









专利摘要
一种真空环境下面积扩展制备金属薄膜的装置及方法,装置包括真空炉,炉内设有实验台并固定于机械手装置,台上设加压装置、反射平面镜和聚光凸透镜,台表面设有高熔点金属圈。该方法利用真空环境中无空气的特点,采用高熔点合金丝围成面积可控圆形,金属圈正中放置一个低熔点金属块,聚集太阳光熔成金属液,通过表面张力粘着在金属丝上。因真空环境无热传导和热对流,换热只能通过热辐射,故金属液散热很慢,不易凝固,升温至略高于低熔点金属熔点后,金属溶液因表面张力粘着于合金丝,随金属圈的面积增大金属溶液逐步扩展成薄膜。该方法结合物理变化无介质的热传递过程,材料利用率高,制备过程简单高效、环保节能,成膜表面质量高,性能优异。
权利要求
1.一种真空环境下面积扩展制备金属薄膜的装置,其特征在于,包括真空炉,所述的真空炉内设有实验台,所述的实验台上方设有加压装置,所述的加压装置设有反射平面镜和聚光凸透镜,所述的实验台固定于机械手装置,所述的实验台表面设有高熔点金属圈,所述的高熔点金属圈为可面积扩展金属圈,所述的高熔点金属圈固定于机械手装置;所述的机械手装置包括X轴、Y轴和Z轴,所述的X轴、Y轴和Z轴为可滑动轴。
2.根据权利要求1所述的真空环境下面积扩展制备金属薄膜的装置,其特征在于,所述的实验台为可升降实验台,所述的高熔点金属圈固定于X轴和Y轴。
3.根据权利要求1所述的真空环境下面积扩展制备金属薄膜的装置,其特征在于,所述的机械手装置设有滑道,能够实现XYZ轴滑动,所述的X轴两端旋转连接部件与真空炉底座支架固定连接。
4.根据权利要求1所述的真空环境下面积扩展制备金属薄膜的装置,其特征在于,所述的装置内设有温度测定仪,所述的装置设有透光观察窗和支座。
5.采用权利要求1所述的真空环境下面积扩展制备金属薄膜的装置进行真空环境下面积扩展制备金属薄膜的方法,其特征在于,包括以下步骤:
(1)向实验台上高熔点金属圈内放入金属块,调节聚光凸透镜控温,金属块完全融化后,控制加热温度保持在金属块熔点以上0.5℃-100℃;
(2)推动机械手装置Y轴沿X轴方向移动,以推动高熔点金属圈延伸段,实现高熔点金属圈拉伸,使金属薄膜直径按<10mm/min的速度扩展,高熔点金属圈线拉伸速度<31.4mm/min,并在拉伸过程中,通过Y轴和Z轴方向移动,保证金属液粘着在高熔点金属圈上,通过拉伸高熔点金属圈,扩大高熔点金属圈所围面积,带动金属液实现面积扩展,金属液中心的厚度逐渐减薄至目标尺寸;
(3)完成拉伸后,关闭光源,并移动实验台远离光源,冷却至室温,制得金属薄膜,所述的金属薄膜直径为10mm-100m,厚度为≥50nm。
6.根据权利要求5所述的真空环境下面积扩展制备金属薄膜的方法,其特征在于,所述的步骤(1)中,高熔点金属圈由金属丝交叉连接形成,所述的金属丝交叉连接后,包括有延伸段,所述的延伸段固定于机械手装置X轴和Y轴,具体的,所述的延伸段一端部弯折紧固于机械手装置Y轴,所述的延伸段另一端部紧固于机械手装置X轴,所述的延伸段中部间隙固定于机械手装置X轴,所述的间隙以能够实现高熔点金属圈顺利通过。
7.根据权利要求5所述的真空环境下面积扩展制备金属薄膜的方法,其特征在于,所述的步骤(1)中,高熔点金属圈交叉处设有矩形线圈,以保证在高熔点金属圈拉伸过程中实现完全水平方向拉伸,避免发生纵向错动。
8.根据权利要求5所述的真空环境下面积扩展制备金属薄膜的方法,其特征在于,所述的步骤(1)中,金属块材质为低熔点的铜、铝、锡、铋、镓、镁、锂、镍纯金属,或其组合形成的合金。
9.根据权利要求5所述的真空环境下面积扩展制备金属薄膜的方法,其特征在于,所述的步骤(1)中,高熔点金属圈为镍基高温合金、钴基合金、钨钼、铌或钽材质,所述的高熔点金属圈的熔点高于实验加热温度,所述的高熔点金属圈的金属丝直径范围在0.1~5mm。
