







专利摘要
本发明公开了一种整体螺旋桨智能磨削加工系统,主要解决了现有螺旋桨型面数控加工设备昂贵、工人打磨劳动强度大、磨屑粉尘危害大等问题。该整体螺旋桨智能磨削加工系统包括六轴工业机器人、工件支承台、T型槽平板、磨削装置及组合式铝合金玻璃屋,连接法兰将磨削装置固定在机器人末端关节上,通过机器人多关节联动实现磨具在整体螺旋桨各桨叶表面的精准磨削加工。本发明结构设计巧妙,整体桨叶型面磨抛加工功能全面,通用性强,大大降低了整体螺旋桨制造难度和生产成本,杜绝了磨屑粉尘危害,具有较好的实用和推广价值。
权利要求
1.整体螺旋桨智能磨削加工系统,其特征在于,包括在组合式铝合金玻璃屋(19)设置有六轴工业机器人(1)和工件支承台(7),装夹在工件支承台上的整体螺旋桨毛坯工件(6),工件支承台与六轴工业机器人在T型槽平板(8)上安装固定,设置在六轴工业机器人末端关节的连接法兰(2)上用于实现磨削去除作用的磨削装置(3),通过磨削装置上的磨削电机(16)驱动砂带(14)高速旋转,通过六轴工业机器人多关节综合控制磨削装置在工作空间中不同位置的连续运动,并按照整体螺旋桨智能磨削加工系统的加工方法执行其操作步骤,实现高速运动的磨具与整体螺旋桨叶型面表面的精准磨削加工。
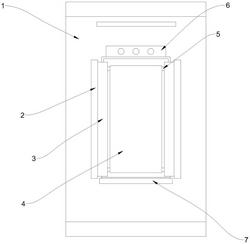
2.根据权利要求1所述的整体螺旋桨智能磨削加工系统,其特征在于,所述的工件支承台(7)布置固定在T型槽平板上,整体螺旋桨毛坯工件(6)通过装夹导柱(18)设置在工件支承台端面上,压板(5)通过装夹导柱上的锁紧螺母(4)的夹紧作用固定整体螺旋桨毛坯工件。
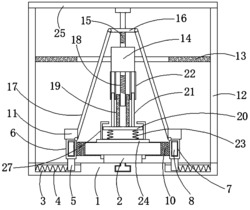
3.根据权利要求1所述的整体螺旋桨智能磨削加工系统,其特征在于,所述的磨削装置(3)主要包括连接板(9)、磨头电机支承板(10)和磨头电机(16)及驱动轮(12)和接触轮(15),设置在连接板端面上的磨头电机支承板背面安装有磨头电机,磨头电机通过磨削主轴(11)与驱动轮相连,设置在磨头电机支承板上的连接支架(13)通过支承叉(17)与接触轮(15)连接。
4.根据权利要求1所述的整体螺旋桨智能磨削加工系统,其特征在于,所述组合式铝合金玻璃屋(19)通过镶嵌有机玻璃(20)的铝合金板组合形成主体结构实体密闭空间。
5.根据权利要求1所述的整体螺旋桨智能磨削加工系统,其特征在于,所述的加工方法主要包括以下步骤:
(1)整体螺旋桨工件CAD模型的磨削轨迹规划;
(2)离线编程并将加工代码传输至机器人控制器;
(3)在工件支承台上进行整体螺旋桨工件毛坯的装夹固定;
(4)选择合适的砂带安装在磨削装置以待加工;
(5)启动机器人进行对刀并设定机器人的各项工作参数;
(6)实施整体螺旋桨各桨叶型面粗、精磨及抛光加工工序。
说明书
技术领域
本发明属于船舶制造技术领域,涉及的是整体螺旋桨型面的磨削加工,具体的说,是涉及一种整体螺旋桨智能磨削加工系统。
背景技术
