









专利摘要
本发明涉及一种高温陶瓷彩绘/记号用粉笔及其制备方法,所述粉笔是含有使用温度为1050~1350℃的陶瓷用色料和/或陶瓷用釉料的具有一定形状的体材料,所述粉笔能够在基体上绘画或者标记。
权利要求
1.一种高温陶瓷彩绘和/或记号用粉笔,其特征在于,所述粉笔是含有使用温度为1050~1350℃的陶瓷用色料和/或陶瓷用釉料的具有一定形状的体材料,所述陶瓷用色料和/或陶瓷用釉料的质量百分比为95.8%以上,所述粉笔的形状选自柱状、块状、球状、片状中的任意一种;
所述高温陶瓷彩绘和/或记号用粉笔的制备方法,包括以下步骤:
(1)将使用温度为1050~1350℃的陶瓷用色料和/或陶瓷用釉料与辅助试剂混合,制成能够成型的预处理料;所述预处理料为干粉料、湿粉料、浆料、泥料中的任意一种;
当预处理料为干粉料或湿粉料时,辅助试剂包括:质量百分比为0.1~3.0%的固态分散剂,质量百分比为0~5.0%的固型剂,质量百分比为0~2.0%的发泡剂;
当预处理料为浆料时,辅助试剂包括:质量百分比为0~20%的增稠粘结剂,质量百分比为1.0~5.0%的固型剂,质量百分比为0~2.0%的发泡剂,体积百分比0.1~3.0%液态分散剂;
当预处理料为泥料时,辅助试剂包括:质量百分比为0.1~3.0%的固态分散剂,质量百分比为0.001~5.0%的固型剂;体积百分比为5~20%的增稠粘结剂,以及相对于陶瓷用色料和/或陶瓷用釉料、固态分散剂、固型剂和发泡剂的总量的质量百分比为 10-50%的体积百分比为 5~20%的增稠粘结剂溶液;
(2)将预处理料成型为所述粉笔;
所述粉笔的强度在12 N/cm
2.根据权利要求1所述的高温陶瓷彩绘和/或记号用粉笔,其特征在于,
所述陶瓷用色料为釉用色料、坯用色料中的至少一种;
所述陶瓷用釉料选自透明釉料、半透明釉料、乳浊釉料中的至少一种。
3.根据权利要求2所述的高温陶瓷彩绘和/或记号用粉笔,其特征在于,所述陶瓷用色料为铬绿、钒锆蓝、钴蓝、镨黄、钛黄、锆铁红、镉硒红中的至少一种。
4.根据权利要求1所述的高温陶瓷彩绘和/或记号用粉笔,其特征在于,所述粉笔的颜色为白色或彩色。
5.根据权利要求4所述的高温陶瓷彩绘和/或记号用粉笔,其特征在于,所述粉笔的颜色为白色、红色、绿色、蓝色、黄色、黑色中的至少一种。
6.根据权利要求1所述的高温陶瓷彩绘和/或记号用粉笔,其特征在于,干粉料的制备方法包括:分别称取质量百分比为95.8%以上的陶瓷用色料和/或陶瓷用釉料,质量百分比为0.1~3.0%的固态分散剂,质量百分比为0~5.0%的固型剂,质量百分比为0~2.0%的发泡剂,装入球磨罐中,混1.5~5小时后,将混合好的料取出,用40目筛重复过筛若干次。
7.根据权利要求1所述的高温陶瓷彩绘和/或记号用粉笔,其特征在于,湿粉料的制备方法包括:分别称取质量百分比为95.8%以上的陶瓷用色料和/或陶瓷用釉料,质量百分比为0.1~3.0%的固态分散剂,质量百分比为0~5.0%的固型剂,质量百分比为0~2.0%的发泡剂,装入球磨罐中,混1.5~5小时后,将混合好的料取出,然后量取质量百分比2.0~10.0%水,雾化喷洒在混合料上;把雾化水处理的混合料用40目筛重复过筛若干次。
8.根据权利要求1所述的高温陶瓷彩绘和/或记号用粉笔,其特征在于,浆料的制备方法包括:分别称取质量百分比为95.8%以上的陶瓷用色料和/或陶瓷用釉料,质量百分比为0~20%的增稠粘结剂,质量百分比为1.0~5.0%的固型剂,质量百分比为0~2.0%的发泡剂,装入球磨罐中,然后称取一定粒径比的球磨石置于球磨罐中,随后加入适量蒸馏水作为球磨介质,再量取体积百分比0.1~3.0%液态分散剂,混5~45分钟后,将混合好的料浆倒出,过200目筛。
9.根据权利要求1所述的高温陶瓷彩绘和/或记号用粉笔,其特征在于,泥料的制备方法包括:配制体积百分比为5~20%的增稠粘结剂溶液;分别称取质量百分比为95.8%以上的陶瓷用色料和/或陶瓷用釉料,质量百分比为0.1~3.0%的固态分散剂,质量百分比为0.001~5.0%的固型剂,质量百分比为0~2.0%的发泡剂,装入球磨罐中,混1.5~5小时后,将混合好的料取出,用40目筛重复过筛若干次后,置于容器中,随后加入相对于陶瓷用色料和/或陶瓷用釉料、固态分散剂、固型剂和发泡剂的总量的质量百分比为 10-50%的体积百分比为5~20%的增稠粘结剂溶液,和成泥。
