

IPC分类号 : C08L97/02,C08L61/24,C08L61/06,C08L75/00,C08L61/32,C08L23/06,C08L23/12,C08L27/06,C08L25/06,C08K3/38,C08K3/26,C08K3/22,C08K5/3437,C08K5/41,C08K5/205,C08K5/06





专利摘要
本发明是一种防生物侵害植物纤维复合材料及其制备方法,包括植物纤维材料加工成的单元、防腐剂、热固性或热塑性树脂。防腐剂由不溶或难溶于水的硼酸盐、铜化物和碘化物组成,与复合材料中绝干植物原料比为0.5%~4.0%:0.5%~4.0%:0.1%~1.5%:100%,防腐剂在施胶阶段与树脂及添加剂同时施加到植物单元上,或先与植物单元均匀混合再与树脂等均混。热固性树脂胶合复合材料经单元制备、施加防腐剂和树脂胶粘剂的坯料制作、板坯制作和热压等步骤加工而成;热塑性树脂胶合的复合材料则通过将防腐剂与植物纤维/粉、热塑性树脂塑料及改性剂混合后高温挤出成型。优点:本复合材料具有高效防虫、防腐、防霉和防蓝变的能力。
权利要求
1.一种防生物侵害植物纤维复合材料,其特征是包括植物纤维单元、防腐剂和热固性或热塑性树脂胶粘剂;热固性树脂复合材料中,植物纤维单元、树脂和防腐剂的质量比为100%:(3%~15%):(0.5%~5.0%);热塑性树脂复合材料中,植物纤维单元和防腐剂的质量比为100%:(0.5%~5.0%),而树脂和植物纤维单元质量比为(30%~50%):(70%~50%)。
2.如权利要求1所述的一种防生物侵害植物纤维复合材料,其特征是植物纤维原料为木材、竹材、农作物秸秆中的一种,加工成木粉、竹粉、秸秆粉或普通刨花、纤维、大片刨花、单板条单元形式。
3.如权利要求1所述的一种防生物侵害植物纤维复合材料,其特征是所述的热固性树脂胶粘剂,包括脲醛树脂、酚醛树脂、异氰酸酯树脂和三聚氰胺改性脲醛树脂中的一种,其用量以固体树脂质量计为绝干植物纤维原料质量的3%~15%;热塑性树脂胶粘剂,包括聚乙烯、聚丙烯、聚氯乙烯和聚苯乙烯中的一种,其用量与绝干植物纤维原料质量比为(30%~50%):(70%~50%)。
4.如权利要求1所述的一种防生物侵害植物纤维复合材料,其特征是防腐剂由不溶或难溶于水的硼酸盐、铜化物和碘化物复配组成,硼酸盐、铜化物和碘化物的使用量与复合材料中绝干植物纤维原料质量比为(0.5%~4.0%):(0.5%~4.0%):(0.1%~1.5%):100%。
5.如权利要求4所述的一种防生物侵害植物纤维复合材料,其特征是硼酸盐包括硼酸锌、硼酸钙、硼酸钡、硼酸镁中的一种或一种以上混合物;铜化物包括碳酸铜、氧化铜、硼酸铜或8-羟基喹啉铜中的一种或一种以上混合物;碘化物为二碘甲基-对-甲苯基砜、3-碘-2-丙炔基-丁氨基甲酸酯 、氯丙炔碘中的一种或一种以上混合物。
6.一种如权利要求1所述的防生物侵害植物纤维复合材料的制备方法,其特征是使用如下方法:A)热固性树脂胶粘剂复合材料制备方法或B)热塑性树脂胶粘剂复合材料制备方法,其中:
