

IPC分类号 : B22C9/10,B22C9/24,B22C9/04,C30B11/00,C30B29/52





专利摘要
本发明的目的在于提供一种形成独立空腔用分体陶瓷型芯的定位方法,以满足单晶/定向空心涡轮导向叶片的制备需求。具体为:首先将涂有高温粘结剂的陶瓷定位条插入两个形成独立空腔用分体陶瓷型芯芯头之间,并在室温条件下进行干燥,待高温粘结剂完全干燥后将其粘结成为一个整体,这样可使分体陶瓷型芯得到很好的固定,并提高定位精度。为使陶瓷型芯与陶瓷定位条具有良好的匹配关系,故优选相同材料。然后在后续的制壳过程中被包裹并固定在模壳内部。
权利要求
1.一种单晶/定向导向叶片用硅基陶瓷型芯的定位方法,其特征在于:首先将涂有高温粘结剂的陶瓷定位条插入两个形成独立空腔用分体陶瓷型芯芯头之间,并在室温条件下进行干燥,待高温粘结剂完全干燥后将其粘结成为一个整体,然后在后续的制壳过程中被包裹并固定在模壳内部;
分体陶瓷型芯和陶瓷定位条采用二氧化硅基材料制备,插入两分体陶瓷型芯之间的陶瓷定位条宽度T
2.按照权利要求1所述硅基陶瓷型芯的定位方法,其特征在于:分体陶瓷型芯宽度W为80-250mm,芯头宽度W
3.按照权利要求1所述硅基陶瓷型芯的定位方法,其特征在于:插入两个形成独立空腔用分体陶瓷型芯芯头之间的陶瓷定位条纵截面同时为“T”形,或一端截面为“T”形,另一端截面为长方形。
4.按照权利要求1所述硅基陶瓷型芯的定位方法,其特征在于:高温粘结剂采用EC95电熔刚玉粉料与硅溶胶混合物,EC95电熔刚玉粉料目数为600-800目,硅溶胶平均粒径为8-15nm,pH值为8.5-10,其SiO
5.按照权利要求1所述硅基陶瓷型芯的定位方法,其特征在于,具体步骤如下:
首先制备形成独立空腔用分体陶瓷型芯及陶瓷定位条素坯;将陶瓷型芯和陶瓷定位条素坯进行烧结制成成品陶瓷型芯和陶瓷定位条;然后将高温粘结剂涂抹于陶瓷定位条与陶瓷型芯相接触的表面,并快速插入两陶瓷型芯芯头之间,室温静置直至完全干燥即可粘结牢固;最后,将其置于模具中进行蜡模压制,并在后续的制壳过程中被包裹并固定在模壳内部,从而形成了可以准确定位空心涡轮导向叶片用陶瓷型芯的固定方法。
6.按照权利要求1所述硅基陶瓷型芯的定位方法,其特征在于:陶瓷型芯及陶瓷定位条的烧结温度为1180-1200℃,烧结时间8-12小时。
7.按照权利要求1所述硅基陶瓷型芯的定位方法,其特征在于:所述方法用于制备单晶/定向空心涡轮导向叶片。
说明书
技术领域
本发明属于高温合金领域,特别提供一种单晶/定向导向叶片用陶瓷型芯的定位方法。
背景技术