10.根据权利要求1所述的高温陶瓷彩绘和/或记号用粉笔,其特征在于,步骤(1)和步骤(2)之间还包括将预处理料陈腐1~7天。
11.根据权利要求1所述的高温陶瓷彩绘和/或记号用粉笔,其特征在于,步骤(2)中,干粉料和湿粉料的成型方法为干法成型;浆料和泥料的成型方法为湿法成型。
12.根据权利要求11所述的高温陶瓷彩绘和/或记号用粉笔,其特征在于,步骤(2)中,
使用粉体成型设备把干粉料或湿粉料压制成需要的形状;
把浆料注入模具成型;
采用手工捏制、挤压成形或压印的方法把泥料塑成各种需要的形体。
13.根据权利要求1所述的高温陶瓷彩绘和/或记号用粉笔,其特征在于,步骤(2)后还包括将成型物进行后处理。
14.根据权利要求13所述的高温陶瓷彩绘和/或记号用粉笔,其特征在于,所述后处理选自35~200℃干燥处理、200~350℃微烧结处理、热红外干燥处理、紫外老化处理、激光微烧结中的一种方式或者多种方式结合。
说明书
技术领域
本发明涉及一种高温陶瓷彩绘/记号用粉笔及其制备方法,通过本方法可以制备出适用于高温陶瓷彩绘的粉笔,而且在适合的温度范围内,能参与材料热处理过程用作标识记录的记号笔。
背景技术
从陶器到瓷器,从无釉陶瓷到有釉陶瓷,从单色釉陶瓷到多色或彩绘陶瓷,从真正意义上的陶瓷诞生的那一刻,到现代科学意义上的陶瓷确立,色彩都伴随着陶瓷发展的每一个阶段,而且也不断丰富着陶瓷的美学与科技的内涵。因此,陶瓷色釉料的品种与品质是陶瓷产业的不可或缺的组成部分,也是衡量一个国家陶瓷产业发展水平的重要指标。
所以,对于陶瓷色釉料新产品的开发从没有停止过,尤其是近年来陶瓷色釉料的发明专利呈现井喷式的增长。但是到目前为止,虽然有许多关于陶瓷色釉料制备方面的报道,却还未见任何关于陶瓷彩绘用粉笔的报道。
发明内容
在陶瓷行业,色釉料的成功施用起到至关重要的作用。本发明的目的是提供可以满足专业的陶瓷彩绘艺术创作用粉笔及能参与材料热处理过程用作标识记录的记号用粉笔及其制备方法。
一方面,本发明提供一种高温陶瓷彩绘/记号用粉笔,所述粉笔是含有使用温度为1050~1350℃的陶瓷用色料和/或陶瓷用釉料的具有一定形状的体材料,所述粉笔能够在陶瓷基体上绘画或者标记。
本发明首次提供了一种高温陶瓷彩绘及记号用粉笔,将高温陶瓷用色釉料形成了具有一定形状的体材料,能够简单方便地在素胎、陶器、瓷器、玻璃、碳氮化合物、碳硅化合物、铝硅复合物等材料基体上绘画或者标记。
较佳地,所述粉笔中,所述陶瓷用色料和/或陶瓷用釉料的含量为70%以上。
较佳地,所述陶瓷用色料为釉用色料、坯用色料、陶瓷颜料中的至少一种,优选铬绿,钒锆蓝,钴蓝,镨黄,钛黄,锆铁红,镉硒红中的至少一种。
较佳地,所述陶瓷用釉料选自透明釉料、半透明釉料、乳浊釉料中的至少一种。
较佳地,所述粉笔的形状选自柱状、块状、球状、片状中的任意一种。
较佳地,所述粉笔的颜色为白色或彩色,优选白色、红色、绿色、蓝色、黄色、黑色中的至少一种。
另一方面,本发明提供了制备上述高温陶瓷彩绘/记号用粉笔的方法,包括以下步骤:
(1)将使用温度为1050~1350℃的陶瓷用色料和/或陶瓷用釉料与辅助试剂混合,并制成能够成型的预处理料;
(2)将预处理料成型为具有一定形状的成型物。
较佳地,步骤(1)中,所述预处理料为干粉料、湿粉料、浆料、泥料中的任意一种。
优选地,干粉料的制备方法包括:分别称取质量百分比为80.0~99.0%的色釉料,质量百分比为0.1~3.0%的固态分散剂,质量百分比为0~5.0%的固型剂,质量百分比为0~2.0%的发泡剂,装入球磨罐中,混1.5~5小时后,将混合好的料取出,用40目筛重复过筛若干次。
优选地,湿粉料的制备方法包括:分别称取质量百分比为75.0~97.9%的色釉料,质量百分比为0.1~3.0%的固态分散剂,质量百分比为0~5.0%的固型剂,质量百分比为0~2.0%的发泡剂,装入球磨罐中,混1.5~5小时后,将混合好的料取出,然后量取质量百分比2.0~10.0%水,雾化喷洒在混合料上;把雾化水处理的混合料用40目筛重复过筛若干次。
