








专利摘要
本发明涉及一种基于图像等值面分割法的尺寸测量结果不确定度评价方法,包括:通过对比试块两圆柱中心位置之间的距离和对比试块截面CT图像中两个圆心的距离,计算出像素尺寸;并根据像素尺寸计算出对比试块的截面CT图像上圆柱直径的像素数量,根据该数量确定灰度分割阈值;之后,建立工业CT尺寸测量模型;分别计算对比试块CT图像上标定长度的标准不确定度、被检工件CT图像中待测部分长度的标准不确定度和对比试块长度标定误差引入的标准不确定度;合成标准不确定度,最后,计算扩展不确定。本发明的优点在于:成本低、减小了噪声的干扰,提高了准确率;且充分考虑了图像噪声影响和误差源影响,该评价结果更加可靠,可信度更高。
权利要求
1.一种基于图像等值面分割法的尺寸测量结果不确定度评价方法,其特征在于:包括以下步骤:
步骤1、通过机械加工手段制造与被检工件材质一致的具有固定间距的一对相同的圆柱型对比试块,且该对圆柱型对比试块扫描的截面积等于被检工件截面积;
步骤2、采用相同X射线CT工艺分别对对比试块与被检工件的截面进行扫描,分别获取对比试块和被检工件的截面CT图像;
步骤3、通过三坐标仪器计量对比试块两圆柱中心位置之间的距离为l毫米,在对比试块的截面CT图像中,利用阈值分割方法获得两个圆的边缘位置,并获取两个圆心的位置,统计对比试块截面CT图像中两个圆心的距离为n像素,计算得到像素尺寸为p(毫米/像素),其中,
步骤4、通过三坐标仪器计量对比试块的圆柱直径为d毫米,通过计算公式T=d/p获得对比试块的截面CT图像上圆柱直径的像素数量T,并根据该数量T确定灰度分割阈值t;
步骤5、建立工业CT尺寸测量模型,计算公式为:
其中,L为被检工件中待测部分实际长度,单位为毫米;B为被检工件的CT图像中待测部分长度,单位为像素;
步骤6、基于图像法的尺寸测量结果不确定度分量评定:其中,包含:对比试块CT图像上标定长度的标准不确定度u(n);被检工件CT图像中待测部分长度的标准不确定度u(B);对比试块长度标定误差引入的标准不确定度u(l);
其中,被检工件CT图像中待测部分长度的标准不确定度u(B)的计算步骤为:
步骤6-1、获取对比试块的CT图像垂直界面一维点扩散函数PSF(x):采用GB_T 29069-2012《无损检测工业计算机层析成像(CT)系统性能测试方法》中5.3圆盘卡法获得圆形对比试块CT图像垂直界面一维点扩散函数PSF(x);
步骤6-2、对被检工件CT图像中的材料内部进行灰度直方图统计,并对灰度直方图进行高斯拟合,建立高斯统计模型f(ω),f(ω)的表达式为:
其中,u为被检工件CT图像中材料灰度值均值,d为被检工件CT图像中材料灰度值方差;ω为被检工件CT图像中灰度值,f(ω)为该灰度值在被检工件CT图像中像素数量;
步骤6-3、设定一置信度r,0<r<1,通过
步骤6-4、对被检工件CT图像中的背景区域进行灰度直方图统计,获得背景区域的灰度均值v;
步骤6-5、将步骤4中的灰度分割阈值t代入步骤6-3中的灰度值分布的上下限中,得到新的灰度值分布的上下限,分别为t-nd和t+nd;
