

IPC分类号 : B21B3/00,B21B1/38,B21B47/00,B21B47/02,B21B45/02,B21B45/00,C22C16/00







专利摘要
本发明涉及合金材料的叠轧技术领域,具体公开一种高强度Zr基合金复合材料的制备方法。所述制备方法,包括至少三道轧制过程;所述第一道轧制过程为:将两块Zr基合金板材叠放后,进行轧制,得到第一轧板;所述第二道轧制过程为:在第一轧板中间放置未轧制的Zr基合金板材,三块板材叠放后,进行轧制;所述第三道及以后的轧制过程与第二道轧制过程相同。本发明的制备方法得到的Zr基合金复合板材的屈服强度、抗拉强度和延伸率相比传统的叠轧方法都有显著提升,每完成一次叠轧后,在板材中间放置未轧制样品继续进行下一阶段叠轧过程可获得不同变形量的合金复合材料,使合金在强度提升的同时也保持了较高的延伸率。
权利要求
1.一种高强度Zr基合金复合材料的制备方法,其特征在于:包括至少三道轧制过程;
第一道轧制过程为:将两块Zr基合金板材叠放后,进行轧制,得到第一轧板;第二道轧制过程为:在两块第一轧板中间放置未轧制的Zr基合金板材,三块板材叠放后,进行轧制,得到第二轧板;依此类推,进行第三道及以后的轧制过程;
每次所述轧制过程中,轧制变形量均为叠放后板材总厚度的50-80%、轧制温度为300-700℃。
2.如权利要求1所述的高强度Zr基合金复合材料的制备方法,其特征在于:所述Zr基合金由以下质量百分比的元素组成:0.5-3%的铌,0.5-2%的锡,0.3-1%的铁,0.002-0.2%的铬,0.003-0.4%的碳,0.04-0.15%的氧,0.002-0.15%的硅,0.001-0.4%的钨,0.001-0.4%的钼,0.001-0.4%的钒和余量的锆。
3.如权利要求1所述的高强度Zr基合金复合材料的制备方法,其特征在于:所述第一道轧制过程中用到的Zr基合金板材与所述第二道及以后的轧制过程中用到的未轧制的Zr基合金板材的材质和尺寸大小均相同,其厚度在1mm-5cm之间;在所述Zr基合金板材叠放前,先对其依次进行预轧和表面清洁处理。
4.如权利要求3所述的高强度Zr基合金复合材料的制备方法,其特征在于:所述预轧方法为:Zr基合金板材在450-550℃下保温15-25min,对其进行单向轧制,所述单向轧制速度为6-12r/min、变形量为50-75%。
