

IPC分类号 : B23K26/362,B23P15/00,B25J17/00,C22C19/03,C22C32/00,C22F3/00,C23C14/06,C23C14/22,C23C14/58,C23C24/10,F16C11/06









专利摘要
本实用新型提供了一种微织构自润滑具有陶瓷涂层的球关节,包括:球关节基体和复合陶瓷涂层,所述球关节基体包括:球座和球头销,球头销位于球座内,球头销与球座相配合,球头销表面上覆有复合陶瓷涂层,且复合陶瓷涂层表面上设置有微织构单元,所述微织构单元为向球头销凹陷的凹坑状结构,且纵截面为非对称图形,多个微织构单元在复合陶瓷涂层表面上排列形成微织构结构,该球关节耐磨、减摩性较好,可以实现自润滑,且工作表面硬度较高,涂层与球关节基体结合坚固。
权利要求
1.一种微织构自润滑具有陶瓷涂层的球关节,其特征在于,包括球关节基体和复合陶瓷涂层,所述球关节基体包括:球座和球头销,球头销位于球座内,球头销与球座相配合,球头销表面上覆有复合陶瓷涂层,且复合陶瓷涂层表面上设置有微织构单元,所述微织构单元为向球头销凹陷的凹坑状结构,且纵截面为非对称图形,多个微织构单元在复合陶瓷涂层表面上排列形成微织构结构。
2.根据权利要求1所述的微织构自润滑具有陶瓷涂层的球关节,其特征在于,所述微织构单元的纵截面为非对称三角倒锥形。
3.根据权利要求2所述的微织构自润滑具有陶瓷涂层的球关节,其特征在于,所述微织构单元在复合陶瓷涂层表面规则排列。
4.根据权利要求3所述的微织构自润滑具有陶瓷涂层的球关节,其特征在于,所述微织构单元在复合陶瓷涂层表面等距均匀排布。
5.根据权利要求4所述的微织构自润滑具有陶瓷涂层的球关节,其特征在于,所述球关节基体采用GCr15轴承钢材料或硬质合金材料。
6.根据权利要求5所述的微织构自润滑具有陶瓷涂层的球关节,其特征在于,所述复合陶瓷涂层为二氧化锆-镍复合陶瓷涂层或氧化铝-镍复合陶瓷涂层。
说明书
技术领域
本实用新型涉及球关节制备技术领域,特别涉及一种微织构自润滑具有陶瓷涂层的球关节。
背景技术
球关节作为可以实现万向调节的重要动连接部件,广泛应用于机器人手臂、汽车转向拉杆、工程机械等场景。球关节接触表面的摩擦磨损一直是其失效的重要因素,提高耐磨能力、增大可承受载荷、延长使用寿命等问题一直是加工制造业的重大难题。耐磨陶瓷材料由于具有较高的耐磨性和优良的高温力学性能和化学稳定性等,同时陶瓷-金属复合材料有利于改善涂层与基体的结合程度,例如Al2O3-Ni、ZrO2-Ni等,因此广泛应用于摩擦磨损严重的工作场景,微织构已经被证明,可以通过对零件接触表面进行表面织构优化设计,可以改善润滑状态,但是大多数研究中的简单对称截面微织构减摩效果有限,随着球关节工作场景的复杂化发展,简单的润滑方式已经不能满足工况要求。
实用新型内容
本实用新型旨在至少解决现有技术或相关技术中存在的技术问题之一。为此,本实用新型提出一种微织构自润滑具有陶瓷涂层的球关节。
有鉴于此,本实用新型提供了一种微织构自润滑具有陶瓷涂层的球关节,其特征在于,包括球关节基体和复合陶瓷涂层,所述球关节基体包括:球座和球头销,球头销位于球座内,球头销与球座相配合,球头销表面上覆有复合陶瓷涂层,且复合陶瓷涂层表面上设置有微织构单元,所述微织构单元为向球头销凹陷的凹坑状结构,且纵截面为非对称图形,多个微织构单元在复合陶瓷涂层表面上排列形成微织构结构。