步骤6-6、将步骤6-5中新的灰度值分布的上下限t-nd和t+nd分别代入边缘分割函数g(x)中,得到g(t-nd)和g(t+nd),计算被检工件CT图像中待测部分长度的标准不确定度u(B),计算公式为:
u(B)=|g(t-nd)-g(t+nd)|;
其中,边缘分割函数的表达式为:g(x)=PSF(x)*[uε(x)+v];
*为卷积运算;ε(x)为阶跃函数;
步骤7、合成步骤6中的标准不确定度u
步骤8、计算扩展不确定度U:计算公式为:
U=u
其中,k为第一包含因子。
2.根据权利要求1所述的尺寸测量结果不确定度评价方法,其特征在于:所述步骤4中确定灰度分割阈值的具体方法为:首先,预设灰度分割阈值,之后,分别使用不同的灰度分割阈值对CT图像进行分割,并统计出不同灰度阈值分割后的CT图像中圆柱直径的像素数量,找出与对比试块的截面CT图像上圆柱直径的像素数量T最接近的像素数量,则该像素数量对应的灰度分割阈值为确定的灰度分割阈值t。
3.根据权利要求1所述的尺寸测量结果不确定度评价方法,其特征在于:所述步骤6中对比试块CT图像上标定长度的标准不确定度u(n)的计算方法为:对比试块的工业CT图像测量法测量的最大允许误差为±p/j(像素),其中,p为像素尺寸,j为插值数,认定服从均匀分布,引入的分量不确定度u(n)的计算公式为:
其中,k
4.根据权利要求1所述的尺寸测量结果不确定度评价方法,其特征在于:所述步骤6中对比试块长度标定误差引入的标准不确定度u(l)的计算公式为:
其中,Δl=α·ΔT·l,α为热膨胀系数,ΔT为温度偏差,l为对比试块两圆柱中心位置之间的距离,β为分布因子,R
说明书
技术领域
本发明涉及尺寸测量领域,特别涉及一种基于图像等值面分割法的尺寸测量结果不确定度评价方法。
背景技术
工业CT检测技术是一种在X射线检测技术上发展起来的实用无损检测手段,具有成像直观,定量、定位、定性准确,可存档复查等优势,其应用范围由传统无损检测逐渐扩展到包括工业产品的结构尺寸测量领域。与传统接触式或光学非接触式三坐标测量设备相比,CT技术最大优势在于一次扫描即可无损的获取被扫产品内外结构尺寸信息,这一特点使得CT在装配检测以及复杂产品内部结构的非破坏测量上具有独特的优势。目前,国内外的许多工业CT用户将其看作是特殊的CMM,恰好能弥补三坐标测量机的先天不足。但是,工业CT的尺寸测量值缺乏溯源性,在评估不确定度和测定工业CT系统计量特性方面存在很大困难。
目前,国内外正在开展三维工业CT的溯源校准技术研究,并正在制订相关的国家和国际标准。一些高校和科研机构在工业CT计量应用方面已经做了部分工作并取得了一些成果,如:德国的M.Bartscher基于自行研制的陶瓷球棒标准器和铝制环标准器对工业CT系统的尺寸误差、几何放大倍率和阈值误差等进行了校准;比利时鲁汶国际大学利用高精度中空立方体铝块针对工件摆放位置、边缘探测等对影响工业CT系统测量值的误差进行了探究。综上所述,国内外研究成果已经成功的对尺寸测量误差进行了有效补偿,但是相关方法不能保证量值的溯源性,并且对加工工艺要求极高。由于工业CT的特殊性,德国电气工程师协会和德国工程师协会共同起草了针对工业CT尺寸测量的行业标准VDI/VDE 2630,2011年德国在修订针对工业CT测量标准VDI/VDE2630中加入了关于工业CT的不确定度评定的章节,并向ISO/TC 213几何产品标准技术委员会提出修改ISO 10360-CT的草案。但是,这些标准探测策略完全沿用了CMM的探测方式,并且在探测误差和尺寸测量示值误差测量方面缺乏具体的操作策略和相关不确定度评定内容。所以,针对具体探测产品实现一种低成本、高效、准确的CT尺寸测量结果不确定度评价方法具有重要现实意义。
