





专利摘要
本发明属于非晶合金制备领域,具体涉及一种使用双辊法连续制备镍基非晶合金薄带材的方法。该方法将合金原料或初步制得的母合金在真空感应熔炼炉中熔炼获得镍基非晶母合金熔体。控温达到要求后,充入氩气并打开真空感应熔炼炉与中间包间的闸板阀,将熔体通过预热流道导入具有高纯氩气保护的中间包内。中间包的控流塞棒打开后,合金熔体经布流嘴均匀布流后注入铸辊辊缝中,通过水冷铸辊冷却成形为非晶带材,非晶带材经排辊继续冷却并导入卷取设备。整个铸轧‑冷却‑卷取过程在高纯氩气保护的铸机腔体内完成。本发明中非晶形成过程流程短、冷速快且制备过程连续化,利用本发明的方法可高效、连续地制备镍基非晶薄带材,促进镍基非晶合金的应用。
权利要求
1.一种镍基非晶薄带材连续制备的方法,其特征在于,按以下步骤进行:
(1)按设定成分熔炼母合金,其成分为:NiaZrbTicAldNbeHff,a、b、c、d、e、f为原子百分比,其中40≤a≤70;0≤b≤35;0≤c≤20;0≤d≤10;0≤e≤20;0≤f≤10;将合金原料或初步制得的母合金放入熔炼坩埚中熔炼至完全熔化,熔化后继续熔炼,在高于合金熔点200℃以上的温度下熔炼5~20min,使合金充分熔化;
(2)将合金熔体通过预热的导流管导入中间包内,中间包温度高于合金熔点100~300℃,使合金在中间包内均温,浇铸时控制合金过热度为100~300℃;
(3)非晶薄带成形过程:打开塞棒,将合金熔体经过布流嘴均匀布流到铸辊辊缝中,使合金快速冷却铸轧成形;铸轧过程中,合金通过铸辊传热快速冷却,其冷却速度为1000~75000℃/s,通过控制铸轧速度为0.05~3m/s、铸轧力大小控制为每1cm宽度铸带的铸轧力为2~15kN,铸辊辊缝开口宽度设置为0.1~1mm,来调控合金薄带出辊温度,并将合金出辊温度控制在小于合金的晶化温度Tx;
(4)合金铸带经排辊再次冷却并导入卷取机成卷;铸带制备过程中,整个铸轧-冷却-卷取过程在高纯氩气保护的铸机腔体内完成。
2.根据权利要求1所述的镍基非晶薄带材连续制备的方法,其特征在于,使用双辊法连续快速的制备0.1~1mm厚度的镍基非晶合金薄带。
3.根据权利要求1所述的镍基非晶薄带材连续制备的方法,其特征在于,母合金熔炼过程和均温存储过程都在<0.1Pa的高真空或体积纯度≥99.999%的高纯氩气保护氛围下进行的;铸轧过程在体积纯度≥99.9%的氩气保护氛围下进行。
4.根据权利要求1所述的镍基非晶薄带材连续制备的方法,其特征在于,熔炼坩埚中,直接使用合金原料进行熔炼,或者使用已熔炼好的母合金进行熔化。
5.根据权利要求1所述的镍基非晶薄带材连续制备的方法,其特征在于,通过布流嘴下端的布流口尺寸、铸辊辊缝值、铸轧速度、铜质铸辊、钢质铸辊、铸辊冷却水量的铸轧工艺参数控制凝固冷却速度达到1000~75000℃/s。
