

IPC分类号 : C23C2/06,C22C1/03,G05D21/00,C23G1/19,C23G1/08





专利摘要
本发明公开了一种适用于钢材批量热浸镀锌的方法,是将钢材在由三种二元中间合金配制的锌合金镀浴中进行批量热浸镀锌。锌合金镀浴成分配方为:含铝0.03~0.05wt%、含镁0.02~0.04wt%、含铈0.03~0.06wt%,其余为锌。三种二元中间合金成分配方为:锌铝二元中间合金中,铝含量为4~5wt%,其余为锌;锌镁二元中间合金中,镁含量为3~5wt%,其余为锌;锌铈二元中间合金中,铈含量为3~4wt%,其余为锌。该方法工艺简单,合金锌浴成分容易控制,可有效克服热浸镀锌用钢中硅对镀层的不利影响,降低镀层厚度,提高镀层耐腐蚀性能,无需改变原有热浸镀锌设备,有利于钢材批量热浸镀锌规模化生产。
权利要求
1.一种适用于钢材批量热浸镀锌的方法,其特征在于包括如下步骤和工艺条件:
(1)二元中间合金炼制:按重量比例称取二元中间合金铝和锌、镁和锌、铈和锌,分别置于石墨坩埚中,分别炼制;其中,锌铝二元中间合金中,铝含量为4%~5%,其余为锌,锌铝中间合金的熔炼温度为680~700℃,保温时间1~2小时;锌镁二元中间合金中,镁含量为3%~5%,其余为锌,锌镁中间合金的熔炼温度为650~680℃,保温时间3~4小时;锌铈二元中间合金中,铈含量为3%~4%,其余为锌,锌铈中间合金的熔炼温度为760~780℃,保温时间3~4小时;各中间合金液经保温后,再经过搅拌、静置和去除合金液表面的灰渣,然后浇注成中间合金锭;
(2)锌浴成分配制:将锌锅中的锌熔化并保持温度在450℃,再加入中间合金,使得锌浴中含铝0.03wt%~0.0wt5%、含镁0.02wt%~0.04wt%、含铈0.03wt%~0.06wt%;
(3)预处理:将钢材进行除油、除锈、助镀和烘干预处理;
(4)热浸镀锌:在温度为450℃的条件下,将钢材在由三种二元中间合金配制的锌合金镀浴中进行批量热浸镀锌。
2.根据权利要求1所述的适用于钢材批量热浸镀锌的方法,其特征在于所述步骤(4)热浸镀锌还包括锌浴成分的检测与调整:通过检测、调整各二元中间合金的加入量,以维持合金锌浴的成分稳定。
3.根据权利要求2所述的适用于钢材批量热浸镀锌的方法,其特征在于所述的检测是采用比色法检测合金锌浴成分。
4.根据权利要求1所述的适用于钢材批量热浸镀锌的方法,其特征在于所述的预处理是在60~70℃温度条件下,5%NaCl水溶液中对钢材进行碱洗除油;用温度50℃清水对钢材进行水洗;在温度为20~30℃条件下15%HCl中对钢材进行酸洗除锈;用20~30℃的清水将钢材进行再水洗;在温度为80℃的70wt%NH4Cl+30wt%ZnCl水溶液助镀剂中对钢材进行助镀,助镀时间2~3分钟;在温度为120℃条件下对钢材进行烘干,时间2~5分钟。
说明书
技术领域技术领域
本发明属于钢材热浸镀锌合金技术领域。更具体的,本发明涉及适用于钢材批量热浸镀锌的方法。
技术背景背景技术
热浸镀锌作为有效的钢铁表面防护工艺之一,被广泛应用于钢铁构件的防护上。热浸镀锌是将表面经清洗、活化后的钢铁浸于液态锌中,通过铁锌之间的反应扩散在钢铁表面生成铁锌合金相层的过程。热浸镀锌层(包括合金相层和自由锌层)隔离了钢铁材料与腐蚀环境的接触,并利用锌对钢铁的牺牲性阳极的特性,对钢铁材料起到保护作用。
现有的热浸镀锌用钢中,大多含有一定量的硅元素。钢中硅的存在,会影响热浸镀锌层中合金相层的生长,使镀层出现灰暗、超厚和粘附性差等现象,降低了镀层的外观质量和性能。随着对镀层的使用条件的不断提高,单金属锌镀层的抗蚀能力以及使用寿命已经不能满足现代工业钢铁材料的保护要求。因此,为了克服热浸镀锌用钢中硅对镀层的不利影响,同时进一步提高其耐腐蚀性能,通常采用多元合金镀锌技术,即在热浸镀锌浴中加入多种微量合金元素来实现。
