

IPC分类号 : C23C28/00,C23C4/04,C23C4/11,C23C4/134,C23C14/18,C23C14/35,C23C14/58,F02B23/00





专利摘要
本发明涉及一种耐腐蚀环境障涂层及其制备方法与应用、发动机,属于材料领域。制备方法包括:采用等离子喷涂‑物理气相沉积方法,依次于基体的表面制备Si涂层、莫来石涂层以及Yb2SiO5涂层,得环境障涂层;于环境障涂层的表面制备铝薄膜层,得镀铝样品;真空热处理镀铝样品,得耐腐蚀环境障涂层。上述制备方法简单,易操作,耗时短。制备而得的耐腐蚀环境障涂层具有良好的抗氧化性以及耐腐蚀性,如耐CMAS腐蚀性能。将其用于制备发动机,能够满足发动机热端部件的使用要求。含有上述耐腐蚀环境障涂层的发动机,不仅能够保证热端结构部件在使用过程中的可靠性及稳定性,而且还能延长发动机的可靠性及整体使用寿命。
权利要求
1.一种耐腐蚀环境障涂层的制备方法,其特征在于,包括以下步骤:采用等离子喷涂-物理气相沉积方法,依次于基体的表面制备Si涂层、于所述Si涂层的远离所述基体的一侧的表面制备莫来石涂层以及于所述莫来石涂层的远离所述Si涂层的一侧的表面制备Yb
2.根据权利要求1所述的制备方法,其特征在于,所述Si涂层的制备过程中等离子喷涂条件包括:等离子喷涂净功率为40-50kW,等离子气体包括氩气与氢气,所述氩气的流量为90-120NSPM,所述氢气的流量为5-10NSPM,送粉量为15-20g/min,喷涂距离为300-500mm。
3.根据权利要求1所述的制备方法,其特征在于,所述莫来石涂层的制备过程中等离子喷涂条件包括:等离子喷涂净功率为60-70kW,等离子气体包括氩气与氦气,所述氩气的流量为60-80NSPM,所述氦气的流量为40-60NSPM,送粉量为18-25g/min,喷涂距离为950-1050mm。
4.根据权利要求1所述的制备方法,其特征在于,所述Yb
5.根据权利要求1所述的制备方法,其特征在于,所述铝薄膜层的制备方法为磁控溅射方法,制备条件包括:蒸发室初始压力小于5×10
6.根据权利要求1所述的制备方法,其特征在于,真空热处理的条件包括:真空室初始压力小于9×10
7.根据权利要求1所述的制备方法,其特征在于,制备所述Si涂层前,调节制备体系的压力为1.45-1.55mbar;
优选地,先将所述制备体系抽真空至0.45-0.55mbar,再回填惰性气体至压力为38-42mbar,然后再抽真空至1.45-1.55mbar;
优选地,所述惰性气体选自氩气。
8.一种耐腐蚀环境障涂层,其特征在于,所述耐腐蚀环境障涂层由如权利要求1-7任一所述的制备方法制备而得。
9.如权利要求8所述的耐腐蚀环境障涂层的应用,其特征在于,所述耐腐蚀环境障涂层用于制备发动机;
优选地,所述发动机为航空发动机。
10.一种发动机,其特征在于,所述发动机含有如权利要求8所述的耐腐蚀环境障涂层。
说明书
技术领域
本发明涉及材料领域,且特别涉及一种耐腐蚀环境障涂层及其制备方法与应用、发动机。
背景技术
为满足我国新一代战机发展需求,必须研制大推重比航空发动机。推重比10的推力矢量发动机,并可为超短起降、垂直起降等新一代战机提供更可靠的动力。先进发动机的研制标志着我国在自主研制航空发动机的道路上实现了历史性的跨越,大幅度缩小了与美国、欧洲和俄罗斯在现代化喷气发动机领域的差距,对于提高我国军事实力具有重要的战略意义。
为满足我国第四代战机要求,新一代航空发动机推重比需要到10以上。航空发动机提升推重比的方法包括降低结构重量和提高使用温度,陶瓷基复合材料(CMC)密度为高温合金的1/3-1/4,服役温度在1000-1500℃,比高温合金提高了200-240℃,因此成为大推重比发动机的首选热端部件材料。