优选地,浆料的制备方法包括:分别称取质量百分比为70.0~98.9%的色釉料,质量百分比为0~20%的增稠粘结剂,质量百分比为1.0~5.0%的固型剂,质量百分比为0~2.0%的发泡剂,装入球磨罐314中,然后称取一定粒径比的球磨石置于球磨罐中,随后加入适量蒸馏水作为球磨介质,再量取体积百分比0.1~3.0%液态分散剂,混5~45分钟后,将混合好的料浆倒出,过200目筛。
优选地,泥料的制备方法包括:配制体积百分比为5~20%的增稠粘结剂溶液;分别称取质量百分比为75.0~99.999%的色釉料,质量百分比为0.1~3.0%的固态分散剂,质量百分比为0.001~5.0%的固型剂,质量百分比为0~2.0%的发泡剂,装入球磨罐中,混1.5~5小时后,将混合好的料取出,用40目筛重复过筛若干次后,置于容器中,随后加入一定配比的体积百分比为5~20%的增稠粘结剂溶液,和成泥。
较佳地,步骤(1)和步骤(2)之间还包括将预处理料陈腐1~7天。
较佳地,步骤(2)中,成型方法为干法成型或湿法成型;优选地,干法成型选自粉末干压法、等静压法、模压法中的任意一种,湿法成型选自挤出法、压模法、浆料浇筑法、印模法中的任意一种。
较佳地,步骤(2)中,
使用粉体成型设备把干粉料或湿粉料压制成需要的形状;
把浆料注入模具成形;
采用手工捏制、挤压成形或压印的方法把泥料塑成各种需要的形体。
较佳地,步骤(2)后还包括将成型物进行后处理,优选地,所述后处理选自35~200℃干燥处理、200~350℃微烧结处理、热红外干燥处理、紫外老化处理、激光微烧结中的一种方式或者多种方式结合。
本发明的有益效果是可以根据不同的实际需要提供不同色度以及不同型号的使用温度环境为1050~1350℃粉笔/记号笔。基于此,其一,可以制备出使用温度为1050~1350℃的高温陶瓷彩绘用粉笔/记号笔;其二,本发明中的粉笔/记号笔书写的特殊标识可以在温度为1050-1350℃的烧结环境中使用,其三,本发明的粉笔/记号笔可以使用在各种形状、材质的基体上绘画。
附图说明
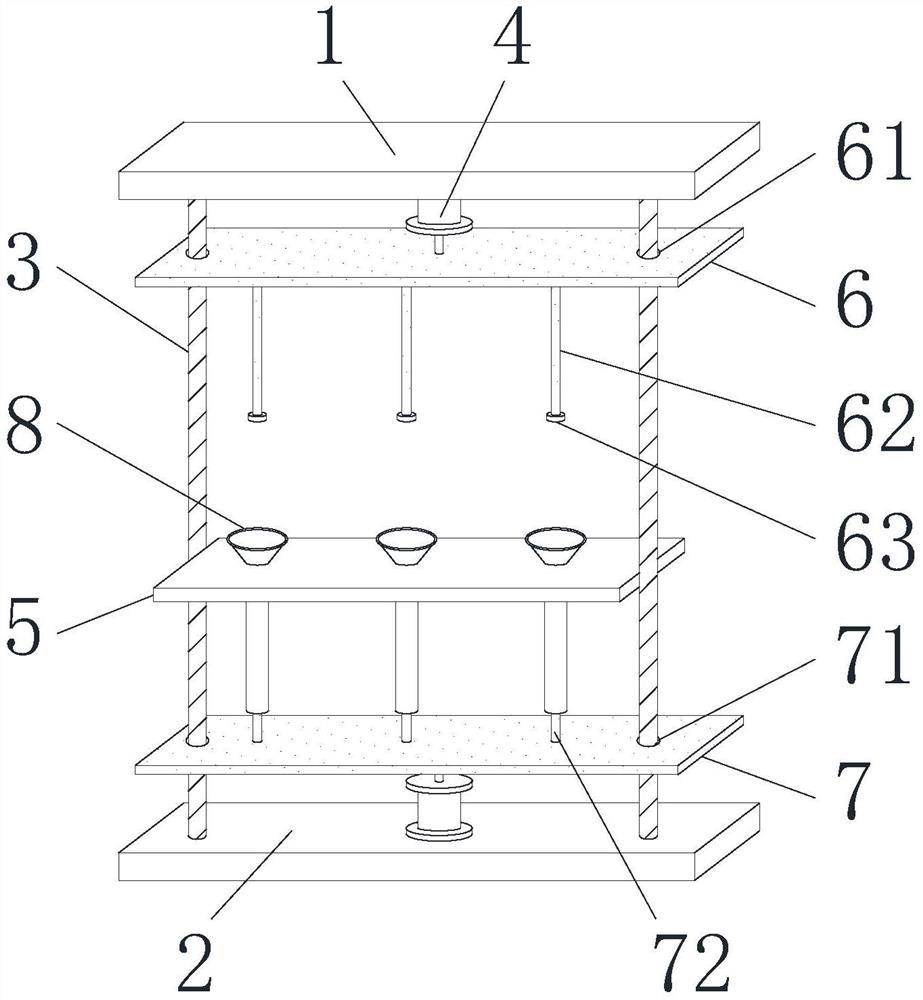
图1A-图1D示意了根据本发明一实施方式的用于制造陶瓷粉笔的干粉压制成型方法;
图2A-图2E示意了根根据本发明一实施方式的用于制造陶瓷粉笔的湿粉压制成型方法;
图3A-图3D示意了根据本发明一实施方式的用于制造陶瓷粉笔的浆料浇注成型方法;
图4A-图4F示意了根据本发明一实施方式的用于制造陶瓷粉笔的泥料挤压以及压印成型方法;
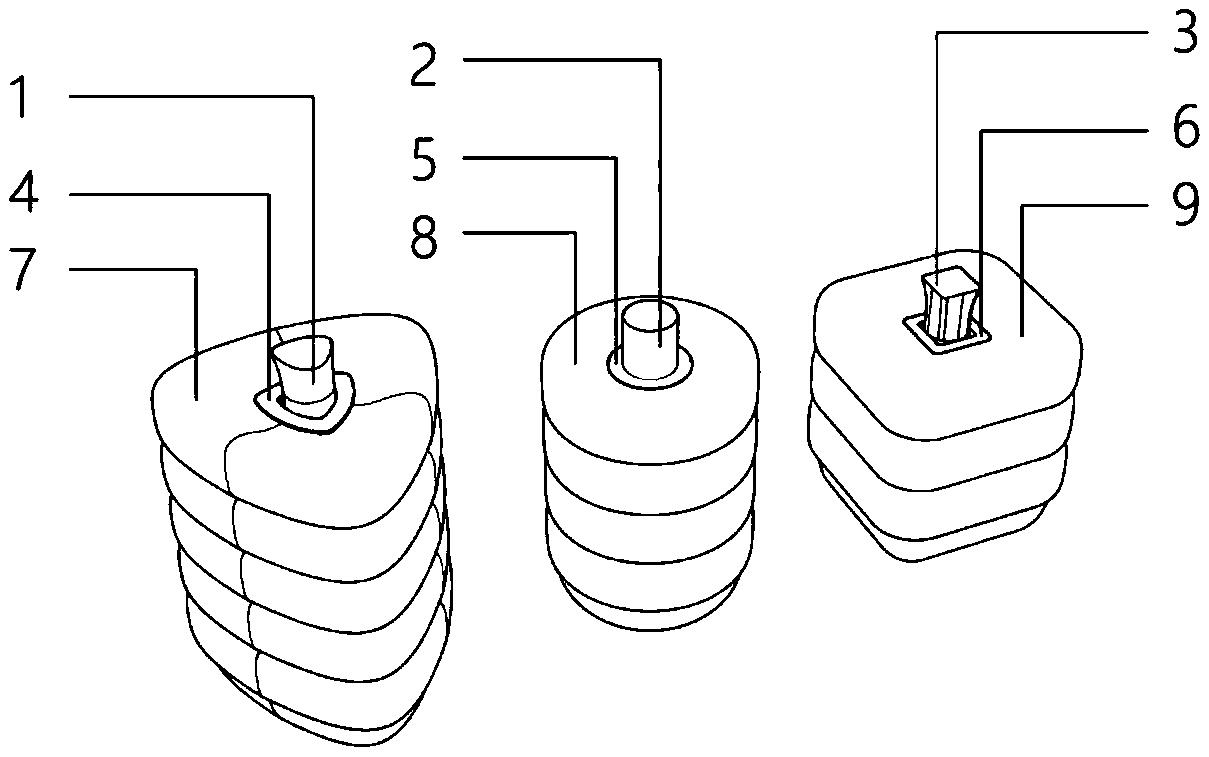
图5示出根据本发明一实施方式的用于制造陶瓷粉笔的泥料挤压方法制造的蓝色色料(V-Si-Zr)直径10mm柱状粉笔;
图6示出根据本发明一实施方式的用于制造陶瓷粉笔的泥料挤压方法制造的粉红色料(Fe-Si-Zr)直径10mm柱状粉笔;
图7示出根据本发明一实施方式的用于制造陶瓷粉笔的泥料挤压方法制造的粉红色料(Fe-Si-Zr)直径为5mm圆柱形粉笔;
图8示出根据本发明一实施方式的用于制造陶瓷粉笔的泥料模压方法制造的柱状粉笔;
图9示出将根据本发明一实施方式的粉笔在陶瓷素胎上绘画的照片。
具体实施方式
以下结合附图和下述实施方式进一步说明本发明,应理解,附图及下述实施方式仅用于说明本发明,而非限制本发明。
本发明一实施方式是一种高温陶瓷彩绘/记号用粉笔(简称粉笔),其成本低廉、色彩丰富、使用简单、便于携带、绿色环保。该粉笔由高温(使用温度为1050~1350℃)陶瓷色釉料成型而成,能够在基体上绘画、书写、标识等。也就是说,将该粉笔在基体上摩擦,即可将陶瓷色釉料施加在基体上。该粉笔的适用温度(使用环境温度)为1050~1350℃,也就是说,用该粉笔施加在基体上的陶瓷色釉料能在1050~1350℃烧结。
粉笔的颜色可为白色或彩色,例如白色、红色、绿色、蓝色、黄色、黑色等。本发明适用于陶瓷工艺美术及热处理加工制造领域。粉笔的造型包括柱状、块状、球状、片状等各种可成形形状。
该粉笔主要含有使用温度为1050~1350℃的陶瓷色釉料。该粉笔中,陶瓷色釉料的含量例如可为70%以上。另外,该粉笔中还可含有少量利于成型的辅料,例如粘结剂、分散剂、发泡剂、固型剂等。
陶瓷色釉料是指陶瓷用色料和/或陶瓷用釉料。本发明中,陶瓷色釉料只要是使用温度为1050~1350℃即可。例如,色料包括:各种市场销售的釉用色料和坯用色料以及陶瓷金水用颜料和陶瓷墨水用颜料等,如铬绿,钒锆蓝,钴蓝,镨黄,钛黄,锆铁红,镉硒红等。釉料包括:透明,半透明,乳浊等系列釉料。