工业CT系统除了具有与传统三坐标同样的误差源,例如温度影响和机械轴几何偏差等影响,还面临其它误差源的影响,如:来自工业CT系统投影离散采样的偏差、来自X-ray管光斑的有限尺寸偏差、来自探测器特征的偏差、来自射线源、探测物和探测器距离的误差和来自工件几何形状,材料和粗糙度的误差等等。因此需要进一步改进。
发明内容
本发明所要解决的技术问题是针对现有技术的现状,提供一种低成本、准确度高且可靠的基于图像等值面分割法的尺寸测量结果不确定度评价方法。
本发明解决上述技术问题所采用的技术方案为:一种基于图像等值面分割法的尺寸测量结果不确定度评价方法,其特征在于:包括以下步骤:
步骤1、通过机械加工手段制造与被检工件材质一致的具有固定间距的一对相同的圆柱型对比试块,且该对圆柱型对比试块扫描的截面积等于被检工件截面积;
步骤2、采用相同X射线CT工艺分别对对比试块与被检工件的截面进行扫描,分别获取对比试块和被检工件的截面CT图像;
步骤3、通过三坐标仪器计量对比试块两圆柱中心位置之间的距离为l毫米,在对比试块的截面CT图像中,利用阈值分割方法获得两个圆的边缘位置,并获取两个圆心的位置,统计出对比试块截面CT图像中两个圆心的距离为n像素,计算得到像素尺寸为p(毫米/像素),其中,
步骤4、通过三坐标仪器计量对比试块的圆柱直径为d毫米,通过计算公式T=d/p获得对比试块的截面CT图像上圆柱直径的像素数量T,并根据该数量T确定灰度分割阈值t;
步骤5、建立工业CT尺寸测量模型,计算公式为:
其中,L为被检工件中待测部分实际长度,单位为毫米;B为被检工件的CT图像中待测部分长度,单位为像素;
步骤6、基于图像法的尺寸测量结果不确定度分量评定:其中,包含:对比试块CT图像上标定长度的标准不确定度u(n);被检工件CT图像中待测部分长度的标准不确定度u(B);对比试块长度标定误差引入的标准不确定度u(l);
步骤7、合成步骤6中的标准不确定度uc(L):计算公式为:
步骤8、计算扩展不确定度U:计算公式为:
U=uc(L)×k
其中,k为第一包含因子。
作为改进,所述步骤4中确定灰度分割阈值的具体方法为:首先,预设灰度分割阈值,之后,分别使用不同的灰度分割阈值对CT图像进行分割,并统计出不同灰度阈值分割后的CT图像中圆柱直径的像素数量,找出与对比试块的截面CT图像上圆柱直径的像素数量T最接近的像素数量,则该像素数量对应的灰度分割阈值为确定的灰度分割阈值t。
进一步的,所述步骤6中对比试块CT图像上标定长度的标准不确定度u(n)的计算方法为:对比试块的CT图像测量法测量的最大允许误差为±p/j(像素),其中,p为像素尺寸,j为插值数,认定服从均匀分布,引入的分量不确定度u(n)的计算公式为:
其中,k1为第二包含因子,
进一步的,所述步骤6中被检工件CT图像中待测部分长度的标准不确定度u(B)的计算步骤为:
步骤6-1、获取对比试块的CT图像垂直界面一维点扩散函数PSF(x):采用GB_T29069-2012《无损检测工业计算机层析成像(CT)系统性能测试方法》中5.3圆盘卡法获得圆形对比试块CT图像垂直界面一维点扩散函数PSF(x);
步骤6-2、对被检工件CT图像中的材料内部进行灰度直方图统计,并对灰度直方图进行高斯拟合,建立高斯统计模型f(ω),f(ω)的表达式为:
其中,u为被检工件CT图像中材料灰度值均值,d为被检工件CT图像中材料灰度值方差;ω为被检工件CT图像中灰度值,f(ω)为该灰度值在被检工件CT图像中像素数量;
步骤6-3、设定一置信度r,0<r<1,通过 计算出灰度值ω分布的上下限为[u-nd,u+nd],n为常数;其中,F(ω)为f(ω)的累积分布函数F(ω),累积分布函数公式F(ω)的计算公式为:
步骤6-4、对被检工件CT图像中的背景区域进行灰度直方图统计,获得背景区域的灰度均值v;
步骤6-5、将步骤4中的灰度分割阈值t代入步骤6-3中的灰度值分布的上下限中,得到新的灰度值分布的上下限,分别为t-nd和t+nd;
步骤6-6、将步骤6-5中新的灰度值分布的上下限t-nd和t+nd分别代入边缘分割函数g(x)中,得到g(t-nd)和g(t+nd),计算被检工件CT图像中待测部分长度的标准不确定度u(B),计算公式为:
u(B)=|g(t-nd)-g(t+nd)|;
其中,边缘分割函数的表达式为:g(x)=PSF(x)*[uε(x)+v];
*为卷积运算;ε(x)为阶跃函数。
在本方案中,所述步骤6中对比试块长度标定误差引入的标准不确定度u(l)的计算公式为:
其中,Δl=α·ΔT·l,α为热膨胀系数,ΔT为温度偏差,l为对比试块两圆柱中心位置之间的距离,β为分布因子,Rz,mean为粗糙度。
与现有技术相比,本发明的优点在于:通过加工与被检工件材质一致的圆柱型对比试块,该工件的结构更加简单,成本低,易实现;另外通过对比试块圆柱直径上的像素数量确定灰度分割阈值,能确切确定对比试块材料与背景的边缘,减小了噪声的干扰,提高了准确率;且建立的不确定度评价模型中包含了对比试块标定长度、被检工件的待测部分长度和对比试块长度标定误差引入的标准不确定度,充分考虑了图像噪声影响和误差源影响,因此该评价结果更加可靠,可信度更高。
附图说明
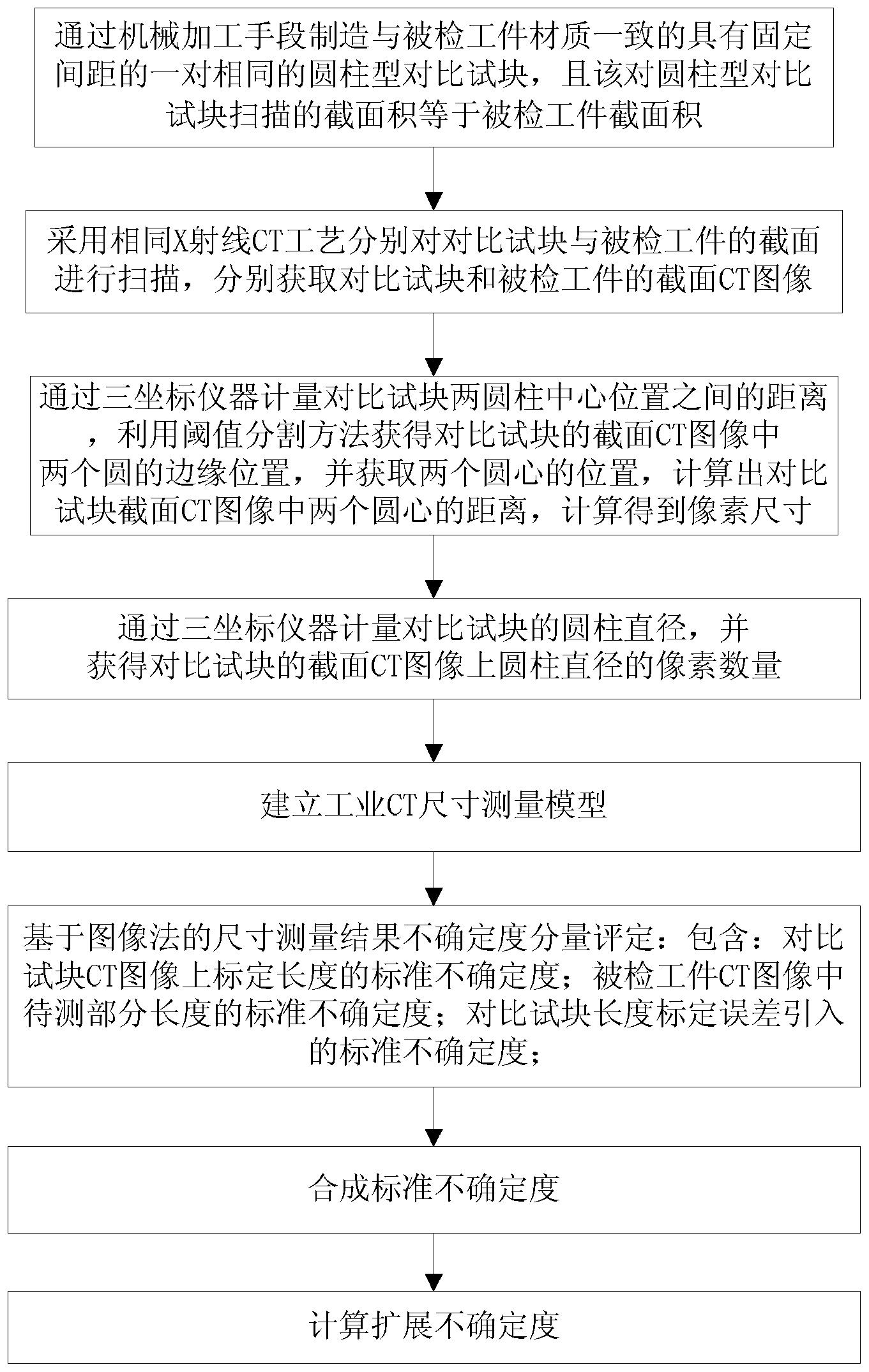
图1为本发明实施例中尺寸测量结果不确定度评价方法的流程图;
图2为本发明实施例中对比试块的结构示意图;
图3为本发明实施例中对比试块的截面CT图像。
具体实施方式
以下结合附图实施例对本发明作进一步详细描述。
如图1所示,一种基于图像等值面分割法的尺寸测量结果不确定度评价方法,其特征在于:包括以下步骤:
步骤1、通过机械加工手段制造与被检工件材质一致的具有固定间距的一对相同的圆柱型对比试块,且该对圆柱型对比试块扫描的截面积等于被检工件截面积;如图2所示,为对比试块的示意图;
