

IPC分类号 : B29C64/264,B29C64/386,B29C64/129,B33Y30/00,B33Y50/00,G03H1/00,G03H1/04,G03H1/22







专利摘要
本实用新型涉及一种光全息复杂结构高速增材制造装置,属于增材制造领域。空间滤波器安装在激光器上方,准直镜安装在空间滤波器上方,空间光调制器安装在准直镜上方,聚光镜安装在空间光调制器上方,激光器、空间滤波器、准直镜、空间光调制器、聚光镜均安装在隔离室中并根据激光经过光学路径顺序进行排列且均位于光学路径上,透射窗安装在隔离室上并位于光学路径最末端,隔离室安装在储液槽中且位于储液槽底部中间位置。优点是结构新颖,经调制后脉冲激光经过聚光镜在液态光敏树脂中相互干涉形成所需成型件的实像,实现所需成型件的高速增材制造。提高了成型速度,采用计算全息和空间光调制器,可实现任意复杂结构物体的再现与固化。
权利要求
1.一种光全息复杂结构高速增材制造装置,其特征在于,包括激光器、空间滤波器、准直镜、空间光调制器、聚光镜、隔离室、透射窗、储液槽;其中空间滤波器安装在激光器上方,准直镜安装在空间滤波器上方,空间光调制器安装在准直镜上方,聚光镜安装在空间光调制器上方,激光器、空间滤波器、准直镜、空间光调制器、聚光镜均安装在隔离室中并根据激光经过光学路径顺序进行排列且均位于光学路径上,透射窗安装在隔离室上并位于光学路径最末端,隔离室安装在储液槽中且位于储液槽底部中间位置。
2.根据权利要求1所述光全息复杂结构高速增材制造装置,其特征在于,所述的激光器能够产生单一稳定波长的脉冲激光。
3.根据权利要求1所述光全息复杂结构高速增材制造装置,其特征在于,所述透射窗为玻璃材料,透射窗上下表面均为光学平面。
说明书
技术领域
本实用新型涉及增材制造领域,具体涉及一种光全息复杂结构增材制造装置。
背景技术
增材制造技术是一项基于逐层累加材料的方式进行实体制造的新型技术,不同于传统加工方式的减材制造和等材制造,增材制造技术极大减少了产品的加工工序和加工道具种类,在产品研发、个性化定制方面缩短了产品加工时间和制造周期,实现高速精密制造复杂零部件的个性化定制,同时实现近净成形,对推动产品创新、缩短研发周期具有重大意义。
立体光固化增材制造技术是采用特定波长的激光,使用液态光敏树脂作为主体材料,通过三维设计软件对所需成型件进行设计并切片处理设计扫描路径,激光照射液态光敏树脂并使照射点固化,并根据设定的扫描路径运动实现由点、线、面、体的固化成型,最终实现所需成型件的层层堆叠光固化三维成型。
数字光投影增材制造技术原理和立体光固化增材制造技术相似,均采用液态光敏树脂为主体材料并逐层固化成型,但不同于立体光固化增材制造技术的单点固化,数字光处理采用的是经切片处理的三维模型的许多帧图片并由数字投影仪照射到液态光敏树脂中,实现面的高速固化,并配合升降台实现所需成型件的三维成型。
立体光固化和数字光投影增材制造技术成型原理均为层层固化并堆叠成型,成型件的表面具有台阶效应,成型原理决定表面分层现象,成型质量较低,无法实现高速高精度光固化成型。