5.如权利要求3所述的高强度Zr基合金复合材料的制备方法,其特征在于:所述表面清洁处理的方法为:用砂纸对预轧后的Zr基合金板材两面进行打磨,露出金属表面,并去除Zr基合金板材表面的油污和氧化层。
6.如权利要求5所述的高强度Zr基合金复合材料的制备方法,其特征在于:所述去除Zr基合金板材表面油污的方法为:将打磨后的Zr基合金板材置于由丙酮和无水乙醇组成的混合溶液中,浸泡去除油污,并清洗干净,其中,丙酮和无水乙醇的体积比为5-6:4-5;所述去除Zr基合金板材表面氧化层的方法为:对去除油污的Zr基合金板材进行酸洗,所述酸洗液为氢氟酸和硝酸的混合水溶液,水溶液中氢氟酸的含量为3-5vt%,硝酸的含量为40-50vt%。
7.如权利要求1所述的高强度Zr基合金复合材料的制备方法,其特征在于:每次所述轧制过程中,进行轧制前,将叠放好的板材进行固定;所述固定过程是在叠放好的板材两端钻孔,并用钢丝或铆钉穿过钻孔将其固定。
8.如权利要求1所述的高强度Zr基合金复合材料的制备方法,其特征在于:每次所述轧制前,将叠放好的板材置于300-700℃电阻炉中,保温20-30min。
9.如权利要求8所述的高强度Zr基合金复合材料的制备方法,其特征在于:所述电阻炉中放置有硫矿铁。
10.如权利要求1所述的高强度Zr基合金复合材料的制备方法,其特征在于:每次所述轧制过程中,轧制速度为6-12r/min。
说明书
技术领域
本发明涉及合金材料的叠轧技术领域,尤其涉及一种高强度Zr基合金复合材料的制备方法。
背景技术
Zr基合金是一种以Zr为基体,加入其它金属元素的合金材料,其具有高强度、高硬度、较好的塑韧性和抗腐蚀性等优良特性。常用的合金材料经过多周期的堆垛有序结构相复合,可以使金属层状复合材料具有不同金属的优异性能,使合金具有优良的异质结构特性和力学性能。
因此,为了进一步提高Zr基合金的力学性能,使其满足各种复杂服役条件的要求,通过累积叠轧的方法来获得Zr基合金的异质结构,但目前常用的合金累积叠轧方法得到的Zr基合金复合板材的异质结构的屈服强度、抗拉强度和延伸率提升效果不明显,仍然无法满足核工业和生物医用合金材料的要求,且目前的累积叠轧方法得到的Zr基合金复合板材成材率低、生产效率低,无法推广使用。
发明内容
