










专利摘要
本发明涉及一种高温气冷堆低压控制型电气贯穿件及其制备方法,属于核反应堆技术领域。所述高温气冷堆低压控制型电气贯穿件,由不锈钢金属法兰盘、可伐套管、外瓷管、下可伐帽、内瓷管、上可伐帽和可伐导针组成。具体制备方法如下:首先将外瓷管、内瓷管在封接部位进行钼锰金属化,再将金属化后的外瓷管、内瓷管与下可伐帽、上可伐帽、可伐套管、可伐导针和不锈钢金属法兰盘进行组装;将组装好的组件放置于石墨夹具中,在一定温度和真空条件下进行真空钎焊,制得高温气冷堆低压控制型电气贯穿件。
权利要求
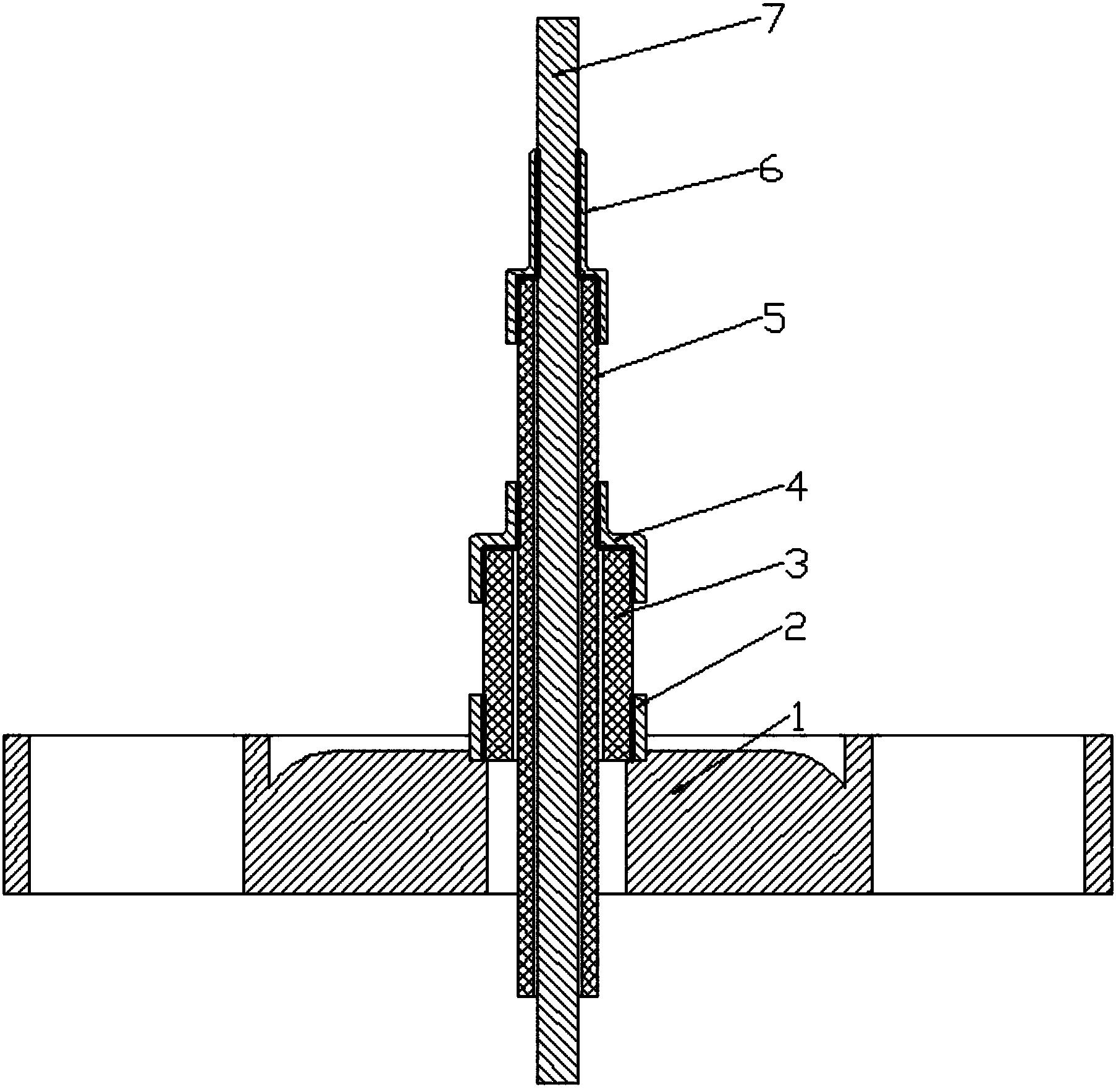
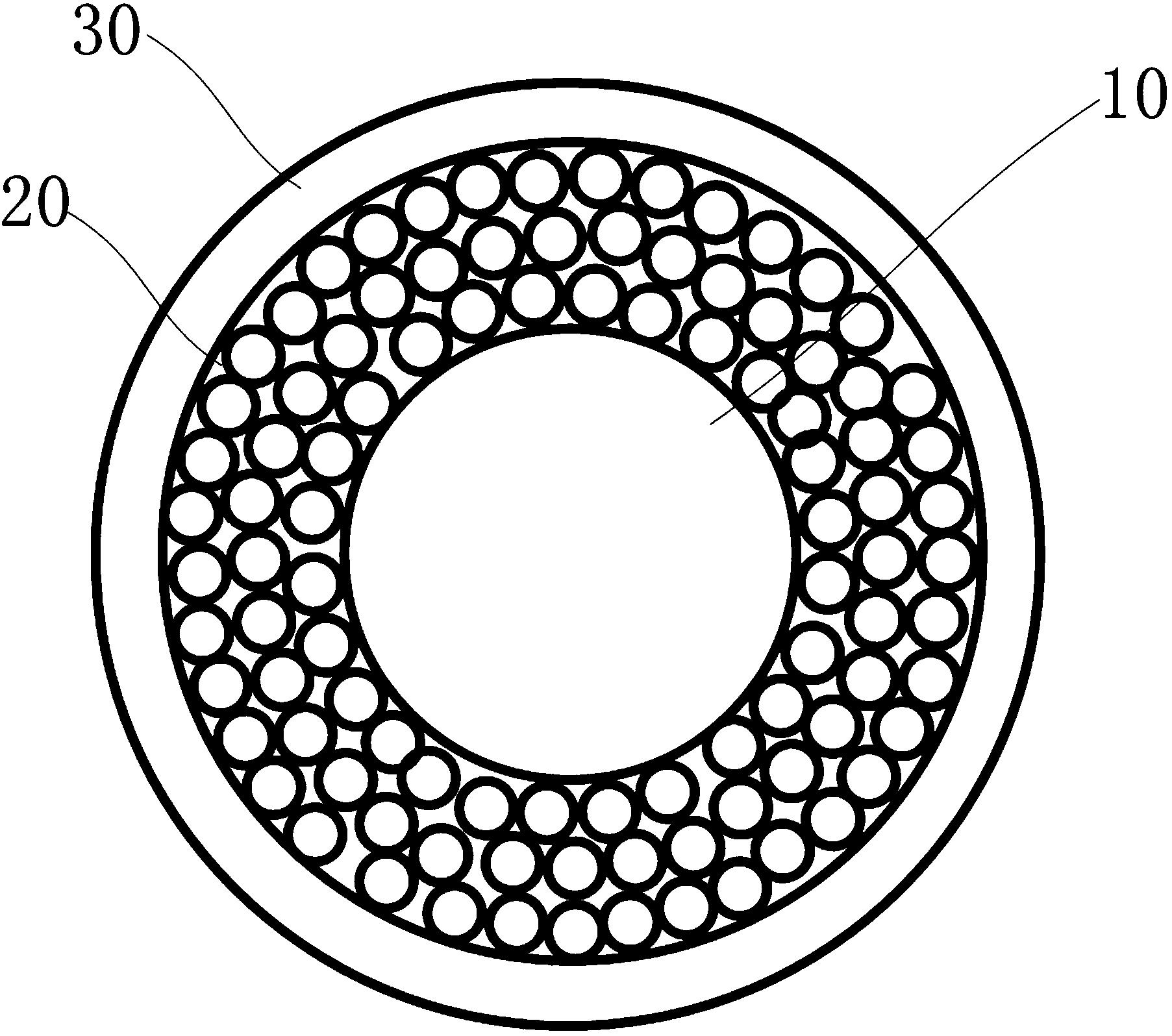
1.一种高温气冷堆低压控制型电气贯穿件,其特征在于,由不锈钢金属法兰盘(1)、可伐套管(2)、外瓷管(3)、下可伐帽(4)、内瓷管(5)、上可伐帽(6)和可伐导针(7)组成;由内到外依次为可伐导针(7)、内瓷管(5)、外瓷管(3)、可伐套管(2)、不锈钢金属法兰盘(1);上可伐帽(6)的上部与可伐导针(7)相连接,下部与内瓷管(5)相连接;下可伐帽(4)的上部与内瓷管(5)相连接,下部与外瓷管(3)相连接;不锈钢金属法兰盘(1)、下可伐帽(4)、可伐导针(7)是三个电极,其中,下可伐帽(4)在使用过程中接地。
2.根据权利要求1所述的高温气冷堆低压控制型电气贯穿件,其特征在于,所述外瓷管(3)、内瓷管(5)由95%氧化铝制成,所述可伐套管(2)、下可伐帽(4)、上可伐帽(6)、可伐导针(7)由4J33可伐合金制成。
3.权利要求1-2任一项所述的高温气冷堆低压控制型电气贯穿件的制备方法,其特征在于,首先将外瓷管(3)、内瓷管(5)在封接部位进行钼锰金属化,再将金属化后的外瓷管(3)、内瓷管(5)与下可伐帽(4)、上可伐帽(6)、可伐套管(2)、可伐导针(7)、不锈钢金属法兰盘(1)进行组装;将组装好的组件放置于石墨夹具中,在一定温度和真空条件下进行真空钎焊,制得高温气冷堆低压控制型电气贯穿件。
4.根据权利要求3所述的制备方法,其特征在于,包括以下具体步骤:
(1)将不锈钢金属法兰盘(1)、可伐套管(2)、外瓷管(3)、下可伐帽(4)、内瓷管(5)、上可伐帽(6)和可伐导针(7)置于清洗液中,70~80℃的温度下超声波清洗10~15分钟;再用去离子水清洗3~5次,然后用无水乙醇清洗,最后放入烘箱中烘干;
(2)将金属钼粉、锰粉和有机活化剂混合制成的钼锰膏涂于外瓷管(3)、内瓷管(5)这两个部件上将要与下可伐帽(4)、上可伐帽(6)、可伐导针(7)、可伐套管(2)这四个部件进行封接的部位;将涂覆后的外瓷管(3)、内瓷管(5)置于氢气炉中,以每分钟10℃的升温速率升温至1400~1600℃,并保温20~30分钟进行金属化;最后将可伐套管(2)、下可伐帽(4)、上可伐帽(6)、可伐导针(7)、金属化后的外瓷管(3)、金属化后的内瓷管(5)均电镀上厚度为0.5~2.5微米的镍层;
(3)将已清洁的银铜焊丝置于外瓷管(3)、内瓷管(5)、不锈钢金属法兰盘(1)这三个部件上将要与下可伐帽(4)、上可伐帽(6)、可伐导针(7)、可伐套管(2)这四个部件进行连接的部位,并将这七个部件按照顺序组装好,经固定后放置于石墨夹具中,在真空炉中进行钎焊,制得高温气冷堆低压控制型电气贯穿件。
5.根据权利要求4所述的制备方法,其特征在于,步骤(2)所述的钼锰膏中,钼粉与有机活化剂的质量比为(1.5~2.6):1,锰粉与有机活化剂的质量比为(0.1~0.5):1。
6.根据权利要求4所述的制备方法,其特征在于,步骤(3)中,钎焊温度为770~830℃,真空度为10-4Pa,钎焊时间为2~6分钟。
说明书
技术领域
本发明涉及一种高温气冷堆低压控制型电气贯穿件及其制备方法,属于核反应堆技术领域。
背景技术
高温气冷堆用氦气作冷却剂,石墨作慢化材料,采用包覆颗粒燃料以及全陶瓷的堆芯结构材料。高温气冷堆一回路压力边界由反应堆压力容器、蒸汽发生器承压壳和热气导管承压壳组成,在一回路中使用电气贯穿件是防止反应堆的放射性气体向环境泄漏而采取的必要而有效的办法之一。