全息技术是可以将空间中的振幅、相位分布情况记录在全息图上并再现出来的一项技术。其步骤为先利用干涉原理记录物体表面光波的振幅和相位信息并制作相应的全息图,再通过衍射原理,用相同波长的激光照射全息图,激光通过全息图发生衍射再现原有三维物体图像,重现图像为三维立体实像,能够从各个角度观察三维立体实像,且光衍射后在实像处的能量明显高于周围的光波能量。
计算全息是建立在数字计算和现代全息光学的基础上的一项新型技术,通过计算机模拟光波干涉过程,并编码计算物体编码光波的振幅和相位信息,且噪声低,重复性高,甚至可记录现实不存在的物体的全息图,相对光学全息图具有明显优势。
空间光调制器能够通过计算机主动控制,调制光场的个别参量,例如调制通过光场的振幅,通过折射率调制相位,调制通过光波的传播方向,甚至可以实现非相干——相干光的转换,从而将一定的信息写入光波中,达到光波调制的目的。它可以方便地将信息加载通过的光场中,实现实时光学信息处理、光互连、光计算等目的。
空间光调制器结合计算全息技术,即可实现全息光学一样的记录、重现三维立体实像,相对于全息光学具有明显优点,具有抗干扰能力强、重复性高、可显现现实不存在的物理实像、可快速变化显示不同三维图形等优点。
发明内容
本实用新型提供一种光全息复杂结构高速增材制造装置,目的在于克服当前光固化增材制造成型过程中的台阶效应,从原理上避免增材制造层层堆叠出现的分层现象,为复杂零部件的高速增材制造提供新方法,同时大大提高了成型速度和成型质量,实现复杂结构高速高效高质量增材制造。
本实用新型采取的技术方案是:包括激光器、空间滤波器、准直镜、空间光调制器、聚光镜、隔离室、透射窗、储液槽;其中空间滤波器安装在激光器上方,准直镜安装在空间滤波器上方,空间光调制器安装在准直镜上方,聚光镜安装在空间光调制器上方,激光器、空间滤波器、准直镜、空间光调制器、聚光镜均安装在隔离室中并根据激光经过光学路径顺序进行排列且均位于光学路径上,透射窗安装在隔离室上并位于光学路径最末端,隔离室安装在储液槽中且位于储液槽底部中间位置。
本实用新型所述的激光器能够产生单一稳定波长的脉冲激光。
本实用新型所述透射窗为玻璃材料,透射窗上下表面均为光学平面。
本实用新型通过计算物体表面光波的相位和振幅信息并输入空间光调制器中,激光器发出脉冲激光通过空降滤波器、准直镜进入空间光调制器中,振幅、相位按计算结果调制后的光波通过聚光镜射入液态光敏树脂中并再现三维物体实像,实像处液态光敏树脂恰好吸收固化能量发生固化,实现复杂结构件整体高速成型,整体一次性成型避免了层层堆叠出现的台阶效应,同时很大程度上缩短了成型时间,提高成型速度和质量。
本实用新型的优点是:避免了增材制造过程中层层堆叠引起的分层现象;利用全息技术可在液态光敏中产生三维模型实像,实像处液态光敏树脂高速固化实现三维整体高速一次成型,极大程度上提高了成型速度;采用计算全息和空间光调制器,避免全息光学中抗干扰能力弱,可重复性弱等问题,结合本实用新型装置,可实现任意复杂结构物体的再现与固化。