针对现有的合金累积叠轧方法轧制得到的Zr基合金复合板材的屈服强度、抗拉强度和延伸率提升效果不明显,无法满足复杂服役条件的要求,以及轧制生产效率低的问题,本发明提供一种高强度Zr基合金复合材料的制备方法。
为达到上述发明目的,本发明实施例采用了如下的技术方案:
一种高强度Zr基合金复合材料的制备方法,包括至少三道轧制过程;
所述第一道轧制过程为:将两块Zr基合金板材叠放后,进行轧制,得到第一轧板;所述第二道轧制过程为:在两块第一轧板中间放置未轧制的Zr基合金板材,三块板材叠放后,进行轧制;依此类推,进行第三道及以后的轧制过程;
每次所述轧制过程中,轧制变形量均为叠放后板材总厚度的50-80%、轧制温度为300-700℃。
相对于现有技术,本发明提供的Zr基合金复合材料的制备方法,通过多次累积叠轧,并在每次叠轧后的板材中间加入新的未轧制Zr基合金板材进行下一次叠轧,通过控制每次轧制的温度和变形量,使叠轧后的Zr基合金板材内部发生剧烈变形,且后加入的Zr基合金板材与前一步轧制的Zr基合金板材的变形量不同,最终使Zr基合金复合材料呈由内向外变形量依次递增的特殊异质结构,异质结构的密度从中部向两边递增,其相应的性能从内到外呈梯度变化的状态,从而使得到的Zr基合金复合材料的芯部韧性高、外层硬度高,具有较高的使用性能,其屈服强度可达到780MPa以上、抗拉强度达到580MPa以上、延伸率达到13%以上,可完全满足核工业和生物医用领域对Zr基合金复合材料的要求。
优选的,所述Zr基合金由以下质量百分比的元素组成:0.5-3%的铌,0.5-2%的锡,0.3-1%的铁,0.002-0.2%的铬,0.003-0.4%的碳,0.04-0.15%的氧,0.002-0.15%的硅,0.001-0.4%的钨,0.001-0.4%的钼,0.001-0.4%的钒和余量的锆。
优选的,所述第一道轧制过程中用到的Zr基合金板材与所述第二道及以后的轧制过程中用到的未轧制的Zr基合金板材的材质和尺寸大小均相同,其厚度在1mm-5cm之间。
优选的,在所述Zr基合金板材进行轧制前,先对其依次进行预轧和表面清洁处理。
优选的,所述预轧方法为:Zr基合金板材在450-550℃下保温15-25min,对其进行单向轧制,所述单向轧制速度为6-12r/min、变形量为50-75%。
优选的,所述表面清洁处理的方法为:用砂纸对预轧后的Zr基合金板材两面进行打磨,露出金属表面,并去除Zr基合金板材表面的油污和氧化层。
