






专利摘要
一种劣质重油组合加工方法,该方法是一种将重油超临界流体萃取、重油催化裂化、劣质重油接触裂化和气化再生有机结合的加工方法。通过这种组合方式对劣质重油进行加工,可以高效绿色利用渣油中的碳、氢和硫,得到高附加值的轻质油和氢气或燃料气。
权利要求
1.一种劣质重油组合加工方法,包括以下步骤:
(1)重油原料I在超临界流体萃取单元进行组分分离,得到富含饱和分和芳香分的抽出油和富含胶质和沥青质组分的抽余油;
(2)步骤(1)所得的抽出油进入催化裂化单元,在催化裂化催化剂的作用下进行反应,得到催化裂化气体、催化裂化汽油、催化裂化柴油、催化裂化油浆和沉积有焦炭的待生剂,待生剂进行两段再生,第一段为贫氧再生得到半再生剂和烟气I,其中烟气I中的硫主要以羰基硫形式存在,第二段为富氧再生,得到完全再生后的催化剂和烟气II,完全再生后的催化剂返回催化裂化单元;
(3)步骤(1)所得的抽余油与重油原料II按一定比例进入接触裂化单元,在接触剂的作用下、在临氢条件下或在非临氢条件下进行接触裂化反应,得到接触裂化气体、接触裂化汽油、接触裂化柴油、接触裂化油浆和沉积有焦炭的待生接触剂,在第一气化器内,使待生接触剂上的炭和含氧气体I发生不完全燃烧反应,得到半再生接触剂和气化气I,其中气化气I中的硫主要以H2S和羰基硫形式存在;
(4)步骤(3)所得的半再生接触剂在第二气化器,在含氧气体II存在的条件下,接触剂上残留炭发生完全燃烧,得到完全再生接触剂和气化气II,气化气II中的硫以SOX形式存在,完全再生接触剂返回步骤(3)接触裂化单元;
(5)所述烟气I和气化气I进入羰基硫和H2S脱除单元,脱硫后的气体作为燃料气使用,或者进入变换单元制氢气。
2.按照权利要求1的方法,其特征在于所述重油原料I和重油原料II的残炭为15重量%~50重量%,金属含量在25~1000μg/g。
3.按照权利要求1的方法,其特征在于所述步骤(1)中超临界流体萃取单元所用溶剂是C3~C5烷烃和烯烃中的一种或几种的混合物,溶剂与重油原料I的体积比为3~12:1。
4.按照权利要求1的方法,其特征在于所述步骤(1)中超临界流体萃取单元中抽提塔压力为4.0~16.0MPa,抽提塔顶温度为103~240℃,抽提塔底温度为98~220℃。
5.按照权利要求1的方法,其特征在于所述步骤(1)中所述抽出油中,饱和分和芳香分的质量百分含量≥70%,沥青质质量百分含量≤0.5%。
6.按照权利要求1的方法,其特征在于所述步骤(1)所得抽出油收率控制在20%~40%。
7.按照权利要求1的方法,其特征在于所述步骤(2)中所述的催化裂化反应条件为:反应温度470~550℃,反应时间0.5~5.0秒,催化裂化催化剂与原料油的重量比3~20。
8.按照权利要求1的方法,其特征在于所述步骤(2)中所述的催化裂化催化剂包括沸石、无机氧化物和粘土,各组分的重量百分含量分别为:沸石5%~50%,无机氧化物5%~95%,粘土0~90%。