本发明一实施方式中,利用工艺成熟以及发色稳定的工业化色料和釉料为基础原料,配以一定的水溶性和油性的分散剂、发泡剂、粘结剂、成型剂等,按照一定的料剂配比,通过不同的工艺以及在不同的后处理下分别制备出具有系列强度、系列密度、各种形状、各种色彩的陶瓷彩绘及高温烧结环境使用的记号用笔。以下,作为示例,具体说明本发明的粉笔的制备方法。
预处理
原料选用温度为1050~1350℃的高温色釉料(高温色料和/或高温釉料)。其粒度可为160~350目。粒度太大不利于绘画与烧制;粒度太小,制备耗能,相对费用也就高。该高温色釉料如上所述可为市售、性能稳定、且工艺成熟的色釉料。将原料以及部分辅助试剂进行预处理,制备成一定的预处理料,例如粉料,浆料,泥料等。辅助试剂包括粘结剂、分散剂、发泡剂、固型剂等。辅助试剂可为食品级,从而使制得的粉笔更安全环保。部分预混合处理是在滚筒球磨机上进行。可将部分辅助试剂配制成一定浓度的溶液(例如水溶液)。
一个示例中,将原料和辅助试剂制成干粉料。图1A~1B示意了制备干粉料的工艺流程。参见图1A~1B,干粉料的工艺如下:首先分别称取质量百分比为80.0~99.0%的色釉料102,质量百分比0.1~3.0%分散剂(例如固态分散剂)104,质量百分比为0~5.0%固型剂106,质量百分比0~2.0%发泡剂108,装入树脂球磨罐110中。然后混1.5~5小时。球磨转速可为150~200r/min。将混合好的料112取出,用40目筛重复过筛若干次(例如3~5次)备用。
一个示例中,将原料和辅助试剂制成湿粉料。图2A~2C示意了湿粉料的制备流程。参见图2A~2C,湿粉料的工艺如下:首先分别称取质量百分比为75.0~97.9%的色釉料202,质量百分比0.1~3.0%分散剂(例如固态分散剂)204,质量百分比为0~5.0%固型剂206,质量百分比0~2.0%发泡剂208,装入树脂球磨罐210中。然后混1.5~5小时。球磨转速可为150~200r/min。将混合好的料212取出。然后量取质量百分比2.0~10.0%水,雾化喷洒在混合料上;把雾化水处理的混合料214用40目筛重复过筛若干次(例如3~5次)备用。
一个示例中,将原料和辅助试剂制成浆料。图3A~3B示意了浆料的制备流程。参见图3A~3B,浆料的工艺如下:首先分别称取质量百分比为70.0~98.9%的色釉料302,质量百分比为0~20%(优选5~15%)的增稠粘结剂304,质量百分比为1.0~5.0%固型剂306,质量百分比0~2.0%发泡剂308,装入树脂球磨罐314中。然后称取一定粒径比(例如粒径比大:中:小为4:4:3)的球磨石310置于球磨罐中。随后加入适量蒸馏水作为球磨介质。料、球、水的质量比可为1:(2.0~3.0):(0.6~1.0)。再量取体积百分比0.1~3.0%液态分散剂312。混5~45分钟。球磨转速可为180-250r/min。然后将混合好的料浆316倒出,用200目筛过筛备用。
一个示例中,将原料和辅助试剂制成泥料/膏。图4A~4D示意了泥料的制备流程。参见图4A~4D,泥料/膏的工艺如下:首先配制体积百分比为5~20%的增稠粘结剂408溶液410备用。同时分别称取质量百分比为90.0~99.999%的色釉料402,质量百分比0.1~3.0%固态分散剂404,质量百分比为0.001~5.0%固型剂406,质量百分比0~2.0%发泡剂412,装入树脂球磨罐414中。然后混1.5~5小时。球磨转速可为180~250r/min。将混合好的料416取出,用40目筛重复过筛若干次(例如3~5次)。然后置于搪瓷盘418中。随后加入相对于上述色釉料、固态分散剂、固型剂和发泡剂的总量的质量百分比为10-50%的体积百分比为5~20%的增稠粘结剂溶液410,和成泥420备用。
上述增稠粘结剂用于调节液体试剂和浆料的粘度以及改善产品成型的粘合力,可为水性或油性。其纯度可为食品级,可选自:淀粉,琼脂,植物胶,动物胶等中的至少一种。
所述的淀粉可选自:各种直链淀粉和支链淀粉等植物淀粉,如,水溶性淀粉,可溶性淀粉等。
所述的植物胶可选自:冷杉胶黏剂、桃胶、海藻酸钠、田菁胶、桃胶、胡麻胶、香豆胶等。
所述的动物胶可选自:鱼胶,驴胶,牛胶等。