航空发动机的热端部件,如尾喷管调节片、密封片、内锥体等部位就设计采用更耐高温的低密度纤维增韧CMC,以提高进口温度、降低整体结构重量,但由于航空发动机服役期间需要不断重复启动、飞行、停车的热循环过程,CMC热端部件需多次经历低、中、高温反复热震,并且在室温至高温的全温度段暴露于空气气氛中,服役环境恶劣,高温氧化、水氧及熔盐腐蚀等问题突出,以SiC/SiC为代表的CMC部件如直接使用将直接威胁发动机及飞行器的安全。
这些安全隐患依靠单纯的CMC性能优化难以消除,因此急需开展一类高性能CMC热防护涂层研究即环境障涂层(EBC),为航空发动机采用的CMC热端部件提供有效热防护,以保证热端结构部件在飞行过程的可靠性及稳定性,确保发动机及飞行器可靠性及整体使用寿命。EBC涂层的研究对于推动我国航空发动机的研制及CMC在新一代航空发动机系统中的应用具有非常重要的意义。
目前,在CFCC-SiC的诸多应用领域中都必须面对苛刻的使用环境,包括高温、高压、氧化气氛与腐蚀气氛等。这些严苛条件在航空发动机环境中表现尤为突出,主要包括水氧耦合腐蚀和熔盐杂质腐蚀等。水氧耦合腐蚀硅基材料(包括CFCC-SiC)在干氧环境中会在其表面氧化形成一层致密SiO2保护膜,可阻止环境中氧对材料的进一步氧化。因此在干氧环境中,硅基材料具有良好的抗氧化性能。但是,在航空发动机燃气环境中,由于碳氢燃料的燃烧使燃气中必然产生一定量水蒸气(约10%)。而CFCC-SiC表面的SiO2保护膜会与环境中的水蒸气反应形成具有挥发性的Si(OH)x,主要是Si(OH)4,导致CFCC-SiC材料的涂层退化。特别对于C/SiC复合材料,由于水蒸气腐蚀掉SiC涂层表面的SiO2保护膜,削弱了SiC涂层对SiC基体和碳纤维的保护能力,甚至会使热解碳界面相和碳纤维氧化,导致复合材料性能急剧下降。
熔盐杂质腐蚀在航空发动机燃烧室环境中最为常见的熔盐杂质是熔融态的Na2SO4,它的形成是由于燃料中含有少量杂质(Na、Cl、S等)。在高温下,熔融Na2SO4对CFCC-SiC陶瓷的腐蚀,首先是Na2SO4在构件表面的沉积,然后是与SO2发生反应生成硅酸盐。Na2SO4对SiC陶瓷腐蚀作用的温度范围在Na2SO4的熔点(884℃)与其沉积卤化点(1200℃)之间。由此造成的结果是CFCC-SiC表面保护涂层SiC被熔盐、氧以及水蒸气逐渐氧化腐蚀消耗殆尽,致使其失去对纤维和基体的保护作用,从而导致CFCC-SiC的最终失效。
综上所述得知,CFCC-SiC是无法单独在航空发动机燃烧室环境中长时间服役。为解决上述氧化腐蚀问题以满足航空发动机的长寿命要求,必须在CFCC-SiC构件表面制备一层耐水氧腐蚀、熔盐腐蚀以及抗其他环境因素损伤的涂层,称之为环境障碍涂层(EBCs)。
在环境障涂层众多失效因素中,CMAS(CaO、MgO、Al2O3、SiO2等硅酸铝盐物质的简称)腐蚀成为环境障涂层出水氧腐蚀外的第二大失效因素。CMAS主要来源于灰尘、砂石、飞机跑道磨屑等,航空发动机服役时CMAS会随着进气内涵道吸入发动机,经过压气机及燃烧室高温加热后变为熔融体吸附在环境障涂层表面并与涂层发生化学反应,进而使涂层提前失效。早在二十世纪九十年代,沙特阿拉伯、中东和波斯湾等沙漠地区的飞机发动机叶片上均发现存在玻璃状沉积物。如今,CMAS引起的热障涂层失效受到越来越多的学者关注。针对CMAS腐蚀,目前国内外还没有较好的方法。
发明内容
本发明的目的之一在于提供一种耐腐蚀环境障涂层的制备方法,该制备方法简单,易操作,耗时短。
本发明的目的之二在于提供一种由上述制备方法制备而得的耐腐蚀环境障涂层,该耐腐蚀环境障涂层具有良好的抗氧化性以及耐腐蚀性,如耐CMAS腐蚀性能。
本发明的目的之三在于提供一种上述耐腐蚀环境障涂层的应用,例如可将其用于制备发动机,能够满足发动机热端部件的使用要求。
本发明的目的之四在于提供一种含有上述耐腐蚀环境障涂层的发动机,不仅能够保证热端结构部件在使用过程中的可靠性及稳定性,而且还能延长发动机的可靠性及整体使用寿命。