9.按照权利要求1的方法,其特征在于所述步骤(2)中待生剂与空气在第一再生器中发生贫氧燃烧反应,密相床中的温度为550~750℃,密相床中线速度0.05~0.6m/s,气体停留时间0.5~60秒;在第一再生器得到半再生剂,半再生剂上的碳含量为0.3~0.5重量%;所述半再生剂进入第二再生器进行完全再生,完全再生温度为600~750℃,第二再生器内通入气体的氧气含量为10体积%~50体积%。
10.按照权利要求1的方法,其特征在于所述步骤(3)中非临氢条件下,接触裂化反应器内的工艺条件为:反应温度450~650℃,重时空速1~100h-1,接触剂与原料的质量比为1~30:1,气相停留时间0.5~5.0s,水蒸气与原料的质量比为0.05~1:1。
11.按照权利要求1的方法,其特征在于所述步骤(3)中临氢条件下,接触裂化反应器内的工艺条件为:反应温度450~650℃,重时空速1~100h-1,接触剂与原料的质量比为1~30:1,水蒸气与原料的质量比为0.05~1:1,总压力为0~1MPa(表压),氢分压为0.1~0.5MPa,氢油比为10~1500m3/m3。
12.按照权利要求1的方法,其特征在于接触裂化单元所用接触剂选自含分子筛的接触剂和/或不含分子筛的接触剂。
13.按照权利要求12的方法,其特征在于所述含分子筛的接触剂为选自含X分子筛、Y分子筛、丝光沸石、ZSM-5、层柱粘土分子筛、SAPO中的一种或几种分子筛的接触剂。
14.按照权利要求12的方法,其特征在于所述不含分子筛的接触剂是指以无定型硅铝、白土、高岭土、蒙脱石、累托石、伊利石、绿泥石、拟薄水铝石、二氧化硅中的一种或几种的混合物为原料制备的接触剂。
15.按照权利要求1的方法,其特征在于所述步骤(3)中第一气化器为流化床气化器,密相床中的温度为550~800℃,密相床中线速度0.05~0.6m/s;所述含氧气体I中氧气摩尔分数为10%~30%,其余为水蒸气、二氧化碳和/或氮气,气体停留时间0.5~60秒。
16.按照权利要求1的方法,其特征在于所述的步骤(3)中生成的气化气I中(CO+H2)/CO2的摩尔比在0.5~3。
17.按照权利要求1的方法,其特征在于所述的步骤(3)气化气I中的H2S和COS占气化气I中总硫的99.0%(体积)以上。
18.按照权利要求1的方法,其特征在于所述步骤(3)得到的待生接触剂的含炭量在0.5%~5.0重量%;所述步骤(3)中得到的半再生接触剂的含炭量在0.3~2.0重量%。
19.按照权利要求1所述的方法,其特征在于,所述第二气化器中,反应温度为600~750℃,含氧气体II的氧气含量为10体积%~50体积%。
20.按照权利要求1的方法,其特征在于步骤(5)所述COS和H2S脱除装置是将COS转化为H2S进一步回收硫磺,或者是吸收COS并回收COS。