10.根据权利要求5所述的真空环境下面积扩展制备金属薄膜的方法,其特征在于,所述的步骤(3)中,通过X轴和Y轴横向运动,实现实验台横向靠近和远离光源,通过Z轴纵向运动实现实验台纵向靠近和远离光源。
说明书
技术领域:
本发明属于金属薄膜制备技术领域,具体涉及一种真空环境下面积扩展制备金属薄膜的装置及方法。
背景技术:
金属薄膜因具有良好的塑性、韧性和强度,高导电性以及对环境和物料的适应性,是继有机薄膜、陶瓷薄膜之后性能最好的薄膜材料之一,在电子元器件、集成光学、电子技术、红外技术、激光技术以及航天技术和光学仪器等各个领域都得到了广泛的应用,尤其在轻质高强的材料薄膜应用领域它们成为了独立的应用技术,而且成为了材料表面改性和提高某些工艺水平的重要手段,这使得金属薄膜的制备得到了国内外研究者的广泛关注。然而,如何高效率的制备出高质量、无缺陷、薄厚均匀、大小可控的金属薄膜成为了研究者们追逐的方向。
目前,制备金属薄膜的方法主要有物理法和化学法(包括电化学法)两大类。物理方法主要包括真空热蒸发法、直流溅射、磁控溅射法、射频溅射、脉冲激光沉积和分子束外延生长法等薄膜的制备方法。化学法主要包括化学气相沉积法(CVD),液相生成法、氧化法、扩散法和电镀法等。这些方法都是通过介质的传递,在另一种物体上沉积成膜,在这个传递的过程中都不能保证无氧化物产生;由于不同的介质会导致薄膜不均匀,所以生成的金属薄膜质量不纯,易产生缺陷;另外,这些制备方法大多过程繁琐、制备效率不高、控制因素多、材料易消耗、易产生有害气体等缺点。
发明内容:
本发明的目的是克服上述现有技术存在的不足,考虑以上问题,在真空中制备金属薄膜具有很强的优势。相较于传统的金属薄膜制备方法,真空中无氧气不会使金属薄膜受到污染,且真空环境使薄膜得到很好的保护,也因此减少了影响薄膜质量的因素。采用的热源为太阳光,结合面积扩展法更加的节能高效,同时减少有害气体的产生。
然而,面积扩展法制备金属薄膜在很大程度上取决于金属溶液的表面张力,当金属溶液与周围固体接触时会形成表面层,表面层里的分子间距离要大于金属液体内的分子间距,表现出较大的吸引力,所以形成了表面张力。表面张力除了与不同金属溶液本身有关,还与温度及压力有关。由于真空中无氧气等杂质,所以在面积扩展方法制备金属薄膜中控制表面张力的最主要因素就是温度。温度升高,分子键引力减弱,表面张力随温度升高而减小。所以只要控制温度略高于金属熔点,缓慢加热,使金属溶液具有较大的表面张力,即可制备出质量高纯的金属薄膜。若在太空微重力的环境下采用此方法则可以减少重力带来的薄膜不均匀,成膜面积小等缺陷,所以此方法为在太空实验站真空、无重力环境下制备大面积均匀高质量的金属薄膜的第一步。
本申请提供一种真空环境下面积扩展制备金属薄膜的装置及方法。该方法利用金属溶液的表面张力所产生的吸附能力,根据表面扩张法制备出高纯度、高质量的金属薄膜。
为实现上述目的,本发明采用以下技术方案:
一种真空环境下面积扩展制备金属薄膜的装置,包括真空炉,所述的真空炉内设有实验台,所述的实验台上方设有加压装置,所述的加压装置设有反射平面镜和聚光凸透镜,所述的实验台固定于机械手装置,所述的实验台表面设有高熔点金属圈,所述的高熔点金属圈为可面积扩展金属圈,所述的高熔点金属圈固定于机械手装置;所述的机械手装置包括X轴、Y轴和Z轴,所述的X轴、Y轴和Z轴为可滑动轴。
所述的实验台为可升降实验台。
所述的高熔点金属圈固定于X轴和Y轴。
所述的机械手装置设有滑道,能够实现XYZ轴滑动,所述的X轴两端旋转连接部件与真空炉底座支架固定连接。