A)热固性树脂胶粘剂复合材料制备方法,包括:将各种植物纤维原料加工成单元并干燥至含水率为2%~9%;将与复合材料中绝干植物纤维原料质量比为(0.5%~4.0%):(0.5%~4.0%):(0.1%~1.5%):100%的硼酸盐、铜化物和碘化物均匀混合,或将上述质量的硼酸盐和铜化物均匀混合,将碘化物均匀分散至液体胶粘剂或防水剂石蜡乳液中,然后将防腐剂、胶粘剂和防水剂均匀施加到单元上,获得施加胶、蜡和防腐剂的坯料;将坯料均匀铺装成单层结构或渐变结构或多层结构的板坯;在温度为160℃~240℃、板坯单位压力为2.0 Mpa~7.0Mpa、热压时间为每单位毛板厚度10-80s/mm的热压工艺下压制成板;所述的胶粘剂施加量以固体树脂质量计为绝干植物纤维原料质量的3%~15%;所述的防水剂施加量以固体石蜡计为绝干植物纤维原料质量的0.5%~1.5%;
B)热塑性树脂胶粘剂复合材料制备方法,包括:将植物纤维原料加工成目数为30~100的植物粉并干燥到含水率小于2%;先将植物粉和防腐剂均匀充分混合,再与热塑性树脂、偶联剂和润滑剂等改性剂均匀充分混合;将预混合料在高温下经过充分混合、塑化和直接挤出成型或将预混合料在高温下先造粒后经挤出成型得到木塑复合材料;其中,塑料和绝干植物粉的质量百分比为(30%~50%):(70%~50%),而硼酸盐、铜化物和碘化物三类组分的添加量与复合材料中绝干植物粉质量比为(0.5%~4.0%):(0.5%~4.0%):(0.1%~1.5%):100%。
说明书
技术领域
本发明涉及的是以木材、竹材、农业剩余物等植物纤维为原料、添加防腐剂和树脂胶粘剂加工而成的具有防虫、防腐、防霉和防变色能力的一种防生物侵害植物纤维复合材料及其制备方法,属生物质复合材料领域。
背景技术
随着世界范围内大径级优质木材资源的减少,依靠人工林小径级木材和其他非木材植物原料制造各类生物质复合材料,以满足各行各业对木制品的需求,已经成为我国解决木材供应紧缺的重要措施。生物质复合材料是以木材或其他植物纤维为原料,通过专门的工艺过程加工成各种单元,施加胶粘剂和添加剂,在一定的条件下压制而成的板材或型材。热固性树脂胶合的复合材料如刨花板、纤维板、定向刨花板、中密度纤维板、定向刨花层积材和单板条层积材等,替代实体木材已广泛用于建筑结构和室内外工程中;热塑性树脂胶合的复合材料,是以锯末、木屑、竹屑、稻壳、麦秸、甘蔗渣、棉秸秆等植物纤维为增强纤维原料,以高密度聚乙烯( HDPE) 、低密度聚乙烯( LDPE) 、聚丙烯( PP) 、聚苯乙烯( PS) 、聚氯乙烯( PVC) 和丙烯腈-苯乙烯-丁二烯( ABS))等为热塑性塑料基体,通过添加特定助剂,经高温高压处理后制成的一种复合材料,已在户外的铺板、栈道、园林及城市景观及室内等场所得到应用。
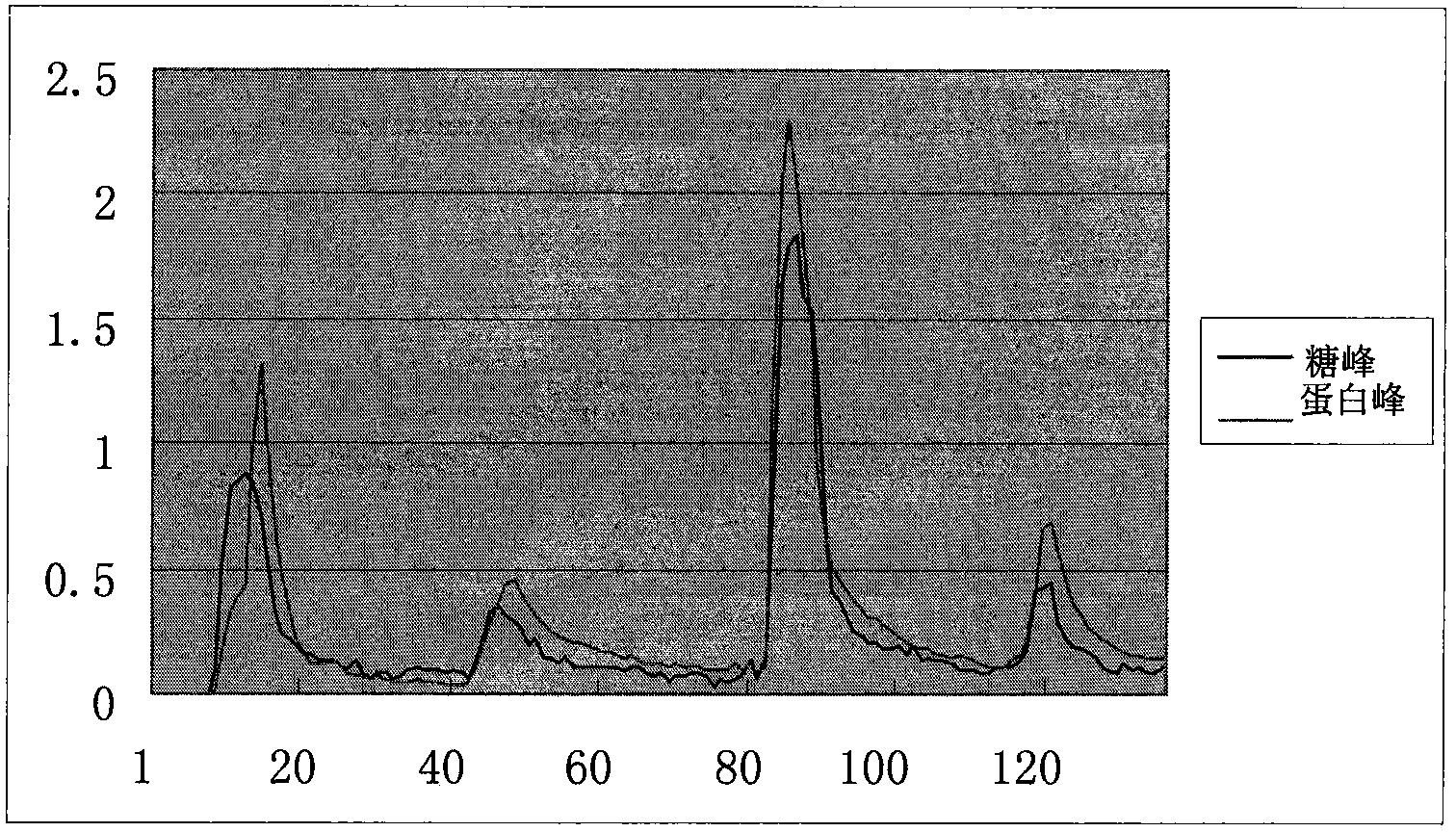