21.按照权利要求1所述的方法,其特征在于,所述步骤可以不包括步骤(4),步骤(3)得到的半再生接触剂可以直接或部分返回步骤(3)接触裂化单元。
说明书
技术领域
本发明属于一种劣质重油加工方法。更具体地说,是一种将重油超临界流体萃取、重油催化裂化、劣质重油接触裂化和气化再生有机结合的流化加工方法。
背景技术
近年来,石油资源日益变重,残炭、硫和金属含量增加。从碳氢平衡的角度来看,传统的重质油加工工艺分为加氢、脱碳两种技术路线。无论是加氢技术还是脱碳技术,目的都是改变渣油中的碳氢比例,使碳氢重新组合,将渣油加工成含氢量较高的轻质产品。脱碳工艺包括催化裂化、延迟焦化、溶剂脱沥青等。加氢工艺则包括渣油加氢处理、加氢裂化等。重质、劣质原油一般具有密度和黏度大、H/C原子比低、胶质和沥青质含量高、残炭值高、杂原子和金属含量高等特点,采用传统的重质油加工工艺,都面临着不同的问题。重油催化裂化工艺对原料的残炭值和金属含量有要求,而渣油催化裂化原料要求(Ni+V)<25μg/g,一般为10μg/g左右,对硫含量也有限制,如石韦公司地RFCC工艺要求的原料油中硫含量再0.2~2.4%(质)。延迟焦化工艺存在着焦炭产率高、液体产物收率低以及高硫石油焦的利用问题。溶剂脱沥青存在着能耗较高以及脱油沥青的有效利用问题。渣油加氢工艺则存在着投资费用和操作成本太高以及氢气的来源等问题。
石油资源短缺、国际油价居高不下、石油资源劣质、重质化和环保要求日益严格为炼油技术提出了新的挑战,急需发展高效绿色的劣质油尤其是劣质重油的新型炼制技术。重质油的高效绿色转化,一方面要求对原料油尽可能的“吃干榨净”,另一方面就是要环保。
针对加氢工艺和脱碳工艺存在的优势和劣势,CN 102234529 A中公布了一种利用减压深拔装置对进入重油原料分离分级,将其切割为减压深拔蜡油和劣质超重油,劣质超重油进入溶剂脱沥青装置得到处理后的溶脱重油,减压深拔蜡油和溶脱重油分别进入具有不同反应区/段或反应器的催化裂化反应装置内进行反应。
CN 1844325 A公开了一种重油的脱碳工艺和加氢工艺有机组合的方法,该方法是将劣质重油通过溶剂脱沥青工艺和焦化工艺联合处理,处理后的脱沥青油和焦化蜡油作为重油加氢处理装置的原料,从而改善重油加氢处理装置进料性质,缓和重油加氢处理装置的操作条件,延长重油加氢处理装置的操作周期,为下游的催化裂化等装置提供优质的原料。
CN 1261545 C中公开了一种重油加工组合工艺,利用重油流化脱炭(ROP)、渣油加氢处理(RHT)和渣油流化催化裂化(RFCC)组合工艺从重油中生产轻质燃料油。
上述现有技术中虽然在一定程度上发挥了各工艺的优点,但对石油资源还没有完全做到高效、绿色利用。比如渣油催化裂化所产焦炭高,再生烟气中大量SOX需要处理,同时需要外取热;延迟焦化所得高硫石油焦出路困难,溶剂脱沥青工艺所得脱油沥青不好利用等等问题。