本发明解决其技术问题是采用以下技术方案来实现的:
本发明提出一种耐腐蚀环境障涂层的制备方法,包括以下步骤:采用等离子喷涂-物理气相沉积方法,依次于基体的表面制备Si涂层、于Si涂层的远离基体的一侧的表面制备莫来石涂层以及于莫来石涂层的远离Si涂层的一侧的表面制备Yb2SiO5涂层,得环境障涂层;基体的原料含有SiC/SiC复合材料;于环境障涂层的表面制备铝薄膜层,得镀铝样品;真空热处理镀铝样品,得耐腐蚀环境障涂层。
本发明还提出一种耐腐蚀环境障涂层,其由上述制备方法制备而得。
本发明还提出一种上述耐腐蚀环境障涂层的应用,例如可将其用于制备发动机。
本发明还提出一种发动机,该发动机含有上述耐腐蚀环境障涂层。
本发明较佳实施例提供的耐腐蚀环境障涂层及其制备方法与应用、发动机的有益效果是:
环境障涂层中的Yb2SiO5涂层能在高低温热循环过程中有效释放热应力,提高整体耐腐蚀环境障涂层的热循环性能。于环境障涂层的表面制备铝薄膜层,然后对具有铝薄膜的环境障涂层碳化硅复合材料样品进行真空热处理,一方面可使熔融铝往涂层表面低洼出渗透,使得整个环境障涂层表面都粘附有熔融的铝膜;另一方面,粘附在环境障涂层表面的铝膜在一定的氧分压下与环境中的氧气发生反应,从而在复合材料表面获得一层致密的氧化铝防护涂层。该氧化铝一方面具有比二氧化硅更优异的防氧透过性,另一方面该涂层与碳化硅复合材料具有较好的热匹配性。此外,氧化铝具有比二氧化硅更好的耐CMAS腐蚀性能。
本发明较佳实施例所提供的耐腐蚀环境障涂层的制备方法简单,易操作,耗时短。制备而得的耐腐蚀环境障涂层具有良好的抗氧化性以及耐腐蚀性,如耐CMAS腐蚀性能。上述耐腐蚀环境障涂层可用于制备发动机,尤其是航空发动机,能够满足发动机热端部件的使用要求。含有上述耐腐蚀环境障涂层的发动机,不仅能够保证热端结构部件在使用过程中的可靠性及稳定性,而且还能延长发动机的可靠性及整体使用寿命。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,以下将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
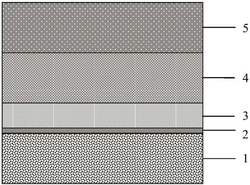
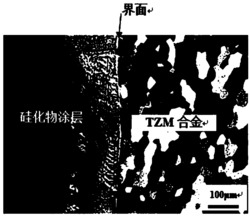
图1为试验例中实施例4的环境障涂层断面电子扫描形貌;
图2为试验例中传统环境障涂层于1300℃条件下CMAS腐蚀24h后的断面电子扫描形貌;
图3为试验例中实施例4的环境障涂层于1300℃条件下CMAS腐蚀24h后的断面电子扫描形貌。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
下面对本发明实施例的耐腐蚀环境障涂层及其制备方法与应用、发动机进行具体说明。
本发明实施例提供的耐腐蚀环境障涂层的制备方法包括以下步骤:采用等离子喷涂-物理气相沉积方法,依次于基体的表面制备Si涂层、于Si涂层的远离基体的一侧的表面制备莫来石涂层以及于莫来石涂层的远离Si涂层的一侧的表面制备Yb2SiO5涂层,得环境障涂层。于环境障涂层的表面制备铝薄膜层,得镀铝样品。真空热处理镀铝样品,得耐腐蚀环境障涂层。
作为可选地,基体的原料包括碳化硅基复合材料,碳化硅基复合材料包括SiC/SiC复合材料。其中,第一个SiC为碳化硅纤维,第二个SiC为碳化硅陶瓷。
SiC/SiC为一种兼具金属材料、陶瓷材料和碳材料性能优点于一体的新型热结构/功能材料。本发明实施例中基体的原料含有SiC/SiC,其较C/C复合材料相比可提高抗氧化性和使用寿命,成为1650℃以下长寿命(数百上千小时)、1900℃以下有限寿命(数分钟到十分钟)和2800℃以下瞬时寿命(数秒至十秒)的理想候选材料,同时还具有优良的超低温性能和抗辐照性能。此外,将其代替聚合物基复合材料可起到提高强度和使用温度的作用,将其代替金属材料可起到提高使用温度和减重的作用。