木材、竹材和农作物秸秆等植物纤维原料的主要成分为纤维素、半纤维素、木素,还含有淀粉、糖类和蛋白质等物质,一旦水分、温度、湿度、酸碱度适宜,容易遭受到真菌和虫蚁的危害,导致其霉变、变色、腐朽和虫蛀。由于热固性树脂胶合的生物质复合材料中植物纤维单元所占的质量比达90%左右,因此,在一定的条件下这类复合材料也和木材等植物纤维原料一样容易遭受到真菌和虫害的侵害从而影响构件的美观性、功能性和使用寿命及使用者的健康和安全。热塑性树脂胶合的生物质复合材料,即木塑复合材料(WPC),是将不易生物降解的热塑性塑料基质包埋植物纤维而制造的,并且塑料质量比例高达30%~50%,因此在生产和使用该材料的早期,普遍认为其具有良好的抵抗生物因子侵蚀的能力。但实际使用中发现,室外使用的WPC,如铺板、栅栏等也会受到霉菌、腐朽真菌及白蚁等的侵蚀危害,尤其是含植物纤维含量高的材料,更易受到腐朽菌、霉菌、变色菌和虫蚁的侵蚀。生物因子对木塑复合材料的危害已成为限制其进一步发展和应用的关键问题之一,如何提高其防霉防腐防虫能力成为研究的焦点之一。
总之,提高特殊地区和用途的生物质复合材料的防蚁、防腐、防霉和防变色能力十分迫切。温暖湿润地区, 生物质复合材料在使用场所遭受到的很多时候是虫蚁、腐朽菌、霉菌及变色菌等的多重生物因子的侵害,单一的防腐或防虫或防霉措施不足以保护这类材料,开发具有多重防护功能的产品十分必要。
国内外使用的木材主要防护处理方法为加压浸注法,即将木材放入密闭容器内,用压力将防腐剂液注入到材料内进行防腐。该法应用于生物质复合材料防护,存在问题主要有四:1)材料厚度方向防腐药剂分布不匀,表层浓度高而芯层浓度低;2)如采用水溶性防腐剂,则水分的进入和干燥引起材料的湿胀和干缩,导致刨花类和纤维类材料的厚度膨胀较大、结构受损、物理力学性能降低;3)由于加压浸渍罐的尺寸有限,无法对工业化生产的标准幅面尺寸(如1.22m×2.44m)的热固性树脂胶合的生物质复合材料进行处理,即防护处理的材料幅面有限,难以满足对大幅面防护处理材的要求,如轻型木结构房屋中的墙面板、楼面板等;4)不适合用来处理热塑性树脂胶合的木塑复合材料。
与实木防腐相比,因生物质复合材料是通过将植物原料分离成为单元再由树脂胶合在一起的这样一个“先分离后重组”的过程而生产的,这就使得对其进行“生产过程”中的防护处理成为可能,即在产品成型前将进行防护剂处理,目前主导方法有:1)使用防护剂对复合材料的单元进行预处理; 2)生产过程中将防护剂和树脂及其他添加剂一起处理单元。
为增强刨花板、纤维板和木塑复合材料等复合材料的防腐、防虫和防霉性能,国外普遍使用硼酸和硼酸盐类在生产过程中进行处理。国内也有类似的研究。如金菊婉等人以酚醛树脂(PF)和异氰酸酯树脂(MDI)为胶粘剂,硼酸锌(ZB)为防腐剂,制备了具有较好耐腐性能的杨木定向刨花板(OSB) (金菊婉等.硼酸锌防腐处理对杨木定向刨花板性能的影响.南京林业大学学报, 2009, 33 ( 5): 81 - 85.);发明专利(公开号为CN 101693378A)申请公开了一种具有防腐功能刨花板及其制备方法,使用木刨花、热固性树脂胶粘剂和防腐剂五硼酸铵制得了具有较好防虫性能的刨花板。