所述的机械手装置Y轴向X轴方向推动,实现高熔点金属圈拉伸。
所述的装置内设有温度测定仪。
所述的温度测定仪为热电偶。
所述的装置设有透光观察窗和支座。
一种真空环境下面积扩展制备金属薄膜的方法,采用上述装置,包括以下步骤:
(1)向实验台上高熔点金属圈内正中间放入金属块,调节聚光凸透镜控温,通过太阳光源实现金属块完全融化后,控制加热温度保持在金属块熔点以上0.5℃~100℃;
(2)推动机械手装置Y轴沿X轴方向移动,以推动高熔点金属圈延伸段,实现金属圈拉伸,使金属薄膜直径按<10mm/min的速度扩展,既金属圈两端拉伸速度<31.4mm/min,并在拉伸过程中,通过Y轴和Z轴方向移动,保证金属液粘着在高熔点金属丝上,通过拉伸高熔点金属丝,扩大金属圈所围面积,带动金属液实现面积扩展,金属熔液中心的厚度逐渐减薄至目标尺寸;
(3)完成拉伸后,关闭光源,并移动实验台远离光源,冷却至室温,制得金属薄膜,所述的金属薄膜直径为10mm~100m,厚度为≥50nm。
所述的步骤(1)中,高熔点金属圈由金属丝交叉连接形成,所述的金属丝交叉连接后,包括有延伸段,所述的延伸段固定于机械手装置X轴和Y轴,具体的,所述的一端延伸段端部弯折紧固于机械手装置Y轴,所述的另一端延伸段端部紧固与机械手装置X轴,所述的延伸段中部间隙固定于机械手装置X轴,所述的间隙以能够实现高熔点金属圈顺利通过。
所述的步骤(1)中,高熔点金属圈交叉处设有矩形线圈,以保证在高熔点金属圈拉伸过程中实现完全水平方向拉伸,避免发生纵向错动。
所述的步骤(1)中,金属块的大小及周围高温合金丝的大小根据所制备的金属薄膜厚度、大小来确定。若有满足所制成的薄膜直径跨度为10mm~100m,厚度在50nm以上,根据所要求的薄膜厚度及直径来计算所需金属块的大小,进而选用大于金属薄膜周长的高温合金丝进行实验。
所述的步骤(1)中,金属块材质为低熔点的铜、铝、锡、铋,镓、镁、铝、锂、镍纯金属,或其组合形成的合金。所述的合金包括铝合金,镓合金,铅锡合金。
所述的步骤(1)中,高熔点金属圈为镍基高温合金、钴基合金、钨钼、铌、钽等材质,所述的金属圈的熔点高于实验加热温度,保证不熔化即可。所述的金属丝直径范围在0.1~5mm,一般选用0.5mm以上为宜,可根据具体实施情况来调节。
所述的步骤(1)中,高熔点金属圈要求尽量平整,如“吹泡泡原理”,金属丝不能带有锐利的尖头,防止薄膜受损、撕裂。
所述的步骤(1)中,测温方式为热电偶测温或红外非接触测温,所述的红外非接触测温的测量范围为-100℃~3000℃。
所述的步骤(1)中,高熔点金属圈内部附有热电偶,所述的热电偶为B型、K型、N型或S型热电偶,测温范围为-100℃~1800℃,以实现聚光凸透镜聚焦到金属块上的温度测定。
所述的步骤(1)中,金属块在真空环境下,利用聚光凸透镜将太阳光聚焦到金属块表面,使其加热升温熔化,金属材料加热过程中主要消耗太阳能。
所述的步骤(1)中,可以采用电阻丝加热替代聚光凸透镜聚焦太阳光加热。
所述的步骤(1)中,控制加热温度保持在金属块熔点以上0.5℃-100℃的温度控制范围计算过程如下:
用聚光凸透镜加热温度T(k)与表面张力即吸附在金属丝上的粘度μ(Pa·s)关系式
式中m(g)为原子质量单位为,K为玻尔兹曼常数1.3806505(24)×10
由公式可知当温度T升高时,导致粘度μ减小,再根据熔体凝固时的收缩率与粘度关系的公式:
式中ΔP(mN/m)为熔池毛细管力,R(mm)为晶粒半径,W(mol/L)为液相浓度,μ(Pa·s)为液体粘度。当温度升高,粘度减小时收缩率增大,不利于金属薄膜的制备。但是可以根据温度与粘度的关系来间接控制粘度大小,从而控制金属薄膜的薄厚及大小。控制温度为熔点以上0.5℃~100℃即可保证表面张力足够吸附在金属丝上。