整体螺旋桨作为船舶推进动力系统的重要核心零件,其零件型面为复杂水动力自由曲面,该复杂型面制造精度及表面质量的高低将直接影响船舶的水中推进性能。整体螺旋桨一般由青铜合金材料浇铸造成整体毛坯,由于在实际铸造过程中影响铸件收缩变形因素复杂,加之铸造工艺控制不当易导致铸件表面的氧化皮及氧化夹渣得缺陷,不得不在加放收缩余量和螺距反变形量的基础上,加放加工余量,因此需要对整体螺旋桨毛坯铸造余量进行去除加工才能完成其精确型面的制造。国内外目前加工整体螺旋桨主要采用以下设备和方法:
1)大多数螺旋桨制造企业主要采用钳工以铲磨方式结合整体螺旋桨叶型面截面样板对比逐渐加工出叶片型面,最后通过手工砂带或砂轮机修磨精整其桨叶型面;
2)少数企业采用极其昂贵的龙门式双摆头五轴联动数控铣床进行整体螺旋桨单面铣削,再翻面装夹后继续进行其余铸造余量的材料去除,最后通过操作工人手持砂轮机或者砂带机修磨至最终光滑的型面;
3)极少数企业采用较为昂贵专用的多轴联动数控砂带磨床进行整体螺旋桨单面磨削,再翻面装夹后继续进行其余铸造余量的磨削去除直至加工出整体螺旋桨的型面;
上述单独采用人工铲磨方式或者数控砂带磨削及铣削加工整体螺旋桨方法的主要是问题是:
1.手工方式铲磨或打磨整体桨对铲磨工人不仅技艺要求较高,而且作业环境极其恶劣,打磨粉尘污染特别严重,导致整体桨生产效率底下,很难保证稳定的加工质量,另外长期暴露在粉尘工况下容易使铲磨工人得矽肺等职业病。
2.整体螺旋桨型面的数控加工需采购通用双摆头式的五轴数控龙门铣床或者专用多轴数控砂带磨床等及其昂贵生产设备才能实施,给整体螺旋桨生产厂家和广大船舶用户造成了较大负担;
发明内容
本发明的目的在于克服上述缺陷,设计一种可实现整体螺旋桨毛坯余量的材料去除及表面磨抛加工的高效智能化加工系统及其实现方法。
为了实现本发明的目的,本发明采用的技术方案如下:
整体螺旋桨智能磨削加工系统及其方法,包括安装在地面的组合式铝合金玻璃屋中设置有T型槽平板,在T型槽平板安装端面上固定有六轴工业机器人和工件支承台,整体螺旋桨毛坯工件装夹固定在工件支承台上,设置在六轴工业机器人末端关节的连接法兰上用于实现磨削去除作用的磨削装置,通过磨削装置上的磨削电机驱动砂带进行高速旋转,通过六轴工业机器人多关节联动控制实现磨削装置高速运动的砂带与整体螺旋桨叶型面表面进行不同姿态的精准切触实施余量材料的磨削去除加工。
所述的工件支承台安装固定在T型槽平板上,整体螺旋桨毛坯工件通过工件支承台端面上设置的装夹导柱进行导向安装,通过装夹导柱上的锁紧螺母夹紧压板实现整体螺旋桨毛坯工件的稳定固定。
所述的连接法兰连接六轴工业机器人末端关节与磨削装置,通过螺栓实现磨削装置上的连接板与工业机器人第六轴关节执行末端上的连接法兰固接。
所述的磨削装置包括连接板、磨头电机支承板、磨头电机、驱动轮和接触轮,设置在连接板端面上的磨头电机支承板背面安装有磨头电机,磨头电机通过磨削主轴与驱动轮相连,设置在磨头电机支承板上的连接支架通过支承叉与接触轮连接,砂带缠绕在驱动轮和接触轮之间,磨头电机旋转并通过驱动轮带动砂带高速运动。
所述的组合式铝合金玻璃屋用于形成容纳智能磨削系统主体结构的封闭空间,密闭整体螺旋桨在磨削加工过程中产生的大量磨屑粉尘,防止工人吸入产生的不良危害,同时设置有供人员及货物进出的门。