金菊婉等研制了使用液体铜基防腐剂制备具有防腐功能的竹材定向刨花板(金菊婉等. 铜基防腐剂对竹材定向刨花板性能的影响. 木材工业, 2009, 23(5): 8-11.);刘元强等人使用除虫菊酯类防虫药剂试制了防虫(蛀)胶合板(刘元强等.防虫(蛀)胶合板的试制。木材加工机械,2010(3):35-36,23);金菊婉等使用多菌灵和咪鲜胺制备了具有较好防霉效果的杨木定向刨花板(金菊婉等. 多菌灵和咪鲜胺用于杨木定向刨花板的防霉研究. 林产工业,2010(4);45-49)。
上述同类技术均针对某一具体防护问题,如防腐或防虫或防霉进行,无法同时起到多重防护的作用,如单独使用硼酸铵或硼酸锌具有较好的防腐能力,但其对防治霉变和变色能力很弱,尤其是在载药量相对不高的情况下;其次,药剂选择的问题上,存在着容易流失和长效性差的问题。如五硼酸铵是一种水溶性的物质,若处理材使用中遇水,则有效防腐成分会逐渐流失,随着材料中有效成分含量的降低,材料将不再受到保护而遭受菌虫的侵蚀。除虫菊酯类这一类有机杀虫剂,在农业上使用具有高效、广谱、低毒、低残留等优点,但其容易在自然界易分解,不长效,无法保持一定时间后的对昆虫的防治效果,并且这一类杀虫剂无法保护材料免受腐朽和霉变等真菌的侵蚀。因此,研发长效、环保、广谱防真菌和防虫的方法来生产复合材料仍然是一个很大的挑战。
发明内容
本发明提出了一种防生物侵害植物纤维复合材料及其制备方法,将硼酸盐、铜化物和碘化物三类防护剂联合使用,发挥各自独特的防护作用和复配使用的增效作用,克服上述现有技术的不足,克服单一防护剂防护功能单一的不足,提供更经济更有效的方式实现防虫、防腐、防霉和防变色一体的技术,赋予复合材料更完全地抵御生物因子侵蚀的能力,提供具有长效、环保、广谱防真菌和防虫的生物质复合材料及其制备方法。
本发明的技术解决方案:一种防生物侵害植物纤维复合材料,其特征是包括植物纤维单元、防腐剂和热固性或热塑性树脂胶粘剂。热固性树脂胶合的复合材料中,植物纤维原料、树脂和防腐剂的质量比例为100%:(3%~15%):(0.5%~5.0%);热塑性树脂复合材料中,植物纤维单元和防腐剂的质量比为100%:(0.5%~5.0%),而树脂和植物纤维单元质量比为(30%~50%):(70%~50%)。
其制备方法,根据所用树脂的不同,分为:A)热固性树脂胶合的复合材料制备方法, 或B)热塑性树脂胶合的复合材料制备方法。
本发明的优点:
1)本发明选用硼酸盐、铜化物和碘化物作为防护剂,利用各个药剂独特的防护作用和混合使用的增效作用,克服单独使用某一类防腐剂其防护效果单一的局限性,赋予产品防虫和防腐、防霉及防变色的综合性能和多重防护;
2)本发明利用不溶或难溶于水的硼酸盐、铜化物和碘化物复配组成防护剂,克服当前同类技术中水溶性硼酸盐防腐剂的流失问题和有机杀虫剂的易分解问题,赋予产品长效的防护功能;