所述的步骤(2)中,金属圈线拉伸速度与材料特性及所制备的金属薄膜直径相关,韧性越好,拉伸速度极限越大,当制备金属薄膜直径<50mm时,金属圈线拉伸速度<10mm/min,当制备金属薄膜直径≥50mm,由于厚度较小,重力影响较小,拉伸速度极限≥10mm/min。
所述的步骤(3)中,在满足控制加热温度保持在金属块熔点以上0.5℃~100℃,以保证熔体表面张力足以吸附在金属丝基础上,在设备空间足够大的前提下,能够实现厚度为50nm膜的制备。
所述的步骤(3)中,通过X轴和Y轴横向运动,实现实验台横向靠近和远离光源,通过Z轴纵向运动实现实验台纵向靠近和远离光源。
所述的步骤(3)中,光源为太阳光。
所述的制备方法中,金属块熔化后的金属液粘着在周围的高熔点金属圈上(既围边丝材熔点高于原料金属块),扩展金属圈所围面积,通过面积扩展法来制备不同面积、不同厚度的金属薄膜。
本发明的方法利用金属溶液的表面张力所产生的吸附能力,根据表面扩张法制备出高质量的金属或合金薄膜材料,具体是对具有较低熔点的金属块在真空实验室下,聚光凸透镜将太阳光聚焦到金属块表面,使其熔化,控制熔化后的金属液温度保持在特定范围内,产生吸附能力吸附在周围的高熔点金属圈上(既熔点高于金属块的合金),通过调整高熔点金属圈所围面积大小,来制备不同面积不同厚度的金属薄膜。
本发明的有益效果:
1、本发明的真空环境下面积扩展制备金属薄膜的装置及方法,利用真空中失重的条件有利于金属液铺展成金属薄膜、真空中杂质较少、制备过程中无介质传递的特点,可获得高纯度无污染的金属薄膜。
2、本发明利用的热源是取之不尽用之不竭的清洁能源-太阳能,结合物理变化熔化及凝固,在整个金属薄膜的制备过程中不会有有害物质产生,材料的利用率较高,无废料产生的同时,又具有较高的材料利用率,使整个金属薄膜制备环节更加简单、安全、环保、节能、高效。
3、本发明通过调控聚光凸透镜与物体之间的距离,改变聚焦在金属块上的能量,从而控制温度,热电偶会将温度信息进行收集,再根据温度与粘度的关系式反馈到表面张力上,最终由此来控制金属丝的扩展速度,可以根据收集到的温度信息直接反馈到成膜速率、薄厚及大小上。此方法具有方便、简单、可控变量少、精确度高可实现自动化的特点。
附图说明:
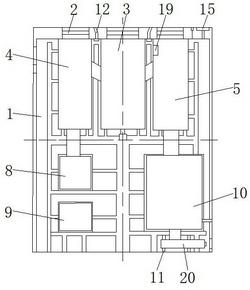
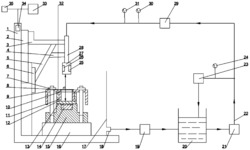
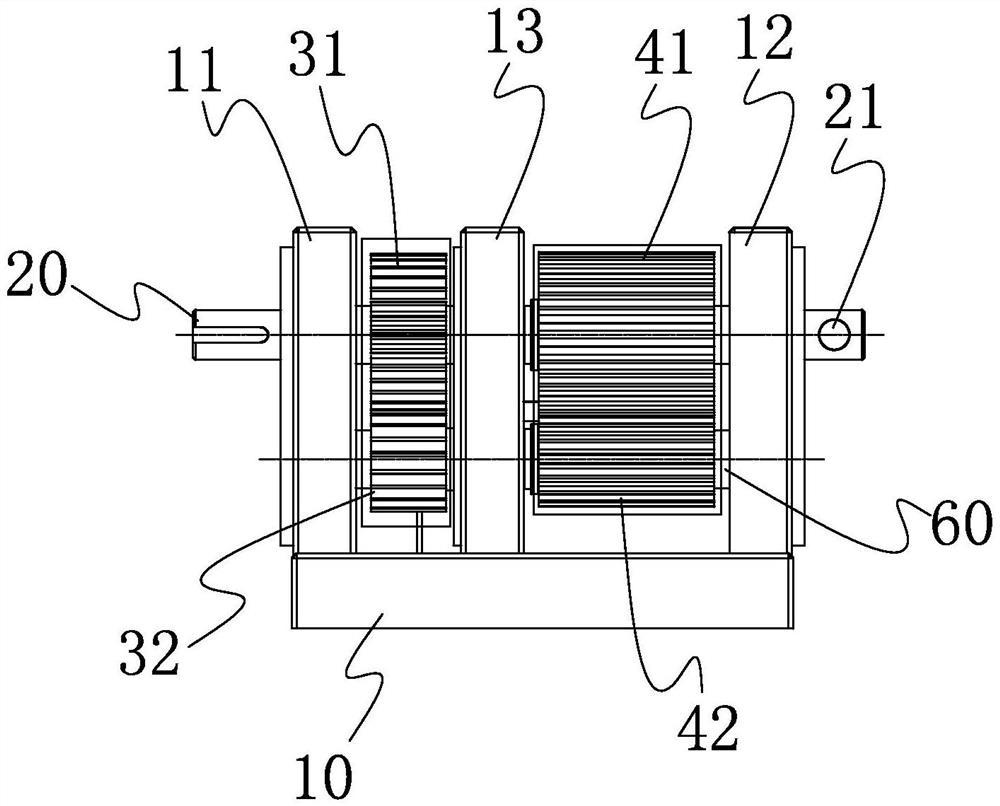
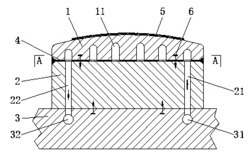
图1为本发明实施例1的真空环境下面积扩展制备金属薄膜的装置结构示意图。
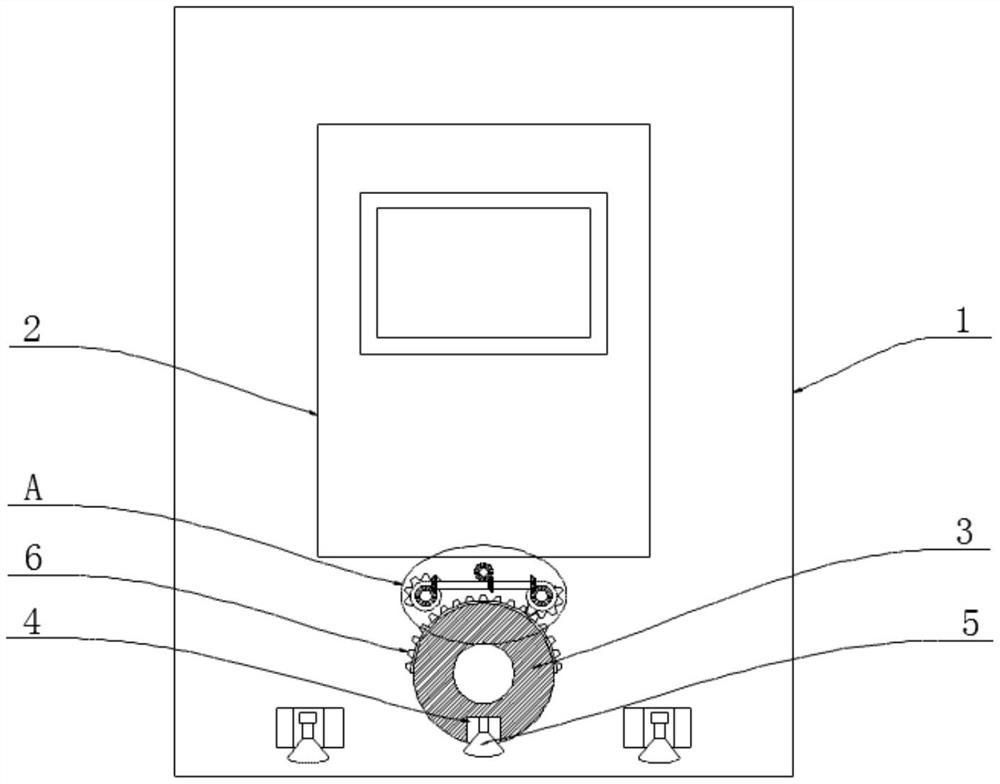
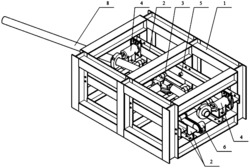
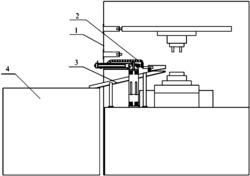
图2为图1中的真空炉机械手装置的局部俯视图;
图3为本发明实施例1的金属块熔化拉伸过程变化详图,a为金属块放置状态示意图,b为熔化拉伸面积变大示意图,c为关闭光源,移动实验台远离光源状态图;其中:
1-加压装置,2-真空炉,3-机械手装置,4-透光观察窗,5-太阳光束,6-矩形线圈,7-金属液,8-套管,9-支座,10-镍铬-镍硅K型热电偶,11-钼丝,12-温度测量仪,13-实验台,14-聚光凸透镜,15-反射平面镜,16-套管支架,17-机械手Y轴,18-机械手X轴,19-旋转连接部件,20-机械手Z轴。
具体实施方式:
下面结合实施例对本发明作进一步的详细说明。
一种真空环境下面积扩展制备金属薄膜的装置,包括真空炉,真空炉内设有可升降实验台,实验台上方设有加压装置,加压装置设有反射平面镜和聚光凸透镜,实验台固定于机械手装置,机械手装置包括可滑动X轴、Y轴和Z轴,机械手装置设有滑道实现XYZ轴滑动,X轴两端旋转连接部件与真空炉底座支架固定连接,实验台表面设有高熔点金属圈,高熔点金属圈为可面积扩展金属圈,高熔点金属圈固定于机械手装置的X轴和Y轴;装置内设有热电偶,用于测温,装置设有透光观察窗和支座。X轴和Y轴横向运动,实现实验台横向靠近和远离光源,Z轴纵向运动实现实验台纵向靠近和远离光源。
一种真空环境下面积扩展制备金属薄膜的方法,采用上述装置,包括以下步骤:
(1)向实验台上高熔点金属圈内放入金属块,调节聚光凸透镜控温,金属块完全融化后,控制加热温度保持在金属块熔点以上0.5℃~100℃;其中:
高熔点金属圈由金属丝交叉连接形成,金属丝交叉连接后,包括有延伸段,延伸段固定于机械手装置X轴和Y轴,具体的,一端延伸段端部弯折紧固于机械手装置Y轴,另一端延伸段端部紧固与机械手装置X轴,延伸段中部间隙固定于机械手装置X轴,间隙以能够实现高熔点金属圈顺利通过;高熔点金属圈交叉处设有矩形线圈,以保证在高熔点金属圈拉伸过程中实现完全水平方向拉伸,避免发生纵向错动;
金属块的大小及周围高温合金丝的大小根据所制备的金属薄膜厚度、大小来确定。若有满足所制成的薄膜直径跨度为10mm~100m,厚度在50nm以上,根据所要求的薄膜厚度及直径来计算所需金属块的大小,进而选用大于金属薄膜周长的高温合金丝进行实验;
金属块材质为低熔点的铜、铝、锡、铋,镓、镁、铝、锂、镍纯金属,或其组合形成的合金。合金包括铝合金,镓合金,铅锡合金;
高熔点金属圈为镍基高温合金、钴基合金、钨钼、铌、钽等材质,金属圈的熔点高于实验加热温度,保证不熔化即可。金属丝直径范围在0.1~5mm,一般选用0.5mm以上为宜,可根据具体实施情况来调节;
高熔点金属圈要求尽量平整,如“吹泡泡原理”,金属丝不能带有锐利的尖头,防止薄膜受损、撕裂;
测温方式为热电偶测温或红外非接触测温,红外非接触测温的测量范围为-100℃~3000℃;
高熔点金属圈内部附有热电偶,热电偶为B型、K型、N型或S型热电偶,测温范围为-100℃~1800℃,以实现聚光凸透镜聚焦到金属块上的温度测定。
金属块在真空环境下,利用聚光凸透镜将太阳光聚焦到金属块表面,使其加热升温熔化,金属材料加热过程中主要消耗太阳能;可以采用电阻丝加热替代聚光凸透镜聚焦太阳光加热。
控制加热温度保持在金属块熔点以上0.5℃~100℃的温度控制范围计算过程如下:
用聚光凸透镜加热温度T(k)与表面张力即吸附在金属丝上的粘度μ(Pa·s)关系式
式中m(g)为原子质量单位为,K为玻尔兹曼常数1.3806505(24)×10
由公式可知当温度T升高时,导致粘度μ减小,再根据熔体凝固时的收缩率与粘度关系的公式:
式中ΔP(mN/m)为熔池毛细管力,R(mm)为晶粒半径,W(mol/L)为液相浓度,μ(Pa·s)为液体粘度。当温度升高,粘度减小时收缩率增大,不利于金属薄膜的制备。但是可以根据温度与粘度的关系来间接控制粘度大小,从而控制金属薄膜的薄厚及大小。控制温度为熔点以上0.5℃~100℃即可保证表面张力足够吸附在金属丝上。
(2)推动机械手装置Y轴沿X轴方向移动,以推动高熔点金属圈延伸段,实现金属圈拉伸,使金属薄膜直径按<10mm/min的速度扩展,既金属圈线拉伸速度<31.4mm/min,并在拉伸过程中,通过Y轴和Z轴方向移动,保证金属液粘着在高熔点金属丝上,通过拉伸高熔点金属丝,扩大金属圈所围面积,带动金属液实现面积扩展,金属熔液中心的厚度逐渐减薄至目标尺寸;具体的,金属圈线拉伸速度与材料特性及所制备的金属薄膜直径相关,韧性越好,拉伸速度极限越大,当制备金属薄膜直径<50mm时,金属圈线拉伸速度<10mm/min,当制备金属薄膜直径≥50mm,由于厚度较小,重力影响较小,拉伸速度极限≥10mm/min;