6.根据权利要求1所述的镍基非晶薄带材连续制备的方法,其特征在于,布流嘴下端的布流口设计为矩形或一排圆形,矩形宽度为0.2~1mm,圆形直径为0.5~2mm;布流方式分为三种:直接注入辊缝法、单侧浇涂法或双侧浇涂法;布流口材质为不易与合金熔体反应的SiO2或BN。
7.根据权利要求1所述的镍基非晶薄带材连续制备的方法,其特征在于,布流嘴的预热温度范围为1000~1300℃,导流管的预热温度范围为950~1000℃。
8.根据权利要求1所述的镍基非晶薄带材连续制备的方法,其特征在于,薄带稳定铸轧过程中,通过控制合金流量控制铸辊上部的合金熔池高度稳定,并将合金熔池表面沿铸辊辊径方向的宽度控制在10mm以内。
9.根据权利要求1所述的镍基非晶薄带材连续制备的方法,其特征在于,铸辊采用导热性好的铜质或钢质合金制备,其铸辊辊径为220mm~510mm,辊面粗糙度Ra≤10μm。
10.根据权利要求1所述的镍基非晶薄带材连续制备的方法,其特征在于,铸辊冷却水进水温度控制在5~12℃,出水温度控制在5~15℃,通过控制水流量,使水升温区间小于3℃。
说明书
技术领域
本发明属于非晶合金制备领域,具体涉及一种使用双辊法连续制备镍基非晶合金薄带材的方法。
技术背景
非晶合金,也称金属玻璃(Metallic Glass)或玻璃合金(Glassy Alloy),是应用现代快速凝固冶金技术制备获得的一种新型的、特殊的、物质状态明显区别于晶态的合金材料。由于非晶合金独特的原子结构排列及金属键组成,使非晶合金具有相比于传统晶态金属材料更为优异的力学性能、物理性能及化学性能。这使非晶合金在航空航天、兵器工业、精密仪器、生物医疗和电力输送等方面具有广泛的应用前景。
早期非晶合金的制备需要很大的冷却速度(>106K/s),当时非晶合金只能以粉、丝、薄带等形式存在,极大地削弱非晶合金性能潜力的发挥,限制非晶合金在工业中的应用。因此,自上世纪八十年代末开始,如何提高非晶合金的形成能力,制备大尺寸的非晶合金成为新材料研究领域中重点研究方向之一。从20世纪80年代至今的几十年里,经过大量学者的努力,已经开发出Zr基、Ti基、Fe基、Co基、Ni基、Cu基、Pt基等大量具有大的玻璃形成能力的合金体系;发展水淬法、铜模铸造法、定向凝固法、非晶粉末挤压法等多种块体非晶合金的制备技术。其中,使用单辊法生产的具有优良的软磁性能的非晶薄带在国内已经有大规模、广泛的应用,为我国电力系统的节能减排做出突出贡献。而且,块体非晶合金的制备与应用同样取得长足的发展,因其优异的力学性能,已被作为结构材料生产并应用于电子产品、体育器材、汽车零件等。目前,市场上应用的块体非晶合金产品最主要的生产方式是压铸法,由于其自身条件限制,只能生产小规格产品。而作为结构材料中应用广泛的板带材,依然没有可靠的生产方式。因此,如何实现非晶合金板带材连续、大量、稳定的生产,推动块体非晶合金的广泛应用,是当前非晶产业急需解决的问题之一。