3)本发明的各类产品,其物理力学性能满足相关产品的标准要求;而其防腐性能可达到强耐腐级(失重率≤10%)、霉菌和变色菌遏制率可达到100%、防白蚁级别可达到国家标准GB/T 18260-2000 《木材防腐剂对白蚁毒效实验室试验方法》规定的0~1级;
4)本发明中三类防腐剂的使用比例,可根据使用地区的危害等级情况和实际的主要生物危害类别加以调节,以更有针对性地提供制备技术及相应的防腐产品;
5)本发明在生产过程中施加防腐剂,无需改变和增加生产工序和设备,克服现有加压后处理复合材料带来的药剂分布不均匀、水溶性防腐剂降低材料性能、不能处理大幅面材料及无法处理高密度的木塑复合材料的问题;
6)本发明选用低毒环保的防腐剂,提供一种环保产品。
因无需专门的工序和设施,本发明的方法易于在现有的植物纤维复合材料生产线上采用和实现,可应用于现有的普通刨花板、定向刨花板、纤维板、大片刨花层积材和木塑复合材料生产线,以生产具有防生物侵害的各类产品。本发明产品具有良好且持久的防生物侵害能力,而其他物理力学性能满足使用场所要求,适合在温暖潮湿易于有虫害和腐烂霉变地区和场所使用,包括轻型木结构房屋中的楼面板、墙面板和屋面板、地板和家具基材,以及室外的铺板和地板、露台、永久性景观结构等。
具体实施方式
一种防生物侵害植物纤维复合材料,由植物纤维单元、防腐剂和热固性或热塑性树脂胶粘剂组成。热固性树脂胶合的复合材料中,植物纤维单元、树脂和防腐剂的质量比为100%:(3%~15%):(0.5%~5.0%);热塑性树脂胶合的复合材料中,植物纤维单元和防腐剂的质量比为100%:(0.5%~5.0%),而树脂和植物纤维单元质量比为(30%~50%):(70%~50%)。
所述的植物纤维原料为木材、竹材、农作物秸秆中的一种,加工成植物粉(木粉、竹粉等)、普通刨花、纤维、大片刨花、单板条等单元形式。
所述的热固性树脂胶粘剂,包括脲醛树脂、酚醛树脂、异氰酸酯树脂和三聚氰胺改性脲醛树脂中的一种,其用量以固体树脂质量计为绝干植物纤维质量的3%~15%;所述的热塑性树脂胶粘剂,包括聚乙烯、聚丙烯、聚氯乙烯和聚苯乙烯中的一种,其用量与绝干植物纤维质量比为(30%~50%):(70%~50%)。
所述的防腐剂由不溶或难溶于水的硼酸盐、铜化物和碘化物复配组成,硼酸盐、铜化物和碘化物三类组分的添加量与复合材料中绝干植物纤维质量比为:(0.5%~4.0%):(0.5%~4.0%):(0.1%~1.5%):100%。
所述的硼酸盐包括硼酸锌、硼酸钙、硼酸钡、硼酸镁中的一种或一种以上混合物,铜化物包括碳酸铜、氧化铜、硼酸铜或8-羟基喹啉铜中的一种或一种以上混合物;碘化物为二碘甲基-对-甲苯基砜、3-碘-2-丙炔基-丁氨基甲酸酯 (IPBC)、氯丙炔碘中的一种或一种以上混合物。
其制备方法,根据所用树脂的不同,分为热固性树脂胶合的复合材料的制备方法或热塑性树脂胶合的复合材料的制备方法;
其中热固性树脂胶合的复合材料制备方法,包括:
A) 将植物纤维原料单元干燥至含水率为2%~ 9%;