目前应用多元合金镀锌技术是将多种合金元素炼制成一种多元中间合金,然后添加到锌浴中进行热浸镀锌。该方法的缺点是在热浸镀过程中,锌浴中各种合金元素的消耗速度不一样,造成锌浴成分的变化,不易控制锌浴中各添加元素的准确含量。
发明内容发明内容
本发明的目的在于提供一种能有效控制锌浴成分,既能解决钢中硅对热浸镀锌层质量的不利影响,又能提高镀锌层耐蚀性能的批量热浸镀锌工艺方法。
为达上述目的,本发明采用的技术方案是:
一种适用于钢材批量热浸镀锌的方法,包括如下步骤和工艺条件:
(1)二元中间合金炼制:按重量比例称取二元中间合金铝和锌、镁和锌、铈和锌,分别置于石墨坩埚中,分别炼制;其中,锌铝二元中间合金中,铝含量为4%~5%,其余为锌,锌铝中间合金的熔炼温度为680~700℃,保温时间1~2小时;锌镁二元中间合金中,镁含量为3%~5%,其余为锌,锌镁中间合金的熔炼温度为650~680℃,保温时间3~4小时;锌铈二元中间合金中,铈含量为3%~4%,其余为锌,锌铈中间合金的熔炼温度为760~780℃,保温时间3~4小时;各中间合金液经保温后,再经过搅拌、静置和去除合金液表面的灰渣,然后浇注成中间合金锭;
(2)锌浴成分配制:将锌锅中的锌熔化并保持温度在450℃,再加入中间合金,使得锌浴中含铝0.03wt%~0.0wt5%、含镁0.02wt%~0.04wt%、含铈0.03wt%~0.06wt%;
(3)预处理:将钢材进行除油、除锈、助镀和烘干预处理;
(4)热浸镀锌:在温度为450℃的条件下,将钢材在由三种二元中间合金配制的锌合金镀浴中进行批量热浸镀锌。
所述步骤(4)热浸镀锌还包括锌浴成分的检测与调整:通过检测、调整各二元中间合金的加入量,以维持合金锌浴的成分稳定。
所述的预处理是在60~70℃温度条件下,5%NaCl水溶液中对钢材进行碱洗除油;用温度50℃清水对钢材进行水洗;在温度为20~30℃条件下15%HCl中对钢材进行酸洗除锈;用20~30℃的清水将钢材进行再水洗;在温度为80℃的70wt%NH4Cl+30wt%ZnCl水溶液助镀剂中对钢材进行助镀,助镀时间2~3分钟;在温度为120℃条件下对钢材进行烘干,时间2~5分钟。
相对于现有技术,本发明的有益效果是:通过定期锌浴成分检测,采取分别添加二元中间合金的方式,解决锌浴中各合金元素消耗速度不同的问题,使合金锌浴成分容易控制;可有效克服热浸镀锌用钢中硅对镀层的不利影响,降低镀层厚度;提高镀层耐腐蚀性能,较大幅度延缓白锈的生成和红锈的出现;工艺简单,无需改变原有热浸镀锌设备,有利于钢材批量热浸镀锌规模化生产。
附图说明附图说明
图1为含0.18%Si钢分别在450℃纯Zn浴、Zn-0.05%Al-0.03%Mg合金浴和Zn-0.05%Al-0.03%Mg-0.05%Ce合金浴中热浸镀5min后获得的镀层厚度的柱状图。
图2为热浸镀纯Zn、Zn-0.05%Al-0.03%Mg和Zn-0.05%Al-0.03%Mg-0.05%Ce镀层在5%NaCl盐雾腐蚀8小时后镀层白锈覆盖面积的柱状图。
图3为热浸镀纯Zn、Zn-0.05%Al-0.03%Mg和Zn-0.05%Al-0.03%Mg-0.05%Ce镀层在5%NaCl盐雾腐蚀中镀层红锈开始出现时间的柱状图。
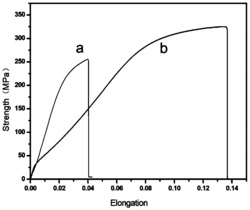
图4为热浸镀纯Zn、Zn-0.05%Al-0.03%Mg和Zn-0.05%Al-0.03%Mg-0.05%Ce镀层在5%NaCl溶液中的极化曲线。
上述含量均为质量百分比含量
具体实施方式具体实施方式