涡轮叶片是燃气轮机最重要的热端部件,它的承温能力和使用寿命直接影响着燃机性能及服役周期。近年来,随着发动机事业的发展,发动机进口温度不断提高,对涡轮叶片承温能力的要求也不断提高。常用的提高叶片承温能力的方法主要有提高材料的使用温度、使用先进涂层降低叶片温度以及使用先进的冷却技术降低叶片温度。其中,最有效的方法是设计合理的涡轮叶片结构(外形及内腔)来提高冷却效率。硅基陶瓷型芯具有耐高温、化学稳定性强、易脱除等特点,主要用于形成空心涡轮叶片内腔。对于单晶/定向涡轮导向叶片,特别是对于具有多个独立内腔的燃气轮机用大尺寸单晶/定向涡轮导向叶片,由于尺寸较大,定向凝固时间较长,硅基陶瓷型芯在高温环境下所处时间较长,不可避免会产生变形,这样就会使涡轮叶片相邻两内腔间隔板尺寸及内腔相对的位置发生改变,导致叶片报废。若单独使用模壳对型芯进行定位,由于模壳材料与型芯材料的热膨胀系数不同,高温下二者的热膨胀不匹配,导致模壳与型芯之间产生间隙,定位精度难以保证。同时,由于形成内腔所用陶瓷型芯尺寸亦较大,整体型芯制备及高温变形控制难度大大增加,故通常将形成每个独立内腔所用陶瓷型芯设计成为一个分体型芯。如何选择一种适用于形成独立空腔用分体陶瓷型芯的定位方法是实际生产中急需解决的难题。
发明内容
本发明的目的在于提供一种形成独立空腔用分体陶瓷型芯的定位方法,以满足单晶/定向空心涡轮导向叶片的制备需求。
本发明技术方案如下:
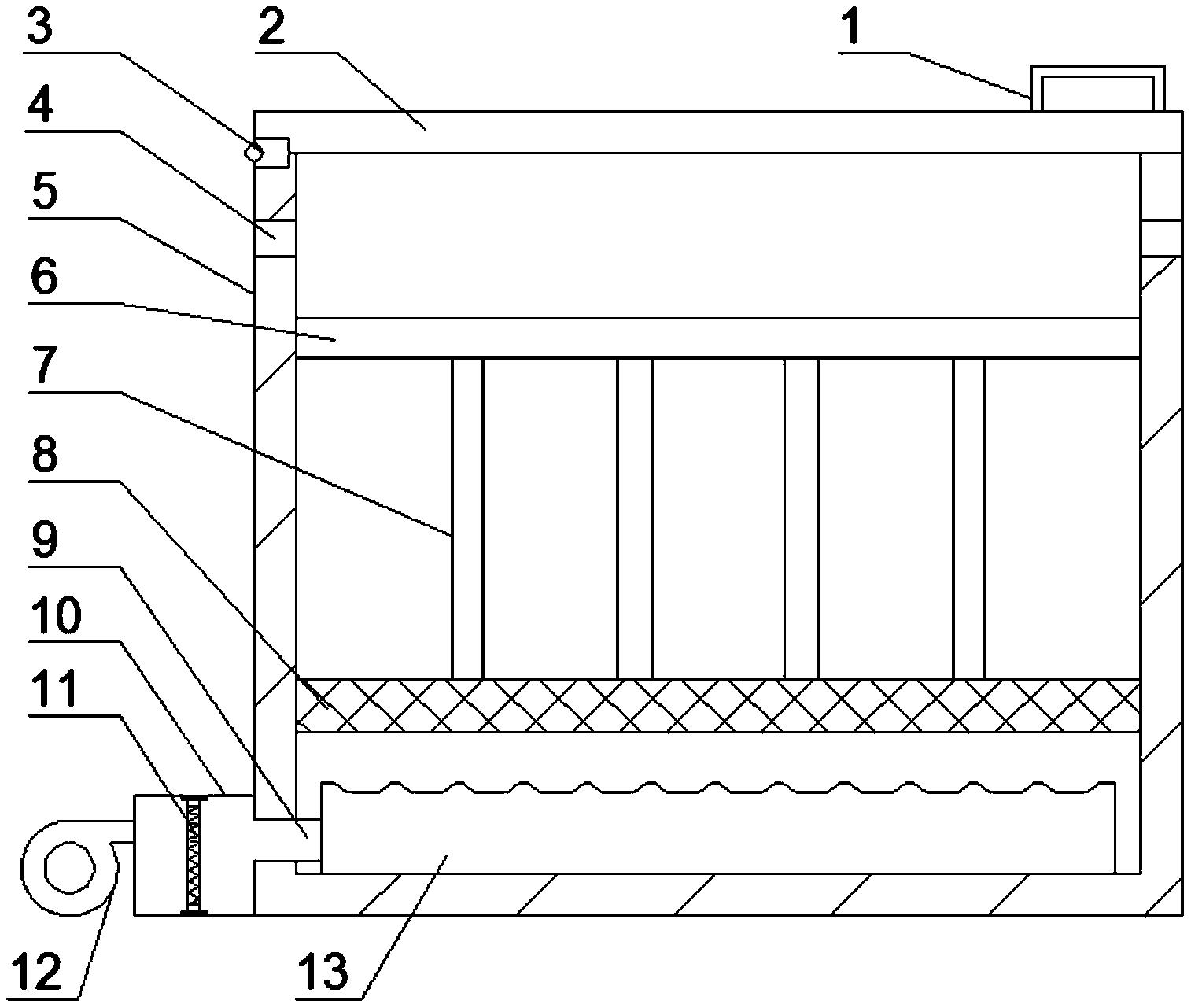
一种单晶/定向导向叶片用硅基陶瓷型芯的定位方法,其特征在于:首先将涂有高温粘结剂的陶瓷定位条插入两个形成独立空腔用分体陶瓷型芯芯头之间,并在室温条件下进行干燥,待高温粘结剂完全干燥后将其粘结成为一个整体,这样可使分体陶瓷型芯得到很好的固定,并提高定位精度,见图1。为使陶瓷型芯与陶瓷定位条具有良好的匹配关系,故优选相同材料。然后在后续的制壳过程中被包裹并固定在模壳内部。
作为优选的技术方案:
插入两分体陶瓷型芯之间的陶瓷定位条宽度T2比两陶瓷型芯之间距离T小0.5-2mm;未插入两分体陶瓷型芯之间的陶瓷定位条宽度T1比两陶瓷型芯之间距离T大4-10mm;插入两分体陶瓷型芯之间的陶瓷定位条高度H2比陶瓷型芯芯头宽度W1小0.5-5mm。分体陶瓷型芯宽度W为80-250mm,芯头宽度W1为10-25mm,相邻两分体陶瓷型芯之间距离T为5-20mm。即陶瓷定位条尺寸范围:9mm≤T1≤30mm,3mm≤T2≤19.5mm,2mm≤H1≤10mm(H1为未插入两分体陶瓷型芯之间的陶瓷定位条高度),5mm≤H2≤24.5mm。
分体陶瓷型芯和陶瓷定位条采用二氧化硅基材料制备,增塑剂采用石蜡基增塑剂。
插入两个形成独立空腔用分体陶瓷型芯芯头之间的陶瓷定位条纵截面可同时为“T”形或长方形,也可一端截面为“T”形,另一端截面为长方形。