于基体的表面制备Si涂层,一方面起到第一重阻扩散作用,避免Yb2SiO5与基体发生反应,另一方面又因熔融的Si在本发明实施例中的复合材料基体表面具有良好的铺展性,从而可使莫来石涂层具有较好的平整度。
莫来石涂层在本发明实施例中主要起到第二重阻扩散作用,结合Si涂层,进一步防止Yb2SiO5与基体发生反应,从而提高Yb2SiO5涂层的作用效果。
Yb2SiO5涂层与现有技术中常用的热障涂层不同,后者主要作用是用于降低合金的表面温度,而前者作为环境障涂层主要用来抵抗环境对SiC/SiC的腐蚀,同时还兼具阻断及愈合裂纹以及空隙的作用。
采用Yb2SiO5作为环境障涂层的原料,其原因在于Yb2SiO5具有低的热膨胀系数、优良的抗水氧腐蚀性能与相稳定性,更重要的是它在高速燃气环境中具有较低的挥发率。经试验证明,Yb2SiO5涂层在1482℃水氧环境中具有一定稳定性,在1400℃以上与中间莫来石过渡层有良好化学相容性和力学相容性,并且Yb2SiO5涂层在1300℃-1400℃、90%H2O-10%O2环境中表现出良好的稳定性与抗水氧腐蚀性。
值得说明的是,由于Yb2SiO5纳米粉末晶粒在大气等离子方法中的高温等离子体的作用下容易长大,且将其用于航空发动机需使整体环境障涂层具有良好的热循环性能,故本发明实施例中优选将耐腐蚀环境障涂层中的Yb2SiO5涂层制备成层/柱复合结构。其中,层状结构有助于抵抗外来腐蚀,柱状结构有助于热循环过程中应力的释放,避免涂层剥落,从而使得Yb2SiO5涂层在高低温热循环过程中有效释放热应力,提高整体耐腐蚀环境障涂层的热循环性能。
可参考地,本发明实施例的耐腐蚀环境障涂层中Si涂层、莫来石涂层以及Yb2SiO5涂层的厚度例如可以依次为45-55μm、45-55μm、以及90-110μm。该厚度范围下,三层涂层配合后所起的效果最佳。若Si涂层或莫来石涂层厚度过小,二者所起的阻扩散作用较差甚至当Yb2SiO5涂层的厚度过厚时,二者几乎起不到阻止Yb2SiO5扩散的效果。当Yb2SiO5涂层的厚度过薄时,环境障涂层则不能具备良好的热循环性能。
此外,铝薄膜层的厚度例如可控制在4-6μm范围,优选为5μm。当铝薄膜层的厚度低于4μm时,铝膜热处理后铝薄膜层不能完全包裹基体,高于6μm时,热处理后改性层应力大,热循环过程中容易剥落。
制备过程中,在制备Si涂层前,调节制备体系(真空罐内)的压力为1.45-1.55mbar,优选为1.5mbar,此优选压力下,等离子焰流拥有较高的温度(>10000℃)和速度(>800m/s)。较佳地,可先将制备体系(真空罐)抽真空至0.45-0.55mbar,然后再回填惰性气体至压力为38-42mbar,然后再抽真空至1.45-1.55mbar。其中,惰性气体优选选自氩气,此类惰性气体经济效益高。在喷涂Si涂层过程中,由于真空罐填充有氩气,因此氧分压较低,从而避免了Si熔滴的氧化,氧化的减少使熔融Si与SiC/SiC复合材料基底润湿性较好,从而使熔融Si在复合材料表面显示出良好的铺展性,喷涂过程中大量的熔融扁平Si粒子相互叠加,以获得致密Si涂层。
值得说明的是,本发明实施例中,先抽真空、再回填氩气并二次抽真空,其目的在于:一是降低氧气分压,避免Si粉末的氧化;二是更低压力下等离子焰流会变长、变宽,喷涂粉末在焰流中停留的时间延长,粉末熔融性较好。但并非压力越低越好,压力在1.5mbar下等离子焰流的能量密度大于0.5mbar,故兼顾焰流的长度和密度,综合因素选择优选在0.5mbar。
可参考地,Si涂层的制备过程中等离子喷涂条件例如可以包括:等离子喷涂净功率为40-50kW。等离子气体包括氩气与氢气,氩气的流量为90-120NSPM,氢气的流量为5-10NSPM。送粉量为15-20g/min,喷涂距离为300-500mm。值得说明的是,本申请中所有NSPM均代表标准升每分钟(L/min)的意思。