由于高温气冷堆一回路中密封介质为高温、高压的纯氦气,同时高温气冷堆设计中将动密封问题转化为静密封问题,因此高温气冷堆对于一回路中电气贯穿件的要求很高,制造技术难度也很大。电气贯穿件作为高温气冷堆的核心设备,对于确保高温气冷堆一回路压力边界的完整性至关重要,是高温气冷堆安全防护最重要的屏障。
高温气冷堆一回路电气贯穿件与压水堆核电站安全壳上电气贯穿件的使用要求有明显区别。压水堆安全壳内空气通常是室温大气压,设计压力相对较小。而高温气冷堆一回路内氦气工作压力达到几个兆帕,并且高温气冷堆电气贯穿件的工作温度也远比压水堆高。目前应用于压水堆上的电气贯穿件均采用有机物作为密封材料,这种有机物密封材料不能满足高温气冷堆的使用要求。
2011年3月日本福岛发生核泄漏事故后,日本东京电力公司对福岛核泄露事件的分析证实,过高温度和压力摧毁了福岛核电站中用有机物密封的电气贯穿件,东京电力公司怀疑由此引起爆炸性氢气的泄露。因此,为了满足高温气冷堆电气贯穿件的更高耐温和耐压能力的要求,需要开发采用无机材料作为密封材料的电气贯穿件。
陶瓷具有很好的绝缘性和耐高温性能,是作为电气贯穿件密封材料的绝佳选择。陶瓷与金属筒体和金属导体之间通过高温烧结实现固定,并且使用金属法兰与陶瓷组件进行整体式接头焊接,就可以达到很好的绝缘和密封效果。中国专利文献公开了一种金属陶瓷烧结的高温高压电气贯穿件(申请号CN201310282770.5),但是对于高温气冷堆低压控制型电气贯穿件不适用。本发明主要针对高温气冷堆中低电压弱信号的低压控制型电气贯穿件。
作为传输控制信号的低压贯穿件,绝缘性能要求苛刻。常用的贯穿件仅通过一层有机绝缘材料将导针和基体隔开,在空气湿度大、绝缘材料蒙尘等情况下,会造成绝缘材料表面形成漏导电流、甚至出现爬电现象。这些都会对反应堆内外的控制传输信号造成干扰,容易导致安全隐患。本发明采用独特的双层陶瓷绝缘材料、三电极设计,可以减少漏导电流,保证通讯信号不受干扰。
发明内容
本发明的目的在于提供一种高温气冷堆低压控制型电气贯穿件及其制备方法,具体技术方案如下:
一种高温气冷堆低压控制型电气贯穿件,由不锈钢金属法兰盘1、可伐套管2、外瓷管3、下可伐帽4、内瓷管5、上可伐帽6和可伐导针7组成;由内到外依次为可伐导针7、内瓷管5、外瓷管3、可伐套管2、不锈钢金属法兰盘1;上可伐帽6为上部与可伐导针7相连接、下部与内瓷管5相连接;下可伐帽4为上部与内瓷管5相连接,下部与外瓷管3相连接;不锈钢金属法兰盘1、下可伐帽4、可伐导针7是三个电极,其中,下可伐帽4在使用过程中接地。
所述外瓷管3、内瓷管5由95%氧化铝制成,所述可伐套管2、下可伐帽4、上可伐帽6、可伐导针7由4J33可伐合金制成。
如上所述的高温气冷堆低压控制型电气贯穿件的制备方法,首先将外瓷管3、内瓷管5在封接部位进行钼锰金属化,再将金属化后的外瓷管3、内瓷管5与下可伐帽4、上可伐帽6、可伐套管2、可伐导针7、不锈钢金属法兰盘1进行组装;将组装好的组件放置于石墨夹具中,在一定温度和真空条件下进行真空钎焊,制得高温气冷堆低压控制型电气贯穿件。
包括以下具体步骤:
(1)将不锈钢金属法兰盘1、可伐套管2、外瓷管3、下可伐帽4、内瓷管5、上可伐帽6和可伐导针7置于清洗液中,70~80℃的温度下超声波清洗10~15分钟;再用去离子水清洗3~5次,然后用无水乙醇清洗,最后放入烘箱中烘干;
(2)将金属钼粉、锰粉和有机活化剂混合制成的钼锰膏涂于外瓷管3、内瓷管5这两个部件上将要与下可伐帽4、上可伐帽6、可伐导针7、可伐套管2这四个部件进行连接的部位;将涂覆后的外瓷管3、内瓷管5置于氢气炉中,以每分钟10℃的升温速率升温至1400~1600℃,并保温20~30分钟进行金属化;最后将不锈钢金属法兰盘1、可伐套管2、下可伐帽4、上可伐帽6、可伐导针7、金属化后的外瓷管3、金属化后的内瓷管5均电镀上厚度为0.5~2.5微米的镍层;
(3)将已清洁的银铜焊丝置于外瓷管3、内瓷管5、不锈钢金属法兰盘1这三个部件上将要与下可伐帽4、上可伐帽6、可伐导针7、可伐套管2这四个部件进行连接的部位,并将这七个部件按照顺序组装好,经固定后放置于石墨夹具中,在真空炉中进行钎焊,制得高温气冷堆低压控制型电气贯穿件。
进一步地,步骤(2)所述的钼锰膏中,钼粉与有机活化剂的质量比为(1.5~2.6):1,锰粉与有机活化剂的质量比为(0.1~0.5):1。
进一步地,步骤(3)中,钎焊温度为770~830℃,真空度为10-4Pa,钎焊时间为2~6分钟。