为了高效、绿色利用劣质重油资源,有必要开发一种将劣质重油原料转化为最大量轻质燃料同时所产焦炭高效、绿色利用的方法。
发明内容
本发明所要解决的技术问题是将劣质重油原料最大量生成轻质燃料,同时所产焦炭和焦炭中的硫高效、绿色利用。
一种劣质重油组合加工方法,包括以下步骤:
(1)重油原料I在超临界流体萃取单元进行组分分离,得到富含饱和分和芳香分的抽出油和富含胶质和沥青质组分的抽余油;
(2)步骤(1)所得的抽出油进入催化裂化单元,在催化裂化催化剂的作用下进行反应,得到催化裂化气体、催化裂化汽油、催化裂化柴油、催化裂化油浆和沉积有焦炭的待生剂,待生剂进行两段再生,第一段为贫氧再生得到半再生剂和烟气I,其中烟气I中的硫主要以羰基硫形式存在,第二段为富氧再生,得到完全再生后的催化剂和烟气II,完全再生后的催化剂返回催化裂化单元;
(3)步骤(1)所得的抽余油与重油原料II按一定比例进入接触裂化单元,在接触剂的作用下、在临氢条件下或在非临氢条件下进行接触裂化反应,得到接触裂化气体、、接触裂化汽油、接触裂化柴油、接触裂化油浆和沉积有焦炭的待生接触剂,在第一气化器内,使待生接触剂上的炭和含氧气体I发生不完全燃烧反应,得到半再生接触剂和气化气I,其中气化气I中的硫主要以H2S和羰基硫形式存在;
(4)步骤(3)所得的半再生接触剂在第二气化器,在含氧气体II存在的条件下,接触剂上残留炭发生完全燃烧,得到完全再生接触剂和气化气II,气化气II中的硫以SOX形式存在,完全再生接触剂返回步骤(3)接触裂化单元;
(5)所述烟气I和气化气I进入羰基硫和H2S脱除单元,脱硫后的气体作为燃料气使用,或者进入变换单元制氢气。
所述重油原料I的残炭为15重量%~50重量%,金属含量在25~1000μg/g。所述的重油可以是重质原油、含酸原油、超稠油、常压渣油、减压渣油、减压蜡油、焦化蜡油、脱沥青油、油砂沥青、加氢裂化尾油、煤焦油、页岩油、罐底油、煤液化残渣油或其它二次加工馏分油中的一种或几种的混合物。
在步骤(1)中,重油原料I在超临界流体萃取单元进行组分分离,得到富含饱和分和芳香分的抽出油和富含胶质和沥青质组分的抽余油。所述超临界流体萃取单元所用溶剂是C3~C5烷烃和烯烃中的一种或几种的混合物,溶剂与重油原料I的体积比为3~12:1。
超临界流体萃取单元中抽提塔压力为4.0~16.0MPa,抽提塔顶温度为103~240℃,抽提塔底温度为98~220℃。
步骤(1)中所述抽出油中,饱和分和芳香分的质量百分含量≥70%,沥青质质量百分含量≤0.5%。所得抽出油收率控制在20%~40%。
在步骤(2)中,步骤(1)所得的抽出油进入催化裂化单元,在催化裂化催化剂的作用下进行反应,得到催化裂化气体、催化裂化汽油、催化裂化柴油、催化裂化油浆和沉积有焦炭的待生剂,待生剂进行两段再生,第一段为贫氧再生得到半再生剂和烟气I,其中烟气I中的硫主要以羰基硫形式存在,第二段为富氧再生,得到完全再生后的催化剂和烟气II。