目前,非晶板带的主要生产方法包括单辊熔体急冷法、双辊熔体急冷法和铸型拉铸法。目前应用最广的、已用于工业化生产的是单辊熔体急冷法,简称单辊法。单辊法生产的铁基非晶带材具有优良的软磁性能,能代替硅钢、坡莫合金以制作变压器铁芯,进而大大提高变压器效率,降低配电变压器的铁损,同时减小体积和重量。然而单辊法生产工艺限制带材的厚度(约20~50μm)和宽度(小于220mm)。双辊熔体急冷法简称双辊法。基于双辊法开发多种块体非晶合金的连铸方法。美国专利(公开号US2006/0260782A1)公开一种块体非晶合金板材的连续住在装置和方法,专利中装置采用多组小直径冷却辊冷却合金带材,由于其排辊只能施加较小接触压力,其系统冷速只能达到小于10℃/s,制备的板材厚度为0.1~10mm,且仅限于形成能力强的含Be的Zr基非晶合金的成型,也会降低非晶寿命和稳定性。与之技术思想较为接近的是中国专利(公开号CN 107755652A),其利用履带式冷却,连续铸造非晶,其接触力较小,冷速有限,同样会降低非晶寿命和制备非晶的成分设计冗余度。中国专利(公开号CN1486800A)公开一种块体非晶合金连续铸轧技术,将坩埚中熔化的金属熔体注入两个相对旋转的水冷轧辊中,采用双轧辊铸轧制备块体非晶板材、棒材等,但该专利未见具体工艺保护节点和技术实施方案,同时对熔炼温度、保温措施、控流措施、冷速、铸轧力等详细参数也没有进行公开。而且辊缝位置可以施加相对较大轧制力,以实现较大冷速,在理论上其冷却能力大于单辊法,而且可是制备厚度规格较大的非晶合金板带材。铸型拉铸法,是一种熔炼后的母合金在坩埚中熔化、保温后经流嘴浇铸到水冷的孔型中,并通过以一定速度给成型的非晶合金以拉力,实现非晶合金连续铸造的方法。中国专利(公开号CN101543885A)公开一种块体非晶合金水平连续铸造的装置和方法,合金的冷却主要依靠水冷铜模,凝固的铸坯由电动机驱动的牵引杆拉动不断输出。
发明内容
针对镍基非晶合金制备对原料纯度、真空度要求高,尚未见镍基非晶合金板带材大量生产的问题,本发明的目的在于提供一种使用双辊法连续制备镍基非晶合金薄带材的方法,利用普通工业原料,基于薄带铸轧工艺可以提供连续稳定凝固环境的特点,非晶形成过程流程短、冷速快且制备过程连续化,利用本发明的方法可高效、连续地制备镍基非晶薄带材,促进镍基非晶合金的应用。
本发明的技术方案是:
一种镍基非晶薄带材连续制备的方法,按以下步骤进行:
(1)按设定成分熔炼母合金,其成分为:NiaZrbTicAldNbeHff,a、b、c、d、e、f为原子百分比,其中40≤a≤70;0≤b≤35;0≤c≤20;0≤d≤10;0≤e≤20;0≤f≤10;将合金原料或初步制得的母合金放入熔炼坩埚中熔炼至完全熔化,熔化后继续熔炼,在高于合金熔点200℃以上的温度下熔炼5~20min,使合金充分熔化;
(2)将合金熔体通过预热的导流管导入中间包内,中间包温度高于合金熔点100~300℃,使合金在中间包内均温,浇铸时控制合金过热度为100~300℃;
(3)非晶薄带成形过程:打开塞棒,将合金熔体经过布流嘴均匀布流到铸辊辊缝中,使合金快速冷却铸轧成形;铸轧过程中,合金通过铸辊传热快速冷却,其冷却速度为1000~75000℃/s,通过控制铸轧速度为0.05~3m/s、铸轧力大小控制为每1cm宽度铸带的铸轧力为2~15kN,铸辊辊缝开口宽度设置为0.1~1mm,来调控合金薄带出辊温度,并将合金出辊温度控制在小于合金的晶化温度Tx;
(4)合金铸带经排辊再次冷却并导入卷取机成卷;铸带制备过程中,整个铸轧-冷却-卷取过程在高纯氩气保护的铸机腔体内完成。
所述的镍基非晶薄带材连续制备的方法,使用双辊法连续快速的制备0.1~1mm厚度的镍基非晶合金薄带。
所述的镍基非晶薄带材连续制备的方法,母合金熔炼过程和均温存储过程都在<0.1Pa的高真空或体积纯度≥99.999%的高纯氩气保护氛围下进行的;铸轧过程在体积纯度≥99.9%的氩气保护氛围下进行。
所述的镍基非晶薄带材连续制备的方法,熔炼坩埚中,直接使用合金原料进行熔炼,或者使用已熔炼好的母合金进行熔化。
所述的镍基非晶薄带材连续制备的方法,通过布流嘴下端的布流口尺寸、铸辊辊缝值、铸轧速度、铜质铸辊、钢质铸辊、铸辊冷却水量的铸轧工艺参数控制凝固冷却速度达到1000~75000℃/s。
所述的镍基非晶薄带材连续制备的方法,布流嘴下端的布流口设计为矩形或一排圆形,矩形宽度为0.2~1mm,圆形直径为0.5~2mm;布流方式分为三种:直接注入辊缝法、单侧浇涂法或双侧浇涂法;布流口材质为不易与合金熔体反应的SiO2或BN。
所述的镍基非晶薄带材连续制备的方法,布流嘴的预热温度范围为1000~1300℃,导流管的预热温度范围为950~1000℃。
所述的镍基非晶薄带材连续制备的方法,薄带稳定铸轧过程中,通过控制合金流量控制铸辊上部的合金熔池高度稳定,并将合金熔池表面沿铸辊辊径方向的宽度控制在10mm以内。
所述的镍基非晶薄带材连续制备的方法,铸辊采用导热性好的铜质或钢质合金制备,其铸辊辊径为220mm~510mm,辊面粗糙度Ra≤10μm。
所述的镍基非晶薄带材连续制备的方法,铸辊冷却水进水温度控制在5~12℃,出水温度控制在5~15℃,通过控制水流量,使水升温区间小于3℃。