所述的整体螺旋桨智能磨削加工系统的实现方法主要包括以下步骤:
(1)首先进行整体螺旋桨工件CAD模型的磨削轨迹规划;
(2)实施离线编程并将加工代码传输至六轴机器人的控制器;
(3)在工件支承台上进行整体螺旋桨工件毛坯的装夹固定;
(4)选择合适的砂带安装在磨削装置上以待加工;
(5)启动六轴机器人进行对刀并设定机器人的各项工作参数;
(6)实施整体螺旋桨各桨叶型面的粗、精磨及抛光加工工序;
(7)卸下整体螺旋桨并进行桨叶型面的精度检测及后续辅助工序处理。
与现有技术相比,本发明的有益效果在于:
(1)本发明采用在工业机器人上集成砂带磨削装置方式实现整体螺旋桨毛坯的磨削加工,与采购价值不菲的双摆头龙门式五轴数控铣床或专用多轴数控砂带磨床等设备相比不仅结构简单,可维修性较好,而且目前六轴机器人成本较为低廉,同时也不需要购置额外的数控转台,磨削工艺简单灵活,易用性强,大大降低了整体螺旋桨生产成本;
(2)本发明采用砂带磨削装置与专用多轴数控砂带磨床复杂轮系传动的磨削机构相比具有更好的力学稳定性,更换砂带极其方便,同时还克服了专用多轴数控砂带磨床的磨削机构中过渡压轮易快速磨损及砂带蹋边等技术缺陷,提高了砂带使用寿命和磨削质量;
(3)本发明采用工业机器人实现整体螺旋桨毛坯的磨削加工方法,相比人工打磨方式,不仅磨削精度与加工质量稳定性都有较大提高,组合式铝合金玻璃屋有效密闭了整体螺旋桨磨削加工过程中产生的大量磨屑粉尘,完全消除了打磨工的职业危害,大大降低了人工劳动强度,属于典型的绿色环保先进制造工艺;
(4)本发明采用工业机器人实现整体螺旋桨的磨削加工方法,工业机器人控制器的扩展数字接口能与三坐标测量机、数字螺距规、三维数字扫描仪、机器视觉等灵活匹配,极大方便了整体螺旋桨制造企业智能化生产管理系统的信息化建设,有效提升了船用螺旋桨制造工厂的智能化制造技术水平。
附图说明
图1为本发明的主体结构主视图。
图2为本发明的主体结构俯视图。
图3为本发明的磨削装置主视图。
图4为本发明的磨削装置俯视图。
图5为本发明的组合式铝合金玻璃屋轴测图。
图6为本发明的磨削方法实施工作流程图。
图7为本发明的磨削轨迹规划示意图。
图8为本发明应用在整体螺旋桨第1片桨叶型面的磨削工作示意图。
图9为本发明应用在整体螺旋桨第2片桨叶型面的磨削工作示意图。
图10为本发明应用在整体螺旋桨第N片桨叶型面的磨削工作示意图。
其中,附图标记所对应的名称:1-六轴工业机器人,2-连接法兰,3-磨削装置,4-锁紧螺母,5-压板,6-整体螺旋桨毛坯工件,7-工件支承台,8-T型槽平板,9-连接板,10-磨头电机支承板,11-磨削主轴,12-驱动轮,13-连接支架,14-砂带,15-接触轮,16-磨头电机,17-支承叉,18-装夹导柱,19-组合式铝合金玻璃屋,20-有机玻璃。,
具体实施方式
下面结合附图对本发明作进一步说明。本发明的实施方式包括但不限于下列实施例。
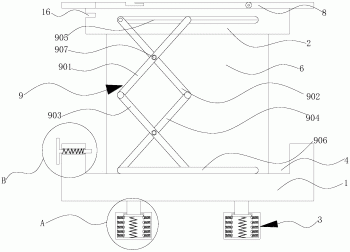