本发明具有以下有益效果:采用外瓷管、内瓷管这种两层绝缘陶瓷管以及三电极的结构设计,有效提高了绝缘电阻、降低了漏导电流,有利于弱信号的精确采集;另外,相比环氧树脂有机物灌封的贯穿件,采用这种结构的低压控制型电气贯穿件绝缘电阻提高了200%以上,耐气压性提高了100%,耐高温性、耐辐照等特性也都得到了明显改善。
本发明方法所制备的电气贯穿件,其耐高温、耐气压特性得到了明显改善,从而弥补了目前采用有机物密封材料制备电气贯穿件所存在的寿命短、绝缘性能差的问题。
附图说明
图1是本发明所述的高温气冷堆低压控制型电气贯穿件的结构示意图;
各编号的具体含义为:1-不锈钢金属法兰盘,2-可伐套管,3-外瓷管,4-下可伐帽,5-内瓷管,6-上可伐帽,7-可伐导针。
图2是内瓷管与可伐合金之间的封接断面扫描电镜图以及元素扩散情况。
具体实施方式
本发明中一种高温气冷堆低压控制型电气贯穿件及其制备方法,可以通过下列非限定性实施例得到更加清楚的描述。
实施例1
(1)将不锈钢金属法兰盘、可伐套管、外瓷管、下可伐帽、内瓷管、上可伐帽和可伐导针置于清洗液中,在70~80℃的温度下超声波清洗10分钟;再用去离子水清洗3~5次,然后用无水乙醇清洗,最后放入烘箱中烘干;
(2)将金属钼粉、锰粉和有机活化剂按照一定的质量比(钼粉:有机活化剂=2.0:1;锰粉:活化剂=0.4:1)配制成膏状,涂于外瓷管、内瓷管这两个组件上将要与下可伐帽、上可伐帽、可伐导针、可伐套管这四个部件进行连接的部位;将涂覆后的外瓷管、内瓷管置于氢气炉中,以每分钟10℃的速率升温至500℃,保温5分钟,再以每分钟10℃的速率升温至1550℃,并保温20分钟进行金属化;最后将不锈钢金属法兰盘、可伐套管、下可伐帽、上可伐帽、可伐导针、金属化后的外瓷管、金属化后的内瓷管均电镀上厚度为0.5~2.5微米的镍层;
(3)将已清洁的银铜焊丝置于外瓷管、内瓷管、不锈钢金属法兰盘这三个部件上将要与下可伐帽、上可伐帽、可伐导针、可伐套管这四个部件进行连接的部位,并将这七个部件按照顺序组装好,经固定后放置于石墨夹具中,在真空炉中进行钎焊,温度为790℃,真空度为10-4Pa,钎焊时间为4分钟,制得高温气冷堆低压控制型电气贯穿件。所制备的高温气冷堆低压控制型电气贯穿件的测试结果如表1所示。