附图说明
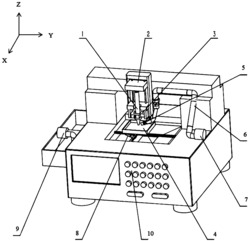
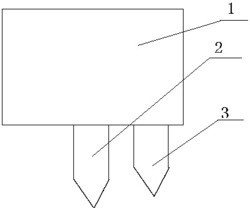
图1是本实用新型的结构示意图;
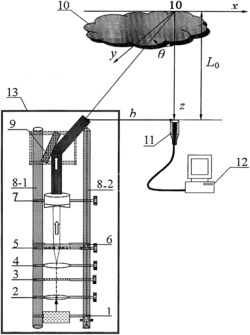
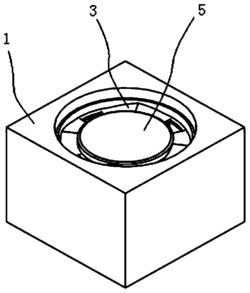
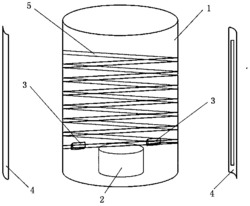
图2是本实用新型激光器1、空间滤波器2、准直镜3、空间光调制器4、聚光镜5、隔离室6和透射窗7的结构示意图;
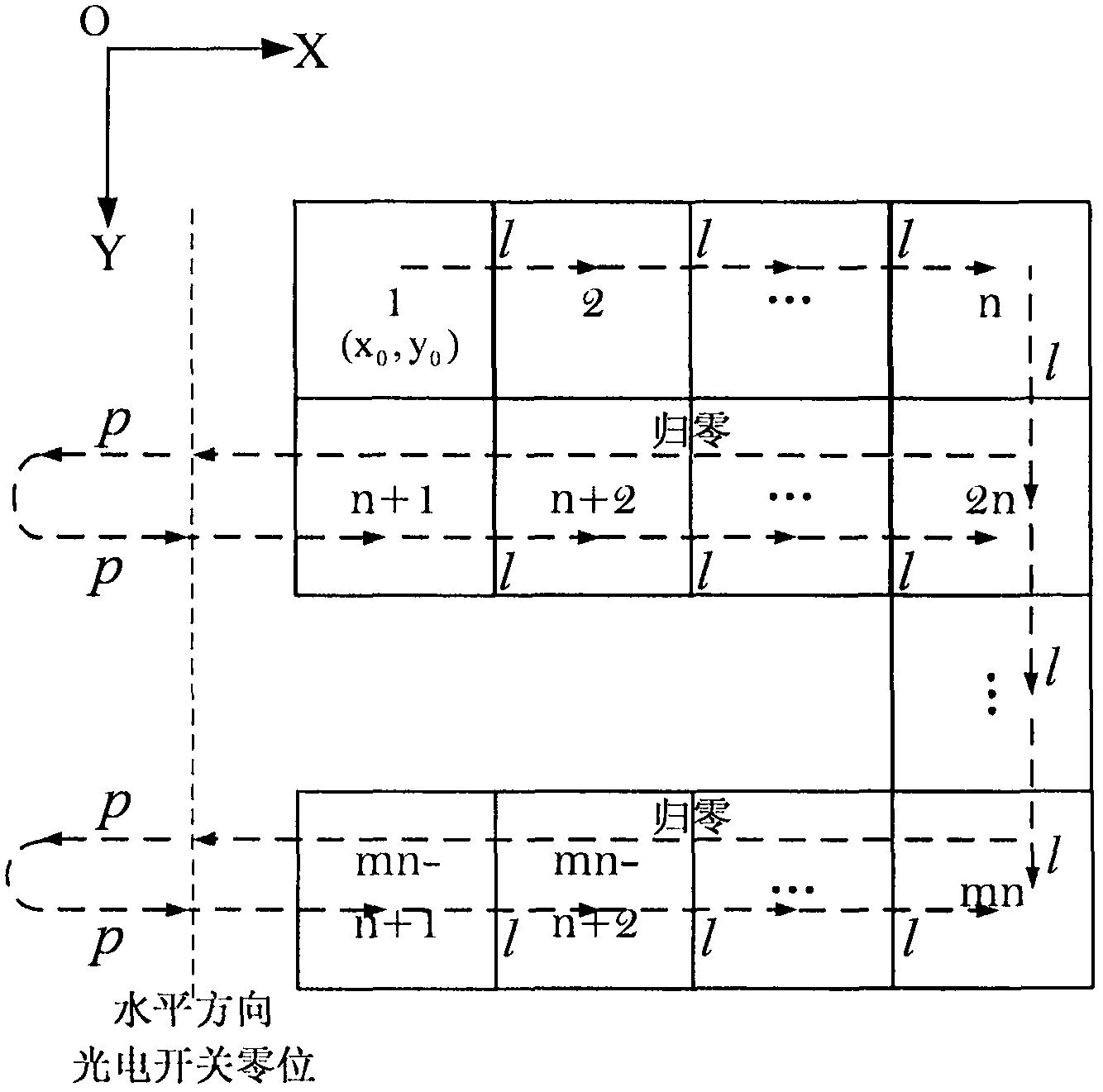
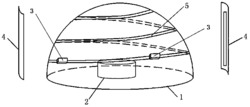
图3是本实用新型工作原理示意图,表示相位、振幅计算过程中三维模型、空间光调制器、三维模型实像的相对位置及坐标关系;
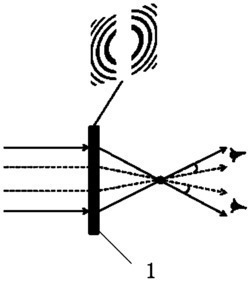
图4是本实用新型入射激光射入空间光调制器入射角示意图。
具体实施方式
包括激光器1、空间滤波器2、准直镜3、空间光调制器4、聚光镜5、隔离室6、透射窗7、储液槽8;
所述空间滤波器2安装在激光器1上方,准直镜3安装在空间滤波器2上方,空间光调制器4安装在准直镜3上方,聚光镜5安装在空间光调制器4上方,激光器1、空间滤波器2、准直镜3、空间光调制器4、聚光镜5均安装在隔离室6中并根据激光经过光学路径顺序进行排列且均位于光学路径上,透射窗7安装在隔离室6上并位于光学路径最末端,隔离室6安装在储液槽8中且位于储液槽底部中间位置。
所述激光器1能够产生单一稳定波长的脉冲激光。
所述透射窗7为玻璃材料,透射窗上下表面均为光学平面701。
本实用新型选用液态光敏树脂为主体材料,结合全息技术实现所需成型件的高速增材制造。通过计算全息技术计算物体表面光波的相位信息并输如空间光调制器中,同时根据再现实像的各点光强恰好等于液态光敏树脂固化阈值使其固化计算空间光调制器应调制的光波振幅,并输入空间光调制器中,激光器发出脉冲激光通过空降滤波器、准直镜进入空间光调制器中,振幅、相位按计算结果经空间光调制器调制后的光波经过聚光镜射入液态光敏树脂中并再现三维物体实像,实像处液态光敏树脂恰好吸收固化能量发生固化,实现复杂结构件整体高速成型。
图3为应用该实用新型的增材制造方法示意图,该方法具体步骤如下:
(1)、采用计算机设计所需成型件的结构并制作三维模型;
(2)、对步骤(1)中所述三维模型进行抽样,总抽样点数为N:
已知:三维模型在X-Y-Z三个方向的最大尺寸为x'、y'、z',在X方向的抽样间距为x0,抽样点为 个,在Y方向的抽样间距为y0,抽样点为 个,在Z方向的抽样间距为z0,抽样点为 个,总抽样点数
