






专利摘要
一种真空感应炉一炉多锭浇铸装置及方法,装置包括真空密封罐、感应炉炉体、电动转台、支撑杆、漏斗型缓流器、溜槽、模具、模具固定架及浇注冒口;漏斗型缓流器通过支撑杆设置在电动转台上,溜槽一端与漏斗型缓流器相连,溜槽下部设有发热线圈,模具以电动转台为中心环向分布,溜槽另一端位于浇注冒口正上方,模具下方设有称重机构。方法为:将设定数量的模具和浇注冒口依次吊装到真空密封罐内的模具固定架上,称重机构调零,向感应炉炉体内加入金属原料,封闭真空密封罐并抽真空,熔化金属原料至设定温度,倾转感应炉炉体将金属液导入模具内,模具内金属液重量达到设定值2/3时启动补温,直到模具浇注结束,重复浇铸过程,直至全部模具浇铸结束。
权利要求
1.一种真空感应炉一炉多锭浇铸装置,其特征在于:包括真空密封罐、感应炉炉体、电动转台、支撑杆、漏斗型缓流器、溜槽、模具、模具固定架及浇注冒口;所述电动转台安装在真空密封罐的罐底,所述支撑杆竖直固装在电动转台上,所述漏斗型缓流器固装在支撑杆顶部;所述模具固定架数量若干,若干模具固定架以电动转台为中心且在圆周方向上均匀分布,每个模具固定架上均放置有一个模具,每个模具的顶部均配置有一个浇注冒口;所述溜槽一端连接在漏斗型缓流器上,溜槽另一端位于浇注冒口正上方,在溜槽下部安装有发热线圈;所述电动转台用于驱动支撑杆、漏斗型缓流器及溜槽进行同步转动;所述模具固定架与真空密封罐的罐底之间安装有称重机构,在模具固定架与称重机构之间安装有耐高温隔热垫片;在所述模具固定架上对称设置有两处U型卡槽,在所述模具上对称设置有两处吊耳,吊耳与U型卡槽卡装配合,模具通过吊耳进行吊装;在所述浇注冒口上对称设置有两处吊环,浇注冒口通过吊环进行吊装。
2.一种真空感应炉一炉多锭浇铸方法,采用了权利要求1所述的真空感应炉一炉多锭浇铸装置,其特征在于包括如下步骤:
步骤一:将设定数量的模具依次吊装到真空密封罐内的模具固定架上,保证模具上的吊耳准确进入模具固定架上的U型卡槽内;
步骤二:将设定数量的浇注冒口依次吊装到模具上,保证浇注冒口与模具准确对接;