(3)完成拉伸后,关闭光源,并移动实验台远离光源,冷却至室温,制得金属薄膜,金属薄膜直径为10mm-100m,厚度为≥50nm。
以下实施例中采用的真空炉为JSCJ-I型真空炉;真空度调节至10
热电偶为镍铬-镍硅K型热电偶,直径为0.3mm,测量范围是0~1000℃;
实施例1
一种真空环境下面积扩展制备金属薄膜的装置,其结构示意图如图1所示,包括真空炉2,真空炉2内设有可升降的实验台13,实验台13上方设有加压装置1,加压装置1设有反射平面镜15和聚光凸透镜14,实验台13固定于机械手装置3,机械手装置局部俯视图如图2所示,实验台13表面设有钼丝圈,钼丝圈固定于X轴18和Y轴17,钼丝圈为可面积扩展金属圈,钼丝圈固定于机械手装置3;机械手装置3包括X轴18、Y轴17和Z轴20,机械手装置3设有滑道,能够实现XYZ轴20滑动,X轴18两端旋转连接部件19与真空炉2底座支架固定连接,机械手装置3Y轴17向X轴18方向推动,实现钼丝圈拉伸,X轴18和Y轴17横向运动,实现实验台13横向靠近和远离光源,Z轴20纵向运动实现实验台13纵向靠近和远离光源,装置内设有镍铬-镍硅K型热电偶10,热电偶连接温度测量仪12,装置设有透光观察窗4和支座9。
采用上述装置,进行真空环境下面积扩展制备金属薄膜制备:使用图1的带有机械手装置3和透光观察窗4及支座9的JSCJ-I型真空炉2为实验装置,模拟真空环境,熔炼炉的真空度为10
在炉子的中心可升降的实验台13上放入5×5×5mm
采用同种钼丝做成矩形线圈6扎在钼丝交叉处使得钼丝11可以进行拉伸却不会上下错开破坏薄膜。钼丝11的两端连接热电偶10接到温度测量仪12上,测量实验过程中的温度。
在竖直方向上有一个加压装置1及套管支架16,用于固定与水平方向射进的光线5呈45°角的反射平面镜15及聚光凸透镜14。当平行的太阳光束5通过透光观察窗4照射到反射平面镜15上时,垂直向下反射到下面的聚光凸透镜14上,并汇聚到试验台上的铝合金块上,使其熔化成金属液7覆盖了钼丝11所围成的金属圈面积。
通过机械装置如图2、机械手Z轴20来调节实验台13与聚光凸透镜14之间的距离,从而调整过热度,使金属液7的温度大于铝合金熔点(580℃)3℃~5℃,既钼丝连接的热电偶10通过温度测量仪12显示的温度为583℃~585℃,这时铝合金金属液具有足够的表面张力粘着在钼丝11上、由温度与粘度的关系,当温度控制在铝合金熔点以上2℃~5℃,这时的粘度足够大能黏着在钼丝11上,通过面积扩展法,伸缩钼丝11扩大钼丝所围面积带着金属液7进行面积扩展,向薄膜发展,如同吹泡泡时附着在上面的水膜。
拉伸钼丝的装置如图2所示,带有滑道的机械手装置,当向水平方向移动机械手Y轴17时,可以拉伸钼丝11。通过机械调节拉伸速度为1.57mm/s,即扩展面积的直径速度为0.5mm/s,这个过程中,一直是通过金属薄膜成型过程测温仪上显示的温度范围,来调整聚光凸透镜与实验台的距离,既图2、机械手Z轴20升降实验台13。依据粘度与温度公式及收缩率与粘度计算公式,结合6061铝合金良好的延展性,本实例中,金属块熔化拉伸过程变化详图如图3所示,金属块放置状态示意图如a所示,加热温度T(k)范围为583℃~585℃(6061铝合金熔点为580℃)3℃~5℃,使其熔化。随着面积的扩大,金属熔液中心的厚度越来越小,熔化拉伸面积变大示意图如b所示,经过47s将金属液拉成直径为28mm、平均厚度0.2mm(误差5%)、呈悬链面的银白色6061铝合金薄膜,关闭光源,移动实验台远离光源状态图如c所示,该膜力学性能数据入下表1所示,可应用于散热器等电子元件。