优选地,所述微织构单元的纵截面为非对称三角倒锥形。
优选地,所述微织构单元在复合陶瓷涂层表面规则排列。
优选地,所述微织构单元在复合陶瓷涂层表面等距均匀排布。
优选地,所述球关节基体采用GCr15轴承钢材料或硬质合金材料。
优选地,所述复合陶瓷涂层为二氧化锆-镍复合陶瓷涂层或氧化铝-镍复合陶瓷涂层。
本实用新型还提供了一种如上述任一技术方案所述的微织构自润滑具有陶瓷涂层的球关节的制备方法,包括如下步骤:
步骤1:球关节基体处理:对球关节基体表面进行研磨,去除表面的油污等杂质,将球关节基体放入丙酮溶液中,超声清洗20~30min,保证表面清洁度;烘干后放入真空室中;
步骤2:复合陶瓷涂层制备:利用激光熔覆技术,将复合陶瓷涂层粉末先喷涂在球头销表面上或与激光束同步送粉,使粉末在激光束作用下迅速熔化、扩展、凝固,形成复合陶瓷涂层,调整激光熔覆加工参数为:激光功率1.0~1.5kW,扫描速度50~200mm/min,铺粉厚度为涂层目标厚度的125%~150%;或者利用EB-PVD(离子束物理气相沉积)技术,将复合陶瓷涂层原料电离成离子,并通过等离子体在球头销表面沉积出复合陶瓷涂层,调整沉积加工参数为:气相沉积次数3~6次,基底温度800~1000℃,基底转速5~20rpm,真空度1×10
步骤3:表面处理:清理球头销表面未形成涂层的多余原料,为加工表面微织构做好准备;
步骤4:非对称截面微织构加工:利用飞秒激光加工工艺,以多轴联动激光加工机床为载体,使用激光器发出的高能脉冲激光束在零件表面刻蚀出非对称截面微织构,调整激光加工参数为:脉冲宽度200fs,光斑直径20μm,激光功率3~5W,固定重复频率100kHz,激光加工时间5~50ms;或者利用超声振动冲击加工技术,通过换能器将超声波发出的高频电信号转换为机械振动,依靠振动冲击在工件表面形成微型凹坑的非对称截面微织构单元,超声振动冲击表面织构系统工作参数为:输出功率300W,振动频率19.7kHz,主轴转速900r/min,工具头尺寸扩大系数1.1~1.3,振幅12~32μm,从而保证初加工的微织构单元凹坑深度H=10~30μm,直径D=20~30μm,面积占有率S=10%~40%;
步骤5:后处理:使用显微组织扫描电子显微镜观察步骤4处理过后的微织构单元形态,对未满足尺寸和形状要求的微织构单元进行打磨或修复;再次清洗,并除去加工表面多余原料,研磨使其表面粗糙度达到Ra=0.5~1.5。
优选地,在步骤1中,球关节基体采用GCr15轴承钢材料,对球关节表面进行研磨,去除表面的油污等杂质,将球关节基体放入丙酮溶液中,超声清洗20min;在步骤2中,将二氧化锆-镍(ZrO2-Ni)复合陶瓷涂层粉末先喷涂在球头销表面上或同激光束同步送粉,然后使粉末在激光束作用下迅速熔化、扩展、凝固,形成复合陶瓷涂层,调整激光熔覆加工参数为:激光功率1.0kW,扫描速度50mm/min,铺粉厚度为涂层目标厚度的130%,复合陶瓷涂层粉末各成分质量百分比为:30%ZrO2,70%Ni,从而保证所得复合陶瓷涂层的厚度h=20±2μm;在步骤4中,利用飞秒激光加工工艺,并调整激光加工参数为:脉冲宽度200fs,光斑直径20μm,激光功率3W,固定重复频率100kHz,激光加工时间10ms,从而保证初加工的微织构凹坑深度H=15μm±2μm,面积占有率S=25%~35%。