B) 将防腐剂、胶粘剂和防水剂施加到干燥后的植物单元上, 使其在单元上均匀分布,获得施加胶、蜡和防腐剂的坯料。其中,胶粘剂、防水剂和绝干植物单元的质量比为(3%~15%):(0.5~1.5%):100%;硼酸盐、铜化物和碘化物三类防腐剂与复合材料中绝干植物纤维原料质量比为(0.5%~4.0%):(0.5%~4.0%):(0.1%~1.5%):100%,将三类防腐剂均匀混合后施加到单元上,或将硼酸盐和铜化物均匀混合,碘化物与液体胶水或石蜡乳液均混后施加到单元上;
C)将上述坯料均匀铺装成单层结构或渐变结构或多层结构的板坯后热压成产品,其中热压温度为160℃~240℃、板坯单位面积压力为2.0 MPa~7.0MPa、热压时间为每单位毛板厚度10 s/mm~80s/mm。
热塑性树脂胶合的复合材料的制备方法,包括:
A) 将植物纤维原料加工成目数为30~100的植物粉并干燥到含水率小于2%;
B) 将植物粉和防腐剂均匀混合,其中硼酸盐、铜化物和碘化物三类组分的添加量与复合材料中绝干植物粉质量比为(0.5%~4.0%):(0.5%~4.0%):(0.1%~1.5%):100%;
C) 将上述混合料和热塑性树脂、偶联剂和润滑剂等改性剂均匀充分混合,其中,热塑性树脂塑料和植物粉的质量百分比为(30%~50%):(70%~50%),偶联剂用量为绝干植物粉质量的2%~8%,润滑剂用量0.25%-2%;
D) 将预混合料在高温下经充分混合、塑化后直接挤出成型,或将预混合料在高温下先造粒后经挤出成型得到木塑复合材料。
实施例1
将毛竹去青去黄加工成规整的大片刨花,干燥到含水率5%。施加8%脲醛树脂(加入1%固化剂)和1%石蜡乳液。将硼酸锌(绝干刨花质量的0.5%)和碳酸铜(绝干刨花质量的0.5%)均匀混合后施加于刨花上,将IPBC(绝干刨花质量的0.5%)和胶粘剂均匀混合后施加到刨花上得到坯料,铺装为三层结构竹定向刨花板(OSB)板坯,采用温度160℃~170 ℃、压力3.0MPa~3.5 MPa、时间为60s/mm的热压工艺压制成板。同时制备空白对照样和单独添加硼酸锌为防腐剂的对比试板。根据LY/T 1580-2010《定向刨花板》测试静曲强度MOR(平行和垂直表层定向方向)、弹性模量MOE(平行和垂直表层定向方向)、平面抗拉强度IB和24小时吸水厚度膨胀率(TS24h);根据GB/T 18261- 2000《防霉剂防治木材霉菌及蓝变菌的试验方法》测试防霉防变色性能,结果如表1所示。
表1 UF竹OSB性能
可见,处理样和对照样的物理力学性能均达到LY/T 1580-2010《定向刨花板》的规定,但空白对照样根本不能抵御霉菌和变色菌的侵蚀;而单独使用硼酸盐,在1.0%时没有防治能力,在用量为1.5%仅对防治绿色木霉有效,其综合霉菌防治效力较低,达不到平均被害值小于1的要求;而复配防腐剂处理样能完全防治霉菌和变色菌的侵害。
实施例2