步骤三:启动电动转台,控制支撑杆、漏斗型缓流器及溜槽进行同步转动,使溜槽出液端位于第一个浇注冒口的正上方;
步骤四:将所有的称重机构进行调零;
步骤五:向感应炉炉体内加入金属原料;
步骤六:封闭真空密封罐,完成罐内抽真空;
步骤七:启动感应炉炉体以产生涡电流,使感应炉炉体内的金属原料熔化,直到感应炉炉体内的金属液达到设定温度;
步骤八:倾转感应炉炉体,使感应炉炉体内的金属液依次通过漏斗型缓流器、溜槽及浇注冒口进入模具内;
步骤九:当称重机构测得的实时重量值达到设定重量值的2/3时,启动发热线圈,通过发热线圈对流经溜槽的金属液进行补温;
步骤十:当称重机构测得的实时重量值达到设定重量值时,感应炉炉体复位,发热线圈断电;
步骤十一:启动电动转台,控制支撑杆、漏斗型缓流器及溜槽进行同步转动,使溜槽出液端移动到下一个浇注冒口的正上方;
步骤十二:重复步骤八至步骤十一,直到完成全部模具的浇铸工作;
步骤十三:当全部模具内的铸锭冷却结束后,开启真空密封罐,将全部模具依次从真空密封罐中取出,对全部模具进行脱模,此时一炉多锭浇铸过程结束。
说明书
技术领域
本发明属于冶炼铸造技术领域,特别是涉及一种真空感应炉一炉多锭浇铸装置及方法。
背景技术
真空感应炉作为一种冶炼特殊材料常用的真空装备,其在电磁感应过程中通过产生涡电流使炉体内的金属原料熔化,进而达到冶炼高纯度金属及合金的目的;随着熔炼设备能力的提高,目前常用的真空感应炉多为吨级炉,其对应的浇铸模具也为多个,由于真空感应炉浇铸系统的独立性,其在浇铸过程常会出现以下问题:第一,在浇铸过程中,模具不能快速精准置于浇铸嘴下方;第二,在转换模具过程中,炉体内金属会产生温降,从而造成能源浪费;第三,模具内的金属液在凝固过程中容易产生“搭桥”现象,且随着浇铸的进行,炉体内金属液温度较低,将无法对“桥下”进行凝固补缩,因此模具内铸件容易产生疏松和缩孔等质量问题,从而导致成材率较低。
为此,本领域技术人员设计了多种一炉多锭浇铸装置和方法,以下为举例说明:
①、公开号为CN105964956A的中国专利申请,公开了一种钢锭真空感应炉冶炼浇铸方法,其通过炉体内设置圆形导轨,并在导轨上设置浇铸车,通过一端液压杆的伸缩使浇铸车在导轨内运动,使模具能够精准的置于浇铸嘴下方,通过钢锭模底部连通的设置,来避免钢锭缩孔等质量问题;但是,其需要额外增加炉内浇铸车以及炉外液压杆,导致结构更加复杂,且浇铸的模具数量过多时,其对液压杆的载荷质量也有更高的要求。
②、公开号为CN203900455U的中国专利申请,公开了一种真空感应炉旋转浇注机构,其将多个模具设置在旋转托盘上,通过旋转托盘的运动使得模具依次旋转至浇铸嘴下方,以此进行多模浇铸;但是,在浇铸后期,该方案无法避免由于金属液温度降低而造成的铸锭质量问题,且随着浇铸的进行,旋转托盘受力将变得不均匀,从而造成旋转轴承的加速磨损,进而增加了冶炼成本的消耗。
③、公开号为CN205128856U的中国专利申请,公开了一种高温母合金生产用浇铸分流装置,其通过设计导流槽和分流盘,将钢液通过导流槽平稳分配到分流盘中,进而浇铸至各个模具中;但是,该方案只是单纯的将钢液进行分流,未能做到各个铸锭重量的精准控制,且在浇铸后期,其也无法避免由于钢液温度较低而造成的缩孔等质量问题。
发明内容
针对现有技术存在的问题,本发明提供一种真空感应炉一炉多锭浇铸装置及方法,能够保证模具不移动的前提下,将炉体内的金属液快速浇铸到模具内,在浇铸后期,能够在金属液浇铸到模具内之前对金属液进行补温,即使模具内的金属液在凝固过程中产生“搭桥”现象,完成补温后的金属液也能够对“桥下”进行凝固补缩,以提高铸锭质量。
为了实现上述目的,本发明采用如下技术方案:一种真空感应炉一炉多锭浇铸装置,包括真空密封罐、感应炉炉体、电动转台、支撑杆、漏斗型缓流器、溜槽、模具、模具固定架及浇注冒口;所述电动转台安装在真空密封罐的罐底,所述支撑杆竖直固装在电动转台上,所述漏斗型缓流器固装在支撑杆顶部;所述模具固定架数量若干,若干模具固定架以电动转台为中心且在圆周方向上均匀分布,每个模具固定架上均放置有一个模具,每个模具的顶部均配置有一个浇注冒口;所述溜槽一端连接在漏斗型缓流器上,溜槽另一端位于浇注冒口正上方,在溜槽下部安装有发热线圈;所述电动转台用于驱动支撑杆、漏斗型缓流器及溜槽进行同步转动。