(3)、根据点源集合法计算步骤(2)中所述的各抽样点干涉后在空间光调制器上的振幅相位分布并表示成振幅和相位的形式:
空间光调制器的振幅相位分布H(xm,ym,0):
第n个抽样点(xn,yn,zn)距空间光调制器第m个像素点(xm,ym,0)的距离:
已知:三维模型的第n个抽样点坐标为(xn,yn,zn),空间光调制器第m个像素点坐标为(xm,ym,0),An为第n个点抽样点的振幅,A(x,y,0)为激光在空将光调制器上干涉后的幅值,φn为第n个抽样点的相位,φm为空将光调制器第m个像素点干涉后的相位即第m个像素点的调制相位, 表示波数,λ为脉冲激光在液态光敏树脂中的波长;
(4)、根据步骤(3)中所得的空间光调制器第m个像素点的调制相位φm对调制幅值Am进行计算:
空间光调制器调制后的第m个像素点(xm,ym,0)的调制振幅和调制相位可表示为:
H(xm,ym.0)=Amexp(iφm)……(1)
Am为空间光调制器第m个像素点的调制振幅,已知φm为空间光调制器调制后第m个像素点的调制相位;
空间光调制器调制后激光干涉形成三维模型实像,三维模型实像第q个点(xq,yq,zq)的振幅相位分布:
三维模型实像上的第q个点距空间光调制器第m个像素点的距离:
已知:三维模型实像第q个点的坐标为(xq,yq,zq),M为空间光调制器像素点的个数;三维模型实像第q个点(xq,yq,zq)的振幅相位分布H(xq,yq,zq)可表示为:
H(xq,yq,zq)=Aqexp(iφq)……(4)
三维模型实像第q个点(xq,yq,zq)的能量E(xq,yq,zq)为:
已知液态光敏树脂固化的能量阈值为△E,Aq为三维模型实像第q个点的振幅,φq为三维模型实像第q个点的相位,μ为脉冲激光在液态光敏树脂中的磁导率;
通过计算机联立公式(1)(2)(3)(4)(5)可得空间光调制器第m个像素点调制振幅Am;
(5)、将步骤(4)中所述的空间光调制器第m个像素点的调制振幅Am、调制相位φm输入空间光调制器中;
(6)、激光器产生脉冲激光,经空间滤波器和准直镜滤波、准直后形成所需入射脉冲激光并射入空间光调制器中;
(7)、空间光调制器根据步骤(5)中所述的输入调制振幅Am和调制相位φm对步骤(6)中所述的入射脉冲激光进行幅值和相位调制,幅值调制成Am,相位调制成φm,并以透射脉冲激光的形式通过聚光镜射入液态光敏树脂中,脉冲激光干涉形成所需成型件实像;
(8)、步骤(7)中所述的所需成型件实像处(xq,yq,zq)由于脉冲激光干涉明显,该处脉冲激光振幅和能量较大,大于液态光敏树脂固化所需能量阈值,引发该处液态光敏树脂聚合固化,其余部分激光能量小于液态光敏树脂固化所需能量阈值不发生固化,得到所需成型件的毛坯件;
(9)对步骤(8)所得毛坯件进行清理和表面打磨得到最终成型件。
如图4所示,所述的入射脉冲激光射入空间光调制器是的入射角θ范围为0°~10°。
光全息复杂结构高速增材制造装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0