








专利摘要
一种高强度锆基合金,它的化学成分原子百分比为:Al:6.0~12.0、Cr:1.5~2.0,余量为Zr和不可避免的杂质;上述锆基合金的制备方法主要是将上述锆、铝和铬原材料清洗干净,放入真空非自耗电弧熔炼炉中进行常规熔炼,然后对合金铸锭进行轧制,轧制温度为850~900℃,采用多道次变形,每次压下量为2mm,合金的最终变形量达到60%,最终轧制厚度为5mm,最后将合金板放在马弗炉中保温1分钟后取出迅速浸入室温水中,待冷却后取出,将合金板的表层氧化皮打磨干净,制得高强度锆基合金。本发明的锆基合金成本低、强度高和塑性好,其抗拉强度在1190MPa~1430MPa,比传统锆合金的室温抗拉强度提高了一倍多。
权利要求
1.一种高强度锆基合金,其特征在于:它的化学成分原子百分比为:Al:6.0~12.0、Cr:1.5~2.0,余量为Zr和不可避免的杂质。
2.权利要求1的高强度锆基合金的制备方法,其特征在于:
(1)铸锭:将上述锆、铝和铬原材料清洗干净,放入真空非自耗电弧熔炼炉中,将炉腔内的真空度抽到1×10-2Pa,充入高纯氩气作为保护气氛后开始常规熔炼,熔炼过程中,要翻转铸锭六遍以确保获得的合金铸锭成分均匀;
(2)轧制:对步骤(1)的合金铸锭进行轧制,轧制温度为850~900℃,采用多道次变形,每次压下量为2mm,合金的最终变形量达到60%,每道次变形之间,在原轧制温度下保温5分钟,最终轧制厚度为5mm,最后一次变形后,将合金板放在马弗炉中,在原相应的轧制温度下保温1分钟,然后取出迅速浸入室温水中,待冷却后取出,即可制得具有等轴状组织的高强度锆基合金。
说明书
技术领域本发明属于材料技术领域,特别涉及一种高强度锆基合金。
背景技术锆在地壳中的存量非常丰富,按丰度,超过了镍,铜,锡,钴等,并且其价格与金属钛的价格接近。金属锆本身还具有低的热中子吸收截面积(只有1.8×10-29m2,仅次于铍和镁),良好的抗辐照性能,优异的耐腐蚀等特性。目前的锆合金主要应用在核工业中,而该领域主要侧重其良好的理化特性,对其力学性能要求不高。作为结构材料应用的锆合金,通常要求其应该具有更高的强度,来满足工程结构对材料力学性能的需要,以拓展其应用范围。传统的锆合金的室温抗拉强度一般在300MPa~600MPa,不适合作为结构材料使用。
发明内容本发明的目的是提供一种成本低、强度高和塑性好的能获得等轴状组织的高强度锆基合金及其制备方法。
本发明的锆基合金的化学成分原子百分比为:Al:6.0~12.0、Cr:1.5~2.0,余量为Zr和不可避免的杂质。
上述锆基合金的制备方法:
(1)铸锭:将上述锆、铝和铬原材料清洗干净,放入真空非自耗电弧熔炼炉中,将炉腔内的真空度抽到1×10-2Pa,充入高纯氩气作为保护气氛后开始常规熔炼,熔炼过程中,要翻转铸锭六遍以确保获得的合金铸锭成分均匀;
(2)轧制:对步骤(1)的合金铸锭进行轧制,轧制温度为850~900℃,采用多道次变形,每次压下量为2mm,合金的最终变形量达到60%,每道次变形之间,在原轧制温度下保温5分钟,最终轧制厚度为5mm。最后一次变形后,将合金板放在马弗炉中,在原相应的轧制温度下保温1分钟,然后取出迅速浸入室温水中,待冷却后取出,将合金板的表层氧化皮打磨干净,制得高强度锆基合金。
利用线切割切出厚度为2mm的拉伸样,每个样品至少切出3个拉伸样,确保数据的可重复性,采用室温单轴拉伸实验进行测量,测试仪器型号为Instron5982的万能材料试验机(生产商:英斯特朗,美国),全程用引伸计监测试样的拉伸位移,拉伸速率设定为5×10-3s-1。本发明锆基合金的力学性能测试结果为:屈服强度:930~1270MPa,抗拉强度:1190~1430MPa,延伸率:6%~13%。