步骤2、采用相同X射线CT工艺分别对对比试块与被检工件的截面进行扫描,分别获取对比试块和被检工件的截面CT图像;其中,可以对对比试块和被检工件单独扫描或者同时扫描;如图3所示,为对比试块的截面CT图像;
步骤3、通过三坐标仪器计量对比试块两圆柱中心位置之间的距离为l毫米,在对比试块的截面CT图像中,利用阈值分割方法获得两个圆的边缘位置,并获取两个圆心的位置,统计对比试块截面CT图像中两个圆心的距离为n像素,计算得到像素尺寸为p(毫米/像素),其中, 本实施例中,对比试块两圆柱中心位置之间的距离l=10.01毫米;采用传统阈值分割方法获取两个圆的边缘位置,且采用最小二乘法拟合求出两个圆心的位置,计算出对比试块截面CT图像中两个圆心的距离n=181.8像素,因此,像素尺寸 (毫米/像素);
步骤4、通过三坐标仪器计量对比试块的圆柱直径为d毫米,通过计算公式T=d/p获得对比试块的截面CT图像上圆柱直径的像素数量T,并根据该数量T确定灰度分割阈值t;其中,确定灰度分割阈值的方法为等值面分割法;本实施例中,对比试块的圆柱直径d=8.02毫米,像素数量T=d/p=145.8;
其中,确定灰度分割阈值的具体方法为:首先,预设灰度分割阈值,之后,分别使用不同的灰度分割阈值对对比试块的截面CT图像进行分割,并统计出不同灰度阈值分割后的CT图像中圆柱直径的像素数量,找出与对比试块的截面CT图像上圆柱直径的像素数量T最接近的像素数量,则该像素数量对应的灰度分割阈值为确定的灰度分割阈值t。
本实施例中,以8位CT图像为例,灰度值取值范围为0~255,以不同灰度分割阈值对对比试块的截面CT图像进行分割,并采用现有技术统计不同灰度阈值分割后的CT图像中圆柱直径的像素数量,找出与对比试块的截面CT图像上圆柱直径的像素数量T最接近的像素数量,本实施例中,当灰度分割阈值t=128时,该分割后的CT图像上圆柱直径的像素数量与计算出的对比试块的截面CT图像上圆柱直径的像素数量T最接近,因此灰度分割阈值t=128;
步骤5、建立工业CT尺寸测量模型,计算公式为:
其中,L为被检工件中待测部分实际长度,单位为毫米;B为被检工件的CT图像中待测部分长度,单位为像素;
步骤6、基于图像法的尺寸测量结果不确定度分量评定:其中,包含:对比试块CT图像上标定长度的标准不确定度u(n);被检工件CT图像中待测部分长度的标准不确定度u(B);对比试块长度标定误差引入的标准不确定度u(l);
其中,对比试块CT图像上标定长度的标准不确定度u(n)的计算方法为:对比试块CT图像测量法测量的最大允许误差为±p/j(像素),其中,p为像素尺寸,j为插值数,认定服从均匀分布,引入的分量不确定度u(n)的计算公式为:
其中,k1为第二包含因子,
本实施例中,j=10,p为步骤3中求取得到的值,p=0.055(毫米/像素), 毫米;
另外,被检工件CT图像中待测部分长度的标准不确定度u(B)的计算步骤为:
步骤6-1、获取对比试块的CT图像垂直界面一维点扩散函数PSF(x):采用GB_T29069-2012《无损检测工业计算机层析成像(CT)系统性能测试方法》中5.3圆盘卡法获得圆形对比试块CT图像垂直界面一维点扩散函数PSF(x);