将毛竹用刨片机刨切成刨花,干燥至含水率5%~6%,施加8%的PF树脂和1%石蜡乳液,在滚筒拌胶机内将硼酸锌(绝干刨花质量的0.8%)、硼酸钙(绝干刨花质量的0.8%)和碳酸铜(绝干刨花的1.0%)均匀混合后施加于刨花上,将IPBC(绝干刨花质量的0.4%)和胶粘剂均匀混合后施加到刨花上得到坯料,将坯料铺装为板坯,采用热压温度160℃、压力为5.0 MPa、时间80s/min工艺压制成板。根据标准LY/T 1580-2010《定向刨花板》、GB/T 18261- 2000《防霉剂防治木材霉菌及蓝变菌的试验方法》、LY/T 1283-1998 《木材防腐剂对腐朽菌毒性实验室试验方法》和GB/T 13942.1-2009 《木材天然耐久性试验方法-木材天然耐腐性实验室试验方法》对板材的进行物理力学性能、防霉、防变色性能和防腐性能检测;防白蚁性能测试和评价参考GB/T 18260-2000《木材防腐剂对白蚁毒效实验室试验方法》进行。结果如表2所示。
表2 PF竹大片刨花板性能
可见,处理样和对照样的物理力学性能均达到标准LY/T 1580-2010的规定,并且甲醛释放量经检测仅仅为0.3mg/100g, 远远小于国标GB18580-2001中对E1级(≤9mg/100g)的要求。尽管对照样刨花板具有较好的耐腐等级,但根本不能抵御霉菌、变色菌和白蚁的侵蚀;而复配防腐剂处理的板材,能有效防治霉菌和变色菌的侵害,抗变色菌侵染能力强,表面无侵染内部不变色。对照样对白蚁防蛀等级为2级,试样的外表面遭到侵蚀;而处理样的试块未遭到白蚁蛀蚀,抗蛀等级为0级。
实施例3
将杨木大片刨花干燥到含水率8%,在刨花连续输送进入滚筒拌胶机时,将硼酸锌(绝干刨花质量的1.0%)、碳酸铜(绝干刨花的1.0%)和IPBC(绝干刨花质量的0.3%)充分混合均匀后也加入至拌胶机内和刨花充分均匀混合,施加12%的PF树脂得到坯料,经铺装和预压形成板坯,然后采用温度185℃~200℃、压力3.5MPa、热压时间80s/mm工艺压制成板。
根据标准LY/T 1580-2010和GB/T 13942.1-2009对板材的进行物理力学性能和防腐性能检测,结果如表3。
表3 PF杨木OSB性能
表3可知,所制的杨OSB可分别达到标准LY/T 1580-2010中OSB/3等级的要求。防腐检测结果表明,杨OSB空白对照样受褐腐菌和白腐菌的质量损失率达到36.8%和59.9%,为不耐腐等级;而经过复合防腐剂处理的杨木OSB,其受褐腐菌和白腐菌的质量损失率分别下降至4.58%和5.95%,达到强耐腐等级。
实施例4
从工业化纤维板生产线上取得木纤维,施加10%的三聚氰胺改性脲醛树脂 (加入1%固化剂)和1%的石蜡乳液,将硼酸锌(绝干纤维质量的0.5%)和碳酸铜(绝干纤维质量的0.5%)均匀施加于纤维上,将IPBC(绝干纤维质量的0.6%)加入到胶水中搅拌均匀后施加至纤维上,将坯料铺装成板坯,在热压温度170℃~180℃、压力为3.5MPa、时间为40s/mm的条件下压制成板。同时制备空白对照样和单独添加1.5%硼酸锌为防腐剂的对照试板。根据GB/T 11718-2009《中密度纤维板》测量试板的物理力学性能,将长宽尺寸为50mm×250mm的试件放置于阴暗潮湿的室内,在南方梅雨季节自然感染霉菌一个月半,观察试件表面被霉菌感染的面积并确定被害值,并根据GB/T 18261- 2000测试实验室条件下霉菌和变色菌对试板的被害值。结果如表4所示。