本发明于需要技术相比具有以下优点:
1、本发明的锆基合金成本低、强度高和塑性好。
2、本发明的锆合金通过轧制变形不经后续热处理即可获得等轴晶组织,同时提高锆合金的强度和塑性,其抗拉强度在1190MPa~1430MPa,比传统锆合金的室温抗拉强度提高了一倍多。
附图说明
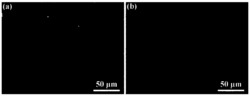
图1是本发明实施例1制得的锆基合金的扫描电镜图。
图2是本发明实施例2制得的锆基合金的扫描电镜图。
图3是本发明实施例3制得的锆基合金的扫描电镜图。
具体实施方式
实施例1
取工业级海绵锆、纯铝、纯铬清洗干净后,按照合金成分Zr92.2Cr1.8Al6(原子百分比)配料,放入非自耗真空电弧熔炼炉中,将炉腔内的真空度抽到1×10-2Pa,充入高纯氩气作为保护气氛后开始熔炼,熔炼过程中,要翻转铸锭六遍以确保获得的合金铸锭成分均匀;然后对合金铸锭进行轧制,轧制温度为870℃,采用多道次变形,每次压下量为2mm,合金的最终变形量达到60%,铸锭每道次变形之间在870℃保温5分钟,最终厚度为5mm,最后一次变形后,将合金板放在马弗炉中,在870℃继续保温1分钟,然后取出,迅速浸入水中(室温),待冷却后取出,对合金板的表层氧化皮打磨干净,制得高强度锆基合金。
如图1所示,制得的高强度锆基合金得到的组织为双态组织,由板条和等轴晶组成,合金中板条的存在致使合金此时的抗拉强度达到最大值。
利用线切割切出厚度为2mm的拉伸样,并测其力学性能,测试结果如表1所示。
实施例2
取工业级海绵锆、纯铝、纯铬清洗干净后,按照合金成分Zr89Cr2Al9(原子百分比)配料,放入非自耗真空电弧熔炼炉中,将炉腔内的真空度抽到1×10-2Pa,充入高纯氩气作为保护气氛后开始熔炼,熔炼过程中,要翻转铸锭六遍以确保获得的合金铸锭成分均匀;然后对合金铸锭进行轧制,轧制温度为850℃,采用多道次变形,每次压下量为2mm,合金的最终变形量达到60%,铸锭每道次变形之间在850℃保温5分钟,最终厚度为5mm,最后一次变形后,将合金板放入马弗炉中,在850℃继续保温1分钟,然后取出,迅速浸入水中(室温),待冷却后取出,对合金板的表层氧化皮打磨干净后,制得高强度锆基合金。
如图2所示,制得的高强度锆基合金组织为等轴状组织,较实施例1的双态组织,合金的延伸率提升了一倍。
利用线切割切出厚度为2mm的拉伸样,并测其力学性能,测试结果如表1所示。
实施例3
取工业级海绵锆、纯铝、纯铬清洗干净后按照合金成分Zr86.5Cr1.5Al12(原子百分比)配料,放入非自耗真空电弧熔炼炉中,将炉腔内的真空度抽到1×10-2Pa,充入高纯氩气作为保护气氛后开始熔炼,熔炼过程中,要翻转铸锭六遍以确保获得的合金铸锭成分均匀;然后对合金铸锭进行轧制,轧制温度为900℃,采用多道次变形,每次压下量为2mm,合金的最终变形量达到60%,铸锭每道次变形之间在900℃保温5分钟,最终厚度为5mm,最后一次变形后,将合金板放入马弗炉中,在900℃继续保温1分钟,然后取出,迅速浸入水中(室温),待冷却后取出,将合金板的表层氧化皮打磨干净,制得高强度锆基合金。
如图3所示,制得的高强度锆基合金的组织为等轴组织,可以很大程度上提高合金的延伸率。
利用线切割切出厚度为2mm的拉伸样,并测其力学性能,测试结果如表1所示。
表1:实施例1、2、3制得的锆基合金的力学性能测试结果
一种高强度锆合金及制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0