.1接通,带动动模具40向左移动,直到到达冷压左限位停止。该步骤的作用是动模具40向左移动,并将芯轴退回到原位置。
上述网络中,网络1开启主轴电机36旋转;网络2~5为冷压步骤,冷压机构驱动电机37将动模具40移动,对芯轴54处毛坯进行冷压,并保压300s;网络6~9为脱模步骤,第二连杆电机转动打开定模具端盖42,其后通过动模具40将毛坯推出;网络10~11为动模具退回原位。
本发明通过结合一种金属橡胶自动成型系统的工作方式,阐述用于金属橡胶自动成型系统的缠绕与成型装置的工作方式:
第一步,打开设备电源,打开电源,根部待加工金属丝直径以及需要加工的密匝金属丝螺旋卷直径与螺距,更换弹簧机3上各部件。
第二步,将待加工金属丝正确安装,弹簧机3出口处安装第一导向管20。
第三步,按下控制台液晶屏上的“开始”按钮,各部件复位并初始化,弹簧机3开始出丝。
第四步,此时由于机床的进给运动,金属丝螺旋卷继续向前移动至第一光电开关28。当第一光电开关28检测到金属丝螺旋卷后,第二拉爪24移动至第一光电开关28处并夹取金属丝螺旋卷,其后第二拉爪24移动至第二光电开关29位置处,此时第三拉爪夹25取金属丝螺旋卷,第二拉爪24松开金属丝螺旋卷并退回一段距离(几个密匝金属丝螺旋卷的螺距)。
第五步,第二拉爪24移动至第二光电开关29后,第三拉爪25夹取金属丝螺旋卷,并且第二拉爪24继续夹取金属丝螺旋卷,向后移动一个定距拉伸螺距的距离,并保持一段时间,完成对金属丝螺旋卷的一次定距拉伸。
第六步,完成定距拉伸后,第三拉爪25松开金属丝螺旋卷,第二拉爪24夹取金属丝螺旋卷至第二光电开关29直到第二光电开关位置处停下,完成一个进给运动,随后第三拉爪25抓取金属丝螺旋卷,第二拉爪24向后移动进行定距拉伸。
重复进行五、六步完成金属丝螺旋卷的自动定距拉伸。
第七步,拉伸后的金属丝螺旋卷经由第三导向管30压入压针滚筒,定位细针52勾取金属丝螺旋卷后,主轴旋转一定角度,工作台27同时移动一定距离,两者配合,芯轴上缠绕出一定纹路,重复第六步第七步直到完场毛坯缠绕。
第八步,毛坯缠绕完成后,冷压丝杠旋转73带动动模具50推动芯轴54与定模具40合模冷压,保压一段时间,冷压结束后,控制台发出声音示意一个金属橡胶加工完成,工作人员转动第二连杆44打开定模具端盖42,动模具50移动,将金属橡胶推出,工作人员取下金属橡胶,完成一个金属橡胶的自动成型。
第九步,工作人员回推第二连杆44,动模具40带动芯轴54返回初始位置。
重复第五步~第九步实现金属橡胶连续成型。
本发明实例中,七~九步对应毛坯自动缠绕与成型设备PLC程序图的网络1~11。
本发明实例中,第四、五步为定距拉伸初始化步骤,若没有断丝等情况,可不执行该步骤。
本发明实例中,由于水平导轨上两端安装有行程开关,第三导向管始终对准芯轴,且金属丝螺旋卷始终缠绕在芯轴上。
本发明实例中,定位细针采用一种可变形材料,合模时变形脱出芯轴,脱模芯轴返回时又回到芯轴孔内,到原来位置。
其中,需要停止工作时,按下液晶屏上“暂停”按钮,各部件停止工作,按下“重启”按钮,各部件继续执行停止前工作。
本发明实例中,缠绕毛坯过程中,为保证金属丝螺旋卷缠绕充分紧密,理想速度为0.5~1m/min。
本发明实施例提供了一种金属橡胶自动成型系统,实现从金属丝到金属橡胶毛坯的一种自动化成型方法。
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制。尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
用于金属橡胶成型系统中的缠绕与成型装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0