优选地,在步骤1中,球关节基体采用硬质合金材料,对球关节表面进行研磨,去除表面的油污等杂质,将球关节基体放入丙酮和酒精混合溶液中,超声清洗30min;在步骤2中,利用EB-PVD(离子束物理气相沉积)技术,将氧化铝-镍(Al2O3-Ni)复合陶瓷涂层原料电离成离子,并通过等离子体在球头销表面沉积出复合陶瓷涂层,调整沉积加工参数为:气相沉积次数6次,基底温度1000℃,基底转速20rpm,真空度1×10
与现有技术相比,本实用新型的有益效果是:
(1)通过在球头销表面加工微织构,达到了减摩效果。微织构的每一个凹坑相当于一个动压润滑轴承,有效减少了球关节两工作面的直接接触,微织构还可以捕获磨屑,减少磨粒磨损。
(2)本实用新型的微织构选择非对称截面轮廓,相对于简单对称截面轮廓,更能加强流体的惯性效应产生的局部回流作用,从而提升减摩效果。
(3)本实用新型通过在球头销表面覆盖耐磨的复合陶瓷涂层,使微织构与陶瓷涂层优势互补,相辅相成,大幅度的增强了自润滑能力,从而延长球关节的使用寿命。
(4)陶瓷-金属复合材料在增强耐磨减摩效果的同时,还提高了涂层材料与基体材料结合能力,减小了加工复杂程度,使加工方法易于实现。
(5)本实用新型提供的球关节可广泛应用于航空航天、工程机械以及精密仪器等方面,具有非常广阔的应用前景。
本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
图1示出了根据本实用新型的一个实施例的微织构自润滑具有陶瓷涂层的球关节的结构示意图;
图2示出了根据本实用新型的又一个实施例的微织构自润滑具有陶瓷涂层的球关节的结构示意图;
图3示出了根据本实用新型的一个实施例的微织构自润滑具有陶瓷涂层的球关节的微织构单元的主视图;
图4示出了根据本实用新型的又一个实施例的微织构自润滑具有陶瓷涂层的球关节的微织构单元的俯视图;
图5示出了根据本实用新型的再一个实施例的微织构自润滑具有陶瓷涂层的球关节的微织构单元排列结构示意图;
其中:1球座;2球头销;3复合陶瓷涂层;4微织构单元。
具体实施方式
为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和具体实施方式对本实用新型进行进一步的详细描述。
在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的其他方式来实施,因此,本实用新型的保护范围并不受下面公开的具体实施例的限制。
下面参照图1至图5描述根据本实用新型一些实施例所述微织构自润滑具有陶瓷涂层的球关节。
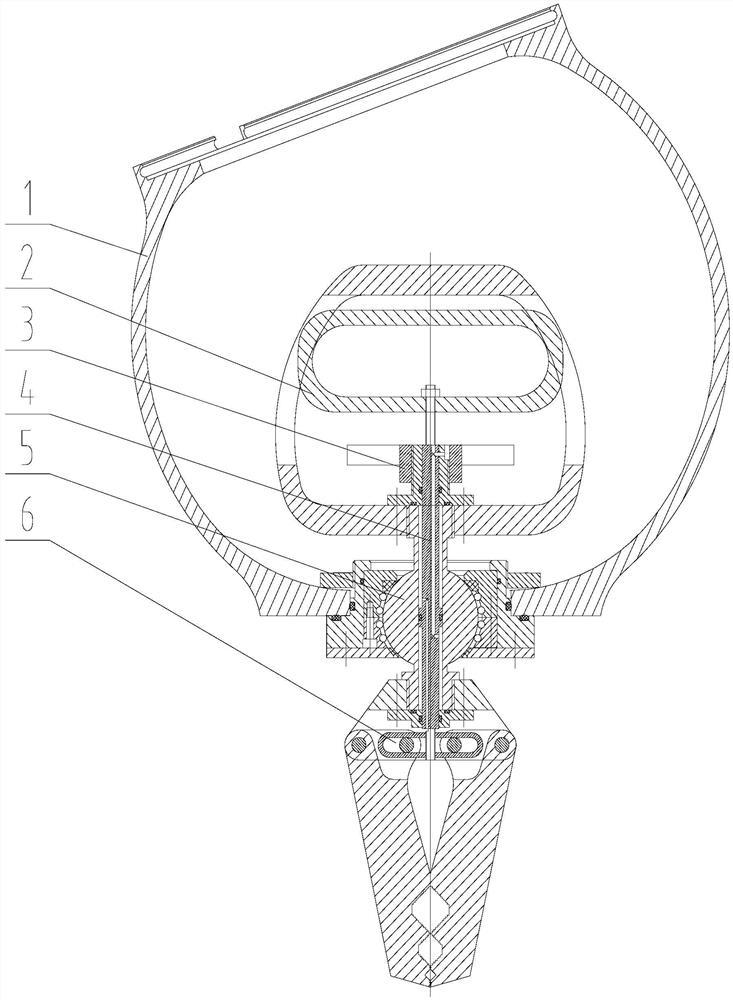
在本实用新型的实施例中,如图1至图5所示,本实用新型提供了一种微织构自润滑具有陶瓷涂层的球关节,包括球关节基体和复合陶瓷涂层3,球关节基体包括:球座1和球头销2,球头销2位于球座1内,球头销2与球座1相配合,球头销2表面上覆有复合陶瓷涂层3,且复合陶瓷涂层3表面上设置有微织构单元4,微织构单元4为向球头销2凹陷的凹坑状结构,且纵截面为非对称图形,多个微织构单元4在复合陶瓷涂层3表面上排列形成微织构结构。