本发明优点及有益效果是:
1、本发明充分利用薄带连铸技术对块体非晶合金进行连续制备,合金薄带制备过程一步成形,其流程短;合金冷却凝固过程受压力导热好,其冷速快;利用工业原料既可对非晶合金薄带进行制备。
2、对于块体非晶合金连续成形过程,大的冷速和良好的稳定性是必不可少的。而一般铸轧设备因其浇铸方式简单,合金熔池较宽,使得合金在浅过冷液相区的冷速较小,难以形成非晶合金。本发明根据块体非晶凝固的特点,结合双辊铸轧技术,采取深入辊缝浇铸或侧面浇涂法,合金熔池窄、冷速大、变形小。其原理、结构和方法尚未见公开报道。本课题组也进行充分的技术实践,并且实现12m以上长度、0.2~0.75mm厚度的非晶带材连续铸轧过程实现。
3、本发明提供一种使用工业原料连续快速的制备0.1~1mm厚度的镍基非晶合金薄带的方法。其成分组成为:NiaZrbTicAldNbeHff,a、b、c、d、e、f为原子百分比,其中40≤a≤70;0≤b≤35;0≤c≤20;0≤d≤10;0≤e≤20;0≤f≤10。该发明将完全熔融的金属熔体通过布流水口将液流均匀展宽后,将与轧辊辊缝吻合的浇铸口直接注入辊缝深处,均匀地充满整个辊缝,并且实现微小液位控制。充入辊缝的合金熔体与铸辊辊接触,使热量通过轧辊导热流失。且深入浇注可使合金在刚注入时便可得到极大的冷却速度,从而抑制晶核的形成和长大。此外,铸轧产生的压力可使合金向外传热加速,增加合金冷速。而且,因为合金熔池液面宽度与轧辊间隙宽度比例的减小可减小其铸轧变形量,从而减小因冷却后的非晶合金因为强度过高而出现的卡住现象,保证铸轧过程的连续进行。并且,获得较多的自由体积,使得非晶寿命、稳定性以及非晶成形能力显著提高。
4、本发明整个铸轧过程都发生在密封罩内,密封罩内充Ar气作为保护气体,保证合金熔体凝固到固体的过程中不与氧气接触,防止氧化现象的发生,抑制合金的形核。
附图说明
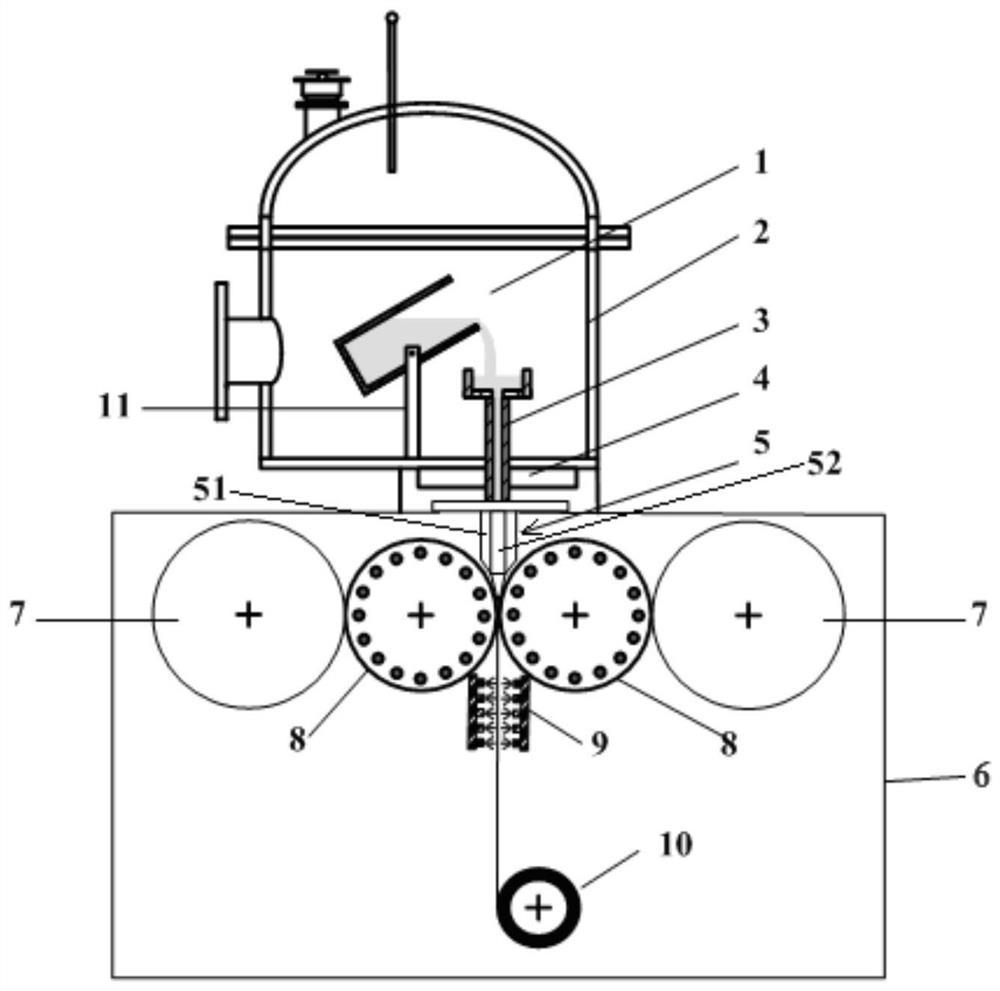
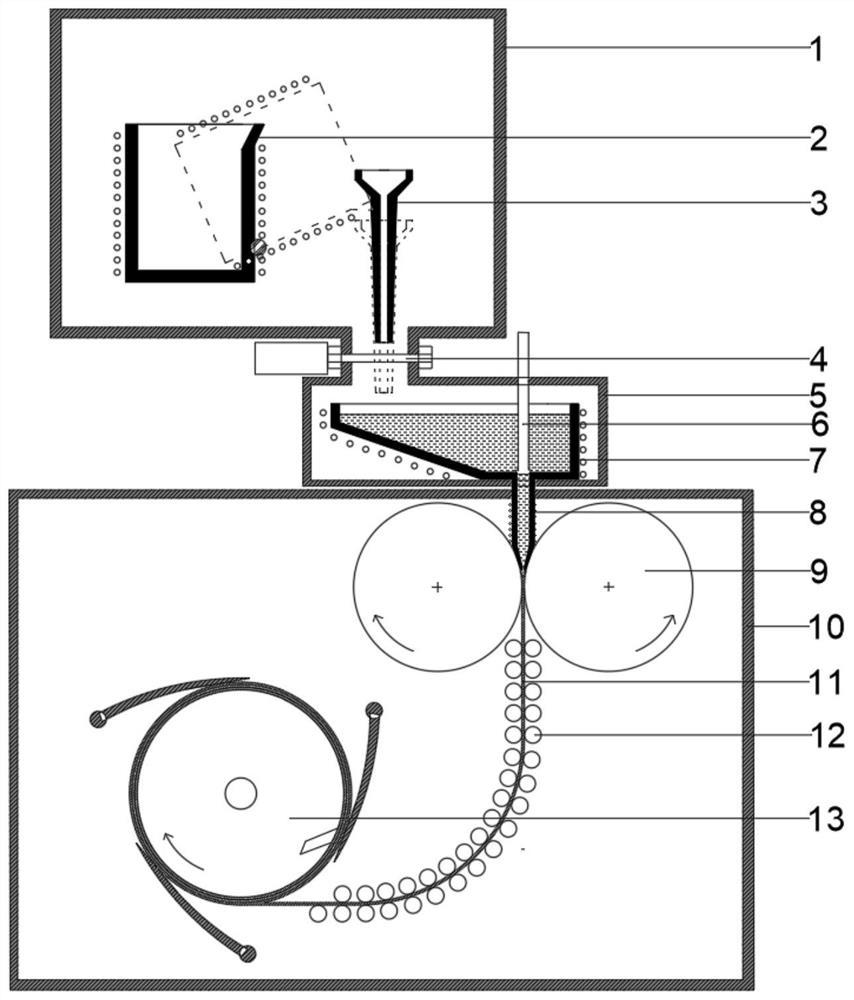
图1是本发明镍基非晶薄带材连续制备的铸轧装置的结构示意图。图中:1真空感应熔炼炉,2熔炼坩埚,3导流管,4闸板阀,5中间包,6塞棒,7中间包坩埚,8布流嘴,9铸辊,10密封保护罩,11铸带,12排辊,13卷取设备。
图2是双辊单侧浇涂法制备非晶合金的结构示意图。图中:8布流嘴,9铸辊,14单侧出口,15合金熔体。
图3是双辊双侧浇涂法制备非晶合金的结构示意图。图中:8布流嘴,9铸辊,15合金熔体,16双侧出口。
具体实施方式