上述分散剂用于使固体颗粒均匀地分散于液体中,可为液态分散剂和/或固态分散剂等。制备干粉料、湿粉料时,优选固态分散剂;制备浆料、泥料时,优选液态分散剂。
所述的液态分散剂可选自:聚丙烯酸钠,甲基纤维素钠等。
所述的固态分散剂可选自:聚乙二醇烷基醚,如:聚乙二醇二甲醚等,以及聚乙烯蜡,聚乙二醇200或400等。
上述发泡剂用于增加产品的孔隙率,可选自:碳酸盐类,如:碳酸氢铵,碳酸钙、碳酸氢钠等,以及炭黑,动植物蛋白类发泡剂,十二烷基苯磺酸钠等。
上述固型剂用于调节物料成型性能,可选自:沙蒿胶,硫酸钙,石蜡,蜂蜡,松香等。
陈腐
把预处理好的原料112,214,316,420密封放置在避光阴凉处陈腐1~7天。
成型
将预处理料或陈腐后的预处理料成型为所需形状,例如柱状、块状、球状、片状等。成型方法可为干法或湿法。干法可选自:粉末干压法,等静压法,模压法等。湿法可选自:挤出法,压模法,浆料浇筑法,印模法等。对于干粉料和湿粉料,优选干法。对于浆料和泥料,优选湿法。图8示出用于制造陶瓷粉笔的泥料模压方法制造的柱状粉笔。
一个示例中,如图1C~1D、图2D~2E所示,使用粉体成型设备(例如压机)114,216把粉料压制成需要的形状116,218。压制压力可为0.5~10MPa。
一个示例中,如图3C~3D所示,把浆料316注入模具318中成形为需要的形状320。模具的材料可为石膏,塑料,金属等。
一个示例中,如图4E~4F所示,采用手工错捏制、挤压成形422和/或压印的方法把泥料塑成各种需要的形体424。其中,压力可为0.5~10MPa。
后处理
成型后,还可进行后处理以使成型物的强度增加以及使用性能改善。例如,把成型的产品放置在通风阴凉或者是特定的后处理设备中经过适当的处理时间。所述的后处理可以是干燥处理、微烧结处理、热红外处理、紫外老化处理等。例如,所述的后处理可以是:35~200℃(优选60~120℃)鼓风干燥箱中干燥处理60~320分钟、高温烧结炉200~350℃微烧结处理30~60分钟、热红外干燥箱中干燥处理30~60分钟、紫外老化箱中老化处理30~120分钟、激光微烧结10~30分钟等,以其中的一种方式或者多种方式结合的方法进行。
封装/包装
将处理好的成品使用多种封装技术包装。例如,采用有机或无机膜,或二者复合膜等膜封装,也采用各种材质作为保护或辅助的外壳、套管等以方便取用。
本发明的粉笔可以在素胎,陶器,瓷器,玻璃,碳氮化合物,碳硅化合物,铝硅复合物等材料基体上绘画或者标记。参见图9,其示出将本发明的粉笔在陶瓷素胎上绘画的照片。绘画或者标记包括可以在釉中、釉上、釉下进行。绘画或者标记后,可以在1050~1350℃烧结。
通过不同的工艺以及在不同的后处理下分别制备出具有系列强度、系列密度、各种形状、各种色彩的陶瓷彩绘及高温烧结环境使用的记号用笔。例如,本发明的粉笔的强度在12N/cm
这种粉笔的特有的优点是原料易得,制造工艺控制简单,性能稳定,可以制备成各种形状,适用于材料热处理过程做标识记录;同时,由于这种粉笔具有色彩丰富、使用简单,不仅可以满足专业的陶瓷彩绘的艺术创作,也可以用于面向大众的陶瓷文化体验;加之便于携带、绿色环保等优点,尤其适合少儿陶瓷艺术培训,由于这些优点使该发明具有良好的市场前景,以及规模化生产的能力。
下面进一步例举实施例以详细说明本发明。同样应理解,以下实施例只用于对本发明进行进一步说明,不能理解为对本发明保护范围的限制,本领域的技术人员根据本发明的上述内容作出的一些非本质的改进和调整均属于本发明的保护范围。下述示例具体的工艺参数等也仅是合适范围中的一个示例,即本领域技术人员可以通过本文的说明做合适的范围内选择,而并非要限定于下文示例的具体数值。
实施例1:
首先分别称取粒度为300目,使用温度为1300℃的市售釉用粉红色料(Ca-Sn-Si-Cr)99.9%,质量百分比0.1%聚丙烯酸钠,装入树脂球磨罐中,混料1.5h后取出,过40目筛3次,然后把预处理好的原料密封放置在避光阴凉处备用;使用等静压成型设备把粉料压制成圆柱形状;把成形的产品包装。
实施例2:
首先分别称取粒度为300目,使用温度为1300℃的市售釉用钒锆蓝色料(V-Si-Zr)98.5%,质量百分比1.5%聚丙烯酸钠,装入树脂球磨罐中,混料1.5h后取出,过40目筛3次,然后把预处理好的原料密封放置在避光阴凉处备用;使用等静压成型设备把粉料压制成圆柱形状;把成形的产品包装。