表1 790℃钎焊温度下制备的样件性能测试结果
图2是内瓷管与可伐合金之间的封接断面扫描电镜图以及元素扩散情况,由图可知,封接后陶瓷表面金属化层与焊料形成均匀良好结合。
实施例2
(1)将不锈钢金属法兰盘、可伐套管、外瓷管、下可伐帽、内瓷管、上可伐帽和可伐导针置于清洗液中,70~80℃的温度下超声波清洗10分钟;再用去离子水清洗3~5次,然后用无水乙醇清洗,最后放入烘箱中烘干;
(2)将金属钼粉、锰粉和有机活化剂按照一定的质量比(钼粉:有机活化剂=2.0:1;锰粉:活化剂=0.4:1)配制成膏状,涂于外瓷管、内瓷管这两个组件上将要与下可伐帽、上可伐帽、可伐导针、可伐套管这四个部件进行连接的部位;将涂覆后的外瓷管、内瓷管置于氢气炉中,以每分钟10℃的速率升温至500℃,保温5分钟,再以每分钟10℃的速率升温至1400℃,并保温20分钟进行金属化;最后不锈钢金属法兰盘、可伐套管、下可伐帽、上可伐帽、可伐导针、金属化后的外瓷管、金属化后的内瓷管均电镀上厚度为0.5~2.5微米的镍层;
(3)将已清洁的银铜焊丝置于外瓷管、内瓷管、不锈钢金属法兰盘这三个部件上将要与下可伐帽、上可伐帽、可伐导针、可伐套管这四个部件进行连接的部位,并将这七个部件按照顺序组装好,经固定后放置于石墨夹具中,在真空炉中进行钎焊,温度为820℃,真空度为10-4Pa,钎焊时间为4分钟,制得高温气冷堆低压控制型电气贯穿件。所制备的高温气冷堆低压控制型电气贯穿件的测试结果如表2所示。
表2 820℃钎焊温度下制备的样件性能测试结果
表3 市购环氧树脂灌封样件性能测试结果
表3为市购环氧树脂灌封样件的性能测试结果。将表1、表2的结果与表3对比,可以看出,本发明的低压控制型电气贯穿件绝缘电阻提高了100%~200%,耐气压性提高了约100%。
一种高温气冷堆低压控制型电气贯穿件及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0