所述模具固定架与真空密封罐的罐底之间安装有称重机构,在模具固定架与称重机构之间安装有耐高温隔热垫片。
在所述模具固定架上对称设置有两处U型卡槽,在所述模具上对称设置有两处吊耳,吊耳与U型卡槽卡装配合,模具通过吊耳进行吊装。
在所述浇注冒口上对称设置有两处吊环,浇注冒口通过吊环进行吊装。
一种真空感应炉一炉多锭浇铸方法,采用了所述的真空感应炉一炉多锭浇铸装置,包括如下步骤:
步骤一:将设定数量的模具依次吊装到真空密封罐内的模具固定架上,保证模具上的吊耳准确进入模具固定架上的U型卡槽内;
步骤二:将设定数量的浇注冒口依次吊装到模具上,保证浇注冒口与模具准确对接;
步骤三:启动电动转台,控制支撑杆、漏斗型缓流器及溜槽进行同步转动,使溜槽出液端位于第一个浇注冒口的正上方;
步骤四:将所有的称重机构进行调零;
步骤五:向感应炉炉体内加入金属原料;
步骤六:封闭真空密封罐,完成罐内抽真空;
步骤七:启动感应炉炉体以产生涡电流,使感应炉炉体内的金属原料熔化,直到感应炉炉体内的金属液达到设定温度;
步骤八:倾转感应炉炉体,使感应炉炉体内的金属液依次通过漏斗型缓流器、溜槽及浇注冒口进入模具内;
步骤九:当称重机构测得的实时重量值达到设定重量值的2/3时,启动发热线圈,通过发热线圈对流经溜槽的金属液进行补温;
步骤十:当称重机构测得的实时重量值达到设定重量值时,感应炉炉体复位,发热线圈断电;
步骤十一:启动电动转台,控制支撑杆、漏斗型缓流器及溜槽进行同步转动,使溜槽出液端移动到下一个浇注冒口的正上方;
步骤十二:重复步骤八至步骤十一,直到完成全部模具的浇铸工作;
步骤十三:当全部模具内的铸锭冷却结束后,开启真空密封罐,将全部模具依次从真空密封罐中取出,对全部模具进行脱模,此时一炉多锭浇铸过程结束。
本发明的有益效果:
本发明的真空感应炉一炉多锭浇铸装置及方法,能够保证模具不移动的前提下,将炉体内的金属液快速浇铸到模具内,在浇铸后期,能够在金属液浇铸到模具内之前对金属液进行补温,即使模具内的金属液在凝固过程中产生“搭桥”现象,完成补温后的金属液也能够对“桥下”进行凝固补缩,以提高铸锭质量。
附图说明
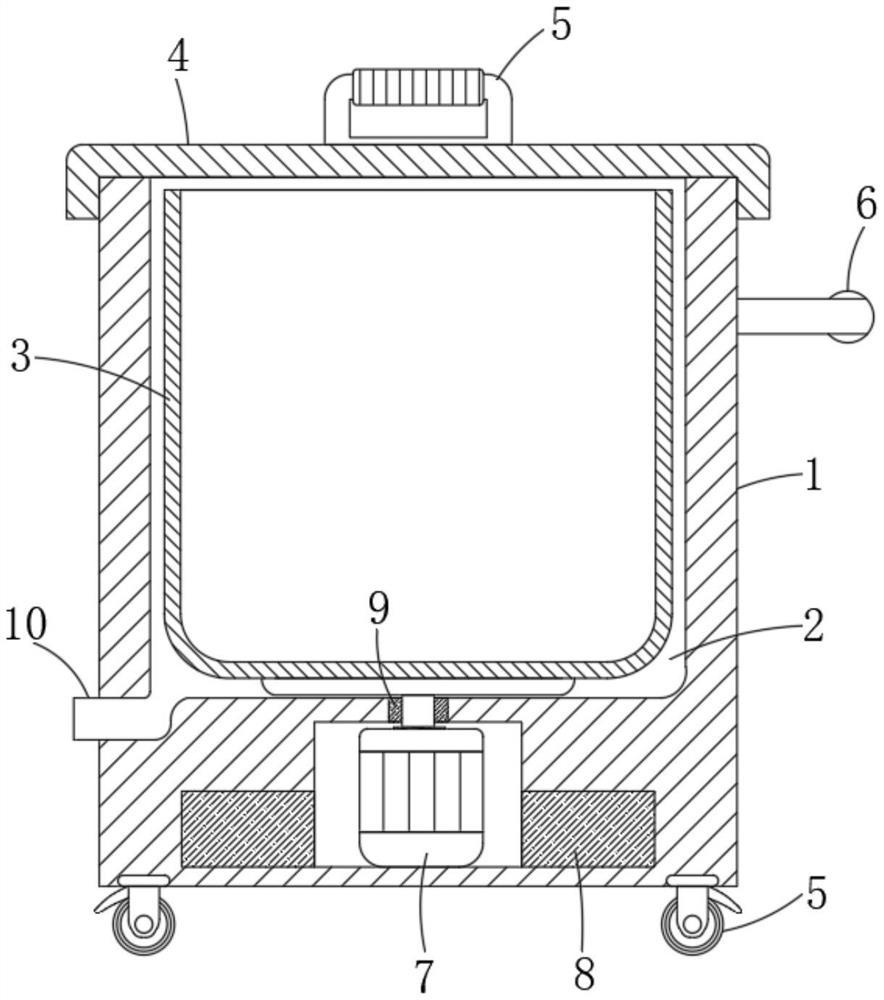
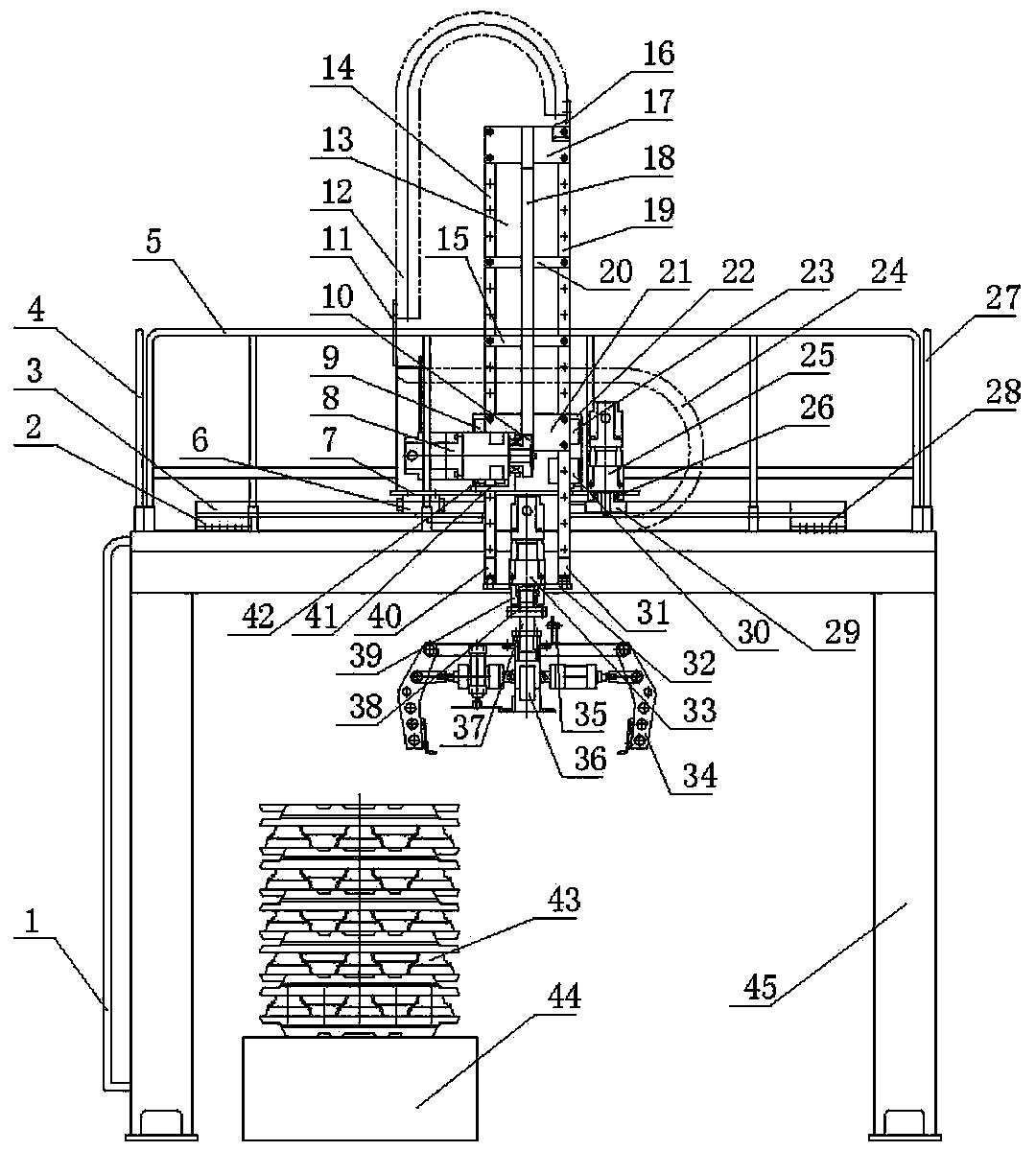
图1为本发明的一种真空感应炉一炉多锭浇铸装置的结构示意图;
图2为图1中A-A剖视图;
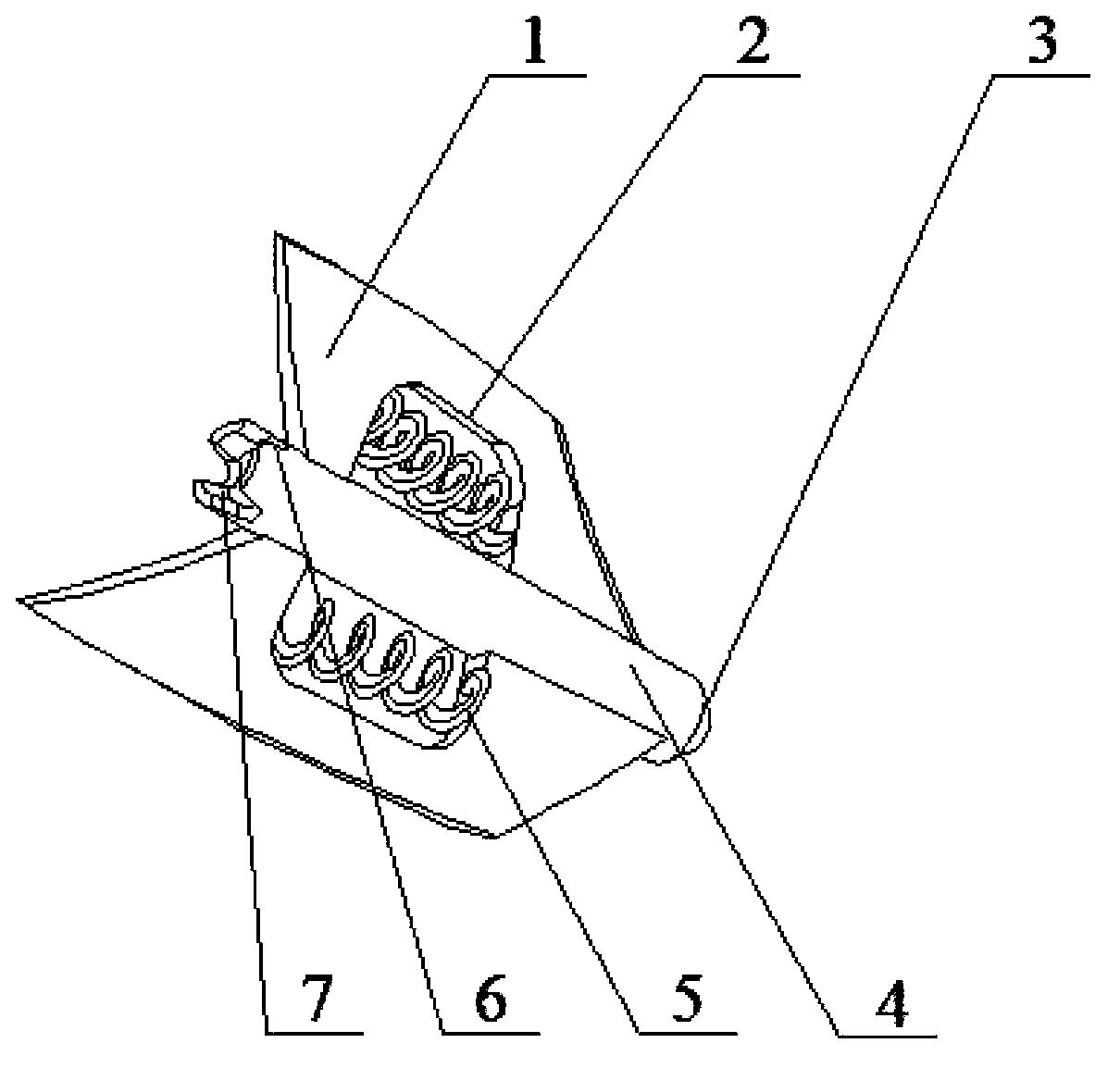
图3为称重机构、耐高温隔热垫片、模具固定架、模具及浇注冒口的装配示意图;
图中,1—真空密封罐,2—感应炉炉体,3—电动转台,4—支撑杆,5—漏斗型缓流器,6—溜槽,7—模具,8—模具固定架,9—浇注冒口,10—发热线圈,11—称重机构,12—耐高温隔热垫片,13—U型卡槽,14—吊耳,15—吊环。
具体实施方式
下面结合附图和具体实施例对本发明做进一步的详细说明。
如图1~3所示,一种真空感应炉一炉多锭浇铸装置,包括真空密封罐1、感应炉炉体2、电动转台3、支撑杆4、漏斗型缓流器5、溜槽6、模具7、模具固定架8及浇注冒口9;所述电动转台3安装在真空密封罐1的罐底,所述支撑杆4竖直固装在电动转台3上,所述漏斗型缓流器5固装在支撑杆4顶部;所述模具固定架8数量若干,若干模具固定架8以电动转台3为中心且在圆周方向上均匀分布,每个模具固定架8上均放置有一个模具7,每个模具7的顶部均配置有一个浇注冒口9;所述溜槽6一端连接在漏斗型缓流器5上,溜槽6另一端位于浇注冒口9正上方,在溜槽6下部安装有发热线圈10;所述电动转台3用于驱动支撑杆4、漏斗型缓流器5及溜槽6进行同步转动。
所述模具固定架8与真空密封罐1的罐底之间安装有称重机构11,在模具固定架8与称重机构11之间安装有耐高温隔热垫片12。