喷涂过程中Si粉末的熔融程度跟喷枪净功率以及喷涂距离的大小有关,喷涂净功率过高,会造成粉末气化严重,涂层沉积率低;喷涂净功率过低,会造成粉末熔融性差,所获得涂层不致密。将等离子喷涂净功率控制在较高范围能保证等离子体有足够的热量传递给粉末,使得粉末表面与芯部均能发生熔融。
喷涂距离过大会造成粉末熔融粒子速度太低,熔融粒子扁平化不够,不能获得致密涂层;喷涂距离过小,会造成基体离喷枪距离太低,基体容易烧蚀。
可选地,本发明实施例中的Si粉末的粒径优选为15-45μm。该粒径的Si粉末流动性稳定,能在喷涂过程中使粉末能稳定流动,从而能够稳定控制送粉量,此外,该粉末粒径的Si粉末能在等离子焰流中保证熔融。另外,本发明实施例提供的合适的等离子体气体组合(氩气与氢气),能使得等离子体焰流的温度分布均匀,保证停留在等离子体外焰的Si粉末也能有较好的熔融状态。
此外,喷涂过程中合适的送粉量是保证所有的Si粉末都能熔融的关键。合理的喷涂参数能使得熔融Si同时兼顾较高的速度和温度,当撞击基体表面时,能获得较高的扁平率。作为可选地,喷涂粉末的送粉方式例如可以采用双内送粉方式,送入等离子喷枪后,粉末在高温等离子体焰流的作用下逐渐发生熔融形成熔滴,最终喷涂粉末以熔滴的形式撞击基体表面,并在高速等离子的作用下高速撞击基体的熔滴迅速扁平化。由于基体温度较高,扁平熔滴产生的热残余应力较低从而避免了热应力释放诱发大量裂纹产生现象。
在制备Si涂层的过程中,基体的温度例如可维持在890-910℃,优选为900℃。该温度范围下,SiC/SiC基体的热变形小,尤其是对于大尺寸基体尤为关键。另外,在该温度范围内,熔融Si和基体润湿性较好,Si在基体表面铺展的扁平率较高,是获得致密Si涂层的关键。此外,在该温度范围内,Si涂层的热应力能控制在较低的水平。
较佳地,调节制备体系的压力前,还可包括清洗基体的步骤。清洗可以是将基体依次于第一有机试剂、第二有机试剂和第三有机试剂中清洗。其中,第一有机试剂包括汽油或煤油,第二有机试剂包括丙酮或氯仿,第三有机试剂包括酒精或甲醇。优选地,清洗是将基体依次于汽油、丙酮和酒精中清洗。
清洗的方式优选为超声清洗,以除去基体所含的不利于Si粉末喷涂沉积的物质。可选地,超声清洗时间例如可以为10-15min。
进一步地,莫来石涂层的制备过程中等离子喷涂条件例如可以包括:等离子喷涂净功率为60-70kW。等离子气体包括氩气与氦气,氩气的流量为60-80NSPM,氦气的流量为40-60NSPM。送粉量为18-25g/min,喷涂距离为950-1050mm。较佳地,该过程中,基体的温度可以为1000-1200℃,较高的基体温度从而避免了传统大气等离子喷涂技术中莫来石晶粒降温迅速导致的涂层非晶化现象产生。
可选地,莫来石涂层的原料优选为15-40μm的团聚的莫来石粉末。同理地,该粒径的莫来石粉末流动性稳定,能在喷涂过程中使粉末能稳定流动,从而能够稳定控制送粉量,此外,该粉末粒径的莫来石粉末能在等离子焰流中保证熔融。
Yb2SiO5涂层的制备过程中等离子喷涂条件例如可以包括:等离子喷涂净功率为40-50kW。等离子气体包括氩气和氢气,氩气的流量为80-120NSPM,氢气的流量为10-20NSPM。送粉量为5-10g/min,喷涂距离为1000-1050mm,基体的温度控制在950℃左右。
可选地,Yb2SiO5涂层的原料优选为10-40μm的团聚的Yb2SiO5粉末。其选择原因参照Si粉末。
本发明实施例中各涂层所用的等离子喷涂条件均不同,其原因在于,上述各喷涂条件均是结合各涂层的原料性质以及设置位置所特殊确定的。上述喷涂条件能使各涂层在喷涂过程中具有较为合适的冷却速率,获得较佳的涂层形态,并且还能避免涂层热残余应力导致涂层服役过程中产生大量裂纹。