如图1所示,本发明镍基非晶薄带材连续制备的铸轧装置,主要包括:真空感应熔炼炉1、熔炼坩埚2、导流管3、闸板阀4、中间包5、塞棒6、中间包坩埚7、布流嘴8、铸辊9、密封保护罩10、铸带11、排辊12、卷取设备13等,具体结构如下:
真空感应熔炼炉1的底部开口通过闸板阀4与中间包5的顶部开口相通,中间包5的底部开口与密封保护罩10的顶部开口相通;真空感应熔炼炉1内设置熔炼坩埚2和导流管3,导流管3位于熔炼坩埚2的一侧,导流管3竖向设置,其下端口与中间包5内的中间包坩埚7相对应。当真空感应熔炼炉1中熔炼获得镍基非晶母合金熔体时,倾倒于导流管3内,导流管3下移穿过真空感应熔炼炉1的底部开口与中间包5的顶部开口,镍基非晶母合金熔体经导流管3进入中间包坩埚7内。
塞棒6沿竖向穿设于中间包坩埚7,塞棒6下端塞住中间包5的底部开口,布流嘴8上侧连接中间包5的底部开口,并竖向穿过密封保护罩10的顶部开口插设于两个铸辊9之间。密封保护罩10内的铸辊9下方设置排辊12和卷取设备13,相对设置的排辊12之间形成铸带11的通道,排辊12呈弧形均匀排布,排辊12的上部与两个铸辊9之间的辊缝相对应,排辊12的下部与卷取设备13的进口相对应。当打开塞棒6时,中间包坩埚7内的合金熔体经过布流嘴8均匀布流到两个铸辊9之间的辊缝,并在辊缝冷却成形为铸带11,铸带11经过铸辊9下方的相对排辊12导入经过卷取设备13成卷。
如图2所示,双辊单侧浇涂法制备非晶合金的结构,布流嘴8内的底部一侧与一个铸辊9相对应处设有单侧出口14,布流嘴8内的合金熔体15流经单侧出口14,沿所对应的铸辊9经过两个铸辊9之间流出形成非晶带材。
如图3所示,双辊双侧浇涂法制备非晶合金的结构,布流嘴8内的底部相对两侧与铸辊9相对应处分别设有双侧出口16,布流嘴8内的合金熔体15流经双侧出口16,分别沿所对应的铸辊9汇于铸辊辊缝,并铸轧成形为非晶带材。
在具体实施过程中,本发明镍基非晶合金的成分组成为:NiaZrbTicAldNbeHff,a、b、c、d、e、f为原子百分比,其中40≤a≤70;0≤b≤35;0≤c≤20;0≤d≤10;0≤e≤20;0≤f≤10。其制备方法特征是结合金属双辊铸轧和非晶连续冷却成形的特点,将合金原料或初步制得的母合金在真空感应熔炼炉1中熔炼获得镍基非晶母合金熔体。控温达到要求后,充入氩气并打开真空感应熔炼炉1与中间包5间的闸板阀4,将镍基非晶母合金熔体通过预热流道(导流管3)导入具有高纯氩气保护的中间包5内。中间包5的控流塞棒6打开后,合金熔体15经布流嘴8均匀布流后注入铸辊9的辊缝中,通过水冷铸辊9冷却成形为非晶带材,非晶带材经排辊12继续冷却并导入卷取设备13。整个铸轧-冷却-卷取过程在高纯氩气保护的铸机腔体内完成。
下面,结合附图和具体实施例对本发明作进一步的说明。
实施例一