在所述模具固定架8上对称设置有两处U型卡槽13,在所述模具7上对称设置有两处吊耳14,吊耳14与U型卡槽13卡装配合,模具7通过吊耳14进行吊装。
在所述浇注冒口9上对称设置有两处吊环15,浇注冒口9通过吊环15进行吊装。
一种真空感应炉一炉多锭浇铸方法,采用了所述的真空感应炉一炉多锭浇铸装置,包括如下步骤:
步骤一:将设定数量的模具7依次吊装到真空密封罐1内的模具固定架8上,保证模具7上的吊耳14准确进入模具固定架8上的U型卡槽13内;
步骤二:将设定数量的浇注冒口9依次吊装到模具7上,保证浇注冒口9与模具7准确对接;
步骤三:启动电动转台3,控制支撑杆4、漏斗型缓流器5及溜槽6进行同步转动,使溜槽6出液端位于第一个浇注冒口9的正上方;
步骤四:将所有的称重机构11进行调零;
步骤五:向感应炉炉体2内加入金属原料;
步骤六:封闭真空密封罐1,完成罐内抽真空;
步骤七:启动感应炉炉体2以产生涡电流,使感应炉炉体2内的金属原料熔化,直到感应炉炉体2内的金属液达到设定温度;
步骤八:倾转感应炉炉体2,使感应炉炉体2内的金属液依次通过漏斗型缓流器5、溜槽6及浇注冒口9进入模具7内;
步骤九:当称重机构11测得的实时重量值达到设定重量值的2/3时,启动发热线圈10,通过发热线圈10对流经溜槽6的金属液进行补温;
步骤十:当称重机构11测得的实时重量值达到设定重量值时,感应炉炉体2复位,发热线圈10断电;
步骤十一:启动电动转台3,控制支撑杆4、漏斗型缓流器5及溜槽6进行同步转动,使溜槽6出液端移动到下一个浇注冒口9的正上方;
步骤十二:重复步骤八至步骤十一,直到完成全部模具7的浇铸工作;
步骤十三:当全部模具7内的铸锭冷却结束后,开启真空密封罐1,将全部模具7依次从真空密封罐1中取出,对全部模具7进行脱模,此时一炉多锭浇铸过程结束。
实施例中的方案并非用以限制本发明的专利保护范围,凡未脱离本发明所为的等效实施或变更,均包含于本案的专利范围中。
一种真空感应炉一炉多锭浇铸装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0