进一步地,铝薄膜层的制备可采用磁控溅射方法,制备条件包括:蒸发室初始压力小于5×10
进一步地,真空热处理的条件包括:真空室初始压力小于9×10
承上,于环境障涂层的表面制备铝薄膜层,然后对具有铝薄膜的环境障涂层碳化硅复合材料样品进行真空热处理,其作用包括如下方面:纯铝的熔点约667℃,环境障涂层表面存在高低起伏,在真空热处理下,一方面熔融铝往涂层表面低洼出渗透,使得整个环境障涂层表面都粘附有熔融的铝膜;另一方面,粘附在环境障涂层表面的铝膜在一定的氧分压下与环境中的氧气发生反应,从而在复合材料表面获得一层致密的氧化铝防护涂层。该氧化铝一方面具有比二氧化硅更优异的防氧透过性,另一方面该涂层与碳化硅复合材料具有较好的热匹配性。此外,氧化铝具有比二氧化硅更好的耐CMAS腐蚀性能。
经上述制备方法制备而得的耐腐蚀环境障涂层中各涂层之间结合牢固,不仅具有高致密性,而且整体具有良好的抗氧化性以及耐腐蚀性,如耐CMAS腐蚀性能。
本发明实施例还提供了一种上述耐腐蚀环境障涂层的应用,例如可以将其用于制备发动机,尤其是航空发动机。具体可参考地,上述耐腐蚀环境障涂层例如可以用于航空发动机中的热端部件,如尾喷管调节片、密封片和内锥体等部位。
此外,本发明实施例还提供了一种发动机,该发动机含有上述所涉及的耐腐蚀环境障涂层。值得说明的是,当航空发动机中含有上述涉及的耐腐蚀环境障涂层时,其能较现有的航空发动机而言,不仅能为CMC热端部件提供有效热防护,以保证热端结构部件在飞行过程的可靠性及稳定性,确保发动机及飞行器可靠性及整体使用寿命;而且还能具有更优异的耐腐蚀性能。
以下结合实施例对本发明的特征和性能作进一步的详细描述。
实施例1
以SiC/SiC复合材料为基体,使用汽油、丙酮和酒精依次对基体超声波除污清洗10min,然后把基体安装在夹具上并放置在真空罐中,对真空罐抽真空至0.45mbar,再回填氩气至38mbar,然后再抽真空至1.45mbar。
采用等离子喷涂-物理气相沉积技术于清洗过的基体的表面制备厚度为45μm的以粒径为15μm的Si粉末为原料的Si涂层。Si涂层制备过程中等离子喷涂条件为:等离子喷涂净功率为40kW,等离子气体中氩气的流量为90NSPM,氢气的流量为5NSPM,送粉量为15g/min,喷涂距离300mm,基体的温度为890℃。
采用等离子喷涂-物理气相沉积技术于Si涂层的远离基体的一侧的表面制备厚度为45μm的以粒径为15μm的团聚的莫来石粉末为原料的莫来石涂层。等离子喷涂净功率为60kW,等离子气体中氩气的流量为60NSPM,氦气的流量为40NSPM,送粉量为18g/min,喷涂距离为950mm,基体的温度为1000℃。
采用等离子喷涂-物理气相沉积技术于莫来石涂层的远离Si涂层的一侧的表面制备厚度为90μm的以粒径为10μm的团聚的Yb2SiO5粉末为原料的Yb2SiO5涂层,得环境障涂层。Yb2SiO5涂层制备过程中等离子喷涂条件为:等离子喷涂净功率为40kW,等离子气体中氩气的流量为80NSPM,氢气的流量为10NSPM,送粉量为5g/min,喷涂距离为1000mm,基体的温度为950℃。
采用磁控溅射方法于环境障涂层的表面制备厚度为4μm的铝薄膜层,得镀铝样品。铝薄膜层的制备条件为:蒸发室初始压力小于5×10
真空热处理镀铝样品,得耐腐蚀环境障涂层。真空热处理的条件为:真空室初始压力小于9×10
所获得的耐腐蚀环境障涂层经过1300℃的CMAS腐蚀24小时后,无涂层溶解于熔融物中,且涂层与CMAS腐蚀物界面清晰。
实施例2
以SiC/SiC复合材料为基体,使用汽油、丙酮和酒精依次对基体超声波除污清洗15min,然后把基体安装在夹具上并放置在真空罐中,对真空罐抽真空至0.55mbar,再回填氩气至42mbar,然后再抽真空至1.55mbar。