高温粘结剂采用EC95电熔刚玉粉料与硅溶胶混合物,EC95电熔刚玉粉料目数为600-800目,硅溶胶平均粒径为8-15nm,pH值为8.5-10,其SiO2含量为18-25wt.%,Na2O含量≤0.4wt.%,粉液质量比为(3-3.5):1。
本发明所述硅基陶瓷型芯的定位方法,其特征在于,具体步骤如下:
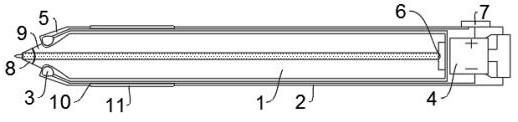
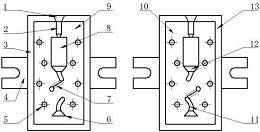
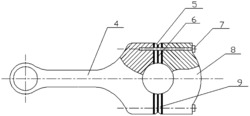
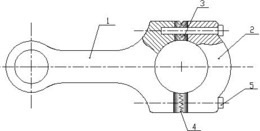
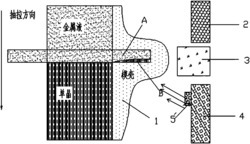
首先制备形成独立空腔用分体陶瓷型芯及陶瓷定位条素坯;将陶瓷型芯和陶瓷定位条素坯进行烧结制成成品陶瓷型芯和陶瓷定位条(烧结温度为1180-1200℃,烧结时间8-12小时),陶瓷定位条的定位原理图,见图1,陶瓷型芯结构,见图2,陶瓷定位条结构,见图3;然后将高温粘结剂涂抹于陶瓷定位条与陶瓷型芯相接触的表面,并快速插入两陶瓷型芯芯头之间,室温静置直至完全干燥即可粘结牢固;最后,将其置于模具中进行蜡模压制,并在后续的制壳过程中被包裹并固定在模壳内部,从而形成了可以准确定位空心涡轮导向叶片用陶瓷型芯的固定方法。
本发明所述硅基陶瓷型芯的定位方法,特别适用于制备单晶/定向空心涡轮导向叶片。
附图说明
图1陶瓷定位条的定位原理图。
图2陶瓷型芯结构示意图。
图3陶瓷定位条结构示意图。
图4陶瓷型芯与陶瓷定位条粘结成整体示意图。
附图标记:1、陶瓷型芯;2、陶瓷定位条;3、高温粘结剂;21、“T”形陶瓷定位条;22、长方形陶瓷定位条。
具体实施方式
实施例1
首先制备形成独立空腔用分体陶瓷型芯及陶瓷定位条素坯,陶瓷型芯及陶瓷定位条均采用二氧化硅基材料制备,增塑剂采用石蜡基增塑剂;分体陶瓷型芯宽度W为80mm,芯头宽度W1为10mm,相邻两分体陶瓷型芯之间距离T为5mm;陶瓷定位条的尺寸:T1=9mm,T2=3mm,H1=2mm,H2=5mm;将陶瓷型芯和陶瓷定位条素坯进行烧结制成成品陶瓷型芯和陶瓷定位条,陶瓷型芯及陶瓷定位条的烧结温度为1180℃,烧结时间8小时;然后将少量高温粘结剂涂抹于陶瓷定位条与陶瓷型芯相接触的表面,并快速插入两陶瓷型芯芯头之间,室温静置直至完全干燥即可粘结牢固,其中,高温粘结剂采用EC95电熔刚玉粉料与硅溶胶混合物,EC95电熔刚玉粉料目数为600目,硅溶胶平均粒径为8nm,PH值为8.5,SiO2含量(质量比)为18%,Na2O含量(质量比)=0.2%,粉液比(质量比)为3:1;最后,将其置于模具中进行蜡模压制,并在后续的制壳过程中被包裹并固定在模壳内部,从而形成了可以准确定位空心涡轮导向叶片用陶瓷型芯的固定方法。