所述的催化裂化反应条件为:反应温度470~550℃,反应时间0.5~5.0秒,催化裂化催化剂与原料油的重量比3~20。
所述的催化裂化催化剂包括沸石、无机氧化物和粘土,各组分的重量百分含量分别为:沸石5%~50%,无机氧化物5%~95%,粘土0~90%。可为商售各种催化裂化催化剂。
所述步骤(2)中待生剂与空气在第一再生器中发生贫氧燃烧反应,第一再生器为流化床,其密相床中的温度为550~750℃,优选600~730℃,密相床中线速度0.05~0.6m/s,气体停留时间0.5~60秒。
在第一再生器得到半再生剂,半再生剂上的碳含量为0.3~0.5重量%;所述半再生剂进入第二再生器进行完全再生,完全再生温度为600~750℃,第二再生器内通入气体的氧气含量为10体积%~50体积%。
在步骤(3)中,步骤(1)所得的抽余油与重油原料II按一定比例进入接触裂化单元,在接触剂的作用下、在临氢条件下或在非临氢条件下进行接触裂化反应,得到接触裂化气体、、接触裂化汽油、接触裂化柴油、接触裂化油浆和沉积有焦炭的待生接触剂。
所述重油原料II的残炭为15重量%~50重量%,金属含量在25~1000μg/g。所述的重油可以是重质原油、含酸原油、超稠油、常压渣油、减压渣油、减压蜡油、焦化蜡油、脱沥青油、油砂沥青、加氢裂化尾油、煤焦油、页岩油、罐底油、煤液化残渣油或其它二次加工馏分油中的一种或几种的混合物。
所述抽余油与重油原料II的重量比为1:9~9:1。
所述非临氢条件下,接触裂化反应器内的工艺条件为:反应温度450~650℃,重时空速1~100h-1,接触剂与原料的质量比为1~30:1,气相停留时间0.5~5.0s,水蒸气与原料的质量比为0.05~1:1。
所述临氢条件下,接触裂化反应器内的工艺条件为:反应温度450~650℃,重时空速1~100h-1,接触剂与原料的质量比为1~30:1,水蒸气与原料的质量比为0.05~1:1,总压力为0~1MPa(表压),氢分压为0.1~0.5MPa,氢油比为10~1500m3/m3。
接触裂化单元所用接触剂选自含分子筛的接触剂和/或不含分子筛的接触剂。
所述含分子筛的接触剂为选自含X分子筛、Y分子筛、丝光沸石、ZSM-5、层柱粘土分子筛、SAPO中的一种或几种分子筛的接触剂。
所述不含分子筛的接触剂是指以无定型硅铝、白土、高岭土、蒙脱石、累托石、伊利石、绿泥石、拟薄水铝石、二氧化硅中的一种或几种的混合物为原料制备的接触剂。也可以是经过酸洗、焙烧、筛分处理的无定型硅铝、白土、高岭土、蒙脱石、累托石、伊利石、绿泥石中的一种或几种为原料制备的催化剂。也可以是经过酸洗、焙烧、筛分处理的无定型硅铝、白土、高岭土、蒙脱石、累托石、伊利石、绿泥石中的一种或几种与拟薄水铝石和/或二氧化硅为原料制备的催化剂。