采用等离子喷涂-物理气相沉积技术于清洗过的基体的表面制备厚度为55μm的以粒径为45μm的Si粉末为原料的Si涂层。Si涂层制备过程中等离子喷涂条件为:等离子喷涂净功率为50kW,等离子气体中氩气的流量为120NSPM,氢气的流量为10NSPM,送粉量为20g/min,喷涂距离500mm,基体的温度为910℃。
采用等离子喷涂-物理气相沉积技术于Si涂层的远离基体的一侧的表面制备厚度为55μm的以粒径为40μm的团聚的莫来石粉末为原料的莫来石涂层。等离子喷涂净功率为70kW,等离子气体中氩气的流量为80NSPM,氦气的流量为60NSPM,送粉量为25g/min,喷涂距离为1050mm,基体的温度为1200℃。
采用等离子喷涂-物理气相沉积技术于莫来石涂层的远离Si涂层的一侧的表面制备厚度为110μm的以粒径为40μm的团聚的Yb2SiO5粉末为原料的Yb2SiO5涂层,得环境障涂层。Yb2SiO5涂层制备过程中等离子喷涂条件为:等离子喷涂净功率为50kW,等离子气体中氩气的流量为120NSPM,氢气的流量为20NSPM,送粉量为10g/min,喷涂距离为1050mm,基体的温度为950℃。
采用磁控溅射方法于环境障涂层的表面制备厚度为6μm的铝薄膜层,得镀铝样品。铝薄膜层的制备条件为:蒸发室初始压力小于5×10
真空热处理镀铝样品,得耐腐蚀环境障涂层。真空热处理的条件为:真空室初始压力小于9×10
所获得的耐腐蚀环境障涂层经过1300℃的CMAS腐蚀24小时后,无涂层溶解于熔融物中,且涂层与CMAS腐蚀物界面清晰。
实施例3
以SiC/SiC复合材料为基体,使用汽油、丙酮和酒精依次对基体超声波除污清洗12.5min,然后把基体安装在夹具上并放置在真空罐中,对真空罐抽真空至0.5mbar,再回填氩气至40mbar,然后再抽真空至1.5mbar。
采用等离子喷涂-物理气相沉积技术于清洗过的基体的表面制备厚度为50μm的以粒径为30μm的Si粉末为原料的Si涂层。Si涂层制备过程中等离子喷涂条件为:等离子喷涂净功率为45kW,等离子气体中氩气的流量为105NSPM,氢气的流量为7.5NSPM,送粉量为17.5g/min,喷涂距离400mm,基体的温度为900℃。
采用等离子喷涂-物理气相沉积技术于Si涂层的远离基体的一侧的表面制备厚度为50μm的以粒径为30μm的团聚的莫来石粉末为原料的莫来石涂层。等离子喷涂净功率为65kW,等离子气体中氩气的流量为70NSPM,氦气的流量为50NSPM,送粉量为22g/min,喷涂距离为1000mm,基体的温度为1100℃。
采用等离子喷涂-物理气相沉积技术于莫来石涂层的远离Si涂层的一侧的表面制备厚度为100μm的以粒径为30μm的团聚的Yb2SiO5粉末为原料的Yb2SiO5涂层,得环境障涂层。Yb2SiO5涂层制备过程中等离子喷涂条件为:等离子喷涂净功率为45kW,等离子气体中氩气的流量为100NSPM,氢气的流量为15NSPM,送粉量为7.5g/min,喷涂距离为1000mm,基体的温度为950℃。
采用磁控溅射方法于环境障涂层的表面制备厚度为5μm的铝薄膜层,得镀铝样品。铝薄膜层的制备条件为:蒸发室初始压力小于5×10
真空热处理镀铝样品,得耐腐蚀环境障涂层。真空热处理的条件为:真空室初始压力小于9×10
所获得的耐腐蚀环境障涂层经过1300℃的CMAS腐蚀24小时后,无涂层溶解于熔融物中,且涂层与CMAS腐蚀物界面清晰。
实施例4
以SiC/SiC复合材料为基体,使用汽油、丙酮和酒精依次对基体超声波除污清洗15min,然后把基体安装在夹具上并放置在真空罐中,对真空罐抽真空至0.5mbar,再回填氩气至40mbar,然后再抽真空至1.5mbar。