实施例3:
首先分别称取粒度为200目,使用温度为1250℃的市售坯用粉红色料(Fe-Si)96.0%,质量百分比3.0%聚丙烯酸钠,质量百分比1.0%碳酸氢铵,装入树脂球磨罐中,混料2h后取出,过40目筛3次,然后把预处理好的原料密封放置在避光阴凉处陈腐1d;使用等静压成型设备把粉料压制成圆柱形状;把成型的产品放置在激光烧结设备中处理;然后把处理后的成形产品包装。
实施例4:
首先分别称取粒度为300目,使用温度为1300℃的市售釉用粉红色料(Ca-Sn-Si-Cr)96.4%,质量百分比0.1%聚丙烯酸钠,质量百分比为1.5%食品级水溶性淀粉,装入树脂球磨罐中,混料2h后取出,然后量取质量百分比2.0%纯净水,雾化喷洒在混合量上;把雾化水处理的混合料用40目筛重复过筛3次备用;然后把预处理好的原料密封放置在避光阴凉处陈腐1d;使用等静压成型设备把粉料压制成圆柱形状;把成型的产品放置在通风阴凉处理数天;最后把阴干好的成形的产品包装。
实施例5:
首先分别称取粒度为300目,使用温度为1300℃的市售釉用钒锆蓝色料(V-Si-Zr)96.4%,质量百分比0.1%聚丙烯酸钠,质量百分比为1.5%食品级水溶性淀粉,装入树脂球磨罐中,混料2h后取出。然后量取质量百分比2.0%纯净水,雾化喷洒在混合量上;把雾化水处理的混合料用40目筛重复过筛3次备用;然后把预处理好的原料密封放置在避光阴凉处陈腐1d;使用等静压成型设备把粉料压制成棱柱形状;把成型的产品放置在通风阴凉处理数天;最后把阴干好的成形的产品包装。
实施例6:
先分别称粒度为320目的,使用温度为1250℃的市售釉用镨黄色料(Pr-Zr-Si)98.99%,质量百分比1.0%聚丙烯酸钠,质量百分比为5.0%食品级水溶性淀粉,装入树脂球磨罐中,混料3h后取出。然后量取质量百分比5.0%纯净水,雾化喷洒在混合量上;把雾化水处理的混合料用40目筛重复过筛3次备用;然后把预处理好的原料密封放置在避光阴凉处陈腐2d;使用等静压成型设备把粉料压制成圆柱形状;把成型的产品放置在通风阴凉处理数天;最后把阴干好的成形的产品包装。
实施例7:
首先分别称取粒度为200目,使用温度为1300℃的市售釉用粉红色料(Ca-Sn-Si-Cr)96.8%,食品级水溶性淀粉3%,聚丙烯酸钠0.1%,聚乙二醇烷基醚0.1%,装入树脂球磨罐中,然后称取一定粒径比的球磨石250g置于球磨罐中,以及80ml的纯净水。控制比例为料:球:水=1:2.5:0.8,装入球磨罐,以120r/min的转速球磨混料15min后倒出浆料,并过200目筛。然后把浆料密封放置在避光阴凉处陈腐2d。把浆料注入模具中成形。然后把固型后的产品放置在红外干燥箱中处理数天直至完全干燥。把干燥后的产品包装。
实施例8:
首先分别称取粒度为200目,使用温度为1250℃的市售坯用粉红色料(Fe-Si)89.8%,食品级水溶性淀粉10%,聚丙烯酸钠0.1%,聚乙二醇烷基醚0.1%,装入树脂球磨罐中,然后称取一定粒径比的球磨石250g置于球磨罐中,以及80ml的纯净水。控制比例为料:球:水=1:2.5:0.8,装入球磨罐,以120r/min的转速球磨混料15min后倒出浆料,并过200目筛。然后把浆料密封放置在避光阴凉处陈腐2d。把浆料注入模具中成形。然后把固型后的产品放置在红外干燥箱中处理数天直至完全干燥。把干燥后的产品包装。
实施例9:
首先分别称取粒度为300目,使用温度为1300℃的市售釉用钒锆蓝色料(V-Si-Zr)84.8%,食品级水溶性淀粉15%,聚丙烯酸钠0.1%,聚乙二醇烷基醚0.1%,装入树脂球磨罐中,然后称取一定粒径比的球磨石250g置于球磨罐中,以及80ml的纯净水。控制比例为料:球:水=1:2.5:0.8,装入球磨罐,以120r/min的转速球磨混料15min后倒出浆料,并过200目筛。然后把浆料密封放置在避光阴凉处陈腐2d。把浆料注入模具中成形。然后把固型的产品放置在热红外干燥箱中干燥处理。待粉笔完全干燥后把产品放在紫外老化箱中老化处理,然后把老化处理过的产品包装。
实施例10:
首先分别称取粒度为200目,使用温度为1300℃的市售釉用粉红色料(Ca-Sn-Si-Cr)95.8%,食品级水溶性淀粉3%,聚丙烯酸钠0.1%,聚乙二醇烷基醚0.1%,质量百分比1.0%碳酸氢铵,装入树脂球磨罐中,然后称取一定粒径比的球磨石250g置于球磨罐中,以及80ml的蒸馏水。控制比例为料:球:水=1:2.5:0.8,装入球磨罐,以120r/min的转速球磨混料15min后倒出浆料,并过200目筛。然后把浆料密封放置在避光阴凉处陈腐2d。把浆料注入模具中成形。然后把固型后的产品放置在100℃鼓风干燥箱中处理。把干燥后的产品包装。
实施例11:
首先分别称取粒度为320目,使用温度为1250℃的市售釉用镨黄色料(Pr-Zr-Si)89.8%,食品级水溶性淀粉10%,食品级沙蒿胶0.1%,聚乙二醇烷基醚0.1%,装入树脂球磨罐中,然后称取一定粒径比的球磨石250g置于球磨罐中,以及80ml的蒸馏水。控制比例为料:球:水=1:2.5:0.8,装入球磨罐,以120r/min的转速球磨混料15min后倒出浆料,并过200目筛。然后把浆料密封放置在避光阴凉处陈腐2d。把浆料注入模具中成形。然后把固型后的产品放置在100℃鼓风干燥箱中处理。把干燥后的产品包装。
实施例12:
首先称取5g食品级水溶性淀粉置于锥形瓶中,量取100ml纯净水加入锥形瓶中,将锥形瓶置于磁力搅拌器上,搅拌约30min直至溶液清澈,封住锥形瓶口备用;
同时分别称取粒度为320目,使用温度为1300℃的市售釉用钒锆蓝色料(V-Si-Zr)99.99%,聚丙烯酸钠0.01%,装入树脂球磨罐中,以120r/min的转速球磨混料1.5h后倒出粉料,并过40目筛,过筛3次后,置于搪瓷盘中;
随后加入50ml水溶性淀粉溶液,和成泥料,然后把泥料密封放置在避光阴凉处陈腐1d。采用挤压成型方法把泥料塑成直径为10mm柱状粉笔,如图5所示。最后把成型的产品放置在通风阴凉处。待粉笔完全干燥后包装装盒。
实施例13:
首先称取5g食品级水溶性淀粉置于锥形瓶中,量取100ml纯净水加入锥形瓶中,将锥形瓶置于磁力搅拌器上,搅拌约30min直至溶液清澈,封住锥形瓶口备用;
同时分别称取粒度为320目,使用温度为1300℃的市售釉用锆铁红色料(Fe-Si-Zr)99.99%,聚丙烯酸钠0.01%,装入树脂球磨罐中,以120r/min的转速球磨混料1.5h后倒出粉料,并过40目筛,过筛3次后,置于搪瓷盘中;
随后加入50ml水溶性淀粉溶液,和成泥料,然后把泥料密封放置在避光阴凉处陈腐1d。采用挤压成型方法把泥料塑成直径为10mm柱状粉笔,如图6所示。最后把成型的产品放置在100℃鼓风干燥箱中处理。待粉笔完全干燥后包装装盒。
实施例14:
首先称取5g食品级水溶性淀粉置于锥形瓶中,量取100ml纯净水加入锥形瓶中,将锥形瓶置于磁力搅拌器上,搅拌约30min直至溶液清澈,封住锥形瓶口备用;
同时分别称取粒度为320目,使用温度为1300℃的市售釉用锆铁红色料(Fe-Si-Zr)99.99%,聚丙烯酸钠0.01%,装入树脂球磨罐中,以120r/min的转速球磨混料1.5h后倒出粉料,并过40目筛,过筛3次后,置于搪瓷盘中;
随后加入50ml水溶性淀粉溶液,和成泥料,然后把泥料密封放置在避光阴凉处陈腐1d。采用挤压成型方法把泥料塑成直径为5mm柱状粉笔,如图7所示。最后把成型的产品放置在热红外干燥箱中干燥处理。待粉笔完全干燥后把产品放在紫外老化箱中老化处理,然后把老化处理过的产品包装。
实施例15:
首先称取5g食品级水溶性淀粉置于锥形瓶中,量取100ml纯净水加入锥形瓶中,将锥形瓶置于磁力搅拌器上,搅拌约30min直至溶液清澈,封住锥形瓶口备用;
同时分别称取粒度为320目,使用温度为1250℃的市售釉用镨黄色料(Pr-Zr-Si)98.99%,聚丙烯酸钠0.01%,质量百分比1.0%碳酸氢铵,装入树脂球磨罐中,以120r/min的转速球磨混料1.5h后倒出粉料,并过40目筛,过筛3次后,置于搪瓷盘中;
随后加入50ml水溶性淀粉溶液,和成泥料,然后把泥料密封放置在避光阴凉处陈腐1d。采用挤压成型方法把泥料塑成直径为10mm柱状粉笔。最后把成型的产品放置在100℃鼓风干燥箱中处理。待粉笔完全干燥后包装装盒。
实施例16:
首先称取5g食品级水溶性淀粉置于锥形瓶中,量取100ml纯净水加入锥形瓶中,将锥形瓶置于磁力搅拌器上,搅拌约30min直至溶液清澈,封住锥形瓶口备用;