在第一气化器内,使待生接触剂上的炭和含氧气体I发生不完全燃烧反应,得到半再生接触剂和气化气I,其中气化气I中的硫主要以H2S和羰基硫形式存在。第一气化器为流化床气化器,密相床中的温度为550~800℃,优选600~750℃,密相床中线速度0.05~0.6m/s;所述含氧气体I中氧气摩尔分数为10%~30%,其余为水蒸气、二氧化碳和/或氮气,即其余为水蒸气与二氧化碳,水蒸气与氮气,或者是水蒸气与二氧化碳和氮气,气体停留时间0.5~60秒。
所生成的气化气I中(CO+H2)/CO2的摩尔比在0.5~3。气化气I中的H2S和COS占气化气I中总硫的99.0%(体积)以上。
所述步骤(3)得到的待生接触剂的含炭量在0.5%~5.0重量%;所述步骤(3)中得到的半再生接触剂的含炭量在0.3~2.0重量%。
在步骤(4)中,步骤(3)所得的半再生接触剂在第二气化器,在含氧气体II存在的条件下,接触剂上残留炭发生完全燃烧,得到完全再生接触剂和气化气II,气化气II中的硫以SOX形式存在,完全再生接触剂返回步骤(3)接触裂化单元。所述第二气化器中,反应温度为600~750℃,含氧气体II的氧气含量为10体积%~50体积%。
在本发明其中一种实施方式中,不包括步骤(4),步骤(3)得到的半再生接触剂可以直接或部分返回步骤(3)接触裂化单元。
在步骤(5)中所述步骤(2)得到的烟气I和步骤(3)得到气化气I进入羰基硫和H2S脱除单元,脱硫后的气体作为燃料气使用,或者进入变换单元制氢气。所述COS和H2S脱除装置是将COS转化为H2S进一步回收硫磺,或者是吸收COS并回收COS。COS脱除装置所采用的方法可以是有机胺吸收法、加氢转化法、水解转化法、氧化转化法、吸附法等。这些方法可以将COS转化为H2S。也可以采用多孔性固体材料吸附COS使其在固体表面富集,并进一步得到COS。从H2S回收硫磺的方法是指工业上常用的方法,如克劳斯工艺等。
烟气I和气化气I经过脱硫后通过可以进入CO变换单元,生成富含氢气和CO2的气体,经过脱酸性气体后可以得到高浓度的H2。
与现有技术相比,本发明的有益效果主要体现在以下几个方面:
首先,本发明所提供的方法集成了重油深加工和过剩炭质残余物合理利用两个方面,提高轻油收率的同时,将富余焦炭在再生器内贫氧燃烧,所得烟其气气体中富含(CO+H2),这部分气体可以作为燃料气使用或用来变换制氢,得到高附加值产物。
第二,本发明所提供的方法减少了催化裂化烟气和接触裂化气化气中的SOX的排放,易于回收硫,整个工艺过程环保。
附图说明
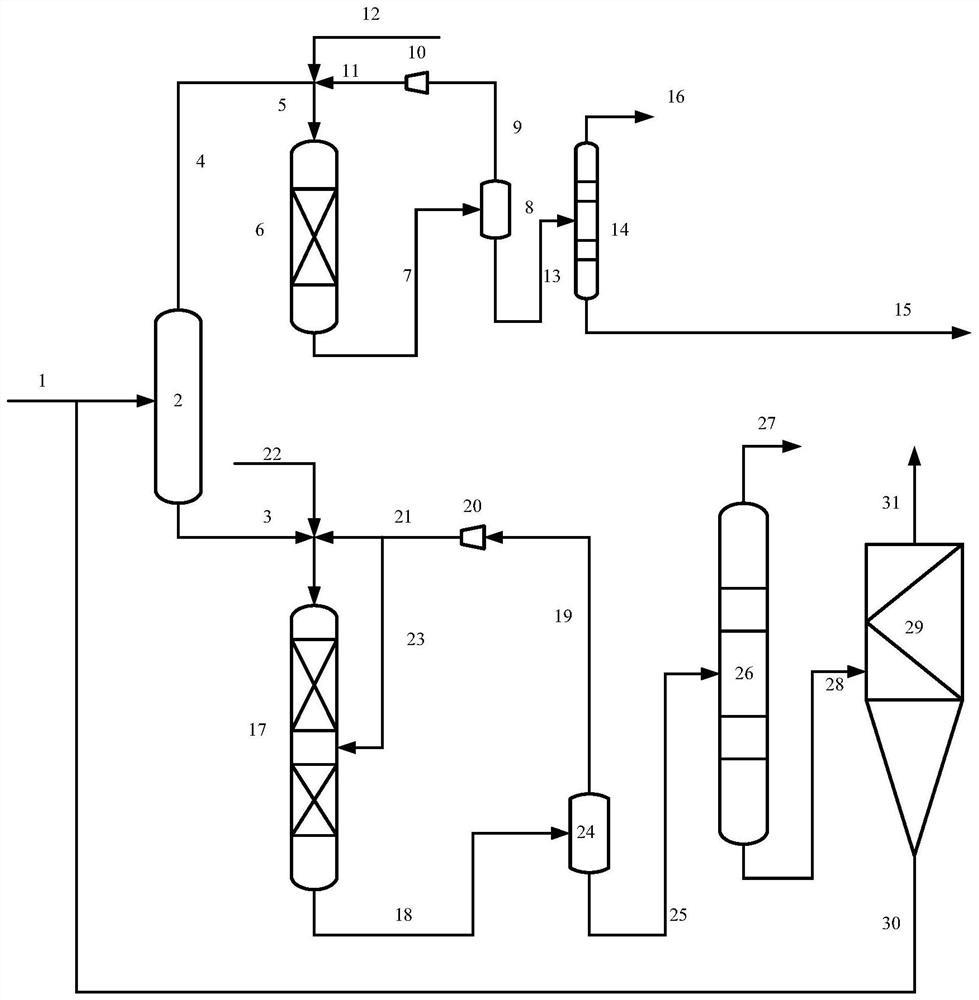
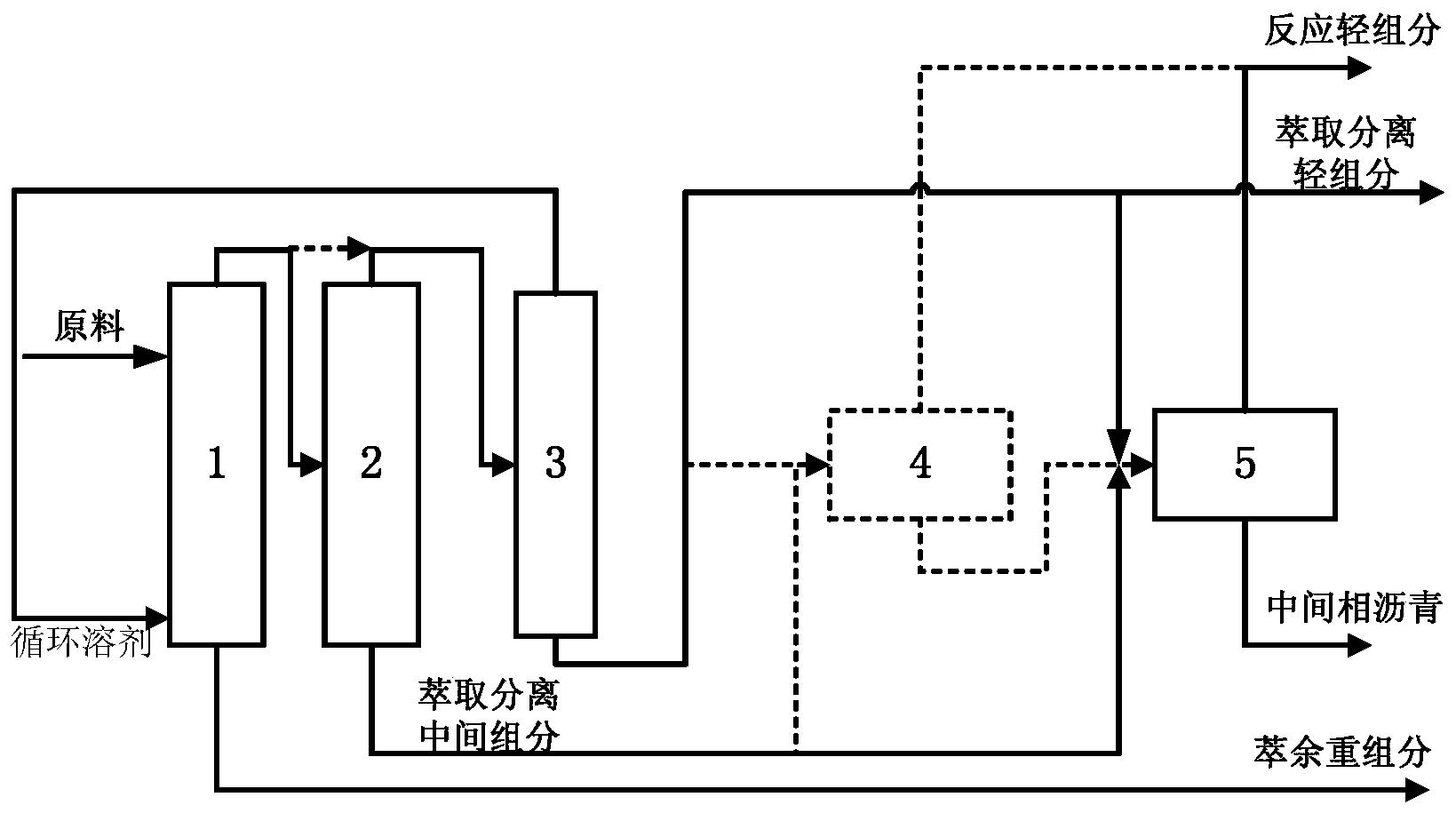
图1是本发明所提供方法的原则流程图。
具体实施方式
下面通过附图对本发明的方法予以进一步的解释,但并不因此而限制本发明。
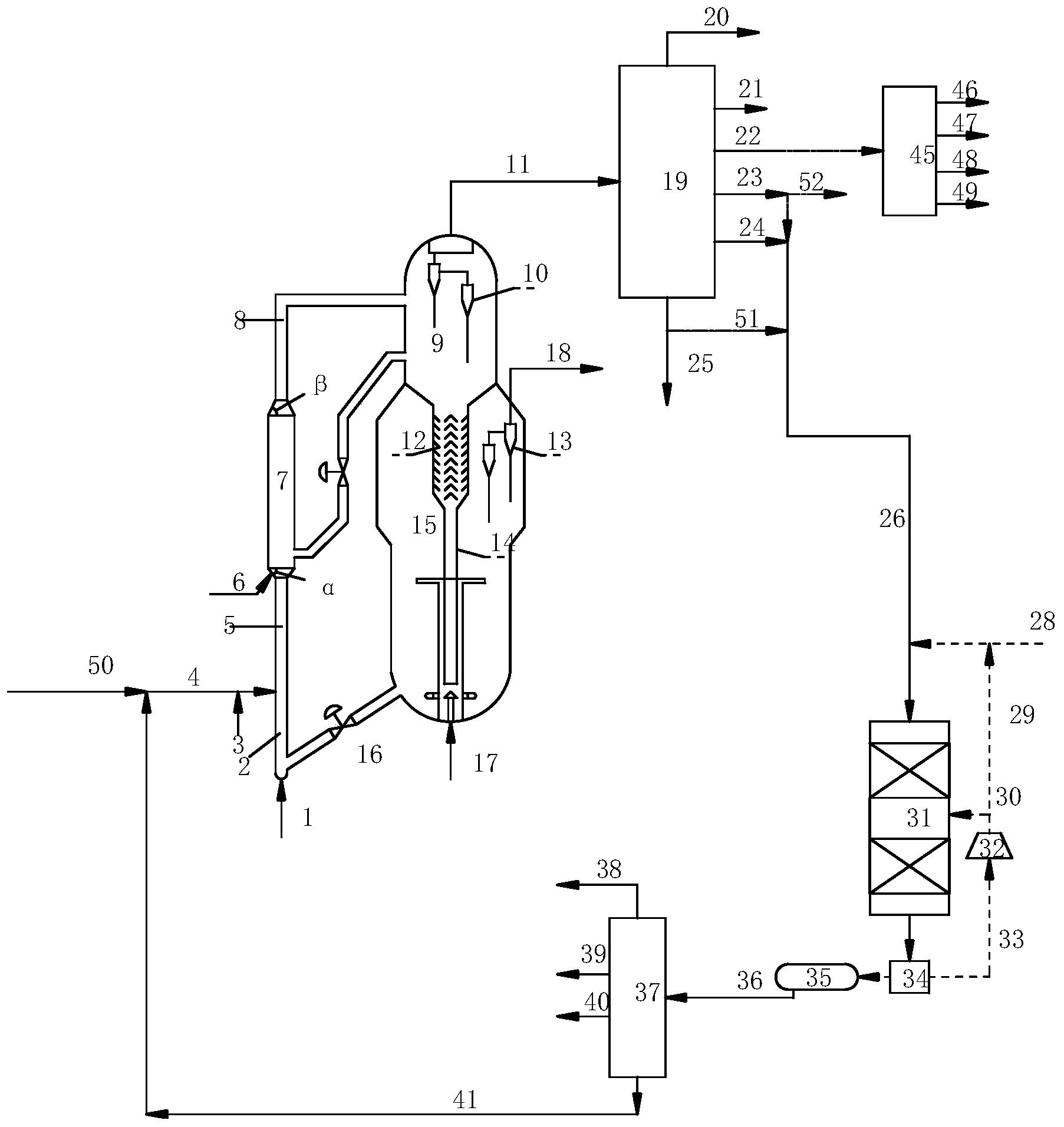