表1
实施例2
本实施例的真空环境下面积扩展制备金属薄膜的装置结构同实施例1。
金属薄膜制备过程同实施例1,区别在于,将6061铝合金块换成纯镓金属,钼丝换成GH4169高温合金丝,来进行镓薄膜的制备实验。
实验环境与实施例1相同,在炉子的中心放入5×5×5mm的正方体重量为0.74g的铅锡合金,通过机械手调节聚光凸透镜的位置。依据粘度与温度公式及收缩率与粘度计算公式,结合镓金属低于0℃的凝固点,本实例中,加热温度T(k)范围为30℃~32℃(金属镓熔点为29.8℃)使其熔化成银白色的金属液,黏着在周围的GH4169高温合金丝上,通过机械手自动调节拉伸速度为1.57mm/s(也可以通过自动化来改变拉伸速度,本实验采用与实施例1相同的拉伸速度),经过20s将金属液直径拉成直径为15mm薄膜。因镓金属凝固后其体积约增大3.2%,所以最后生成的镓薄膜平均厚度为0.2mm,误差5%、呈悬链面的淡蓝色镓合金薄膜。采用本实施例制备的镓金属薄膜,可用于制作半导体及热交换介质,硬度可达2.5HV。
实施例3
本实施例的真空环境下面积扩展制备金属薄膜的装置结构同实施例1。
金属薄膜制备过程环境同实施例1,区别在于,将6061铝合金块换成含锡60%、含铅40%的铅锡合金,钼丝换成GH4169高温合金丝(在650℃具有良好的综合性能),来进行铅锡合金薄膜的制备实验。
实验环境与实施例1相同,在炉子的中心放入5×5×5mm的正方体重量为0.55g的铅锡合金,通过机械手调节聚光凸透镜的位置,依据粘度与温度公式及收缩率与粘度计算公式,结合铅锡合金良好的韧性,本实例中,加热温度T(k)范围为190℃~203℃(铅锡合金熔点183℃)使其熔化,黏着在周围的GH4169高温合金丝上,通过机械手装置Y轴17自动调节拉伸速度为1.57mm/s(也可以通过自动化来改变拉伸速度,本实验采用与实施例1相同的拉伸速度),经过46s,将金属液拉成直径为28mm、平均厚度0.1mm误差5%、呈悬链面的浅灰色铅锡合金薄膜。采用本实施例制备的铅锡合金薄膜,可用主要用于电热元器件,测得热流密度达95%。
实施例4
本实施例的真空环境下面积扩展制备金属薄膜的装置结构同实施例1。
金属薄膜制备过程环境同实施例1,区别在于,将6061铝合金块换成铜,及钼丝,用B型热电偶代替K型热电偶来进行铜薄膜的制备实验。
实验环境与实施例1相同,在炉子的中心放入10×10×10mm的正方体重量为8.96g的铜合金,通过机械手调节聚光凸透镜的位置。依据粘度与温度公式及收缩率与粘度计算公式,结合铜金属很好的延展性,本实例中,加热温度T(k)范围为1085℃~1100℃(铜熔点1083.4℃),使其熔化,保证金属液黏着在周围的钼丝上,通过机械手自动调节拉伸速度为30mm/s(也可以适当的减慢拉伸速度,以实验过程中成膜质量为准,小于等于30mm/s),经过10s将金属液拉成直径为100mm、平均厚度0.05mm误差5%、呈悬链面的紫红色金属薄膜。采用本实施例制备的铜薄膜,其力学性能数据入下表2所示,也可应用于电子元件、工业机器和设备、医学等领域。
表2
实施例5
本实施例的真空环境下面积扩展制备金属薄膜的装置结构同实施例1。
金属薄膜制备过程环境同实施例1,区别在于,将6061铝合金块换成纯镍金属,及钼丝来进行纯镍金属薄膜的制备实验,用B型热电偶代替K型热电偶,测量范围是0℃~1800℃。