表4 木纤维板性能
可见,对照样纤维板和处理的纤维板的物理力学性能均达到GB/T 11718-2009对相应厚度室内型板材的要求,但对照样和单独硼酸盐处理样均不能抵御霉菌(自然感染和实验室培养霉菌)和变色菌的侵害,而复配防腐剂处理样可以较好地保护其免受霉菌和变色菌的侵害。
实施例5
将稻秸碎料干燥至含水率为8%左右,施加8%的异氰酸酯和1%的石蜡乳液,将硼酸钙(绝干碎料质量的0.5%)、碳酸铜(绝干碎料质量的0.5%)施加于碎料上,将IPBC(绝干碎料质量的0.8%)加入到石蜡乳液中搅拌均匀后施加,坯料铺装成板坯后在温度为160℃~170℃、压力为3.5MPa、时间40~50s/mm的热压工艺下压制成板。根据GB/T 4897-2003《刨花板》测量物理力学性能,将长宽尺寸为50mm×250mm的试件放置于阴暗潮湿但有遮盖的室外,在南方梅雨季节自然感染霉菌一个月,观察试件表面被霉菌感染的面积并确定被害值,并根据GB/T 18261- 2000测试防霉和防变色能力。结果如表5所示。
表5 秸秆碎料板性能
可见,对照样碎料板和复配防腐剂处理的碎料板均达到GB/T 4897.2-2003对厚度为13mm~25mm的室内干燥状态下普通用板的要求,但未处理样不能抵御自然感染霉菌,而复合防腐剂处理的碎料板其自然霉菌被害值、实验室霉菌和变色菌被害值均为0,即具有较佳的防霉防变色能力。
实施例6
将干燥后的木粉60份,与硼酸锌(木粉绝干质量的1.0%)、碳酸铜(木粉绝干质量的1.0%)和IPBC(木粉绝干质量的0.4%)均匀充分混合;再与2份马来酸酐改性聚乙烯、40份高密度聚乙烯、2份液体石蜡均匀充分混合。将该预混合料加入到挤出机(温度为130℃~170℃)中挤出造粒,将得到的粒子经挤出机(温度为170℃~180℃)挤出,挤出产物经定型、冷却和切割,得到具有防生物侵害功能的木塑复合材料。在上述相同条件下制备不添加防腐剂的对照样。根据LYT 1613-2004 《挤压木塑复合板材》和GB/T 13942.1-2009测试木塑复合材料的弯曲性能和耐腐性能,结果如表6所示。
表6 木塑复合材料性能
注1:因该木塑复合材料中塑料质量比例达40%,故损失率以木粉质量为基准计算。
表6可知,两组试板其弯曲力学性能均较好。由于木塑复合材料中木粉比例仅占60%,故该材料的腐朽失重率按照木粉质量而非木塑复合材料总质量计,空白对照样的失重率可高至为12%~14%;而复配防腐处理样的腐朽失重率极低,具有极佳的防腐性能。
一种防生物侵害植物纤维复合材料及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0