如图1所示,劣质重油原料I经管线1进入超临界萃取单元,抽出油经管线4进入催化裂化单元,裂化油气经管线5引出,待生剂经管线6进入第一再生器,在第一再生器,空气经管线7引入第一再生器,所得烟气I经管线8进入羰基硫和H2S脱除单元,从第一再生器出来的半再生剂经管线9进入第二再生器,气体经管线10引入第二再生器,所得烟气II经管线12引出,完全再生催化剂经管线11返回催化裂化单元。
从超临界萃取单元所得抽余油通过管线3和与从管线2来的劣质重油原料II一起进入接触裂化单元,所得接触裂化油气经管线13引出,待生接触剂经管线14进入第一气化器,含氧气体I分别经管线16和17引入第一气化器,所得气化气I经管线15引入羰基硫和H2S脱除单元,所得半再生接触剂经管线18引入第二气化器,含氧气体II经管线19引入第二气化器,所得气化气II经管线20引出,完全再生接触剂经管线21返回接触裂化单元。半再生接触剂经管线18引出可以直接返回接触裂化单元。进入羰基硫和H2S脱除单元的烟气I和气化气I经过脱硫后通过管线22引出或进入CO变换单元,生成富含氢气和CO2的气体,经过脱酸性气体后可以得到高浓度的H2。
下面用实施例来详细说明本发明,但是实施例并不因此而限制本发明的使用范围。
实施例和对比例中所采用的催化剂或接触剂如下:
催化裂化单元所采用的催化剂为商品牌号为CRC-1催化裂化催化剂。
接触裂化所采用的接触剂为含10重量%氧化铝、80重量%高岭土的喷雾干燥后焙烧制得的接触剂,记为MFC-1。
实施例和对比例中所采用的原料性质如下表:
表1 减压渣油性质
对于表1所示劣质原料,直接采用催化裂化工艺无法加工,但可以采用延迟焦化进行加工。所以将用本发明提供的劣质渣油加工方法与延迟焦化加工方法进行对比,来说明本发明的发明效果。
实施例1
将减压渣油在超临界流体萃取单元进行物理分离,抽提塔顶温度为240℃、塔底220℃,溶剂为混戊烷(w(正戊烷):w(异戊烷)=1:2),压力范围为4~12MPa。萃取结束后得到收率为40%的抽出油和60%的抽余油。抽出油中饱和分和芳香分的质量百分含量为82.1%,沥青质质量百分含量<0.1%,残炭6.1%,金属(Ni+V)含量为14.1μg/g。
将抽出油进入催化裂化单元,工艺条件为:反应温度520℃,剂油比7,水油比0.05,反应时间3s,所得产物分布见表2。催化裂化反应后所得待生剂进入第一再生器内,进行贫氧再生,工艺条件为:密相床中的温度为650℃,密相床中线速度0.3m/s,气体停留时间30秒,所得烟气I组成见表2。半再生剂上碳含量0.4重量%,半再生剂进入第二再生器进行完全再生,得到烟气II和再生剂。