优选的,所述去除Zr基合金板材表面油污的方法为:将打磨后的Zr基合金板材置于由丙酮和无水乙醇组成的混合溶液中,浸泡去除油污,并清洗干净,其中,丙酮和无水乙醇的体积比为5-6:4-5;所述去除Zr基合金板材表面氧化层的方法为:对去除油污的Zr基合金板材进行酸洗,所述酸洗液为氢氟酸和硝酸的混合水溶液,水溶液中氢氟酸的含量为3-5vt%,硝酸的含量为40-50vt%。
上述优选的预轧和表面清洁处理方法,可充分去除Zr基合金板材表面的油污和氧化物,提高轧制过程中,Zr基合金板材之间的融合性,进一步提高Zr基合金复合材料的使用性能。
优选的,每次所述轧制过程中,进行轧制前,将叠放好的板材进行固定;所述固定过程是在叠放好的板材两端钻孔,并用钢丝或铆钉穿过钻孔将其固定。
优选的,每次所述轧制前,将叠放好的板材置于300-700℃电阻炉中,保温20-30min。
在300-700℃的保温过程,可进一步提高累积叠轧过程中Zr基合金同质异晶转变的均匀性。
优选的,所述电阻炉中放置有硫矿铁。
放置的硫矿铁可有效阻止高温环境中Zr基合金板材表面再次发生氧化。
优选的,每次所述轧制过程中,轧制速度为6-12r/min。
附图说明
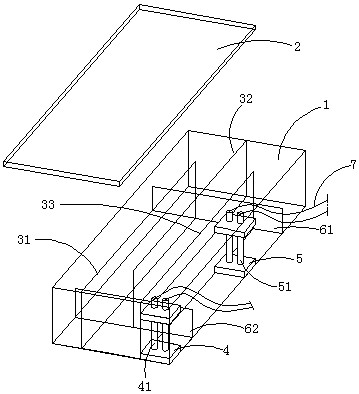
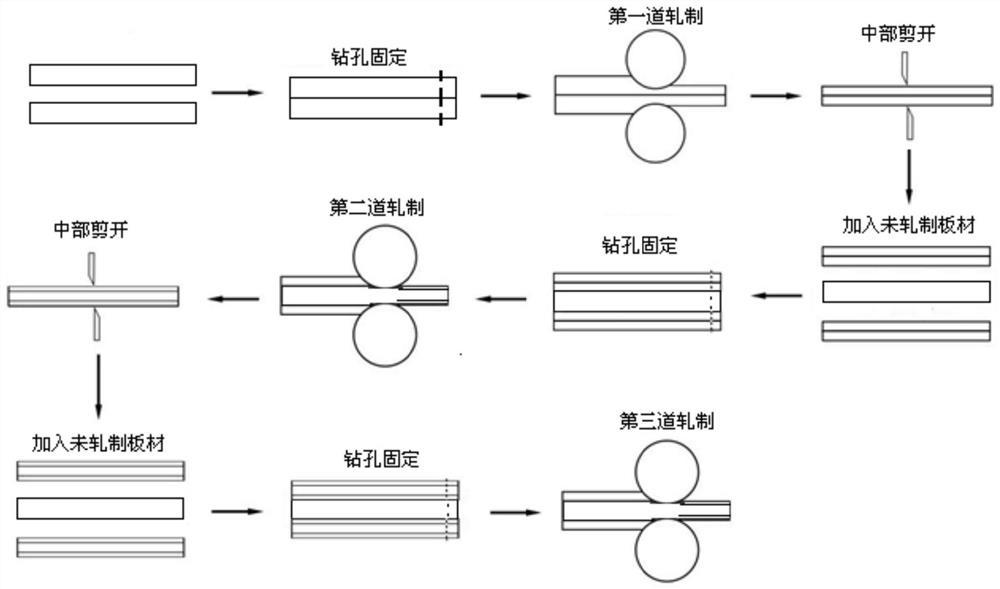
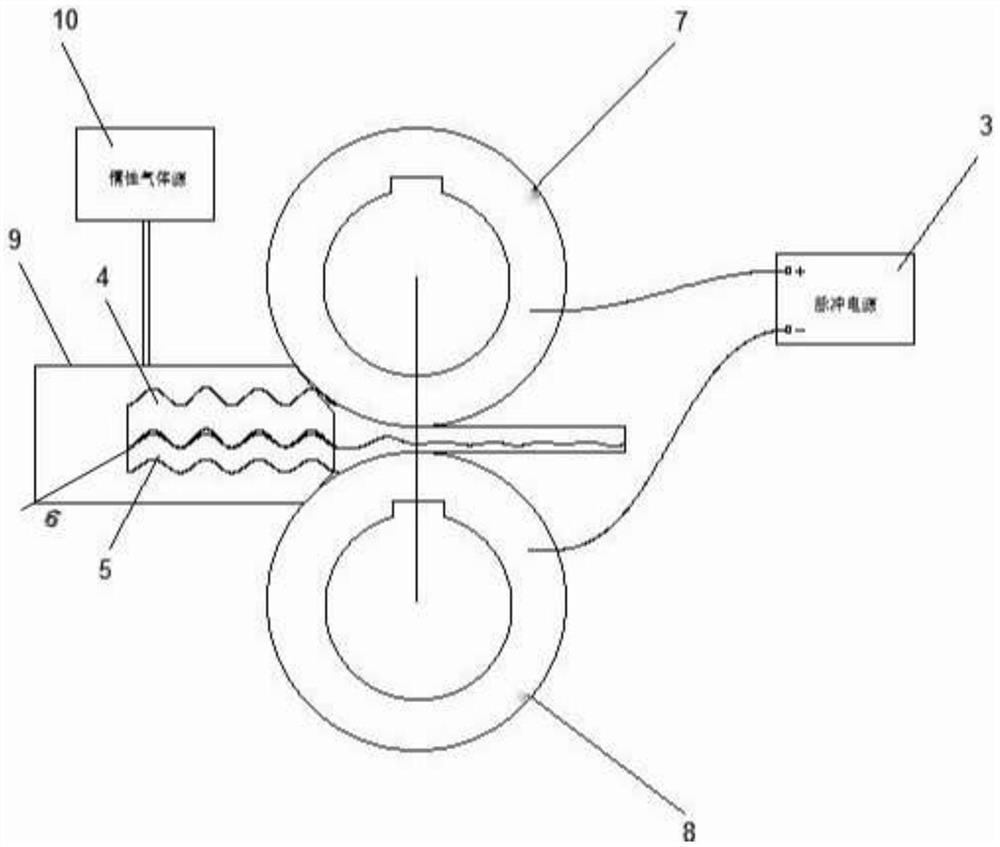
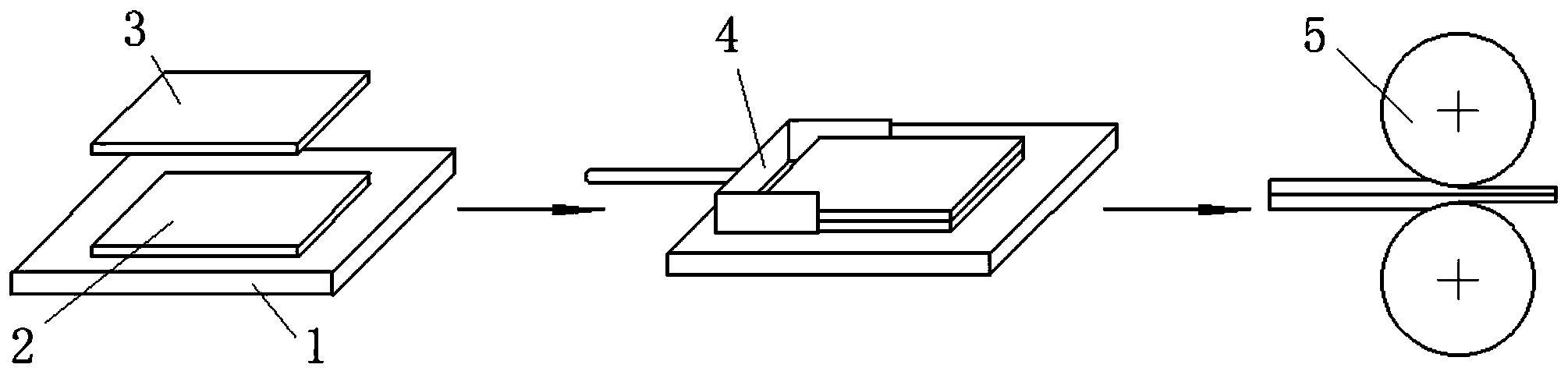
图1是本发明实施例1中的Zr基合金复合材料的轧制过程示意图;
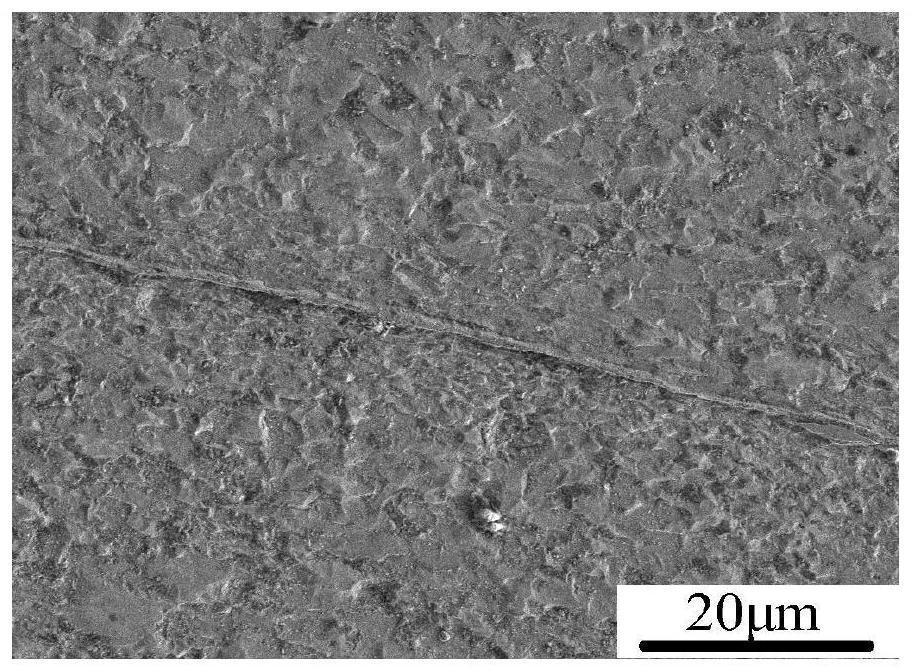
图2是本发明实施例1中得到的Zr基合金复合材料的内部组织形貌图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
实施例1
一种高强度Zr基合金复合材料的制备方法,包括以下工艺步骤:
1)材料的准备:在Zr基合金铸锭上切下四块板材,板材由以下质量百分比的元素组成:2.3%的铌,1.5%的锡,0.9%的铁,0.11%的铬,0.34%的碳,0.12%的氧,0.09%的硅,0.32%的钨,0.29%的钼,0.17%的钒和余量的锆。将上述板材置于高温节能箱式炉中加热至500℃并保温20min,取出板材,在小型同步轧机中进行单向预轧,使其变形量为65%,轧制速度为10r/min。预轧完成后将板材切割成尺寸为100mm×50mm×1mm的大小。