实验环境与实施例1相同,在炉子的中心放入6×6×6mm的正方体重量为1.92g的镍金属块,通过机械手调节聚光凸透镜的位置。依据粘度与温度公式及收缩率与粘度计算公式,结合镍金属很好的延展性,本实例中,加热温度T(k)范围为1460℃~1553℃(镍金属熔点1453℃),使金属镍熔化,黏着在周围的钼丝上,通过机械手自动调节拉伸速度为10mm/s(也可以通过自动化来改变拉伸速度),经过47s将金属液拉成直径为50mm、平均厚度0.1mm误差5%、呈悬链面的银白色纯镍金属薄膜。采用本实施例制备的纯镍金属薄膜,其力学性能数据入下表3所示,广泛应用于抗腐蚀工业领域中。
表3
对比例1
与实施例1不同之处在于,本实施例采用有滑道的六根连有热电偶的高温合金杆带动金属扩展面积制备金属薄膜。具体方案如下:
使用与实施例1相同材料的高温合金杆,利用六条带有滑道的高温合金杆围成正六边形,将金属块放到中间,通过聚光凸透镜将金属块熔化后,将高温合金丝杆垂直于杆面向外扩展。原理与实施例1相同,但是六边形的棱角使得表面张力的极限降低,也是因为六个棱角的存在对热电偶反馈的表面张力信号产生干扰,从而反馈到高温合金杆上的机械运动信号延迟,多次产生撕裂的结果。最终选用拉伸速度为1.05mm/s,经过60s获得6061铝合金薄膜,尖角处有开裂,金属薄膜不够完整,并且有裂纹扩展,性能指标较低。此对比案例可以得出棱角越少的边界对金属液的面积扩展越有利,且获得的金属薄膜质量与成功率越高。
对比例2
与实施例1不同之处在于,本实施例采用电阻法加热的热源即加上两个电极来控制温度。
具体方案如下:
使用与实施例1相同材料和形状的高温合金丝,将金属块放到中间,只是热源换成了滑动变阻器为3000欧姆电压为7V的两个电极板,将滑动变阻器调到1100欧姆后,给比热容为896℃/(kg·k)的6061金属块加热。熔化后成金属液紧紧地吸附在合金丝上时,水平伸缩高温合金丝的两端,由于液面张力地存在使得金属液的面积扩展,经过47s关闭电源,待冷却后获得具有高纯度的金属薄膜。类似于实施例1,由此可见,本申请的太阳能光源完全能够实现电阻丝加热法能够实现的热源供应,同时充分利用太阳能地清洁能源,避免资源浪费。
对比例3
与实施例1不同之处在于,本实施例在空气环境下制备金属薄膜。具体方案如下:
将实验元件移动到空气中,取可伸缩支架代替真空炉中机械手,调节聚光凸透镜位置,从而控制聚焦到金属块上的温度显示为600℃,使铝合金熔化,黏着在周围的钼丝上将钼丝交叉位置的环固定住,原理与实施例1相同,将钼丝的两端用两个可调速的玩具汽车以速度10mm/s进行拉伸,经过10s,将金属液拉成直径为28mm、平均厚度0.2mm误差5%、呈悬链面的6061铝合金薄膜。不同于实施例1,所制备的金属薄膜内部有氧化物产生,金属薄膜质量差,且因为空气的存在,杂质较多,膜颜色不均,性能指标完全达不到本申请技术方案技术效果,控制因素较多没有实施例1简单高效,且因为复杂的环境,不容易总结规律。
对比例4
与实施例1不同之处在于,本实施例制备金属薄膜的环境不是真空环境,而是氩气环境。
具体方案如下:
将JSCJ-I型真空炉中冲入氩气,使用与实施例1相同材料和形状的高温合金丝,将金属块放到中间,通过聚光凸透镜将金属块熔化后,金属液紧紧地吸附在合金丝上时,水平伸缩高温合金丝的两端,在表面张力的作用下经过40s将金属液拉成直径为28mm、平均厚度0.2mm误差5%、呈悬链面的6061铝合金薄膜。经测试,制备金属薄膜依然存在少量的氧化物,表面质量不如实施例1好,因制备时产生缺陷,制备出的金属薄膜颜色不均,性能指标完全达不到实施例1技术效果。
一种真空环境下面积扩展制备金属薄膜的装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0