同时分别称取粒度为320目,使用温度为1300℃的市售釉用钒锆蓝色料(V-Si-Zr)99.99%,食品级沙蒿胶0.01%,装入树脂球磨罐中,以120r/min的转速球磨混料1.5h后倒出粉料,并过40目筛,过筛3次后,置于搪瓷盘中;
随后加入50ml水溶性淀粉溶液,和成泥料,然后把泥料密封放置在避光阴凉处陈腐1d。采用挤压成型方法把泥料塑成直径为10mm柱状粉笔。最后把成型的产品放置在通风阴凉处。待粉笔完全干燥后包装装盒。
实施例17:
首先称取5g食品级水溶性淀粉置于锥形瓶中,量取100ml纯净水加入锥形瓶中,将锥形瓶置于磁力搅拌器上,搅拌约30min直至溶液清澈,封住锥形瓶口备用;
同时分别称取粒度为320目,使用温度为1300℃的市售釉用粉红色料(Ca-Sn-Si-Cr)99.99%,食品级沙蒿胶0.01%,装入树脂球磨罐中,以120r/min的转速球磨混料1.5h后倒出粉料,并过40目筛,过筛3次后,置于搪瓷盘中;
随后加入50ml水溶性淀粉溶液,和成泥料,然后把泥料密封放置在避光阴凉处陈腐1d。采用挤压成型方法把泥料塑成直径为10mm柱状粉笔。最后把成型的产品放置在在热红外干燥箱中干燥处理。待粉笔完全干燥后把产品放在紫外老化箱中老化处理,然后把老化处理过的产品包装。
实施例18:
首先称取10g食品级水溶性淀粉置于锥形瓶中,量取100ml纯净水加入锥形瓶中,将锥形瓶置于磁力搅拌器上,搅拌约30min直至溶液清澈,封住锥形瓶口备用;
同时分别称取粒度为200目,使用温度为1250℃的市售釉用镨黄色料(Pr-Zr-Si)99.99%,食品级沙蒿胶0.01%,装入树脂球磨罐中,以120r/min的转速球磨混料1.5h后倒出粉料,并过40目筛,过筛3次后,置于搪瓷盘中;
随后加入50ml水溶性淀粉溶液,和成泥料,然后把泥料密封放置在避光阴凉处陈腐1d。采用挤压成型方法把泥料塑成直径为10mm柱状粉笔。最后把成型的产品放置在通风阴凉处。待粉笔完全干燥后包装装盒。
实施例19:
首先称取10g食品级水溶性淀粉置于锥形瓶中,量取100ml纯净水加入锥形瓶中,将锥形瓶置于磁力搅拌器上,搅拌约30min直至溶液清澈,封住锥形瓶口备用;
同时分别称取粒度为200目,使用温度为1300℃的市售釉用钒锆蓝色料(V-Si-Zr)99.99%食品级沙蒿胶0.01%,装入树脂球磨罐中,以120r/min的转速球磨混料1.5h后倒出粉料,并过40目筛,过筛3次后,置于搪瓷盘中;
随后加入50ml水溶性淀粉溶液,和成泥料,然后把泥料密封放置在避光阴凉处陈腐1d。采用挤压成型方法把泥料塑成直径为10mm柱状粉笔。最后把成型的产品放置在在热红外干燥箱中干燥处理。待粉笔完全干燥后把产品放在紫外老化箱中老化处理,然后把老化处理过的产品包装。
实施例20:
首先称取10g食品级水溶性淀粉置于锥形瓶中,量取100ml纯净水加入锥形瓶中,将锥形瓶置于磁力搅拌器上,搅拌约30min直至溶液清澈,封住锥形瓶口备用;
同时分别称取粒度为200目,使用温度为1250℃的市售釉用镨黄色料(Pr-Zr-Si)98.99%,食品级沙蒿胶0.01%,质量百分比1.0%碳酸氢铵,装入树脂球磨罐中,以120r/min的转速球磨混料1.5h后倒出粉料,并过40目筛,过筛3次后,置于搪瓷盘中;
随后加入50ml水溶性淀粉溶液,和成泥料,然后把泥料密封放置在避光阴凉处陈腐1d。采用挤压成型方法把泥料塑成直径为10mm柱状粉笔。最后把成型的产品放置在100℃鼓风干燥箱中处理。待粉笔完全干燥后包装装盒。
实施例21:
首先称取5g食品级水溶性淀粉置于锥形瓶中,量取100ml纯净水加入锥形瓶中,将锥形瓶置于磁力搅拌器上,搅拌约30min直至溶液清澈,封住锥形瓶口备用;
同时分别称取粒度为320目,使用温度为1250℃的市售坯用粉红色料(Fe-Si)99.99%,聚丙烯酸钠0.01%,装入树脂球磨罐中,以120r/min的转速球磨混料1.5h后倒出粉料,并过40目筛,过筛3次后,置于搪瓷盘中;
随后加入50ml水溶性淀粉溶液,和成泥料,然后把泥料密封放置在避光阴凉处陈腐1d。采用印模成型方法把泥料塑成直径为10mm柱状粉笔。最后把成型的产品放置在通风阴凉处。待粉笔完全干燥后包装装盒。
一种高温陶瓷彩绘/记号用粉笔及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0