用2000目的砂纸对板材的两个表面进行打磨,使其呈现鲜亮金属表面,并置于去离子水中清洗晾干;将打磨后清洗后的Zr基合金板材置于由110ml丙酮和90ml无水乙醇组成的混合溶液中,浸泡20min,去除油污,并用去离子水清洗晾干;最后将去除油污的Zr基合金板材置于氢氟酸和硝酸的混合水溶液中,其中水溶液中氢氟酸的含量为4vt%,硝酸的含量为45vt%,浸泡1.5min后,用去离子水清洗晾干,置于无水乙醇中保存待用。
2)Zr基合金板材的叠轧:叠轧过程如图1所示,取两块步骤1)中处理好的Zr基合金板,进行叠放,并在叠放好的Zr基合金板材头尾两端钻孔,用铆钉将两块板材固定,将叠放并固定好的Zr基合金板材置于500℃电阻炉中,保温25min;保温结束后,取出板材,将轧辊的上下距离调整为板材叠放厚度的65%,轧辊速度调至10r/min,进行轧制,完成第一道轧制过程,得到第一轧板;
将第一轧板从中间剪切开,在剪切开的两块板材中夹放步骤1)中处理好的Zr基合金板,在头尾两端钻孔,并用铆钉将其固定,随后放置到箱式电阻炉中,在500℃温度下保温25min,取出板材,将轧辊的上下距离调整为板材叠放厚度的65%,轧辊速度调至10r/min,进行轧制,完成第二轧制过程,得到第二轧板;
将第二轧板从中间剪切开,在剪切开的两块板材中夹放步骤1)中处理好的Zr基合金板,在头尾两端钻孔,并用铆钉将其固定,随后放置到箱式电阻炉中,在500℃温度下保温25min,取出板材,将轧辊的上下距离调整为板材叠放厚度的65%,轧辊速度调至10r/min,进行轧制,完成第三轧制过程,得到高强度Zr基合金复合材料。
检测本实施例中得到的Zr基合金复合材料的内部组织形貌,得到的组织形貌图如图2所示,其形貌结构由中部向两侧成梯度变化。
实施例2
一种高强度Zr基合金复合材料的制备方法,包括以下工艺步骤:
1)材料的准备:在Zr基合金铸锭上切下四块板材,板材由以下质量百分比的元素组成:0.8%的铌,1.1%的锡,0.5%的铁,0.003%的铬,0.12%的碳,0.06%的氧,0.008%的硅,0.11%的钨,0.23%的钼,0.002%的钒和余量的锆。将上述板材置于高温节能箱式炉中加热至450℃并保温15min,取出板材,在小型同步轧机中进行单向预轧,使其变形量为50%,轧制速度为6r/min。预轧完成后将板材切割成尺寸为100mm×50mm×1mm的大小。