合金成分:Ni40Cu5Ti16Zr28Hf1Al10(原子百分比at.%,下同);
布流方式:深入辊缝布流;
制备流程:
a.按原子百分比配20kg原料,将其投入真空感应熔炼炉中,并抽真空至0.05Pa,对合金原料加热至其完全熔化熔化,并于1500℃继续熔炼15min。
b.关闭真空泵,向真空感应熔炼炉内充入体积纯度99.999%的高纯氩气至大气压,打开闸板阀,放下导流管,将合金经导流管(导流管的预热温度为950℃)导入高纯氩气保护的中间包内。
c.合金在中间包均热后,打开塞棒,将合金熔体经过布流嘴(布流嘴的预热温度为1200℃)均匀布流到铸辊辊缝中,使合金快速冷却铸轧成形,合金熔体冷却速度为10000℃/s。其参数如下表1所示。
表1实验主要参数
试验获得0.45毫米厚非晶带材。
实施例二
合金成分:Ni61Zr28Nb7Al4;
布流方式:深入辊缝布流;
制备流程:
a.按原子百分比配20kg原料,将其投入真空感应熔炼炉中,并抽真空至0.03Pa,对合金原料加热至其完全熔化熔化,并于1500℃继续熔炼20min。
b.关闭真空泵,向真空感应熔炼炉内充入体积纯度99.999%的高纯氩气至大气压,打开闸板阀,放下导流管,将合金经导流管(导流管的预热温度为1000℃)导入高纯氩气保护的中间包内。
c.合金在中间包均热后,打开塞棒,将合金熔体经过布流嘴(布流嘴的预热温度为1200℃)均匀布流到铸辊辊缝中,使合金快速冷却铸轧成形,合金熔体冷却速度为20000℃/s。其参数如下表2所示。
表2实验主要参数
试验获得0.2mm厚非晶带材。
实施例三
合金成分:Ni40Cu5Ti16Zr28Hf1Al10;
布流方式:深入辊缝布流;
制备流程:
a.按原子百分比配20kg原料,将其投入真空感应熔炼炉中,并抽真空至0.08Pa,对合金原料加热至其完全熔化熔化,并于1500℃继续熔炼15min。
b.关闭真空泵,向真空感应熔炼炉内充入体积纯度99.999%的高纯氩气至大气压,打开闸板阀,放下导流管,将合金经导流管(导流管的预热温度为1000℃)导入高纯氩气保护的中间包内。
c.合金在中间包均热后,打开塞棒,将合金熔体经过布流嘴(布流嘴的预热温度为1200℃)均匀布流到铸辊辊缝中,使合金快速冷却铸轧成形,合金熔体冷却速度为25000℃/s。其参数如下表1所示。
表1实验主要参数
试验获得0.45毫米厚非晶带材。
上述实施例仅用于说明本发明的技术特点,而非是对本发明保护范围的限制,其目的是对本发明作详细说明。但凡是据此发明精神实质所做的等效替代,而不脱离本发明技术实质的方案都在本发明的保护范围之内。
一种镍基非晶薄带材连续制备的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0