将抽余油进入接触裂化单元,工艺条件为:反应温度510℃,剂油比10,水油比0.2,气相停留时间2.0s,所得产物分布见表2。接触裂化反应后所得待生接触剂进入第一气化器内,工艺条件为:密相床中的温度为650℃,密相床中线速度0.25m/s,气体停留时间30秒,含氧气体中氧气摩尔含量20%,水摩尔含量80%,所得气化气Ⅰ组成见表2。所得的半再生接触剂上碳含量0.72重量%,半再生接触剂进入接触裂化单元的第二气化器进行完全再生,得到气化气II和完全再生接触剂。
将催化裂化和接触裂化半再生后的烟气Ⅰ和气化气Ⅰ合并引入羰基硫和H2S脱除装置后,进入CO变换装置,所得变换气体进行脱酸性气处理后得到浓度为99.2%的H2。
实施例2
将减压渣油在超临界流体萃取单元进行物理分离,抽提塔顶温度为230℃、塔底210℃,溶剂为混戊烷(w(正戊烷):w(异戊烷)=1:1),压力范围为4~12MPa。萃取结束后得到收率为38%的抽出油和62%的抽余油。抽出油中饱和分和芳香分的质量百分含量为83.5%,沥青质质量百分含量<0.1%,残炭5.8%,金属(Ni+V)含量为10.2μg/g。
将抽出油进入催化裂化单元,工艺条件为:反应温度530℃,剂油比8,水油比0.05,反应时间2.5s,所得产物分布见表2。催化裂化反应后所得待生剂进入第一再生器内,进行贫氧再生,工艺条件为:密相床中的温度为680℃,密相床中线速度0.35m/s,气体停留时间40秒,烟气I组成见表2。半再生剂上碳含量0.35重量%,半再生剂进入催化裂化单元的第二再生器进行完全再生,得到烟气II和再生剂。
将抽余油进入接触裂化单元,工艺条件为:反应温度500℃、空速20h-1,剂油比7,水油比0.25,总压力(表压)为1.0MPa,氢分压为0.3MPa,氢油比为100m3/m3,所得产物分布见表2。接触裂化反应后所得待生接触剂进入接触裂化单元的第一气化器内,工艺条件为:密相床中的温度为690℃,密相床中线速度0.33m/s,气体停留时间50秒,通入空气,所得气化气Ⅰ组成见表2。半再生接触剂上碳含量0.65重量%,半再生接触剂进入接触裂化单元的第二气化器进行完全再生,得到气化气II和完全再生接触剂。
将催化裂化和接触裂化半再生后的烟气Ⅰ和气化气Ⅰ合并引入羰基硫和H2S脱除装置后,得到富含CO和H2的气体,可以作为燃料气使用。
对比例1
将减压渣油采用延迟焦化工艺进行加工,工艺条件为:加热炉出口温度500℃,压力0.15MPa,循环比0.2,所得产物分布见表3。
对同样的减压渣油,将延迟焦化产物分布与按本发明实施例1、2所得综合产物分布进行对比,见表3。
从表2、3数据可以看出,采用本发明方法加工劣质渣油,可以提高轻质油收率,增加液收,降低焦炭产率,同时有相当一部分低价值的焦炭(焦炭价格一般为1200元/吨)可以转化为高附加值的氢气(20000元/吨)或用作燃料气。同时石油焦中的硫可以转化为COS或H2S,减少了处理SOX的费用。
表2
表3
一种劣质重油组合加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0