采用等离子喷涂-物理气相沉积技术于清洗过的基体的表面制备厚度为50μm的以粒径为25μm的Si粉末为原料的Si涂层。Si涂层制备过程中等离子喷涂条件为:等离子喷涂净功率为45kW,等离子气体中氩气的流量为100NSPM,氢气的流量为8NSPM,送粉量为18g/min,喷涂距离400mm,基体的温度为900℃。
采用等离子喷涂-物理气相沉积技术于Si涂层的远离基体的一侧的表面制备厚度为50μm的以粒径为25μm的团聚的莫来石粉末为原料的莫来石涂层。等离子喷涂净功率为65kW,等离子气体中氩气的流量为70NSPM,氦气的流量为50NSPM,送粉量为20g/min,喷涂距离为1000mm,基体的温度为1100℃。
采用等离子喷涂-物理气相沉积技术于莫来石涂层的远离Si涂层的一侧的表面制备厚度为100μm的以粒径为20μm的团聚的Yb2SiO5粉末为原料的Yb2SiO5涂层,得环境障涂层。Yb2SiO5涂层制备过程中等离子喷涂条件为:等离子喷涂净功率为45kW,等离子气体中氩气的流量为100NSPM,氢气的流量为15NSPM,送粉量为7.5g/min,喷涂距离为1000mm,基体的温度为900℃。
采用磁控溅射方法于环境障涂层的表面制备厚度为5μm的铝薄膜层,得镀铝样品。铝薄膜层的制备条件为:蒸发室初始压力小于5×10
真空热处理镀铝样品,得耐腐蚀环境障涂层。真空热处理的条件为:真空室初始压力小于9×10
所获得的耐腐蚀环境障涂层经过1300℃的CMAS腐蚀24小时后,无涂层溶解于熔融物中,且涂层与CMAS腐蚀物界面清晰。
实施例5
本实施例与实施例4的区别在于:使用煤油、氯仿和甲醇依次对基体超声波除污清洗。
实施例6
本实施例提供一种耐腐蚀环境障涂层的应用,即将其用于制备航空发动机中的尾喷管调节片,耐腐蚀环境障涂层可采用由上述实施例1-5任一实施例制备所得的耐腐蚀环境障涂层。
实施例7
本实施例提供一种耐腐蚀环境障涂层的应用,即将其用于制备航空发动机中的密封片,耐腐蚀环境障涂层可采用由上述实施例1-5任一实施例制备所得的耐腐蚀环境障涂层。
实施例8
本实施例提供一种耐腐蚀环境障涂层的应用,即将其用于制备航空发动机中的内锥体,耐腐蚀环境障涂层可采用由上述实施例1-5任一实施例制备所得的耐腐蚀环境障涂层。
实施例9
本实施例提供一种航空发动机,该航空发动机含有耐腐蚀环境障涂层,耐腐蚀环境障涂层可采用由上述实施例1-5任一实施例制备所得的耐腐蚀环境障涂层。
试验例
重复实施上述实施例1-5,得到足够多的耐腐蚀环境障涂层。
以实施例4为例,设置对照组,对照组以传统环境障涂层为扫描对象,对实施例4和对照组的环境障涂层进行电子扫描,电子扫描结果如图1至图3所示。
由图1可以看出,实施例4制备所得的环境障涂层断面的电子扫描形貌中铝膜较为致密且和环境障涂层结合紧密。图2显示环境障涂层表面已经溶解在CMAS腐蚀物中。图3显示环境障涂层与CMAS腐蚀物有明显的界面,无明显溶解于腐蚀物中。通过对比图2和图3可以看出,本发明实施例4制备所得的环境障涂层具有更好的耐CMAS腐蚀性能。
此外,对实施例1-3以及实施例5制备而得的耐腐蚀环境障涂层进行电子扫描,其结果均显示扫描样本较对照组具有更好的耐CMAS腐蚀性能。
综上所述,本发明实施例提供的耐腐蚀环境障涂层的制备方法简单,易操作,耗时短。制备而得的耐腐蚀环境障涂层具有良好的抗氧化性以及耐腐蚀性,如耐CMAS腐蚀性能。上述耐腐蚀环境障涂层可用于制备发动机,尤其是航空发动机,能够满足发动机热端部件的使用要求。含有上述耐腐蚀环境障涂层的发动机,不仅能够保证热端结构部件在使用过程中的可靠性及稳定性,而且还能延长发动机的可靠性及整体使用寿命。
以上所描述的实施例是本发明一部分实施例,而不是全部的实施例。本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
一种耐腐蚀环境障涂层及其制备方法与应用、发动机专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0