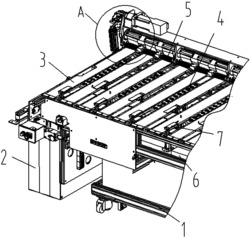
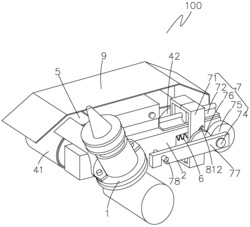
如图1、图2所示,为本发明整体螺旋桨智能磨削加工系统及其方法的一个优选实例的主体结构主视、俯视图。包括在组合式铝合金玻璃屋19构成的密闭空间中设置有成熟的六轴工业机器人1,设置在六轴工业机器人工作空间范围内的工件支承台7布置固定在T型槽平板上,整体螺旋桨毛坯工件6通过装夹导柱18设置在工件支承台端面上,压板5通过装夹导柱上的锁紧螺母4的夹紧作用固定整体螺旋桨毛坯工件,设置在六轴工业机器人末端关节的连接法兰2上用于实现磨削去除作用的磨削装置3,通过磨削装置上的磨削电机16驱动砂带14高速旋转,通过六轴工业机器人多关节综合控制磨削装置在工作空间不同位姿的连续运动,实现高速旋转砂带在整体螺旋桨各桨叶表面的精准磨削加工。
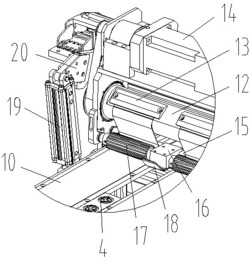
如图3、图4所示,为本发明的砂带磨削装置的主视图、俯视图。主要包括连接板9、磨头电机支承板10和磨头电机16及驱动轮12和接触轮15,设置在连接板端面上的磨头电机支承板背面安装有磨头电机,磨头电机通过磨削主轴11与驱动轮相连,设置在磨头电机支承板上的连接支架13通过支承叉17与接触轮15连接。砂带通过磨头电机驱动在接触轮15处实现与整体螺旋桨叶型面切触,高速运动砂带上涂附的锋利磨料通过摩擦、耕犁及切削等交互作用去除螺旋桨表面材料余量的磨削加工。
如图5所示,为本发明的组合式铝合金玻璃屋轴测图。通过镶嵌有机玻璃20作为观察窗口的铝合金板组合形成容纳智能磨削系统主体结构的密闭空间,同时还设置有供人员货物进出的门。
如图6所示,为本发明的磨削方法实施工作流程图。为上述整体螺旋桨智能磨削加工系统的实现方法,主要包括以下步骤:
(1)整体螺旋桨工件CAD模型的磨削轨迹规划;
(2)离线编程并将加工代码传输至六轴机器人的控制器;
(3)整体螺旋桨工件毛坯在工件支承台上进行装夹固定;
(4)安装合适的砂带在在磨削装置以待加工;
(5)启动六轴机器人进行对刀并设定机器人的各项工作参数;
(6)实施整体螺旋桨型面粗、精磨及抛光加工工序;
(7)卸下整体螺旋桨并进行桨叶型面的精度检测及后续包装入库处理。
如图7所示,为本发明的磨削轨迹规划示意图。通过在离线编程系统里将导入的整体螺旋桨CAD模型进行轨迹路径规划的参数设置,自动生成覆盖螺旋桨各个桨叶型面轮廓的机器人磨削轨迹程序。
如图8、图9、图10所示,为本发明的整体螺旋桨智能磨削各桨叶型面过程中的姿态示意图。主要是显示在磨削整体螺旋桨毛坯过程中在各桨叶型面某点位置时刻的主体磨削系统不同姿态状况。
按照上述实施例,便可较佳地实现本发明。值得说明的是,基于上述设计原理的前提下,为解决同样的技术问题,即使在本发明所公开的结构基础上做出的一些无实质性的改动或润色,所采用的技术方案的实质仍然与本发明一样,故其也应当在本发明的保护范围内。
整体螺旋桨智能磨削加工系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0