下面结合附图及实施例对本发明作进一步的描述。
实施例1
镀锌用钢为含0.18%Si钢板,化学成分见以下表1。采用的批量热浸镀锌的方法包括如下步骤和工艺条件:
(1)二元中间合金炼制:按重量比例称取铝和锌、镁和锌、铈和锌,分别置于石墨坩埚中,分别炼制。其中:锌铝二元中间合金中的铝含量为5%,锌铝中间合金的熔炼温度为680℃,保温时间2小时;锌镁二元中间合金中的镁含量为4%,锌镁中间合金的熔炼温度为650℃,保温时间4小时;锌铈二元中间合金中的铈含量为3.3%,锌铈中间合金的熔炼温度为760℃,保温时间4小时。各中间合金液经保温后,再经过搅拌、静置和去除合金液表面的灰渣,然后浇注成中间合金锭。
(2)锌浴成分配制:将锌锅中的锌熔化并保持温度在450℃,再加入中间合金,获得含铝0.05wt%、含镁0.03wt%、含铈0.05wt%的锌浴。
(3)预处理:将钢材进行除油、除锈、助镀和烘干预处理;具体是(a)在5wt%NaCl水溶液(60℃)中对钢材进行碱洗除油;(b)用温度50℃清水对钢材进行水洗;(c)在15wt%HCl(室温25℃)中对钢材进行酸洗除锈;(d)用室温25℃清水将钢材进行再水洗;(e)在温度为80℃的70wt%NH4Cl+30wt%ZnCl水溶液助镀剂中对钢材进行助镀,助镀时间2分钟;(f)在温度120℃下对钢材进行烘干,时间3分钟。
(4)热浸镀锌:在温度450℃的合金锌浴中对钢材进行热浸镀锌,时间5分钟。
表1实验用钢的化学成分(质量分数,%)
对比测试
将上述0.18%Si钢板分别在450℃纯锌浴以及含铝0.05%、含镁0.03%的合金锌浴中热浸镀5分钟的试验。步骤和工艺条件与实施例1相同。
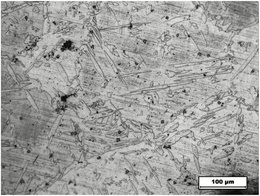
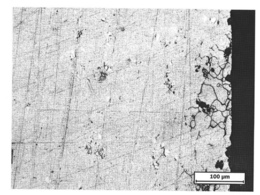
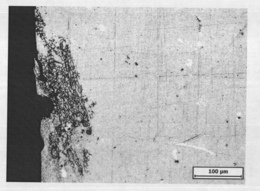
对实施例1以及对比测试1的镀锌钢板进行镀层厚度测试,从镀锌钢板上锯出小块样品,对其横截面进行磨制、抛光、腐蚀,在金相显微镜下用带有刻度的目镜,测量样品中的镀层厚度。三种镀锌结果如图1所示,可以看出在纯锌浴中加入铝、镁后,起到了减薄镀层的作用,再加入铈后,可以进一步降低镀层厚度。
用盐雾腐蚀试验法评价镀层耐腐蚀性能,试验采用YWX/Q-150型盐雾箱,参照ISO-3768标准,腐蚀溶液为5%NaCl水溶液,溶液的pH值为6.5~7.2,盐雾箱内温度为35±2℃,喷雾量的大小为1~2 mL/(80cm2·h)。结果如图2与图3所示,可以看出Zn-0.05%Al-0.03%Mg-0.05%Ce合金镀层可以较大幅度延缓白锈的生成和红锈的出现,耐腐蚀性能明显提高。
镀层的电化学极化曲线的比较如图4所示,表2为相应的电化学极化参数。从图4和表2可以看出,锌浴添加合金元素后使镀层表面的自腐蚀电位Ecorr提高,极化电阻Rp增大,腐蚀电流密度Jcorr减小。其中Zn-0.05%Al-0.03Mg-0.05%Ce合金镀层的效果更为显著。表明本实施例Zn-0.05%Al-0.03Mg-0.05%Ce合金镀层在5%NaCl溶液中发生自发腐蚀的倾向比纯锌镀层小,合金元素对镀锌层的电化学腐蚀具有抑制作用。
表2热浸镀锌及锌合金镀层电化学极化参数
实施例2
镀锌用钢为Q235含(0.22%Si)钢板,分别在镀浴温度450℃的纯锌浴以及含铝镁铈的合金锌浴中热浸镀锌5分钟的试验。其中在合金锌浴中热浸镀锌包括如下步骤和工艺条件:
(1)二元中间合金炼制:按重量比例称)铝和锌、镁和锌、铈和锌,分别置于石墨坩埚中,分别炼制。其中:锌铝二元中间合金中的铝含量为4%,锌铝中间合金的熔炼温度为700℃,保温时间1小时;锌镁二元中间合金中的镁含量为3.6%,锌镁中间合金的熔炼温度为680℃,保温时间3小时;锌铈二元中间合金中的铈含量为3%,锌铈中间合金的熔炼温度为780℃,保温时间3小时。各中间合金液经保温后,再经过搅拌、静置和去除合金液表面的灰渣,然后浇注成中间合金锭。
(2)锌浴成分配制:将锌锅中的锌熔化并保持温度在450℃,再加入中间合金,获得含铝0.03wt%、含镁0.04wt%、含铈0.03wt%的锌浴。
(3)预处理:将钢材进行除油、除锈、助镀和烘干预处理;具体是(a)在5wt%NaCl水溶液(60℃)中对钢材进行碱洗除油;(b)用温度50℃清水对钢材进行水洗;(c)在15wt%HCl(室温25℃)中对钢材进行酸洗除锈;(d)用室温25℃清水将钢材进行再水洗;(e)在温度为80℃的70wt%NH4Cl+30wt%ZnCl水溶液助镀剂中对钢材进行助镀,助镀时间2分钟;(f)在温度120℃下对钢材进行烘干,时间3分钟。
(4)热浸镀锌:在温度450℃的合金锌浴中对钢材进行热浸镀锌,时间5分钟。
实施例3
镀锌用钢为Q235(含0.22%Si)钢板,分别在镀浴温度450℃的纯锌浴以及含铝镁铈的合金锌浴中热浸镀锌5分钟的试验。其中在合金锌浴中热浸镀锌包括如下步骤和工艺条件:
(1)二元中间合金炼制:按重量比例称取铝和锌、镁和锌、铈和锌,分别置于石墨坩埚中,分别炼制。其中:锌铝二元中间合金中的铝含量为4.8%,锌铝中间合金的熔炼温度为680℃,保温时间2小时;锌镁二元中间合金中的镁含量为3%,锌镁中间合金的熔炼温度为680℃,保温时间3小时;锌铈二元中间合金中的铈含量为4%,锌铈中间合金的熔炼温度为760℃,保温时间4小时。各中间合金液经保温后,再经过搅拌、静置和去除合金液表面的灰渣,然后浇注成中间合金锭。
(2)锌浴成分配制:将锌锅中的锌熔化并保持温度在450℃,再加入中间合金,获得含铝0.0wt4%、含镁0.02wt%、含铈0.06wt%的锌浴。
(3)预处理:将钢材进行除油、除锈、助镀和烘干预处理;具体是(a)在5wt%NaCl水溶液(60℃)中对钢材进行碱洗除油;(b)用温度50℃清水对钢材进行水洗;(c)在15wt%HCl(室温25℃)中对钢材进行酸洗除锈;(d)用室温25℃清水将钢材进行再水洗;(e)在温度为80℃的70wt%NH4Cl+30wt%ZnCl水溶液助镀剂中对钢材进行助镀,助镀时间2分钟;(f)在温度120℃下对钢材进行烘干,时间3分钟。
(4)热浸镀锌:在温度450℃的合金锌浴中对钢材进行热浸镀锌,时间5分钟。
对比测试2~3
对实施例2和实施例3的镀锌钢板进行镀层厚度测试,从镀锌钢板上锯出小块样品,对其横截面进行磨制、抛光、腐蚀,在金相显微镜下用带有刻度的目镜,测量样品中的镀层厚度。结果见表3所示。综合实施例1~3的镀层厚度测量值,可以看出,不同含硅量的钢在纯锌浴中热浸镀时,镀层较厚,在锌浴中加入铝、镁、铈后,有效地降低了镀层厚度。
用盐雾腐蚀试验法评价镀层耐腐蚀性能,试验采用YWX/Q-150型盐雾箱,参照ISO-3768标准,腐蚀溶液为5%NaCl水溶液,溶液的pH值为6.5~7.2,盐雾箱内温度为35±2℃,喷雾量的大小为1~2mL/(80cm2·h)。各镀层的白锈的生成和红锈的出现结果见表2,可以看出,在锌浴中加入0.03%~0.05%铝、0.02%~0.03%镁、0.03%~0.06%铈后,可以较大幅度延缓白锈的生成和红锈的出现,耐腐蚀性能明显提高。
表3实施例1~3热浸镀锌层厚度及腐蚀数据
一种适用于钢材批量热浸镀锌的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0