在该实施例中,球关节基体包括球座1和球头销2,球座1的一端部设置有向内凹陷的槽状结构,球头销2端部为球状凸起结构,球头销2端部位于球座1的槽状结构内,球头销2端部与球座1的槽状结构外形相吻合,以形成间隙配合,球头销2与球座1共同形成一对球面副,球头销2可在球座1内转动和摆动,球头销2表面上覆有复合陶瓷涂层3,复合陶瓷涂层3表面上设置有微织构单元4,微织构单元4为凹坑状结构,且其纵截面为非对称图形,非对称截面的微织构单元4可增强因空化产生的惯性效应,延缓空化的发生,进而提高承载能力,而多个微织构单元4在在复合陶瓷涂层3表面上排列进而形成微织构结构,复合陶瓷涂层3具有增强耐磨、减磨的效果,还可提高涂层材料与基体材料的结合能力,减小了加工复杂程度,同时复合陶瓷涂层3上设置有微织构结构,其每个微织构单元4的凹坑相当于一个动压润滑轴承,有效减少了球头销2表面和球座1凹槽内表面,这两工作面的直接接触,并且微织构结构还可以捕获磨屑,减少磨粒磨损。
在本实用新型的一个实施例中,优选地,如图2至图4所示,微织构单元4的纵截面为非对称三角倒锥形。
在该实施例中,微织构单元4的纵截面轮廓呈非对称三角倒锥形,如图3所示,其纵截面底边两端点距底边垂线的距离不相等l1≠l2。
在本实用新型的一个实施例中,优选地,如图5所示,微织构单元4在复合陶瓷涂层3表面规则排列。
在该实施例中,微织构单元4在复合陶瓷涂层3表面规则排列,以形成微织构结构,比如并排排列或间隔排列,仅为举例,并不局限于此,当然还可以根据工况的不同,改变单个织构之间横向及纵向的距离,从而得到适应各种工况的织构排布方式,规则排列的微织构单元4可以减小摩擦系数,其加工成本较低,可以做到减摩效果和经济效益的同时实现。
在本实用新型的一个实施例中,优选地,微织构单元4在复合陶瓷涂层3表面等距均匀排布。
在该实施例中,微织构单元4在复合陶瓷涂层3表面按四边等距均匀排布,各个微织构单元4之间的横向和纵向距离都相等,可在这种排列方式基础上改变各微织构单元4之间横向及纵向的距离,得到不同的规则排列方式。
在本实用新型的一个实施例中,优选地,球关节基体采用GCr15轴承钢材料或硬质合金材料。
在本实用新型的一个实施例中,优选地,复合陶瓷涂层3为二氧化锆-镍复合陶瓷涂层3或氧化铝-镍复合陶瓷涂层3。
在本实用新型的实施例中,本实用新型还提供了一种微织构自润滑具有陶瓷涂层的球关节的制备方法,包括如下步骤:
步骤1:球关节基体处理:对球关节基体表面进行研磨,去除表面的油污等杂质,将球关节基体放入丙酮溶液中,超声清洗20~30min,保证表面清洁度,并烘干后放入真空室中;
步骤2:复合陶瓷涂层3制备:利用激光熔覆技术,将复合陶瓷涂层3粉末先喷涂在球头销2表面上或与激光束同步送粉,使粉末在激光束作用下迅速熔化、扩展、凝固,形成复合陶瓷涂层3,调整激光熔覆加工参数为:激光功率1.0~1.5kW,扫描速度50~200mm/min,铺粉厚度为涂层目标厚度的125%~150%;或者利用EB-PVD(离子束物理气相沉积)技术,将复合陶瓷涂层3原料电离成离子,并通过等离子体在球头销2表面沉积出复合陶瓷涂层3,调整沉积加工参数为:气相沉积次数3~6次,基底温度800~1000℃,基底转速5~20rpm,真空度1×10
步骤3:表面处理:清理球头销2表面未形成涂层的多余原料,为加工微织构做好准备;