用2000目的砂纸对板材的两个表面进行打磨,使其呈现鲜亮金属表面,并置于去离子水中清洗晾干;将打磨后清洗后的Zr基合金板材置于由100ml丙酮和100ml无水乙醇组成的混合溶液中,浸泡15min,去除油污,并用去离子水清洗晾干;最后将去除油污的Zr基合金板材置于氢氟酸和硝酸的混合水溶液中,其中水溶液中氢氟酸的含量为3vt%,硝酸的含量为40vt%,浸泡1min后,用去离子水清洗晾干,置于无水乙醇中保存待用。
2)Zr基合金板材的叠轧:取两块步骤1)中处理好的Zr基合金板,进行叠放,并在叠放好的Zr基合金板材头尾两端钻孔,用钢丝将两块板材固定,将叠放并固定好的Zr基合金板材置于300℃电阻炉中,保温30min;保温结束后,取出板材,将轧辊的上下距离调整为板材叠放厚度的50%,轧辊速度调至6r/min,进行轧制,完成第一道轧制过程,得到第一轧板;
将第一轧板从中间剪切开,在剪切开的两块板材中夹放步骤1)中处理好的Zr基合金板,在头尾两端钻孔,并用钢丝将其固定,随后放置到箱式电阻炉中,在300℃温度下保温20min,取出板材,将轧辊的上下距离调整为板材叠放厚度的50%,轧辊速度调至6r/min,进行轧制,完成第二轧制过程,得到第二轧板;
将第二轧板从中间剪切开,在剪切开的两块板材中夹放步骤1)中处理好的Zr基合金板,在头尾两端钻孔,并用钢丝将其固定,随后放置到箱式电阻炉中,在300℃温度下保温20min,取出板材,将轧辊的上下距离调整为板材叠放厚度的50%,轧辊速度调至6r/min,进行轧制,完成第三轧制过程,得到高强度Zr基合金复合材料。
实施例3
一种高强度Zr基合金复合材料的制备方法,包括以下工艺步骤:
1)材料的准备:在Zr基合金铸锭上切下四块板材,板材由以下质量百分比的元素组成:2.8%的铌,1.8%的锡,0.4%的铁,0.19%的铬,0.4%的碳,0.14%的氧,0.15%的硅,0.39%的钨,0.37%的钼,0.33%的钒和余量的锆。将上述板材置于高温节能箱式炉中加热至550℃并保温15min,取出板材,在小型同步轧机中进行单向预轧,使其变形量为75%,轧制速度为12r/min。预轧完成后将板材切割成尺寸为100mm×50mm×1mm的大小。