步骤6-2、对被检工件CT图像中的材料内部进行灰度直方图统计,并对灰度直方图进行高斯拟合,建立高斯统计模型f(ω),f(ω)的表达式为:
其中,u为被检工件CT图像中材料灰度值均值,d为被检工件CT图像中材料灰度值方差;ω为被检工件CT图像中灰度值,f(ω)为该灰度值在被检工件CT图像中像素数量;本实施例中,u=211.3,d=12.9;
步骤6-3、设定一置信度r,0<r<1,通过 计算出灰度值ω分布的上下限为[u-nd,u+nd],n为常数;其中,F(ω)为f(ω)的累积分布函数F(ω),累积分布函数公式F(ω)的计算公式为: 本实施例中,r=99.7%,灰度值ω分布的上下限为[u-3*12.9,u+3*12.9],即[u-38.7,u+38.7];
步骤6-4、对被检工件CT图像中的背景区域进行灰度直方图统计,获得背景区域的灰度均值v;本实施例中,v=30.7;
步骤6-5、将步骤4中的灰度分割阈值t代入步骤6-3中的灰度值分布的上下限中,得到新的灰度值分布的上下限,分别为t-nd和t+nd;本实施例中,t-nd=128-38.7=89.3,t+nd=128+38.7=166.7;
步骤6-6、将步骤6-5中新的灰度值分布的上下限t-nd和t+nd分别代入边缘分割函数g(x)中,得到g(t-nd)和g(t+nd),计算被检工件CT图像中待测部分长度的标准不确定度u(B),计算公式为:
u(B)=g(t-nd)-g(t+nd);
其中,边缘分割函数的表达式为:g(x)=PSF(x)*[uε(x)+v];
*为卷积运算;ε(x)为阶跃函数。
本实施例中,u(B)=|g(t-nd)-g(t+nd)|=|g(89.3)-g(166.7)|=0.006毫米;
其中,对比试块长度标定误差引入的标准不确定度u(l)的计算公式为:
其中,Δl=α·ΔT·l,α为热膨胀系数,ΔT为温度偏差,l为对比试块两圆柱中心位置之间的距离,β为分布因子,Rz,mean为粗糙度,粗糙度引入的不确定度分布因子为β=0.6的矩形分布。
本实施例中,对比试块采用不锈钢材质,其线膨胀系数α=11.5×10
步骤7、合成步骤6中的标准不确定度uc(L):计算公式为:
本实施例中,
根据上述公式求取出uc(L)=0.0003mm。
步骤8、计算扩展不确定度U:计算公式为:
U=uc(L)×k
其中,k为第一包含因子,U计算结果取两位有效数字。
本实施例中,k=2,U=uc(L)×k=6×10
该尺寸测量结果不确定度评价方法中通过采用图像等值面分割法求取灰度分割阈值,因此能有效避免噪声的干扰,准确提取出材料与背景的边缘,并通过对比试块CT图像上标定长度的标准不确定度u(n)、被检工件CT图像中待测部分长度的标准不确定度u(B)和对比试块长度标定误差引入的标准不确定度u(l)进行评定,该标准不确定度充分考虑到噪声影响和误差影响,因此评价结果更加可靠。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
一种基于图像等值面分割法的尺寸测量结果不确定度评价方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0