步骤4:非对称截面微织构加工:利用飞秒激光加工工艺,以多轴联动激光加工机床为载体,使用激光器发出的高能脉冲激光束在复合陶瓷涂层3表面刻蚀出非对称截面微织构,调整激光加工参数为:脉冲宽度200fs,光斑直径20μm,激光功率3~5W,固定重复频率100kHz,激光加工时间5~50ms;或者利用超声振动冲击加工技术,通过换能器将超声波发出的高频电信号转换为机械振动,依靠振动冲击在复合陶瓷涂层3表面形成微型凹坑的非对称截面微织构单元4,超声振动冲击表面织构系统工作参数为:输出功率300W,振动频率19.7kHz,主轴转速900r/min,工具头尺寸扩大系数1.1~1.3,振幅12~32μm,从而保证初加工的微织构凹坑深度H=10~30μm,直径D=20~30μm,面积占有率S=10%~40%;
步骤5:后处理:使用显微组织扫描电子显微镜观察步骤4处理过后的微织构单元4形态,对未满足尺寸和形状要求的微织构单元4进行打磨或修复;再次清洗,并除去加工表面多余原料,研磨使其表面粗糙度达到Ra=0.5~1.5。
在该实施例中,首先对球关节基体进行处理,通过对球关节基体表面研磨,并将球关节放入丙酮溶液中超声清洗,实际操作中还可使用丙酮和酒精混合溶液中进行清洗,清洗后进行烘干,放入真空室;然后利用激光熔覆技术或离子束物理气相沉积技术,使球头销2表面上覆有复合陶瓷涂层3,复合陶瓷涂层3制作完毕后需对球头销2表面的多余原料进行清理,清理好后则需利用飞秒激光加工工艺或超声振动冲击加工技术在复合陶瓷涂层3表面加工出多个微织构单元4以形成微织构结构,最后对各微织构单元4进行观察,对未符合尺寸和形状要求的微织构单元4进行打磨、修复和清洗。通过本实用新型提供的制备方法得到的球关节耐磨、减摩性较好,可以实现自润滑,且工作表面硬度较高,涂层与球关节基体结合坚固,并且涂层与微织构制备方法多样,且易于加工。
在本实用新型的一个实施例中,优选地,在步骤1中,球关节基体采用GCr15轴承钢材料,对球关节表面进行研磨,去除表面的油污等杂质,将球关节基体放入丙酮溶液中,超声清洗20min;在步骤2中,将二氧化锆-镍(ZrO2-Ni)复合陶瓷涂层3粉末先喷涂在球头销2表面上或同激光束同步送粉,然后使粉末在激光束作用下迅速熔化、扩展、凝固,形成复合陶瓷涂层3,调整激光熔覆加工参数为:激光功率1.0kW,扫描速度50mm/min,铺粉厚度为涂层目标厚度的130%,复合陶瓷涂层3粉末各成分质量百分比为:30%ZrO2,70%Ni,从而保证所得复合陶瓷涂层3的厚度h=20±2μm;在步骤4中,利用飞秒激光加工工艺,并调整激光加工参数为:脉冲宽度200fs,光斑直径20μm,激光功率3W,固定重复频率100kHz,激光加工时间10ms,从而保证初加工的微织构凹坑深度H=15μm±2μm,面积占有率S=25%~35%。
在该实施例中,球关节基体材料为GCr15轴承钢,球头销2表面上覆有二氧化锆-镍(ZrO2-Ni)复合陶瓷涂层3,涂层表面具有三角倒锥形非对称截面轮廓微织构,其具体制备步骤为:
步骤1:球关节基体处理:对球关节基体表面进行研磨,去除表面的油污等杂质,将球关节基体放入丙酮溶液中,超声清洗20min,保证表面清洁度,并烘干后放入真空室中。