实施例2
首先制备形成独立空腔用分体陶瓷型芯及陶瓷定位条素坯,陶瓷型芯及陶瓷定位条均采用二氧化硅基材料制备,增塑剂采用石蜡基增塑剂;分体陶瓷型芯宽度W为250mm,芯头宽度W1为25mm,相邻两分体陶瓷型芯之间距离T为20mm;陶瓷定位条的尺寸:T1=30mm,T2=19.5mm,H1=10mm,H2=24.5mm;将陶瓷型芯和陶瓷定位条素坯进行烧结制成成品陶瓷型芯和陶瓷定位条,陶瓷型芯及陶瓷定位条的烧结温度为1200℃,烧结时间12小时;然后将少量高温粘结剂涂抹于陶瓷定位条与陶瓷型芯相接触的表面,并快速插入两陶瓷型芯芯头之间,室温静置直至完全干燥即可粘结牢固,其中,高温粘结剂采用EC95电熔刚玉粉料与硅溶胶混合物,EC95电熔刚玉粉料目数为800目,硅溶胶平均粒径为15nm,PH值为10,SiO2含量(质量比)为25%,Na2O含量(质量比)=0.4%,粉液比(质量比)为3.5:1;最后,将其置于模具中进行蜡模压制,并在后续的制壳过程中被包裹并固定在模壳内部,从而形成了可以准确定位空心涡轮导向叶片用陶瓷型芯的固定方法。
实施例3
首先制备形成独立空腔用分体陶瓷型芯及陶瓷定位条素坯,陶瓷型芯及陶瓷定位条均采用二氧化硅基材料制备,增塑剂采用石蜡基增塑剂;分体陶瓷型芯宽度W为150mm,芯头宽度W1为15mm,相邻两分体陶瓷型芯之间距离T为12mm;陶瓷定位条的尺寸:T1=20mm,T2=11mm,H1=5mm,H2=12mm;将陶瓷型芯和陶瓷定位条素坯进行烧结制成成品陶瓷型芯和陶瓷定位条,陶瓷型芯及陶瓷定位条的烧结温度为1190℃,烧结时间10小时;然后将少量高温粘结剂涂抹于陶瓷定位条与陶瓷型芯相接触的表面,并快速插入两陶瓷型芯芯头之间,室温静置直至完全干燥即可粘结牢固,其中,高温粘结剂采用EC95电熔刚玉粉料与硅溶胶混合物,EC95电熔刚玉粉料目数为600目,硅溶胶平均粒径为10nm,PH值为9.5,SiO2含量(质量比)为22%,Na2O含量(质量比)=0.3%,粉液比(质量比)为3.2:1;最后,将其置于模具中进行蜡模压制,并在后续的制壳过程中被包裹并固定在模壳内部,从而形成了可以准确定位空心涡轮导向叶片用陶瓷型芯的固定方法。
本发明未尽事宜为公知技术。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
一种单晶/定向导向叶片用硅基陶瓷型芯的定位方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0