用2000目的砂纸对板材的两个表面进行打磨,使其呈现鲜亮金属表面,并置于去离子水中清洗晾干;将打磨后清洗后的Zr基合金板材置于由120ml丙酮和80ml无水乙醇组成的混合溶液中,浸泡25min,去除油污,并用去离子水清洗晾干;最后将去除油污的Zr基合金板材置于氢氟酸和硝酸的混合水溶液中,其中水溶液中氢氟酸的含量为5vt%,硝酸的含量为50vt%,浸泡2min后,用去离子水清洗晾干,置于无水乙醇中保存待用。
2)Zr基合金板材的叠轧:取两块步骤1)中处理好的Zr基合金板,进行叠放,并在叠放好的Zr基合金板材头尾两端钻孔,用铆钉将两块板材固定,将叠放并固定好的Zr基合金板材置于700℃电阻炉中,保温20min;保温结束后,取出板材,将轧辊的上下距离调整为板材叠放厚度的80%,轧辊速度调至12r/min,进行轧制,完成第一道轧制过程,得到第一轧板;
将第一轧板从中间剪切开,在剪切开的两块板材中夹放步骤1)中处理好的Zr基合金板,在头尾两端钻孔,并用铆钉将其固定,随后放置到箱式电阻炉中,在700℃温度下保温20min,取出板材,将轧辊的上下距离调整为板材叠放厚度的80%,轧辊速度调至12r/min,进行轧制,完成第二轧制过程,得到第二轧板;
将第二轧板从中间剪切开,在剪切开的两块板材中夹放步骤1)中处理好的Zr基合金板,在头尾两端钻孔,并用铆钉将其固定,随后放置到箱式电阻炉中,在700℃温度下保温20min,取出板材,将轧辊的上下距离调整为板材叠放厚度的80%,轧辊速度调至12r/min,进行轧制,完成第三轧制过程,得到高强度Zr基合金复合材料。
对比例1
将实施例1中步骤1)中处理好的四块Zr基合金板材叠放在一块并固定后,通过三道重复轧制过程,使其总变形量与实施例1中的总变形量相同,其它方法与实施例1相同,得到Zr基合金复合材料。
对实施例1-3和对比例1中得到的Zr基合金复合材料的力学性能进行检测,检测结果如下表所示:
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本发明的保护范围之内。
一种高强度Zr基合金复合材料的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0