步骤2:复合陶瓷涂层3制备:利用激光熔覆技术,将二氧化锆-镍(ZrO2-Ni)复合陶瓷涂层3粉末先喷涂在球头销2表面上或同激光束同步送粉,然后使粉末在激光束作用下迅速熔化、扩展、凝固,形成复合陶瓷涂层3,调整激光熔覆加工参数为:激光功率1.0kW,扫描速度50mm/min,铺粉厚度为涂层目标厚度的130%;复合陶瓷涂层3粉末各成分质量百分比为:30%ZrO2,70%Ni,保证所得复合陶瓷涂层3的厚度h=20±2μm。
步骤3:表面处理:清理球头销2表面未形成涂层的多余原料,为加工表面微织构做好准备。
步骤4:非对称截面微织构加工:利用飞秒激光加工工艺,以多轴联动激光加工机床为载体,使用激光器发出的高能脉冲激光束在复合陶瓷涂层3表面刻蚀出非对称截面微织构单元4,调整激光加工参数为:脉冲宽度200fs,光斑直径20μm,激光功率3W,固定重复频率100kHz,激光加工时间10ms;保证初加工的微织构单元4凹坑深度H=15μm±2μm,面积占有率S=25%~35%左右。
步骤5:后处理:使用显微组织扫描电子显微镜观察步骤4处理过后的微织构单元4形态,对未满足尺寸和形状要求的微织构单元4进行打磨或修复;再次清洗,并除去加工表面多余原料,研磨使其表面粗糙度达到Ra=0.5~1.5。
在本实用新型的一个实施例中,优选地,在步骤1中,球关节基体采用硬质合金材料,对球关节表面进行研磨,去除表面的油污等杂质,将球关节基体放入丙酮和酒精混合溶液中,超声清洗30min;在步骤2中,利用EB-PVD(离子束物理气相沉积)技术,将氧化铝-镍(Al2O3-Ni)复合陶瓷涂层3原料电离成离子,并通过等离子体在球头销2表面沉积出复合陶瓷涂层3,调整沉积加工参数为:气相沉积次数6次,基底温度1000℃,基底转速20rpm,真空度1×10
在该实施例中,球关节基体材料为硬质合金,球头销2表面上覆有氧化铝-镍(Al2O3-Ni)复合陶瓷涂层3,涂层表面具有三角倒锥形非对称截面轮廓微织构,其具体制备步骤为:
步骤1:球关节基体处理:对球关节基体表面进行研磨,去除表面的油污等杂质,将球关节基体放入丙酮和酒精混合溶液中,超声清洗30min,保证表面清洁度,并烘干后放入真空室中。
步骤2:陶瓷涂层制备:利用EB-PVD(离子束物理气相沉积)技术,将氧化铝-镍(Al2O3-Ni)复合陶瓷涂层3原料电离成离子,并通过等离子体在球关节工作表面沉积出复合陶瓷涂层3,调整沉积加工参数为:气相沉积次数6次,基底温度1000℃,基底转速20rpm,真空度1×10
步骤3:表面处理:清理球头销2表面未形成涂层的多余原料,为加工表面织构做好准备。
步骤4:非对称截面微织构加工:利用超声振动冲击加工技术,通过换能器将超声波发出的高频电信号转换为机械振动,依靠振动冲击在复合陶瓷涂层3表面形成微型凹坑的非对称截面微织构单元4,超声振动冲击表面微织构系统工作参数为:输出功率300W,振动频率19.7kHz,主轴转速900r/min,工具头尺寸扩大系数1.2,振幅20μm,保证初加工的微织构凹坑深度H=25μm±2μm,面积占有率S=25%~35%左右。
步骤5:后处理:使用显微组织扫描电子显微镜观察步骤4处理过后的微织构形态,对未满足尺寸和形状要求的织构进行打磨或修复;再次清洗,并除去加工表面多余原料,研磨使其表面粗糙度达到Ra=0.5~1.5。
一种微织构自润滑具有陶瓷涂层的球关节专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0